


The advantages of Additive Manufacturing for the processing of platinum group metals
There is growing interest in the use of metal Additive Manufacturing for the production of jewellery and luxury watch components. This interest is driven not only by the potential design innovation offered by Additive Manufacturing, but also by the recognition of the environmental and economic advantages to be gained from it. In this in-depth report, Jochen Heinrich, Thomas Laag and Thierry Copponnex review the processing of platinum group metals by Additive Manufacturing. [First published in Metal AM Vol. 7 No. 1, Spring 2021 | 25 minute read | View on Issuu | Download PDF]

Alloys of platinum group metals (PGM) show outstanding characteristics for jewellery and watch making: they are precious, strong and white. Technical users appreciate their biocompatibility and unrivalled resistance to corrosive or thermal wear. At the same time, these alloys represent the most challenging materials with respect to processing, refining and high costs in capital.
The powder metallurgical processing of PGMs is a practice essentially different from conventional manufacturing. This paper gives an insight into the processing of platinum and palladium alloys by Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing technology.
Many indicators show that using AM provides an opportunity to make production more efficient, environmentally friendly and customer-oriented. It is clear that the combination of AM with CNC machining offers resource-efficient manufacturing for high-quality jewellery and watches, as well as for technical or medical applications.

PGM alloys used in this study
A selection of representative alloys have been used for the experimental work in this study. In the following, three major alloys are briefly described:
Pt800Ir200
This is a well-established platinum alloy with 20 wt.% of iridium, and is widely used for medical and technical applications. It offers excellent chemical resistance, as well as thermal and mechanical stability.
Pt950Au
This is a universal Pt jewellery alloy, hallmarkable by 950‰, with high strength and extraordinary casting performance. It is a four-component alloy with 95 wt.% platinum content and gold, indium and ruthenium used as alloying elements to adjust the desired properties, such as a high hardness, a perfect white colour, a low melting range, a fine microstructure, and high biocompatibility and ductility.
Pd500Rh500
This is one of the most outstanding alloys for high-end jewellery, with a hardness of up to 350 HV and a tensile strength of up to 680 MPa. The alloy, with 50 wt.% rhodium, is perfectly white like rhodium-plated products (yellowness index of 8). Pd500Rh500 is difficult to process traditionally, due to its high hardness and its liquidus temperature of 1800°C, requiring powerful casting equipment and hot forming or forging. On the other hand, powders of the alloy behave like any other Pt powder. These characteristics make Pd500Rh500 ideally suitable for PM technologies like AM.
Significant quantifiable properties of the alloys are listed and compared with literature data for other common alloys in Table 1.

Conventional processing of PGM alloys
Conventionally, the processing of PGM alloys includes the production of semi-finished products, the manufacture of products by punching and CNC machining, including a recycling loop of scrap, if possible, and end-of-life refining. End-of-life refining is much more complex than that required for gold [10]. While the underlying hydrometallurgical processes are selective for gold, the refinement of PGMs takes place in complex separation processes, with dissolving and precipitation treatments taking place afterwards for purification. The effort involved is much higher, and the whole recycling process requires special equipment and knowledge, intricate analytical methods and more energy. In addition permission from local authorities may be needed, as well as environmental emissions monitoring.
Additionally, the time required to obtain pure PGM, as the outcome of the refining process, is significantly longer, which is also an important cost factor. Thus, it is highly desirable to reuse scrap and to reduce end-of-life scrap to a minimum.

The production of semi-finished products is a multi-step process starting with the alloying and casting of ingots or bars. Typically, vacuum induction melting furnaces are used to reach the high melting temperatures of PGMs. These melting units are fundamentally different from the continuous casting machines used for processing metals with lower melting temperatures, which can process large amounts of metal at low cost.
ecause cost-effective graphite crucibles are not suitable for use with PGM alloys (due to the reaction of platinum and palladium alloys with carbon), costly zirconia ceramic crucibles must be used [1]. The cost and effort involved in producing semi-finished products from platinum or palladium alloys is high, mainly due to the limitation of the batch process, the resulting amount of scrap from removing sections with shrinkage cavities and from surface machining to produce defined surface finishes. Consequently, the material input factor and the amount of recycling is high in conventional processing of PGM alloys.
As a result, the manufacturing of PGM alloy parts follows one of two paths. One is investment casting to produce parts close to net shape. This is, again, a multi-step process, where the quality of the part is determined by the quality of each step. Investment casting is a challenging task, in particular for the manufacture of platinum parts. Many studies have been carried out in the past to control the quality and to understand the occurrence of casting defects. Extensive work in recent years, by Klotz et al. [2], Frye et al. [3] and Maerz et al. [4], reported the effects, problems and opportunities for quality improvement of platinum castings by Hot Isostatic Pressing (HIP), the prevention of crucible reaction, special gate and sprue design or correct choice of alloy and investment sand. Another problem is the embrittlement of the material due to contamination by the ceramic crucible during melting. Refining of residues is essential in ensuring part quality. The bottom line is that the casting of platinum is more difficult than casting gold or silver.

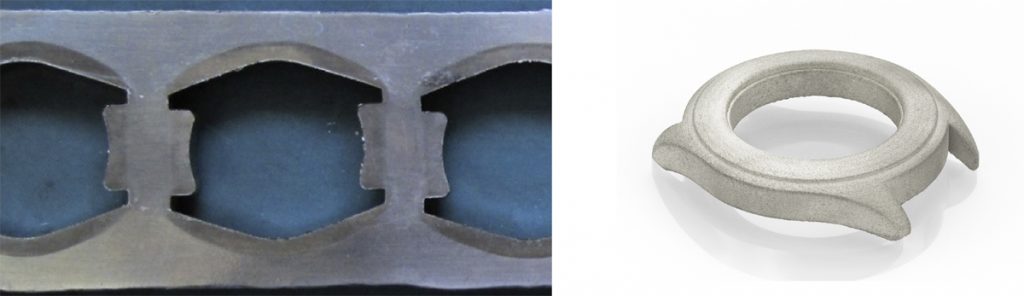
The second manufacturing path is based on the processing of semi-finished products by CNC machining. When following this route, material quality is primarily determined by the quality of the semi-finished product. PGM semi-finished products are produced on an industrial scale according to quality standards. The material input factor is also high for this path, since milling from solid or stamped parts involves a high level of material and tooling investment (Fig. 2). A certain proportion of PGM scrap is recycled in a closed-loop production cycle; this requires clean and dry scrap, without any extraneous materials or chemical contamination. Pure PGM scrap is fairly easy to recycle and turn into new products, using vacuum melting and recasting, at low risk. End-of-life refining of PGM scrap, however, in contrast to recycled scrap, requires a complex and time-consuming hydrometallurgical refining process. Chemical substances in the PGM recovery process need to be handled cautiously, resulting in high standards with respect to operational safety, waste gas and water treatment. The specialised facilities required are subject to very high federal legislative requirements, as well as regulations and a code of practice by the Responsible Jewellery Council (RJC).
In summary, the traditional processing and refining technology of PGMs is characterised by many production steps, the need for special machinery and tools, a high input factor of pure material, and a long and complex refining process. Consequently, the traditional processing of PGM alloys is expensive and material-intensive.
Powder metallurgical processing of PGM alloys
Powder-based processing of PGMs opens a fundamentally different window of opportunity to create a lean production route at improved quality. The overall process is shorter, with a significantly reduced material input factor and quantity to be refined.
Powder production
Starting with the production of PGM powders, there are various techniques for producing metal powders according to their metallurgy, configuration and costs. As processing technologies like AM and Metal Injection Moulding (MIM) usually require powders of high sphericity, gas atomisation of melts for production of precious metal powders is the method of choice. The gas atomiser with the most spherical powders uses the Nanoval process [5]. Such systems are capable of atomising the whole range of precious metal alloys, including high-melting PGM alloys with Ir and Rh.
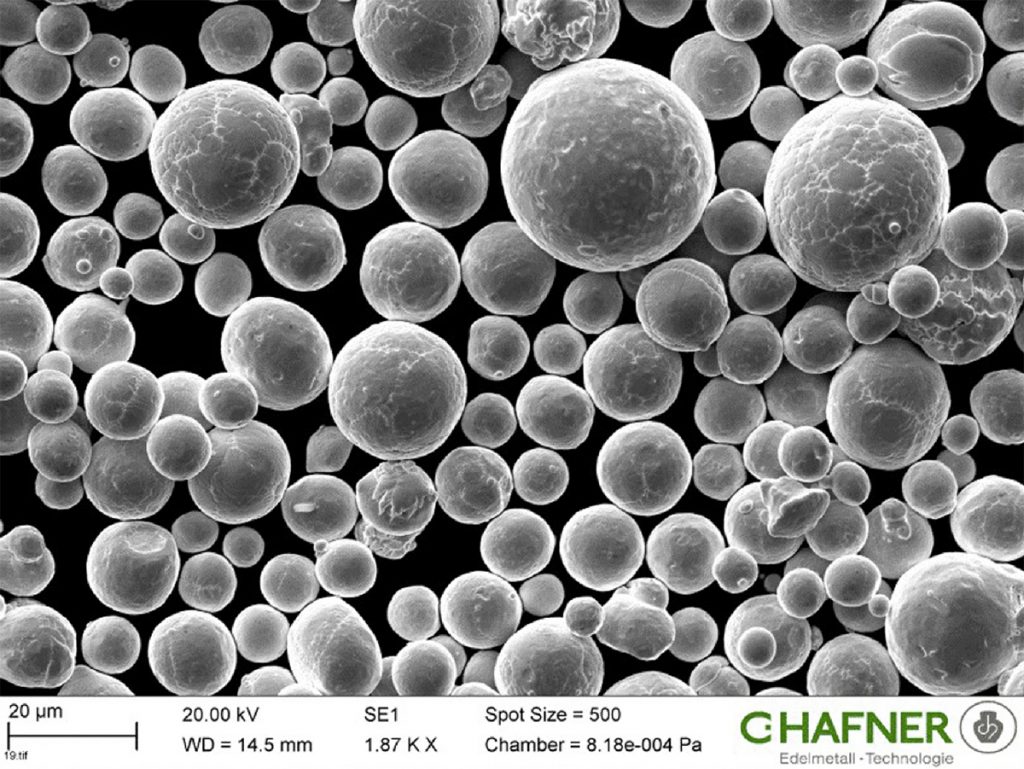
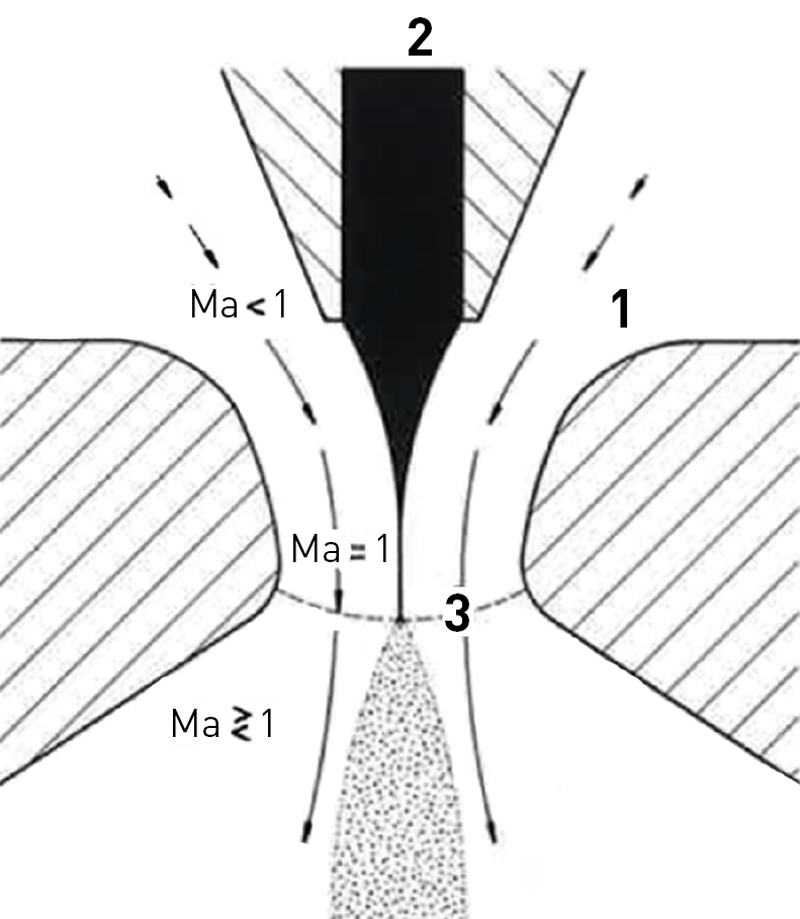
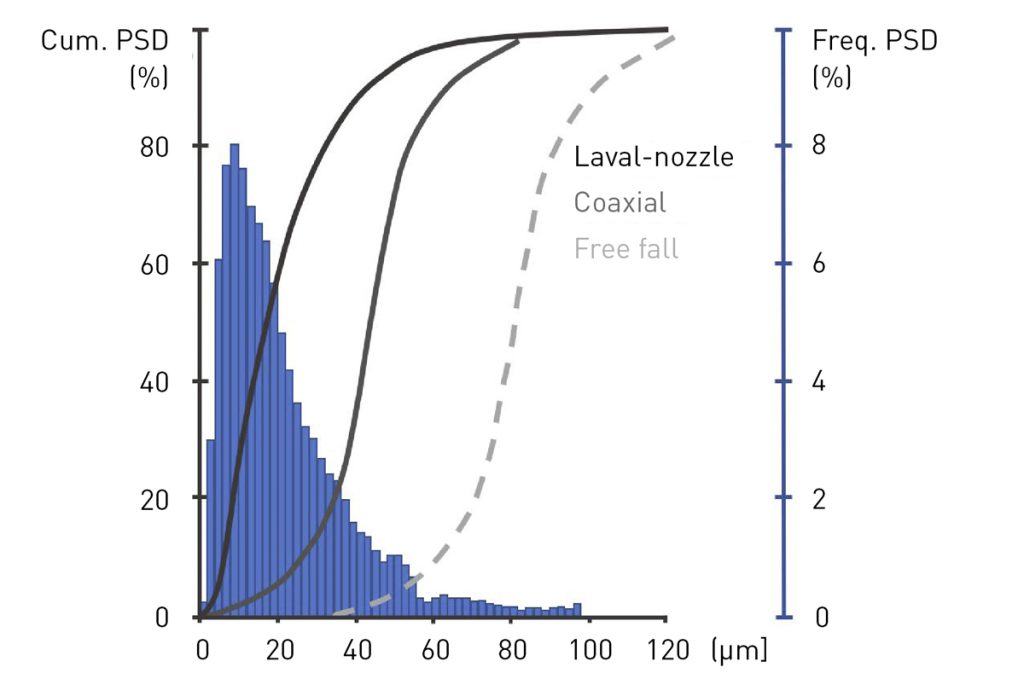
The process is based on a Laval-type nozzle placed concentrically below the heated feeder of a melt stream at the opening of a pressure chamber (Fig. 3). The nozzle’s converging cross section accelerates the inert atomisation gas to the velocity of sound, while the melt stream is compressed to a thin filament. The filament finally atomises at the transition to the diverging cross-section of the nozzle. This setup creates very fine droplets with very little convection, to provoke the formation of powder particles without undesired satellites. While powder batches produced by free fall or coaxial (close-coupled) nozzles have mean particle diameters (d50 = d(Q3 = 50%)) of down to 30 µm to 70 µm, respectively [6, 7], using the Nanoval process reduces that value to as little as 15 µm (Figs. 4 and 5).
The consequent classification of the powders is inevitable for further utilisation. Each method and application requires a specific particle size distribution (PSD), such as a fine range for highest resolution, optimised sintering performance or a yield-optimised range. The small particle size of powders, produced by atomisation using the Nanoval process, already correlates well with the desired PSD of powders for use in AM and MIM, resulting in a high yield after classification.
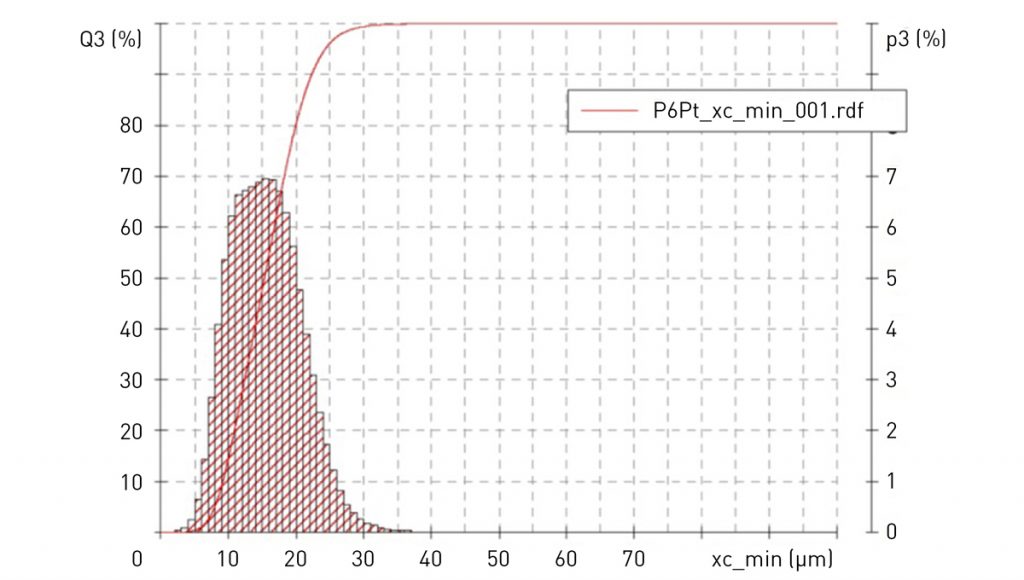
Fig. 6 shows the typical PSD of a Pt950Au alloy qualified for PBF-LB. According to experience in material qualification for a PBF-LB process, a PSD with a range of 9–53 µm (lowest particle diameter d1% = 9 µm to cumulative upper size limit d99% = 53 µm) achieves the best combination, with regard to density, surface roughness and feature size of AM parts made of Pt950Au. The yield for this PSD is about 80% of an atomisation batch.
The sizing process can be done by sieving or air classification. The limiting factor for selecting either method is not only the cut size, but the density of the powder and the practical classification rate. Cuts containing small particle sizes are predestined for air classification, because fine sieves are limited to a mesh size of ≥ 25 µm and very low throughput, i.e., low classification rates. On the other hand, cuts containing larger particle sizes are limited by the basic principle of drag, centrifugal forces and rotation speeds versus the density of the particles. Smaller cuts can be done by air classification, while large PSD cuts are executed by sieving.
The typical classification rate is 5–10 kg/h for air classification and up to 15 kg/h for sieving. Tumbler screening machines have even higher rates, although the focus of batch sizes and flexibility of system changes need to be taken into consideration.

Additive Manufacturing with PGM powders
The AM parts shown in this work were produced by PBF-LB. The process development and material qualification process included optimisation of the process parameters of hatch, contour, and support strategies, based on the specific metallurgy of the alloy, PSD of the powder and design of the part. Major parameters to be considered were slice thickness, laser power, scanning speed, scanning order, hatch distance, field offset, border distance and platform material – in total more than ten essentially individual parameters. Fundamental issues are:
Energy
Modern systems with several hundred watts of actual output provide enough energy for building a melt pool, even for materials with a high liquidus temperature like Pt. However, the quality of the melt pool is influenced by material-specific reflectivity, absorption and thermal conductivity. For example, the reflectivity of a 1070 nm (red) laser wave by Pt is about 75% and more than 90% by Au, Ag and Cu. PBF-LB machines with a green laser source (wavelength 535 nm) reduce the reflectivity to about 70% for Pt and Au [8].
Ambient conditions
Unavoidable smoke during the process needs to be dragged away reliably without disturbing the energy input and contaminating the powder bed. Additionally, the partial pressure of oxygen needs to be limited to 0.1% for PGM powders to reduce porosity, according to recent studies. With this limit, powder is reusable many times without an oxygen enrichment exceeding 100 ppm. C Pogliani et al recommend a limit of 0.15% for 18K gold alloys [9]. PBF-LB machines specifically designed for precious metal applications are usually small and are not engineered to have the same temperature control of the powder bed as can be found in larger systems. The resulting temperature fluctuations can reduce part quality tremendously in terms of density and accuracy.
Design
Although PBF-LB systems can provide high energy outputs, bulky or filigree designs have different limits in energy dissipation. While bulk sections can be built at high building rates, small features or thin-walled structures need a reduced energy input to avoid pores and deformation due to residual stresses. These issues can be addressed through design optimisation for AM, different parameter sets with scanning strategies dedicated to certain features, and software that calculates risk depending on parameters such as heat gradients due to slice-by-slice scanned volume changes vs part orientation.
Support structures need to be adapted to the part design, considering requirements such as support of overhanging surfaces, thermal conductivity and a steady connection to the substrate material. Various requirements can result in an impossible build job, e.g., a bulk section requiring strong, large-area supports at a position difficult to access for finishing, or easy-to-remove thin supports for a bulk part with insufficient heat dissipation and weak connections. In some cases, scanning pauses or a change of substrate material can help. Copper or bronze substrate plates are recommended for processing most precious metal powders. Design optimisation might also be necessary – even inevitable.
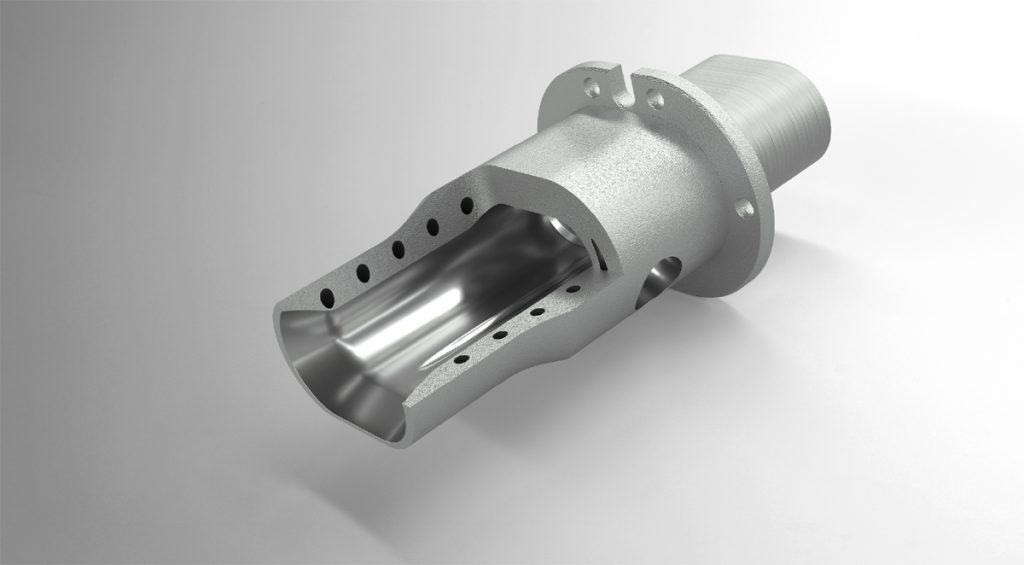
A unique advantage of AM is the freedom of design, allowing extraordinary geometric designs to be produced. Even functional features can be integrated, where usually assemblies would be needed. Examples are the technical parts shown in Fig. 7, featuring built-in cooling channels, or the cuff links with an integrated clasp shown in Fig. 1, produced in a single step. The assembly of a multipiece casting and finding is no longer necessary. Although, there are certainly limits in terms of feasibility, size and accuracy, as well as limits imposed by the high quality standards of the target industries, the combination of AM with other technologies opens up new opportunities.
For instance, the combination of AM with CNC machining not only facilitates the serial production of parts to high accuracy, but also allows the use of Additive Manufacturing at high build rates without the need to spend a large amount of time on contours and support structures. At the same time, the hybrid manufacturing method of CNC machining of AM near-net shape products with a material allowance of about 0.3 mm significantly reduces the chipping volume, tool wear, time and refining efforts, and, ultimately, the total cost. Just imagine the difference in volumes when compared to punching grids or machining off solid semi-finished products. Manufacturing of hollow applications is an extreme example for material and weight saving: applying a hollow construction to the strap links of a luxury watch made of platinum saves 40% compared to solid bracelets. Final finishing achieves flawless, perfectly shiny surfaces and guarantees tolerances of down to a few micrometers (Fig. 8).

Metal Injection Moulding comes into play for the production of larger series. Costs for feedstock production, injection moulding machines and tools, and the heat treatment steps need to be covered. Of course, it is beneficial to have similar designs of the same material that can be produced in one production line, including the extra step of green body milling. The yield offered by MIM cannot be beaten by conventional processing techniques, as MIM produces complex parts to near-net shape, and even sprues can be recycled immediately, resulting in a minimum of end-of-life scrap needing to be refined. A proof of concept with different PGM alloys was performed in earlier studies [10].
Material properties and influences
Property values can vary significantly as a result of only slight changes in the material, such as powder shape and classification, as well as AM processing parameters, like scanning strategy and heat treatment. The development and monitoring of these key parameters is unavoidable for the successful application of the technology and to fulfil quality standards.
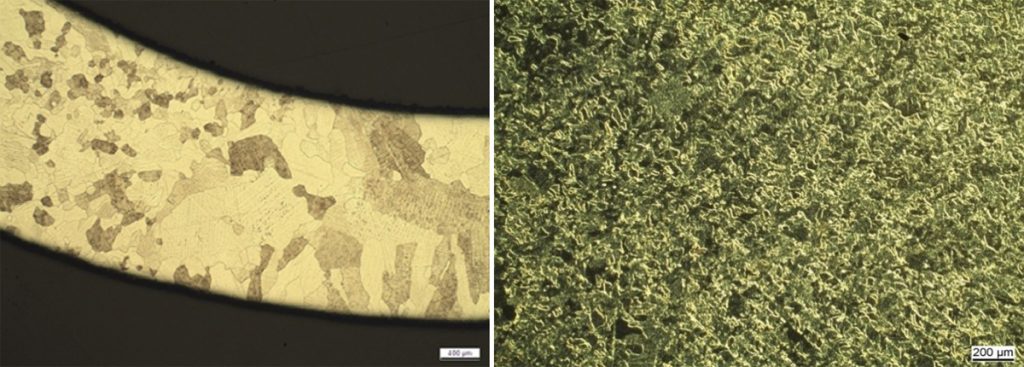
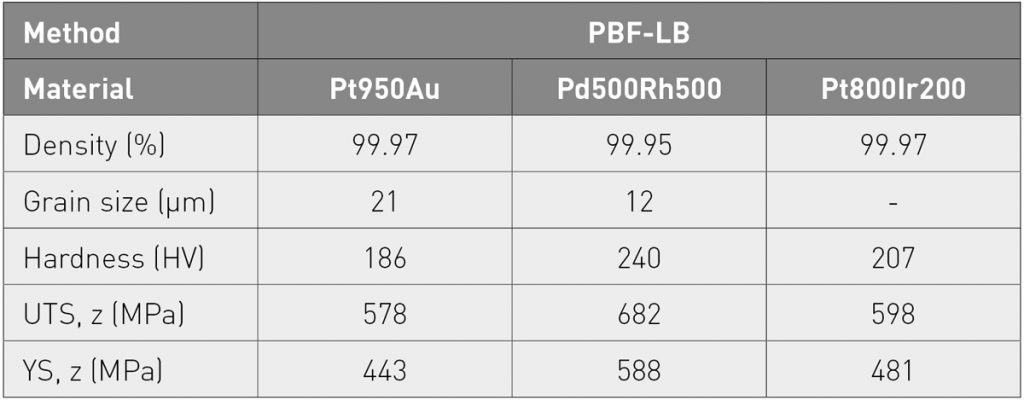
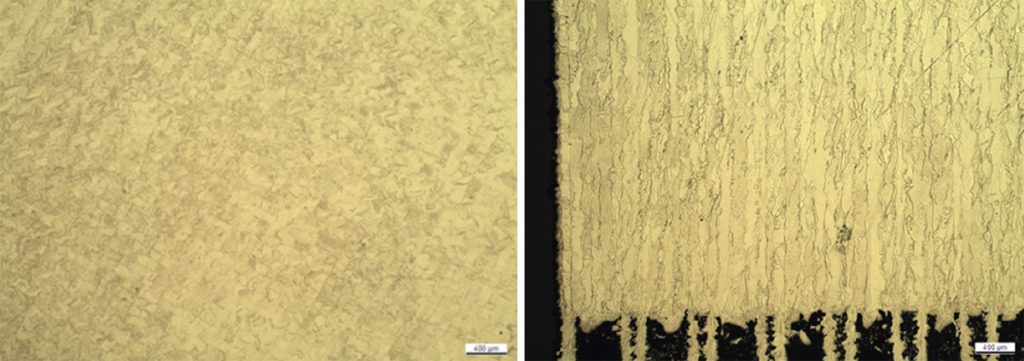
The requirements of the jewellery and watchmaking industries are probably the most challenging with regard to material defects and surface quality. Qualified processes meet requirements with a minimum material density of 99.9% and a very fine-grained and highly-ordered microstructure due to the digital process. The grain size is usually significantly lower in comparison with traditional cast materials (examples are shown in the micrographs in Fig. 9). Grains for as-built pieces of Pd500Rh500 are about 50 µm and can be as small as about 20 µm, as seen for Pt950Au (Table 2).
However, grains can grow much larger in the vertical direction with sizes up to several millimetres, as seen in cross-sections of PBF-LB parts, which are built at disadvantageously high energy inputs (Fig. 10). The columnar grain shape is promoted by unfavourable high temperature gradients during the scanning process and material purity, reminiscent of epitaxial growth or the growth of single crystals by zone melting. The resulting non-uniform microstructure can cause anisotropic material behaviour.
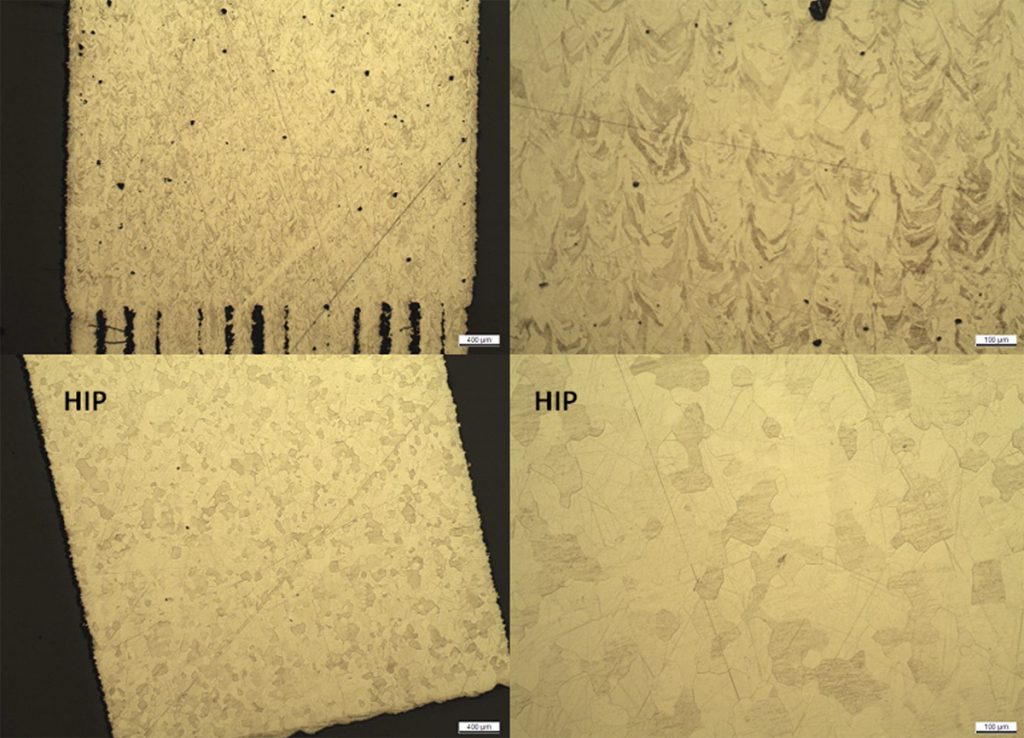
The mechanical properties of additively manufactured specimens slightly exceed those of castings. An overview of typical properties is given in Table 2. The hardness of AM parts is about 10% higher in comparison to castings, due to the fine grain size of the ‘digital’ microstructure. This behaviour also applies to tensile strength. Although work hardening is not an option for AM parts, age hardening mechanisms are available. Heat treatments can influence the properties significantly, especially HIP. HIP increases part density up to 100%, age hardens and alters microstructures.
As an example, HIP studies of Pt950Au showed grain growth resulting in a highly uniform microstructure, with globular grains having a mean grain size of about 70 µm (Fig. 11). Ductility is increased considerably, and the workability of the material should further improve. Short treatments for densification do not necessarily cause a relevant reduction in hardness. On the other hand, long HIP runs can further coarsen the microstructure, and specimens show significantly lower mechanical properties compared with as-built samples. It needs to be noted that the yield strength (YS) of Pt950Au is reduced from about 75% of UTS to about 50% UTS and the hardness is reduced to about 80% during an unfavourably long HIP run.
Conclusion and summary
Qualified powders of major PGM alloys are available for various metallurgical manufacturing methods. This opens up the opportunity to use AM methods for leaner and less expensive manufacturing of PGMs in comparison with conventional processing.
PBF-LB processes can be used for the serial production of precious metal products, as well as the tool-free production of pilot series, small series and intricate designs. The combination of AM with CNC machining is a powerful hybrid manufacturing processing chain for the serial production of parts to high accuracy. MIM can also serve as a supplementary processing method for larger series. Prices do not scale greatly for AM, in comparison with MIM, where equipment and mould costs are considerable, meaning the process only becomes economical when used to produce much larger numbers of pieces.
Comprehensive characterisations of additively manufactured parts confirm both a high density and competitive mechanical properties. The densities of PBF-LB parts produced in Pt950Au, Pd500Rh500 and Pt800Ir200 achieve values of up to 99.97%. The remaining porosity of 0.03% is comparable with cast products. Polished surfaces are flawless, suggesting that residual porosity is negligible. With additional HIP treatments, PBF-LB parts can even reach 100% density, eliminating any defects and risks for the extremely high requirements.
The PBF-LB process produces parts with a ‘digital microstructure’ and extraordinarily fine grains, having sizes down to 20 µm. These values are impossible for cast products. The homogeneous microstructure produced is ideal for polishing and machining, and properties can be tailored, to a certain extent. The mechanical properties of these parts typically slightly exceed the properties of castings. Additional age hardening to strengthen the material is also possible. It needs to be emphasised, however, that seemingly slight changes to processing parameters can have a significant influence on part quality. The highest qualities are only achievable when using a three way optimisation of powder, equipment and process.
Yield, being a crucial factor for economic success, is an advantage of AM over the traditional processing of PGM alloys. In a typical business case of watch parts, the yield was approximately 10–20% for traditional casting, rolling, punching and machining, approximately 50–60% for PBF-LB and up to 75% for MIM. The material input is about five times higher for the traditional vs the AM route, i.e., a factor of five in cost.
The material allowance for punched parts is about three times higher than for AM pre-products, resulting in twice the chipping volume in subtractive CNC-finishing. The end-of-life refining scrap volume of all processing steps totals a factor of five higher for conventional vs AM processing in combination with CNC finishing. Of course, part geometry and the required number of pieces has a strong influence on these calculations. In any case, the capital employed, and refining efforts, are directly related to the yield. For PGMs – being an expensive material group and costly to refine – the use of PBF-LB is highly recommended, as long as the size and geometry of the part is suitable.
Authors
Jochen Heinrich and Thomas Laag
C.HAFNER GmbH + Co. KG Precious Metals + Technology
Maybachstr. 4,
71299 Wimsheim
Germany
www.c-hafner.de
Thierry Copponnex
C.HAFNER & HILDERBRAND SA
Route de la Galaise 11,
Espace Tourbillon
1228 Plan-les-Ouates
Genève
Switzerland
www.hilderbrand.ch
References
[1] G L Selman et al., ‘Carbon in Platinum and Palladium’ Platinum Metals Rev., 1970, 14-20
[2] U E Klotz et al., ‘Platinum Investment Casting: Material Properties, Casting Simulation and Optimum Process Parameters,’ The Santa Fe Symposium on Jewelry Manufacturing Technology 2015, ed. Eddie Bell et al. (Albuquerque: Met-Chem Research, 2015).
[3] T Fryé et al., ‘The Effects of Hot Isostatic Pressing of Platinum Alloy Castings on Mechanical Properties and Microstructures,’ The Santa Fe Symposium on Jewelry Manufacturing Technology 2014, ed. Eddie Bell and J. Haldeman (Albuquerque: Met-Chem Research, 2014).
[4] J J Maerz and T Laag, ‘Platinum Alloys, Features and Benefits: Comparing Six Platinum Alloys,’ The Santa Fe Symposium on Jewelry Manufacturing Technology 2016, ed. Eddie Bell et al. (Albuquerque: Met-Chem Research, 2016).
[5] Patent DE 10 340 606 B4, ‘Vorrichtung zum Verdüsen eines Schmelzstrahls und Verfahren zum Verdüsen von hochschmelzenden Metallen und Keramikschmelzen,’ Nanoval GmbH, Germany.
[6] Patent DE 4102101 C2, ‘Einrichtung zum Herstellen von Pulvern aus Metallen,’ ALD Vacuum Technologies AG, Germany.
[7] Patent DE 10044364 C1, ‘Zerstäubungsaggregat zum Zerstäuben von Schmelzen,’ ALD Vacuum Technologies AG, Germany.
[8] Günter Beck et al., Edelmetall-Taschenbuch, 2nd ed. (Heidelberg: Hüthig-Verlag, 1995): 172.
[9] Christina Pogliani and Alberto Albertin, ‘Case Study of Problems and Their Solutions for Making Quality Jewelry Using Selective Laser Melting (SLM) Technology,’ The Santa Fe Symposium on Jewelry Manufacturing Technology 2016, ed. E. Bell et al. (Albuquerque: Met-Chem Research, 2016).
[10] T Laag and J Heinrich, ‘Advantages and Challenges of Platinum Group Metals Powder Processing’ The Santa Fe Symposium on Jewelry Manufacturing Technology 2018 ed. Eddie Bell et al. (Albuquerque: Met-Chem Research, 2018).

LAST MONTH’S MOST-READ ARTICLES












