


Metal AM in the aerospace sector: from early successes to the transformation of an industry
Across the world, a new wave of aerospace engineers are designing and building the next generation of aero engines and systems around the revolutionary capabilities of Additive Manufacturing. Twenty years ago this was a vision, but today it is a reality. From fuel nozzles to Stage 5 and Stage 6 low pressure turbine (LPT) blades, housings to structural elements, in this article Metal AM magazine's Technical Consultant Martin McMahon reviews the progress that has been made, shining a light on selected applications that offer insight to those in the aerospace industry who want to get up to speed with progress. [First published in Metal AM Vol. 9 No. 3, Autumn 2023 | 20 minute read | View on Issuu | Download PDF]

Cast your mind back twenty years and imagine a list of all the companies capable of producing parts for the aerospace sector using Additive Manufacturing. That list would not be very long at all. However, there are now suppliers on every continent and entire programmes where Additive Manufacturing is at the heart of innovation and development – as well as being responsible for keeping ageing fleets airborne. Although, in reality, metal Additive Manufacturing has been in development for a considerable amount of time, it is only in the past two decades that it has made headway as a groundbreaking technology. This development has transformed the aerospace sector’s ability to produce lightweight, intricate and high-performing parts in ways that were not previously deemed possible.
The ability to create complex geometries with the internal features required for cooling effects and to reduce weight through newly optimised designs has started to enable improved efficiency and enhanced performance in numerous areas of aircraft and satellite technology. This now ranges from engine components to structural assemblies in safety-critical applications. In the past three to five years, the industry has experienced a huge increase in the number of use cases where AM parts have been designed to replace conventionally manufactured parts.

Following a truly rapid expansion of the adoption of AM technologies, the sector is starting to report on lower costs, faster lead times, and, in the new era of digital manufacturing, vast improvements in flexible design and development methods based on simulation and generative algorithms. With this use of metal AM, the aviation sector anticipates reporting on lower levels of CO2 emissions, both in manufacturing processes and end use through lower fuel consumption, and views attractive pathways for greater sustainability. GE Aerospace’s LEAP fuel nozzle (Fig. 2), which will be covered here in greater detail, can be regarded as the first high-volume application to prove these claims true.

All this has not happened overnight, and the aerospace industry’s steady adoption of ‘disruptive’ metal AM processes, such as Powder Bed Fusion (PBF), Directed Energy Deposition (DED), and Binder Jetting (BJT), has paved the way for unprecedented innovation in part design and alloy development. The world has already witnessed the first tentative steps by the major OEMs and Tier 1 suppliers. In this article, we explore the remarkable successes achieved through these technologies, highlighting key examples such as turbine blades in engines and complex communication devices in satellites. No mean feat given the deep insecurities that exist within the sector, and the armour-like protection placed around any new use of AM. This in itself is very puzzling, even to many that work with the sector, or are part of the AM value chain.
We won’t dwell on explanations for each of the AM processes that are mentioned as there is an abundance of information elsewhere. Similarly, even though there are now many new alloys that have been developed for the purpose of AM in the aerospace sector, there is insufficient space to include detail about these here. In fact, there is sparse information in the public domain to support this. Instead, the ability of metal AM to deliver mass produced airworthy parts is brought into focus through a review of those parts that are already approved and in use today. We will also broadly limit our scope to aircraft applications, with the rapid growth of AM for space applications being regularly featured on the pages of Metal AM magazine.

Laser and Electron Beam Powder Bed Fusion: the technologies that led the revolution
Laser Beam Powder Bed Fusion (PBF-LB) and Electron Beam Powder Bed Fusion (PBF-EB) are the dominant metal AM technologies used in the aerospace sector. Very simply, the process takes advantage of the ease to rapidly scan a 2D image with a laser or electron beam to selectively melt metal powder one layer at a time from a 3D CAD model.
Parts produced this way are nominally fully dense and most undergo significant post-process finishing operations and the most rigorous quality checks. Hence, it is PBF processes that have caused the greatest revolution in aerospace manufacturing over the past twenty years. This group of technologies, for which there is an ever-growing number of machine suppliers across the world, has truly enabled the production of more complex geometries, and lightweight structures, whilst improving component performance – all at lower overall production costs. Chief amongst the successes has been the ability to eliminate complex assembly and joining techniques by combining multiple parts into a single part design.
Northrop Grumman’s early success
Before looking in detail at more recent examples of flying, or soon to be flying, parts, it is worth acknowledging the earliest PBF parts to have been qualified and flown. That honour would appear to go to Northrop Grumman, known for its work in solving the toughest problems in aerospace and defence using advanced technologies that now regularly include Additive Manufacturing. Tayelor McKay, Principal Additive Manufacturing Systems Engineer, stated, “As pioneers of advanced manufacturing capabilities, we have more than twenty years of experience with Additive Manufacturing of metallics. Northrop Grumman has taken advantage of AM’s many benefits, such as increased design flexibility, consolidated parts, improved performance, and has been able to reduce cost by up to 70% and reduced lead time up to 90%.”
It is quite difficult to find many other stories that date back before 2010, and Northrop Grumman reported that it performed its first flightworthy validation in 1999 using a laser/powder DED process, and then went on to establish its first flightworthy PBF-EB Ti-6Al-4V component in 2007; a warm air mixer used on a US Navy X-47B Unmanned Combat Air System (Fig. 3).
McKay explained how Northrop Grumman went on to produce what is believed to be the first PBF titanium aircraft component to have been used in real flight, when it supplied four parts for the X-47B which successfully launched off a US Navy carrier in 2011. What is clear from Fig. 3 is that it was already known and accepted that AM parts could exist with relatively rough non-machined surfaces, post-process machining surfaces just where they are required.
The fact that this last point may seem logical to many, in much the same way as it is for a huge variety of castings, remains a hurdle more than fifteen years later. Amongst the growing number of companies in the aerospace sector that are new to AM technology, and who are still only starting to investigate the possibilities of series production, the issue of surface roughness is still a common question. For many decision makers, this remains a source of doubt about the efficacy of metal AM parts. It is suspected here that the reason lies in the availability of published use cases of metal AM in aerospace. Hence, we hope that this highlighting of just one of many success stories, in which metal AM parts have seen service for much more than a decade, reduces concerns: X-47B parts really account for a significant number of flight hours.

In the years that followed this first qualification of PBF-EB Ti-6Al-4V, Northrop Grumman has gone on to certify numerous components on several air and space programmes, with one of the most recent being a sensor coldplate used in its Mission Systems Sector and produced in AlSi10Mg via PBF-LB (Fig. 4). Caleb Martin, a Mechanical Design Engineer, remarked, “The agility made possible by AM allowed us to design, iterate, and deliver coldplates in a quarter of the time of traditional manufacturing.”
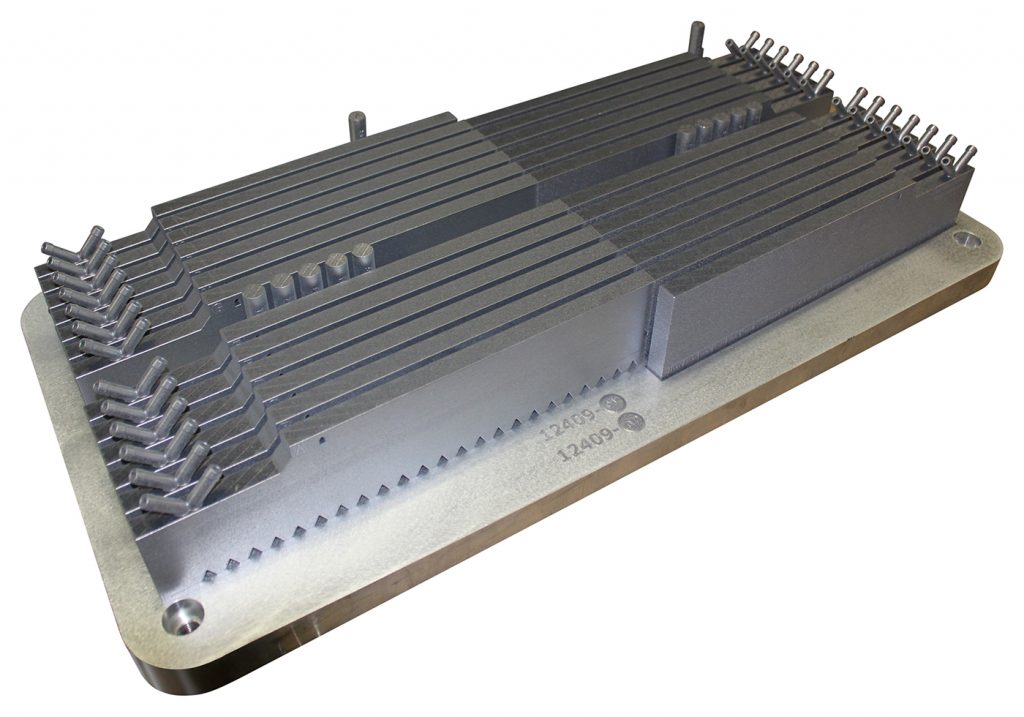
In a testament to how metal AM has changed the product design cycle, Northrop Grumman completed drawings for this part in January 2022 and delivered functional hardware by August 2022. It has since delivered sixteen of these complex parts that are assembled into multifunction apertures which consolidate multiple functional parts into a single sensor, decreasing both the number of apertures needed and the size, weight, and power requirements that are normally associated with such advanced capabilities.
It is clear how metal AM has enabled Northrop Grumman to quickly leverage technology developed for other programs and adapt them to multiple capabilities, such as in Electronically-Scanned Multifunction Reconfigurable Integrated Sensors (EMRIS). These critical devices are used to perform functions in radar, electronic warfare, and communications simultaneously. It is perhaps the first company to adopt and integrate metal AM into product lifecycles, and continues to develop metal AM further on various platforms.

GE: The fuel nozzle and beyond
Of course, in that period of twenty years, Northrop Grumman wasn’t alone in developing metal AM, and everyone is by now familiar with the widely publicised fuel nozzle produced by GE Aerospace for CFM International in the LEAP 1A and 1B engines. Each of these engines, now popular on several single-aisle aircraft, uses eighteen or nineteen additively manufactured fuel nozzles, depending on the specific engine model.
CFM International, a joint venture between GE Aerospace of the USA and Safran of France, has stated that its additively manufactured fuel nozzles are up to five times more durable than the previous designs, which has been attributed to the way in which Additive Manufacturing technology has allowed them to create a simpler design with a reduced number parts in the nozzle, vastly reducing the amount of brazing and welding required in the finished assembly.

GE Aerospace took on the responsibility for the production of this fuel nozzle, made using PBF-LB and a cobalt-chrome alloy, at its Auburn, Alabama, site, which began full scale production in 2015. In the following year it entered into revenue service and now it is used on the Airbus A220, A320neo, A321neo, Boeing 737 MAX and COMAC C919 airliners. The airline operators are reportedly experiencing 15% better fuel efficiency than previous generation engines, lowering the overall environmental impact of commercial flights.
During the summer of 2021, the partnership announced that the metal AM parts had achieved 10 million flight hours and that the Auburn site had produced it’s 100,000th metal AM fuel nozzle. It is by no means an exaggeration that this does indeed herald the first mass production of aerospace parts using metal AM technology. With an output of several hundred parts per week since 2019, and taking into account the reduced part count into a single piece part, it is very strong evidence that metal AM has been accepted as an economically viable production method.
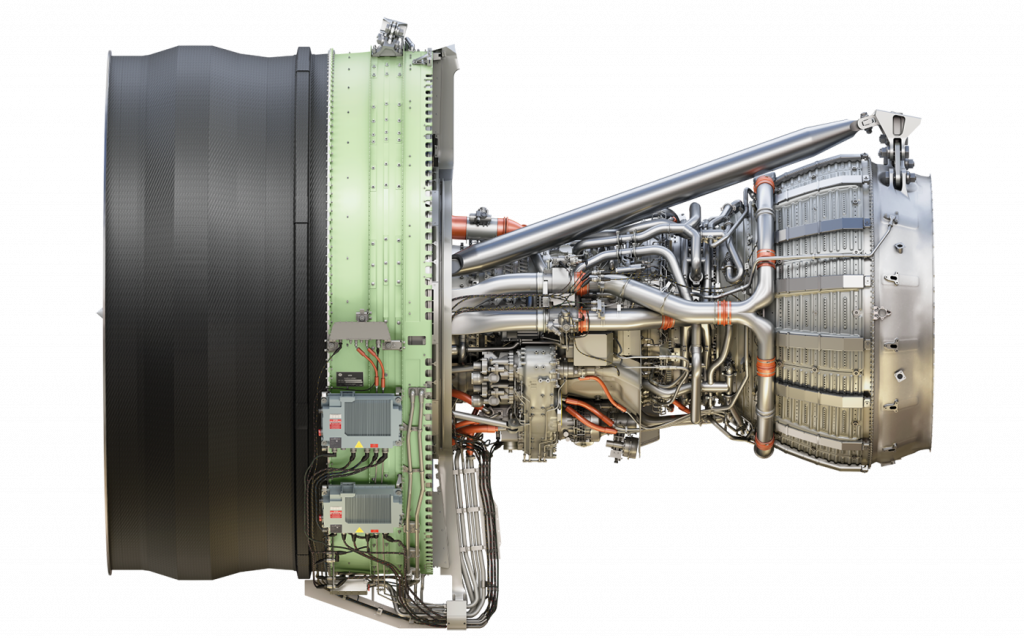
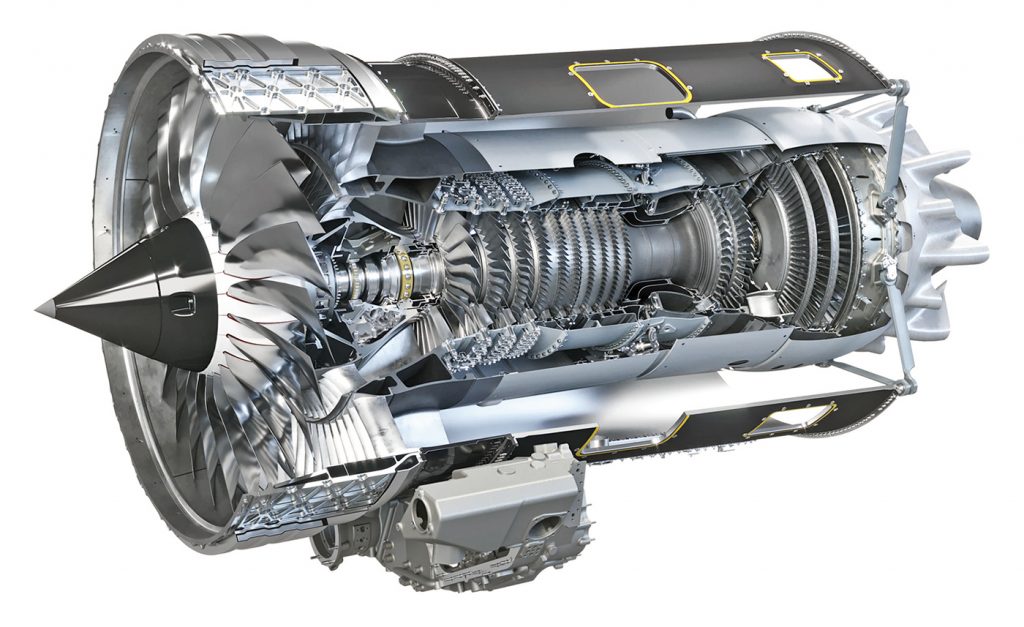
GE Aerospace has also been on several other development journeys using metal AM and now produces more than 300 metal additively manufactured components for the GE9X turbofan, which was selected for use by Boeing for its 777X airliner (Fig. 6). This latest generation of aircraft engines include AM parts that have evolved to combine multiple components into single designed units, such as the fuel nozzles, heat exchangers, sensor housings, combustor mixer, and inducer, as well as being used to produce large critical parts like the Stage 5 and Stage 6 low pressure turbine (LPT) blades.
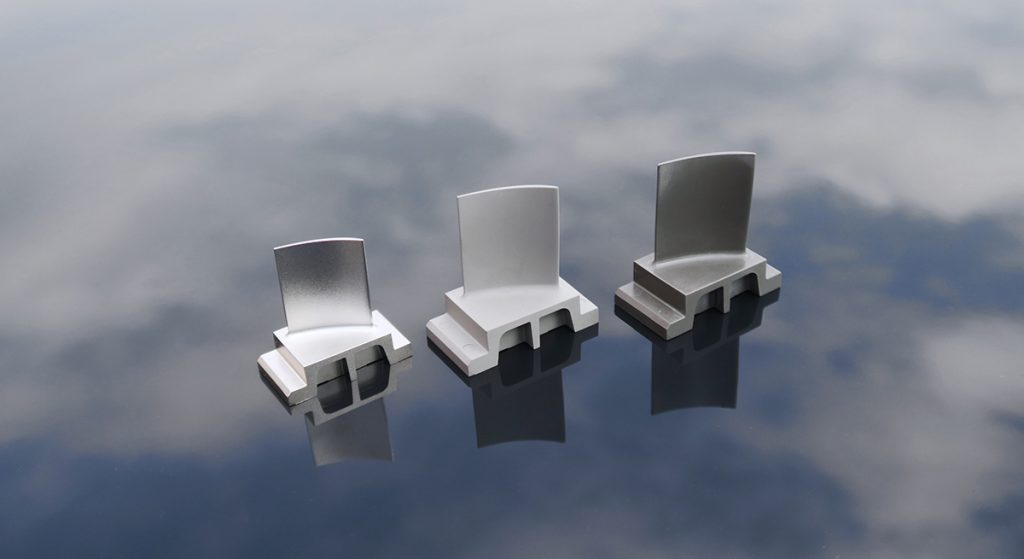
These unique blades are made from titanium aluminide, chosen for its exceptional high temperature performance, and have been produced by Avio Aero (acquired by GE in August 2013) at its plant in Cameri, Novara, Italy, since 2014. Using PBF-EB, to date Avio Aero has produced all the LPT blades that have been required to achieve the FAA certification of the GE9X engine (achieved in September 2020), and to support the certification process of the Boeing 777X aircraft.
The development of these TiAl LPT blades, as shown in Fig. 7, has also resulted in them being half the weight of traditional nickel alloy turbine blades. Dave Abbott of GE Aerospace stated, “For the GE9X engine, this means a fuel consumption reduction of 10%, and therefore lower emissions.” Abbott also went on to explain how Additive Manufacturing has provided Avio Aero engineers with more creative freedom, resulting in a change to how it approaches new designs and allowing more complex components.

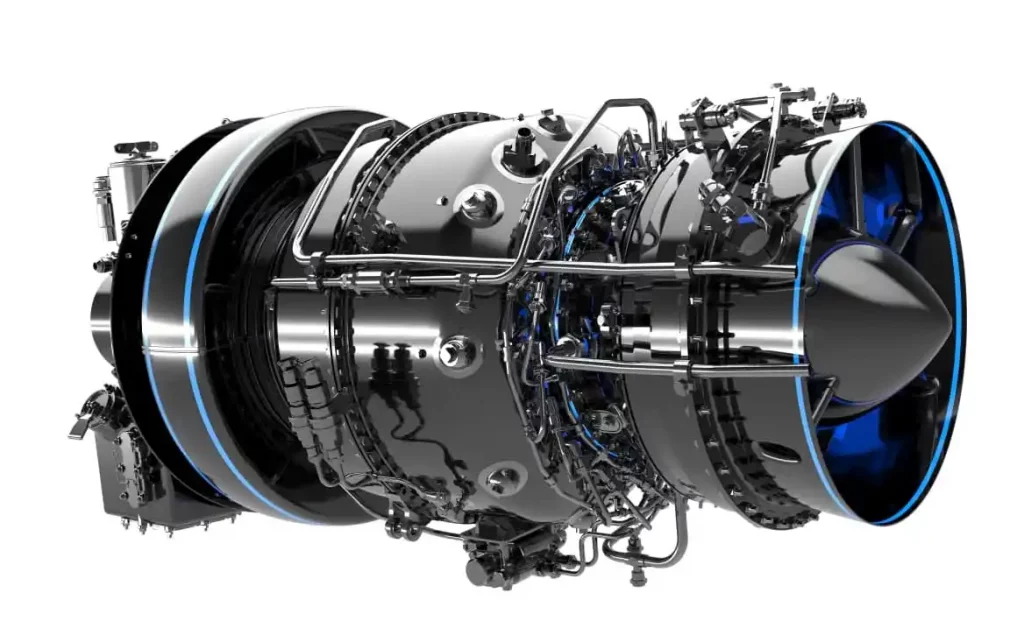
Furthermore, the new Catalyst turboprop engine, a product of GE’s Avio Aero, is the first to be conceived, designed, and produced with additively manufactured parts. This engine was always intended to be a ‘game changer’ for its segment in the industry. In terms of performance, GE introduced two stages of variable stator vanes, cooled high-pressure turbine blades and a FADEC (Full Authority Digital Engine Control). It performs at an industry-best 16:1 overall pressure ratio, enabling the engine to deliver up to 20% better fuel efficiency and 10% higher cruise power compared to a competing turboprop engine.
MTU Aero Engines

MTU Aero Engines come very close to the top of the list of the early adopters as well. It leveraged PBF-LB Additive Manufacturing to manufacture a borescope boss for the Pratt & Whitney PurePower PW1100G-JM engine that powers the A320neo (Fig. 8). The application was developed over several years before production commenced back in 2013.
Liebherr
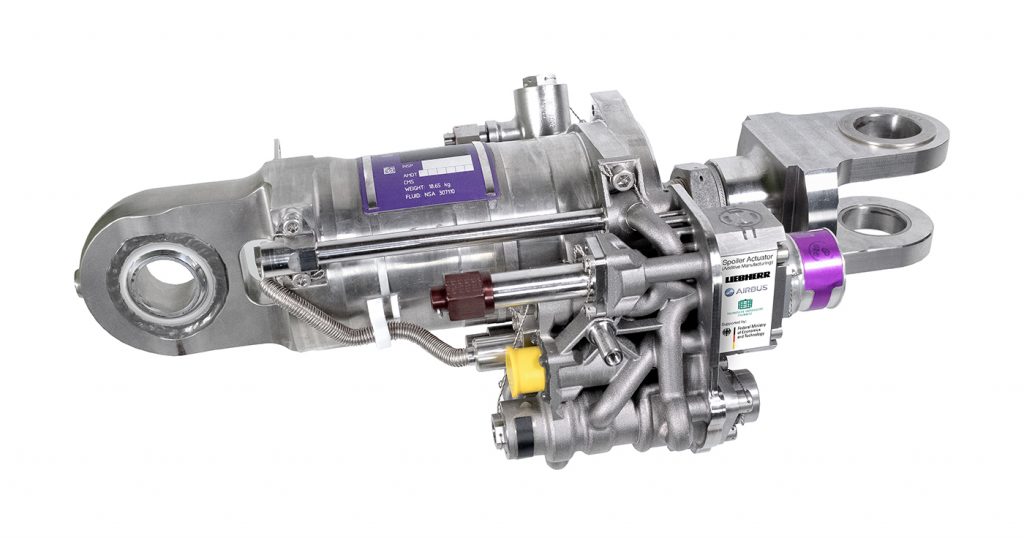
Less known is that Liebherr used PBF-LB to produce flight control parts used on the Airbus A380. Sadly, while the longer term MRO sector may still plan to use AM for this application, the withdrawal of the A380 from production will not lead to the mass production of these particular parts (Fig. 9). The company also produced a landing gear nose bracket for the A350 XWB, reported to be the first Airbus parts to be qualified for Additive Manufacturing in titanium.
Airbus
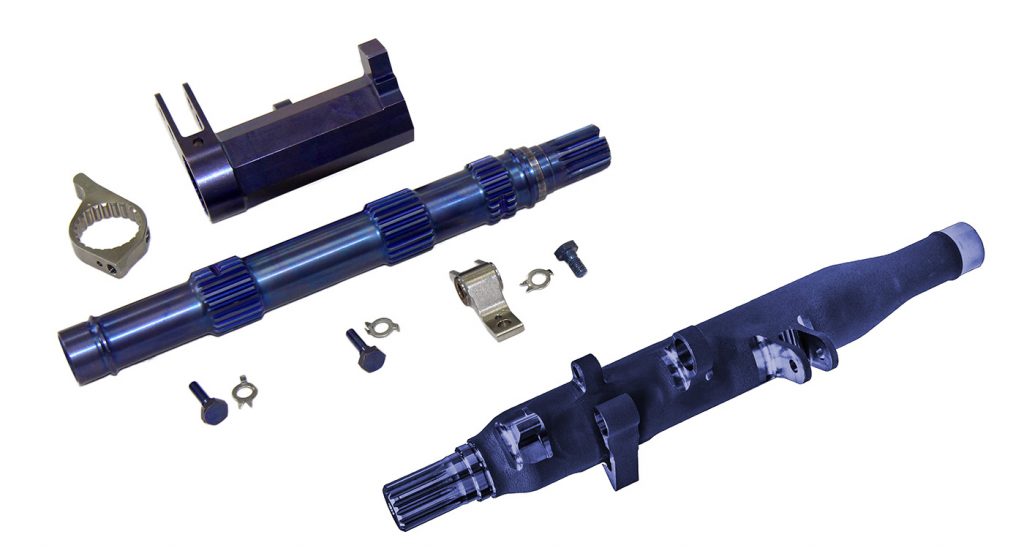
Further success for metal AM was achieved by Airbus on its A350 XWB aircraft, and it has been using metal Additive Manufacturing to produce a door latch shaft and other components since 2019. Through its own internal supply chain, parts have been produced by a sister company, Airbus Helicopters in Donauwörth, Germany. Made from Ti-6Al-4V in batches of up to twenty-eight at a time it has, so far, produced more than 1,000 parts using multi-laser PBF-LB, and has recently started fitting these to the passenger aircraft in service (Fig. 10). Philippe Emile, an Additive Manufacturing expert at Airbus in France, offered, “Printed latch shafts are 45% lighter and 25% cheaper to produce than traditional ones.”
Safran
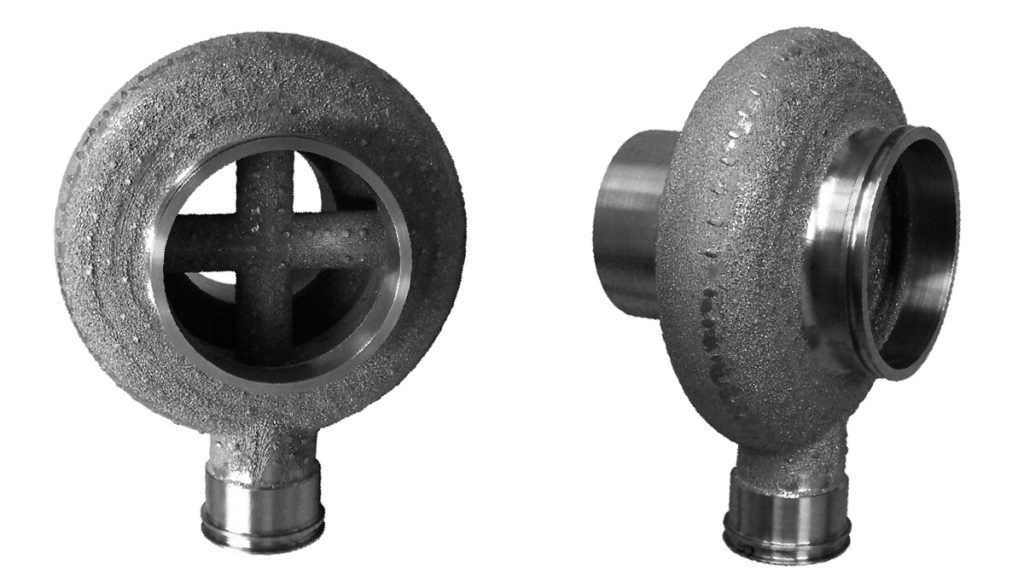
Each of the CFM International joint owners separately continued to explore and develop metal production parts within its wider group companies, as have most of the other significant players in the industry. Today, metal AM has been integrated into a significant number of product development and production cycles. In 2019, Safran Aero Boosters announced that it had been working since 2015 on an alternative to the cast casing for a lubrication unit destined for use on the LEAP engine, and optimised for Additive Manufacturing. Safran Aero Boosters has produced the new parts in the same F357 aluminium alloy as the original casting, and achieved TRL 6 with PBF-LB when one of the lubrication units was first used on a LEAP-1A engine. However, unlike GE Aerospace, Safran had no internal production capability at that time and instead chose to develop an external supply chain, entrusting the manufacture of parts to external metal AM service providers.
Collins Aerospace

RTX group company Collins Aerospace has also been very active in the deployment of AM and has, to date, produced more than seventy-five different parts. As a major Tier 1 supplier, it has the opportunity to seek out many different applications for AM, and successes include parts for thermal management, engine, nacelles, and various nozzles, housings and sensors. Through the application of the principles behind ‘Design for AM’, Collins reports that it now routinely achieves weight savings of 10-30%, with corresponding part count reductions of 50-80%. Perhaps more significantly, the company is seeing lead time reductions of 60-80%. One of its key successes has been the large additively manufactured structural thrust reverser cascade array on a nacelle used on a business jet (Fig. 11).
Rolls Royce
Whilst Rolls-Royce is yet to declare any mainstream use of metal AM, it did announce in 2015 that it had successfully produced a large titanium front bearing housing for the Trent XWB-97 engine. This 1.5 metre diameter structure assembled from multiple metal AM parts made by PBF-EB was, at the time, the largest load-bearing structure to have flown on a commercial airliner when it was used on a test flight of an Airbus A350.
Although this part was never destined to enter into production, it did prove that AM was capable of producing safety-critical parts. Its continuous assessment of AM technologies has given Rolls-Royce the confidence to go on to develop parts for the next-generation UltraFan® engine. The results of this are yet to be publicised, but this AM component is destined to be even larger than that used on the Trent XWB-97.
Rolls-Royce has also been working with its supply partners in Spain, ITP Aero. There is a possibility that the new engine will include an additively manufactured tail bearing housing (TBH), already included in the demonstrator engine that was presumably assembled and tested in Derby last year (Fig. 12). Being a key structural component, the TBH is designed to withstand operational loads under all conditions. Part of the bearings that support the shaft for the fan, the main propulsion system of the engine, are included in the housing, as well as removable sound attenuation panels; these were also made by AM for the demonstrator engine.

Other recent developments to come out of Rolls-Royce have included an additively manufactured low emission combustor for the Pearl 10X engine that has been developed for Dassault’s Falcon 10X business jet. This part has been produced on a multi-laser PBF-LB system and consists of AM tiles that are then assembled to form the body of the combustor unit. The advantage that AM is said to have provided to Rolls-Royce relates to previous engine combustors, produced by casting, that required cooling holes to be drilled into them. AM provided more freedom to design the required holes directly into each component, all of which could be fully optimised for the flow of the cooling air required by the combustor unit. In terms of performance, the new design is claimed to have a reduced number of temperature hotspots which enhances the output from the engine’s high-pressure turbine, which in turn should lead to greater fuel efficiency whilst reducing nitrous oxide emissions at the same time.
United Engine Corporation
Engine development using metal Additive Manufacturing has also become a global priority. United Engine Corporation (UEC) based in Moscow has declared that it intends to produce up to 70% of the VK-1600V engine, its first fully 3D modelled and designed engine, using Additive Manufacturing (Fig. 13). The engine will be used on the Ka-62 helicopter, and when combined with other components in the airframe, the company says around 10% of the Ka-62 helicopter will then be additively manufactured. The VK-1600V was said to be planned to go into service this year, with mass production of metal AM parts to start in 2024.
Eaton
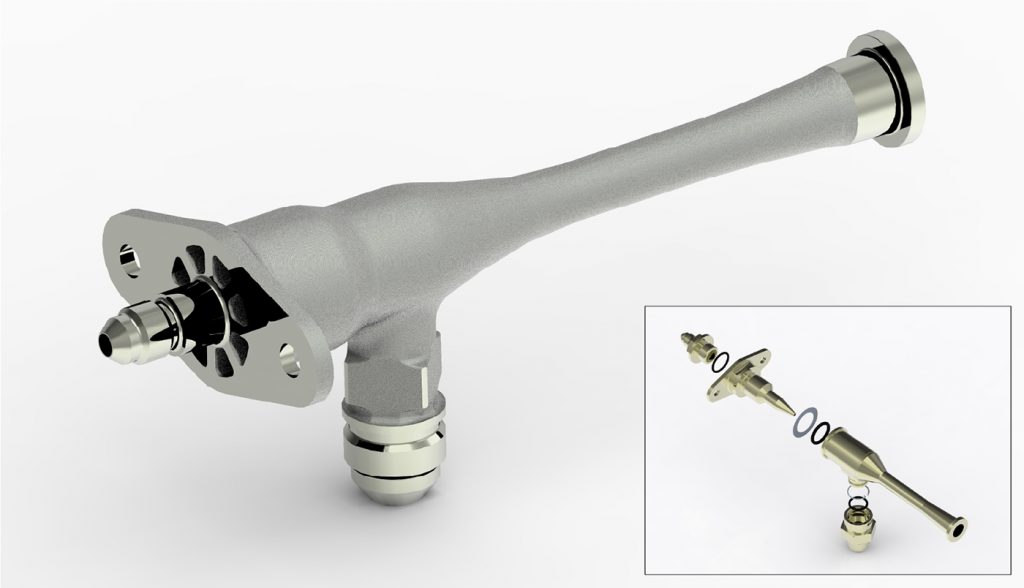
Elsewhere in the very widespread supply chain of the aerospace sector, critical parts suppliers like Eaton have been developing their own AM capabilities. Over a number of years, the company has been developing AM processes with titanium, Inconel, stainless steels and aluminium alloys, and recently teamed with Airbus to develop an internal qualification framework for Eaton’s manufacturing fuel scavenge jet pumps using PBF-LB technology (Fig. 14). The process also had to demonstrate that Eaton’s newly manufactured pumps would perform in accordance with original component specifications, customer requirements and EASA and FAA airworthiness standards.
Mike York, Director of AM and Digital Engineering at Eaton said, “Eaton Aerospace is leveraging the power of AM to produce superior product and system solutions for our customers leading to increased market share. In addition, we have harnessed the technology to dramatically reduce the weight, number of components and assembly required leading to significant operational savings.”
Following an extensive qualification period, Eaton’s additively manufactured fuel scavenge jet pump has been approved by EASA for commercial flight and is in service today. In its additive process the company not only reduced pump weight by 30%, but also decreased component assembly time and eliminated potential leak paths, such as seals and threaded joints, resulting from the consolidation of eleven parts into a single part (Fig. 14).
Following on from its longstanding pedigree in casting and machining, Eaton is now incorporating AM technology across the business to complement its existing manufacturing processes, as well as using additive processes such as Cold Spray to improve repair options for of older and more unique parts for aftermarket customers. “These examples show that the aerospace primes and the supply chain are now actively working together to implement metal AM solutions, and we should only see more of this in the future”, York added.
Opportunities for Directed Energy Deposition (DED)
Directed Energy Deposition encompasses a wide variety of metal AM technologies that melt either wire or metal powders to effectively form 3D objects by overlaying welds, layer by layer. DED offers the advantage of high deposition rates and can be used either in free-form from an initial build platform, or applied directly to pre-existing parts. This makes this group of AM technologies particularly suitable for repair and large-scale production applications.
However, despite being one of the oldest AM technologies, first developed in the 1980s as laser cladding, there have been fewer integrations into mainstream production. Instead, repair has been the dominant use, particularly for the laser-based deposition processes developed by the likes of Trumpf and Optomec. The latter has claimed that they have installed hundreds of systems in many countries with certified processes for the repair of turbine blades using DED and, to date, there have been a great number of repairs, perhaps tens of millions. Instead, it is the wire-based technologies that have seen the most take up by the aerospace sector for new production, and several companies are developing products and processes.
Norsk Titanium and Boeing

Norway’s Norsk Titanium is reported to be the first company to receive approval from the FAA to manufacture AM components using DED, but only as recently as 2017. This came as a consequence of being tasked by Boeing to produce the parts for the 787 Dreamliner (Fig. 15).
Metal AM magazine recently spoke with Matthew Crill, Associate Technical Fellow for AM at Boeing, to learn more about the outcomes from the story that was originally reported in January 2018. Crill explained that as AM started to gain traction in the sector, Boeing looked to its supplier base for a solution for the 787 passenger floor galley diagonal fittings. There are four parts per shipset and Norsk Titanium became its qualified supplier, with industry success recognised in 2018 with the Aviation Week Network 2018 Laureate Award for the first structural titanium AM parts to be included in any commercial aircraft.
These parts were installed on the first aircraft in June 2017 and have since been in full-rate production. Crill stated, “Where many have sought to radically change designs, this part intentionally kept the same final geometry, whether machined from plate or from a near-net wire-DED preform.” For Boeing, the main focus was on buy-to-fly reductions for both cost and sustainability benefits. Following on from this success, Boeing has implemented several other wire-DED parts produced using the Norsk Titanium technology, and all fitted on the 787 programme through its sub-tier suppliers.
Crill added, “The proven benefits have come from the typical 80% reduction in buy-to-fly ratios when comparing machining the part from a near-net preform opposed to machining it from plate. This reduction has provided benefits in terms of part cost and sustainability by reducing waste.”
Perhaps the most comprehensive investigation and development of DED has been conducted by NASA, and experts like Paul Gradl, Senior Propulsion Engineer at NASA Marshall Space Flight Centre, have frequently presented and published their findings. However, despite a staggering amount of research and development activity, there is limited information available on launched parts used on missions by NASA.
Satellite and antenna solutions
Further afield, in the space sector, Additive Manufacturing has almost become the norm. With rocket engines aside as a subject in its own right – components that have been routinely produced include the oxidiser valves in the Merlin 1D engines used on SpaceX’s Falcon 9 rockets, the Super Draco engines that provide a fault-tolerant propulsion system for the escape system of the SpaceX Dragon 2 rocket capsule, and turbines supplied by GKN to Ariane Group for the Prometheus engine on the Ariane 6. NASA has also been at the forefront in the adoption of metal AM, and the Perseverance rover sent to Mars has eleven metal AM components used in two of its instruments.
However, metal Additive Manufacturing was first used in less-challenging space applications and the AlSi10Mg alloy has been used on several satellite programmes. In these instances, it is the supply chain that seems to have responded well to using metal AM for these advanced applications, supplying the likes of Airbus Defence and Space (AD&S) various passive structural and active communication devices. The UK-based company has contracted external AM service providers to produce parts like the well-publicised TMTC antenna bracket from 2015, probably the first fully-qualified part to be used on a launch mission on the Eurostar E3000 satellites and, more recently, over 500 radio frequency waveguide components for two Eurostar Neo-series satellites, HOTBIRD 13F and 13G. These satellite programmes have all been successfully launched prior to 2022 to support Eutelsat’s TV relay services over Europe, the Middle East, and North Africa. The TMTC bracket represented a landmark moment for the company as it achieved a 35% weight saving, and reduced the design of the previous bracket, which comprised four parts and forty-four rivets, to a single piece. However, by applying generative design software it was also able to produce a part that was 40% stiffer than the previous manufactured component.
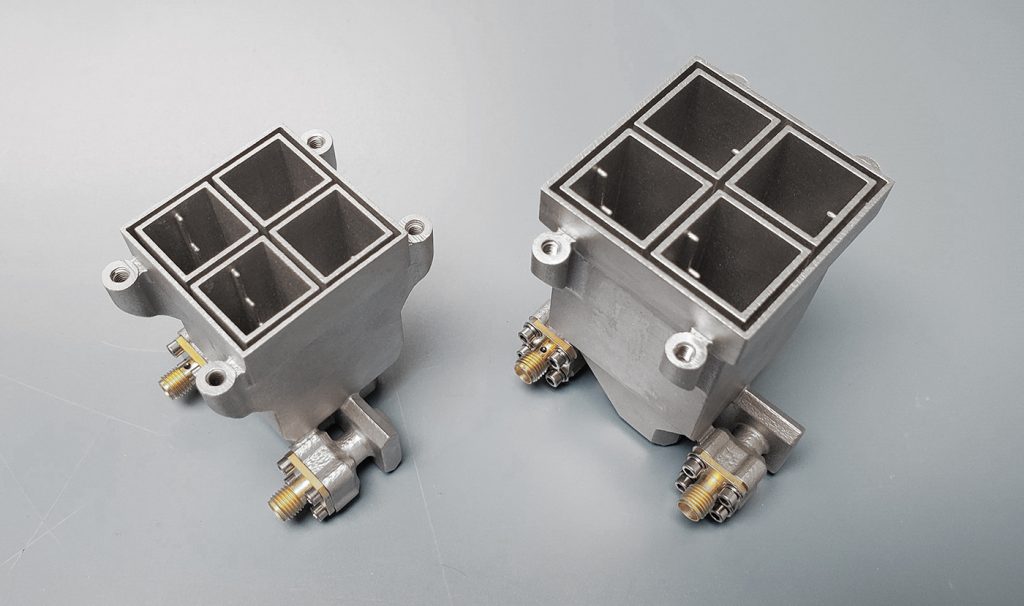
The above example alone provides adequate proof of the readiness of the emerging Additive Manufacturing supply chain to respond to the needs of the aerospace sector. This includes companies like Optisys which has developed a whole range of products via AM (Fig. 16). Chief Innovation Officer, Rob Smith, stated that they have seen all these benefits by implementing AM, “Fast turnaround on development and production for custom combinations and mounting options. As well as being able to design much smaller packages that are lighter in weight, have higher reliability through reduced part-count, and a more consistent pattern of performance.”
The company has been developing AM antenna solutions since 2016 and has already delivered more than forty space parts to various customer platforms, mostly aimed at Low Earth Orbit (LEO) usage. Several parts have been included in successful launch programmes, like the horn array antenna parts delivered to the International Space Station (ISS) in November of 2018, and several other commercial satellite programmes through to 2022.
The company exclusively designs these parts with AM as the intended production process, and has achieved some extraordinary performance gains. Compared to one historical device that used to be 4-5 kg in weight, they are now able to deliver equivalent functionality in a device that weighs just 40-50 g. Even its more typical designs have had a huge impact and Smith said, “We reduce weights by an average of 50-80% from my general feel of this industry.” The best weight saving comes from the dramatic reduction in part count, and elimination of screws, washers and adapters. He added, “I’d say we replace 100:1 quite typically on our passive waveguide networks, and in many cases our resulting designs simply cannot be built with traditional processes.”
This is an industry that really benefits from the aspect of mass customisation without having to change any manufacturing processes. In the example from Optisys shown in Fig. 16, the company has been able to create a product line family where parts are similar but operate at slightly different frequencies. This would normally require significant changes in conventionally designed and produced parts. It also benefits from vastly reduced lead times. Though much of its time is spent on design verification, which isn’t unique to AM processes, it is working with fewer parts, meaning the design, documentation, release, and assembly steps are greatly reduced. Due to its unique approach, the company claims to be able to deliver parts to critical deadlines, where others simply cannot.
Speaking about the customisation and delivery times, Smith concludes, “Our manufacturing process is always the same and in this way we can get good customisation through digital manufacturing…. we have delivered designs in as little as two weeks which is completely unheard of in our industry, but typically I’d say we reduce times from years to six to nine months.”
Conclusion
The examples shown here are provided by some of the leading companies in the aerospace sector, but there are many more examples that can be found in articles and press releases all over the internet. Twenty years ago this would have been a very short story to tell, but nowadays it would be very easy to dedicate a whole book to the subject.
Metal Additive Manufacturing has propelled the aerospace industry into a new era of design freedom, lightweight structures, and enhanced performance. The successful application of Powder Bed Fusion, Directed Energy Deposition, and – no doubt very soon to follow – Binder Jetting technologies, has far from simply disrupted the status quo, it has revolutionised the potential to produce greater functional parts, with more complex intricate geometries, to improve fuel efficiency, reduce emissions, and increase durability.
As the aerospace sector continues to explore the capabilities of metal AM throughout the entire value chain of producing its parts, there will be continuous development of the way in which: build files are prepared, modelling is used to compensate for distortion, tool paths are optimised, materials handling and recycling will be more sustainable, and post-processing, inspection, qualification and certification will be standardised.
This is being underpinned by the parallel development of much-needed industry standards by bodies such as the ISO, ASTM and SAE International. All have focused working groups dedicated to producing documented requirements for processes, materials, and parts that can be used in the production of aerospace products, and the ISO and ASTM have combined their efforts on some of the published standards. To date, the ASTM, led by the F42 Committee, has published three standards that are aimed at machine qualification, operator qualification and part classification specifically applied to the aerospace sector.
Four further standards are currently in various stages of development. Similarly, the go-to industry body for standards in the sector, SAE International, also has its ASM AM – Metals working groups. Although the SAE has been a little late to consider standards for the production of aerospace parts, since 2016 it has now published a total of thirty-three Standards and Recommended Practices. Following this are a further thirty-six documents that are currently being worked on, with half a dozen or more very close to being published later this year. These cover everything from metal powder and wire feedstock composition and physical properties, process minimum requirements and specific documentation of records, and even the requirements to monitor and re-qualify the recycling and re-use of feedstock materials.
Furthermore, the future of metal Additive Manufacturing is assured now that organisations such as the FAA (in the USA) and EASA (in Europe) are working together to ensure there is a robust foundation for certifying the airworthiness of AM parts. The recent meeting in Köln, Germany, of these organisations that have been holding a joint conference on AM for several years already, emphasised that in-situ monitoring has to be a key area to be developed further by system vendors and users alike. A working group, ‘Developing a Five-Year Plan to Allow EASA/FAA acceptance – Machine Monitoring’ and now in its third year, will be setting out the measures that will enable the supply chain to pass the FAA/EASA acceptance criteria. This very much lays down the gauntlet to all the AM machine OEMs; they must respond by taking their technology past the level of simply creating data from builds, to turning this into fully meaningful build reports that assure part quality.
Metal Additive Manufacturing has disrupted aerospace manufacturing far more quickly than any other group of manufacturing technologies, and yet even after twenty years we are still just in the early days of adoption. As this article goes to press there are already announcements of multi-million dollar, pound, and euro-funded programmes to further the use of metal AM in the aerospace sector. This will see an even faster take up and development of AM, all largely driven by a desire to be more sustainable in manufacturing, or to create more efficient use of fuel, or cleaner forms of power. It is a certainty that we can anticipate even more impressive advancements in the years to come, further solidifying the role of Additive Manufacturing in shaping the very future of aerospace engineering.
Author
Dr Martin McMahon
Technical Consultant, Metal AM magazine, and founder of MAM Solutions.
Binder Jetting for aerospace?
How MIM’s success highlights the potential of sinter-based technologies
The aerospace sector has long been recognised as an important potential market for the Metal Injection Moulding (MIM) industry. However, extended application development cycles, combined with a lack of fundamental process understanding and rigorous validation requirements had held back the technology.
A milestone was reached in 2017, with Rolls-Royce using Inconel 713LC single-ended stator vanes, produced by Schunk Sintermetalltechnik GmbH, into service in the Pearl 15 business jet engine. Whilst MIM is a more established technology than Binder Jetting, the processes are closely related.
Full article: https://bit.ly/45ZlK4J

LAST MONTH’S MOST-READ ARTICLES












