


Advances in the AM of refractory metals and hard materials at the 20th Plansee Seminar
As Additive Manufacturing sees growing use in a broader range of industries, researchers have been increasingly focused on expanding the types of material that can be processed via this technology, including the challenging field of refractory metals and hard materials. The AM research featured in the programme of the recently held Plansee Seminar represents the cutting edge of what is possible with these materials using the most advanced manufacturing processes. Here, Bernard North collates the seminar's takeaways on the suitability of these materials for direct Additive Manufacturing processes. [First published in Metal AM Vol. 8 No. 3, Autumn 2022 | 10 minute read | View on Issuu | Download PDF]

Since 1952, the Plansee Group has held a week-long international technical seminar on refractory metals and hard materials at its headquarters near Reutte in the beautiful Austrian Tyrol. Since 1977, the seminar has been held once every four years, but the 20th Seminar, originally scheduled for June 2021, had to be delayed due to COVID-19; thus, it was from May 30–June 3, 2022 that the refractory and hard metals industry finally came together for the twentieth edition of this popular event.
Across the seminar, a broad range of technical subjects was covered by detailed technical presentations and posters, and hundreds of technical leaders in the industry and associated academia were able to come together for an in-depth exchange of information. For an overview of the entire seminar, please see this author’s recent article in the autumn issue of Powder Metallurgy Review [1].

In recent years, the range of subjects covered at the Plansee seminar has broadened to include Additive Manufacturing – indeed, about 15% of the presentations and posters in 2022 concerned AM. The presentations given may be split by process type into three main categories: Powder Bed Fusion (PBF) (most commonly using a laser beam [PBF-LB], less commonly an electron beam [PBF-EB]); sinter-based AM processes, in which a green part is formed by an AM process and then conventionally debound and sintered; and Cold Spray (CSAM) processes, where powder is directed at high energy onto a mandrel or build plate and forms a part on it. The first (and, to a lesser extent, third) categories are the subject of this review, while the sinter-based AM research discussed at Plansee forms the basis for a companion article in PIM International [2].
Refractory metals in AM
As their name implies, refractory metals (in this article, the main ones considered are tungsten, molybdenum and tantalum) have extremely high melting points (W, 3410°C; Mo, 2623°C and Ta, 2996°C) and are thus not amenable to casting processes unless they are first heavily alloyed to depress liquidus temperaturplanses. Generally, these metals are made into dense components by conventional Powder Metallurgy (PM) processes, followed by working (rolling, wire drawing, etc). As such, they should be well suited to processing by metal AM methods, as a subset of PM processes.

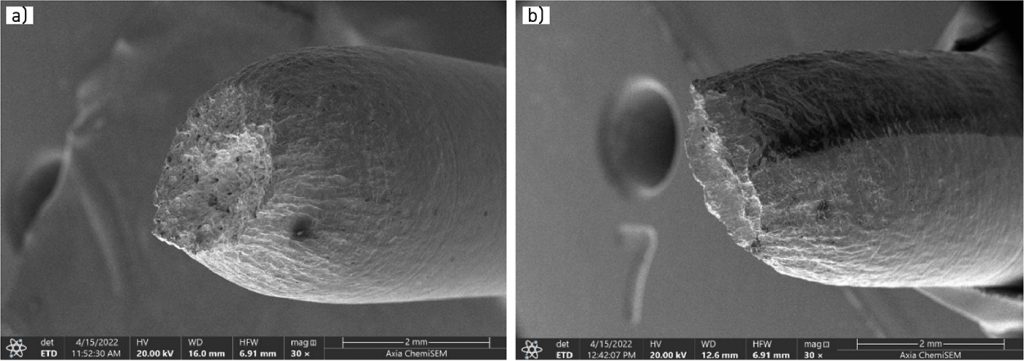
Literature on the AM of refractory alloys is scant, largely due to the limited markets for these materials compared to major ferrous and higher volume non-ferrous metals. In addition to this, most existing applications for refractory alloys involve shapes which can be produced effectively using conventional techniques. However, growing interest in high-temperature applications in very demanding environments such as rocket engines, advanced fission reactors, and fusion reactors is driving research into the Additive Manufacturing of these metals. A representetive SEM micrograph of tantalum tensile specimen produced by PBF-LB is shown in Fig. 2.
Simplifying somewhat, a summary of the current state of affairs is that the PBF-LB process struggles to form high-quality parts due to a combination of the very high melting point and high thermal conductivity of refractory metals combined with their propensity to getter oxygen at high temperatures and, for tungsten, a high ductile brittle transition temperature. More promise has been shown by the PBF-EB process [3].
Presentations and posters on refractory metal AM
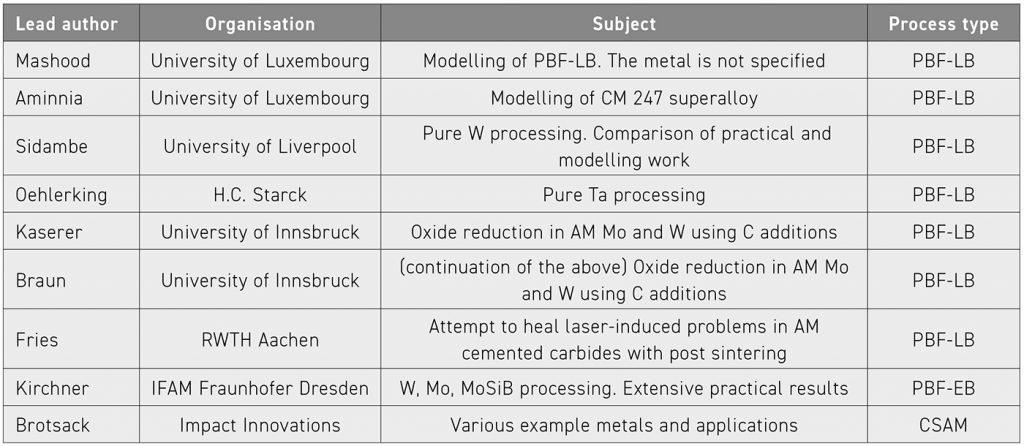
The 20th Plansee Seminar’s AM-focused sessions were eagerly anticipated. In the event, there were seven PBF-LB, one PBF-EB, and one CSAM contribution; the selection of papers given is summarised in Table 1. One presentation was given on cemented carbide (hardmetal) and one on a nickel-base superalloy, while other contributions focused on the refractory metals W, Mo, and Ta.
Laser Beam Powder Bed Fusion

Modelling
Muhammad Mashhood, et al., from the University of Luxembourg, Euler Institute at University of Lugano, and Réseau Lieu, discussed modelling work for PBF-LB which is applicable to any metal. In this research, Finite Element Modelling (FEM) analysis was used to establish residual stresses and thermal deformation at the local melt pool scale. Future work intends to integrate such models across a component using the Extended Discrete Element Method (XDEM) to model metal particle dynamics, with the ultimate goal of improving dimensional control and reducing residual stresses in AM components.
In related work using CM247 nickel-base superalloys as the model material, Navid Amin Nia, et al., also from the University of Luxembourg, analysed material flow and heat transfer in and around the local melt pool formed by localised laser beam heating. Using a coupled Computational Fluid Dynamics (CFD) and XDEM model, they created a ‘digital twin’ and are currently in the process of modelling the laser beam/melt pool and melt pool/metal powder interactions, and seeing good agreement with practical results. This work will allow better predictability of how AM variables such as metal powder particle size, laser beam power and velocity affect exact part dimensions and quality.

Materials
Tungsten
Alfred Sidambe and P Fox, University of Liverpool, summarised the basic difficulties of processing tungsten by PBF-LB due to its high melting point, thermal conductivity, and melt viscosity, as well as a low ductile brittle transition temperature made worse by oxygen contamination. Their presentation compared modelling using OpenFOAM software with practical results on low O, plasma spheroidised W powder with a particle size in the range 25–48 µm.
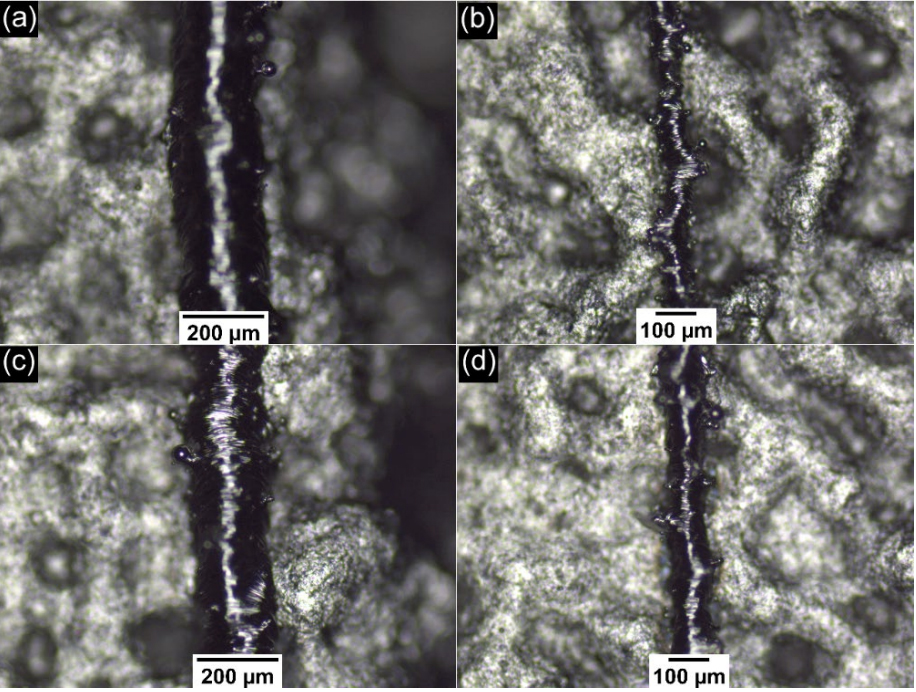
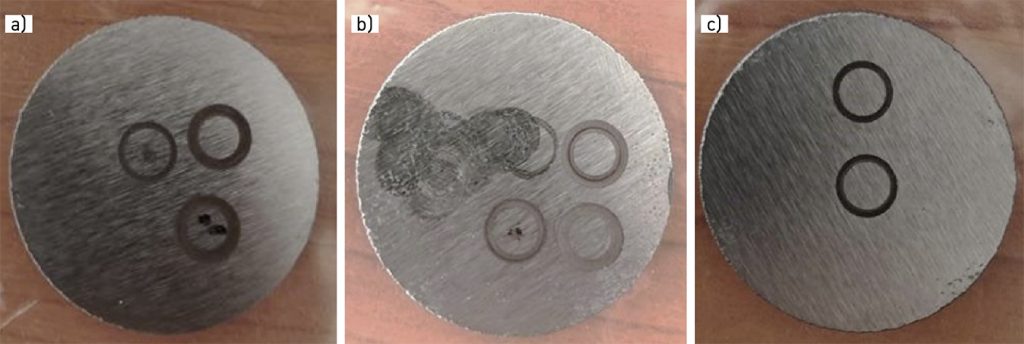
Single passes by a 200 W laser in a 2 x 2 designed experiment, with 43 and 50 µm beam diameters and scan speeds of 50 and 400 mm/s, were conducted on a single powder layer on a W substrate under an inert atmosphere. Using optical microscopy and image analysis, the single-melt tracks were characterised for track widths and degree of microcracking (Fig. 4). The simulation appeared to agree well with practical results, with lower scan speeds and/or a more focused, smaller diameter laser enabling better W melting. The reduced laser size also appeared to reduce the degree of microcracking, indicating promise for further optimisation.
Tantalum
Mike Stawovy presented research by Faith Oehlerking et al., H.C. Starck Solutions, that summarised parameter optimisation for the PBF-LB of pure tantalum (Ta), then compared the microstructure and properties of AM test samples with wrought Ta control parts. The Ta powder used was plasma spheroidised, with a mean particle size of ~30 µm and good flowability. Variables in the designed experiment were laser power (200–250 W), point distance (35–55 µm), hatch distance (100–150 µm), and exposure time (150–200 micro seconds); each condition set was duplicated to increase confidence.
Using an optimised parameter set that enabled 99.7% density to be obtained, a variety of physical and mechanical test specimens were produced, and measurements made. The O, N, and C impurity levels were similar to those in the initial powder (except C, which increased in the AM process), but were higher than in wrought Ta controls. The authors believe that porosity and higher interstitial impurity levels account for lower thermal diffusivity, thermal conductivity, and specific heat in the AM samples.

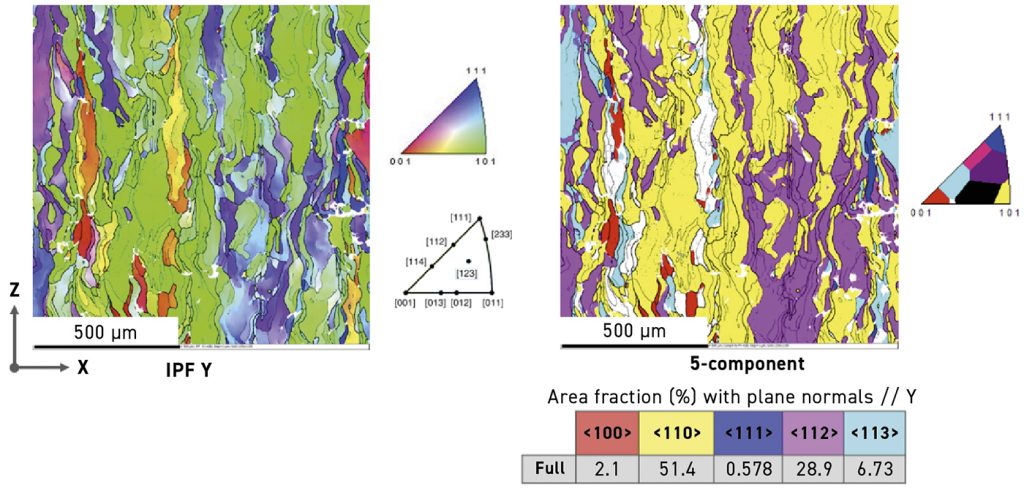
The AM samples showed higher strength, but lower ductility versus wrought controls, which could also be explained by the porosity and interstitial impurities. In addition, the materials had columnar crystal grains and texture reflecting the laser scan direction, and this was reflected in directionality in mechanical properties, and may partially account for thermal properties too (Fig. 5).
Molybdenum and tungsten
Lukas Kaserer, Jakob Braun et al., from the University of Innsbruck and Plansee SE, presented on Mo and W (concentrating on the former) in two consecutive, linked papers. They summarised the basic difficulty of using the PBF-LB process for these refractory metals due to their high melting point and thermal conductivity, as well as their propensity to cracking from their high ductile-to-brittle transition temperature (DBTT) (W in particular) and low solubility of impurity elements – (oxygen in particular).
They noted that recycled unsintered powder from the spaces between sintered parts would be used in commercial AM, and that such powder had increased O levels with each cycle. The thermal properties drive the use of high bed temperatures (their work described bed temperatures of 800°C and 1200°C). Using 30 µm mean particle size Mo powder, simple test shapes were made by PBF-LB; the parts were found to be greatly inferior in strength than wrought, heat-treated Mo due to pre-existing cracks at high angle grain boundaries. Fracture surface analysis showed oxide precipitates on crack surfaces, while scanning transmission electron microscopy (STEM) revealed O segregation at grain boundaries.
Varying the O level in the starting powder helped reduce cracking, especially at a higher build temperature. These results led to experiments with quite large C additions of up to 3.5 atomic.% (0.036 wt.%) which resulted in better densification (99% density was achieved), an ability to reduce powder bed temperature to 500°C, and greatly reduced crack formation leading to much higher strength values. The mechanisms are believed to be O removal by the C, as shown by the STEM analysis, and reduced liquidus temperature aiding sintering. In addition, Mo2C inclusions and the undercooling effect due to C dissolved in the transient liquid phase reduced grain size and crystallographic anisotropy.
With these modifications, the AM process produced Mo materials with similar strength to wrought and heat treated controls. It was noted that the resultant materials contained up to ~8 volume % Mo2C and were thus quite different compositionally and microstructurally than conventionally processed controls, and that would have to be considered in specific applications.
Tungsten carbide-cobalt
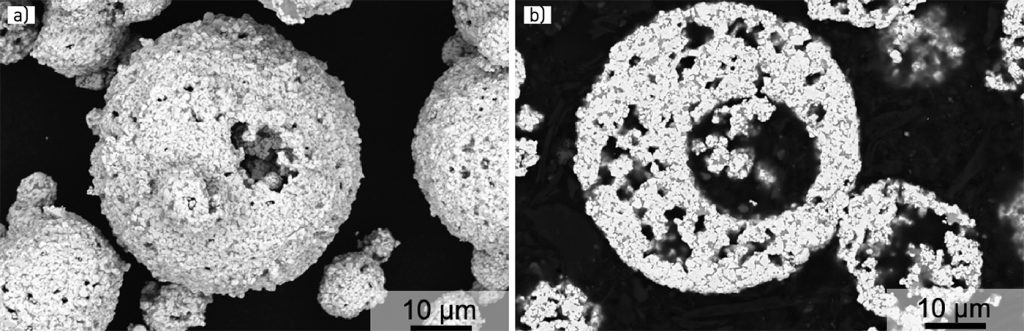
Sophia Fries, et al., (RWTH Aachen University and Fraunhofer Institute for Laser Technology) described work done on a WC-12% Co material made by PBF-LB to improve its density, microstructure and properties using post heat treatment. The starting material was a nominally ultrafine (WC particle size ~0.4 µm) WC-12% Co (no added grain growth inhibitor) thermal spray powder with a mean granule size of 38 µm (Fig. 6). The PBF-LB process was carried out on a stainless steel build bed in a nitrogen atmosphere with a bed preheat temperature of 700°C, laser power of 240 W, scan speed of 1080 mm/sec in a ‘chessboard pattern’, 60 µm hatch distance, 30 µm layer thickness and 80 µm beam diameter.
The resulting material, shown in Fig. 7, had 91% density with non-uniform porosity elongated perpendicular to the build direction, and a non-uniform microstructure showing heat affected zone areas. Significant, and highly variable, grain growth to a mean of 2.5 µm occurred, and undesirable W2C and WCx (x ~0.66) phases were detected by XRD analysis.
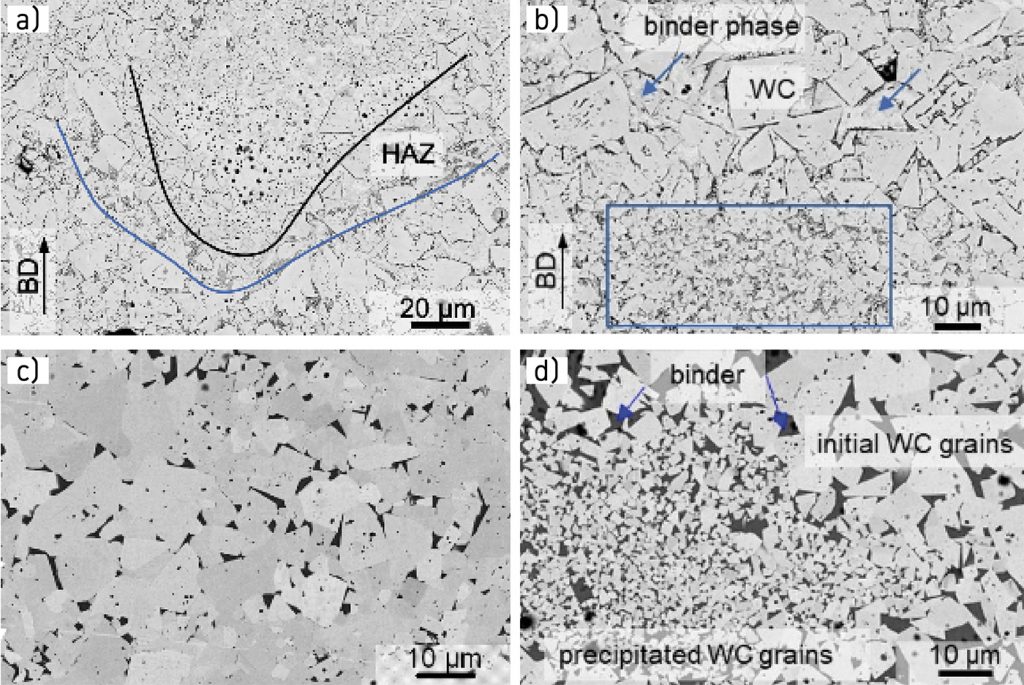
After a pressure sinter cycle at 1400°C with an Ar overpressure of 5 MPa, density increased to 95% of theoretical, and average grain size increased to 3.2 µm, but with an increase in range: the big grains got bigger, but, in addition, many fine grains precipitated out of large binder pool areas, which EDS analysis had indicated were supersaturated in W after the laser process. In addition, eta phase (Co2W4C) became very apparent.
Overall, the phase mixtures indicate a net loss of C during the laser processing. Three-point bend testing was done which showed strength increasing from 392 MPa to 1097 MPa, along with some improvement in Weibull modulus (a measure of spread) from 3.7 to 6.2 — note that conventionally processed hardmetal of such a composition would likely have a three-point bend strength value in the range 2500 to 3000 MPa, and a much higher Weibull modulus.
Some work was also done with Hot Isostatic Pressing (HIP) at 100 MPa of as-built material, but, due to a low temperature of 1100°C being employed, only a modest increase in density and strength was observed.
Electron Beam Powder Bed Fusion
Materials
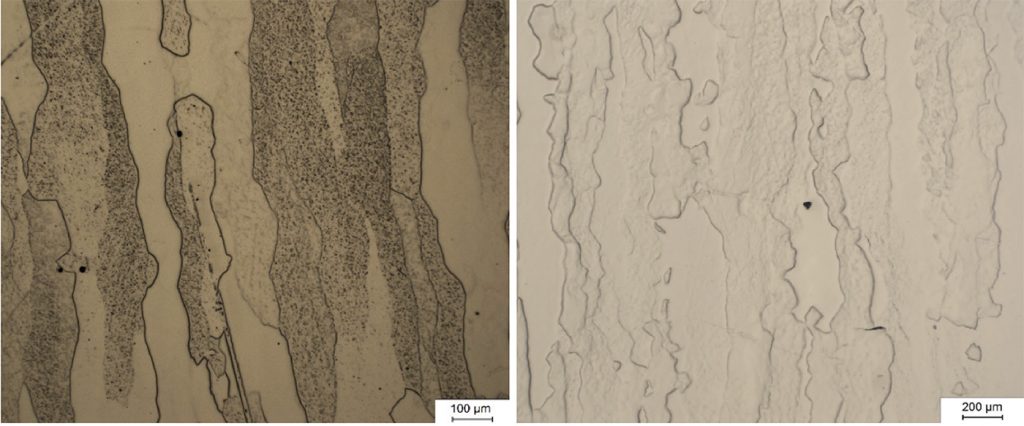
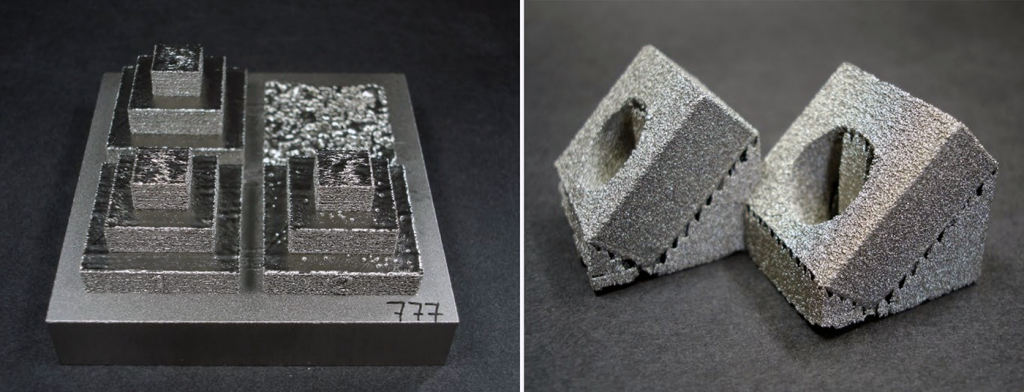
Alexander Kirchner et al. (Fraunhofer IFAM Dresden, Forschungszentrum Jülich and Plansee SE) presented work on the PBF-EB of pure Mo, pure W, and Mo3Si1B (wt.%) producing test pieces for microstructural and mechanical property testing and (for W) high-heat flux testing. The target markets are nuclear fusion, high-temperature chemical synthesis and biomedical applications. Metallographic cross-sections of Mo and W built with PBF-EB are shown in Fig. 8.
Molybdenum
For Mo, 57 µm mean particle size, low-oxygen, spherical, fairly well flowing powder was used on powder beds preheated to the range 1050–1100°C. The powder was added in 50 µm layers during the part build, and beam power levels in the range 180–1200 W were employed, in a previously evacuated chamber under very low partial pressure of He, using a range of scan speeds.
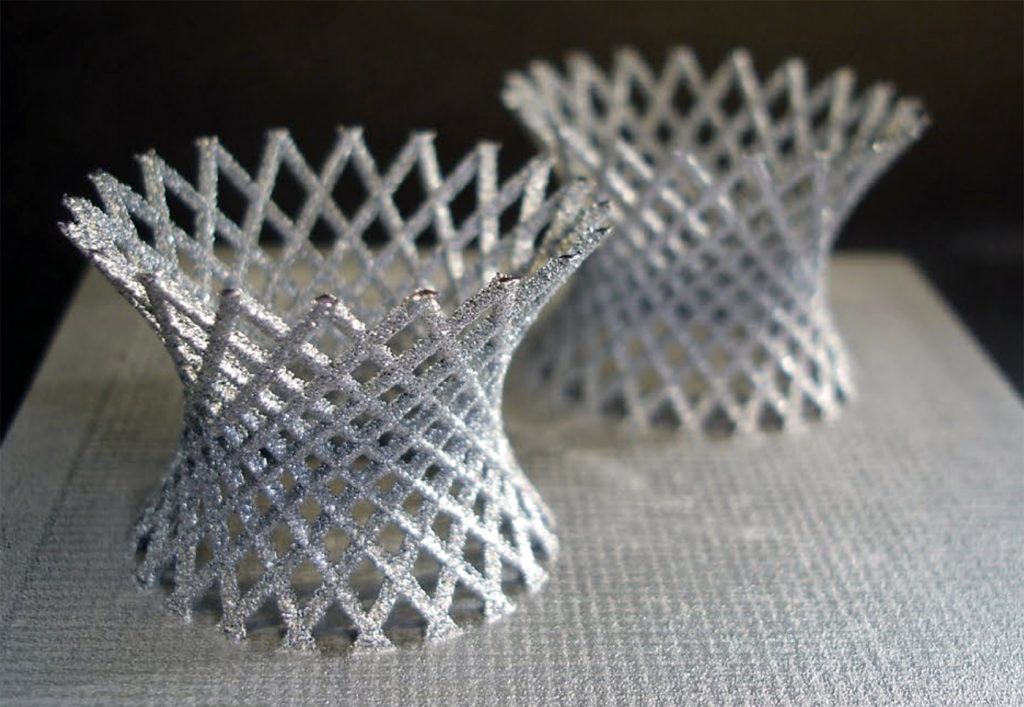
Low power and high scan speeds resulted in only ~90% dense material, but high power and a resultant high volumetric energy density of 300 J/ mm3 enabled ~99.9% dense material to be produced, with large columnar grains of up to 1 mm in length. Ultimate tensile strength testing gave average values of 393 MPa and 3.5% elongation, but with a lot of scatter in both strength and ductility measures. Such values are characteristic of recrystallised conventionally processed Mo, but are well below wrought material. Some demonstration pieces were made, shown in Fig. 9.
Tungsten
For W, plasma-spheroidised pure material with a mean particle size of 63 µm and excellent flow was used. A high beam power of 900 W and slow scan speed (creating a a volumetric energy density of 1000 J/mm3) resulted in fully dense, apparently crack-free, material with a coarse columnar grain structure.
Vickers hardness (10 kg load) was 350 kg/mm2 (similar to conventionally processed recrystallised material) while three-point bend testing showed low ductility and strengths averaging 186 and 272 MPa, according to orientation with respect to build direction. Thin-walled demonstration parts were produced and in addition ‘ITER blocks’ (a standard test piece for testing with respect to first wall applications in the ITER nuclear fusion reactor) were made and tested in a very high and pulsing heat flux rig which imitates thermal loads in a fusion reactor; the AM samples performed at least as well as conventional ecrystallised controls. These test parts are shown in Fig. 10.
Molybdenum-silicon-boron
This presentation also briefly mentioned work with Mo3Si1B powders in the 63–150 µm particle size range using bed temperatures of 1000-1200°C; this condition combined with optimised parameters produced dense, crack free material with at least 1200 Mpa mean three-point bend strength.
In their summary, the authors cautioned their audience on two key practical points: 1) in order to work with the raking system to form flat layers at very high temperatures, very expensive plasma-spheroidised powder was required and 2) to make fully dense parts, a slow build rate of only 3–5 cm3/hr was possible with their equipment.
Cold Spray Additive Manufacturing
Markus Brotsack, of Impact Innovations GmbH, gave a good introduction to the Cold Spray Additive Manufacturing (CSAM) process. The process, especially as applied to refractory metals, is not really ‘cold’ – the term refers to the fact that, with this process, the metal particles are not melted. It is a variant of the thermal spray family of processes and works by feeding one or more metal powders into a high-pressure (up to ~6 MPa) gas (usually nitrogen or helium), preheated to up to 1100°C immediately prior to passing through a de Laval nozzle. The powder particles are propelled at a velocity of up to Mach 3 (~2000 mph) toward a substrate or mandrel, and their kinetic energy on impact deforms the particles so that they form a fully dense, adherent layer.
Brotsack discussed several benefits of the process: the lack of need to melt the metal powders, very minimal oxidation of the deposited material, no thermal effects on the deposited layer, high material utilisation, a dense microstructure with a grain size reflecting the feedstock metal particle size, multipowder (including blended metallic with superhards or ceramics) capability allowing composite and/or layered coatings, high deposition rate of up to 10 kg/h, and suitability for automation.
Several examples were presented including composite WC/stainless steel coatings to improve the wear and corrosion resistance of brake rotors (Fig. 11), layered alloyed Cu/Ni rocket nozzles. Refractory metals were also referenced as having been successfully deposited.
Key takeaways
This article has been prepared by an expert in the refractory metals and hard materials industry, with many years’ experience in this area, but who admits to being a relative newcomer to the world of Additive Manufacturing. However, in attending this Plansee Seminar and taking onboard the knowledge shared by the many highly qualified presenters during this event, the author believes that the following summary statements are reasonable.
Based on the papers presented, it is clear that PBF-LB and EB are being actively investigated by the industry for refractory metals and have also been tested on cemented carbides. While there is promise here, and some success, the processes in their current states are operating at the limits of their abilities.
Refractory metals have very high melting points and thermal conductivity, thus requiring very high heat inputs, and must be effectively deoxygenated to achieve good properties. Because of this, PBF-EB has seen better success rates, as it uses higher-energy beams in a near-vacuum environment. Even that, however, has its drawbacks: the very high temperatures required, being close to onset of solid-state sintering, means that plasma-spheroidised powders are required to allow the feed raking mechanisms to work properly, and build rates are slow.
While PBF-LB has been shown to work quite well for Ta, producing materials with properties close to those conventionally processed, it worked less well for the processing of W, Mo and cemented carbides, where the presence of O was deleterious, embrittling refractory metals and causing C loss in cemented carbides.
It is useful to remember that refractory metals and cemented carbides use vacuum or hydrogen – or a cycle using both – for sintering [6]. Such environments effectively remove any oxygen present as surface layer metal oxides, either by ‘pumping it off’ as CO2 or CO made by a reaction with some C present, or by H2 reduction and removal as water vapour. In turn, this aids sintering, and avoids embrittlement through either the presence of O at grain boundaries, or undesired phase composition shifts.
Some of the work presented at the seminar, and in prior work, investigates alternative ways to remove O – in particular, the addition of significant C levels. These, however, also result in significant carbide phases in the end product. To this author, such an approach represents ‘modifying the material to fit the process’ rather than ‘modifying the process to fit the material.’
Colleagues with the necessary expertise will know how practicable it is to design and run laser beam equipment with a vacuum or hydrogen atmosphere, as opposed to the nitrogen or inert gas generally used. That said, the presentations at Plansee 2022 contained several examples of materials matching or closely approaching their recrystallised conventional controls, with properties adequate for some applications, plus the near-net shape benefit of AM.
The 21st Plansee Seminar will be held in three years’ time, in May/June 2025. It will certainly be fascinating to see how much further progress the Additive Manufacturing of refractory metals will have made by then.
Author
Bernard North
North Technical Management, LLC
Greater Pittsburgh Area
Pennsylvania, USA
References
[1] ‘Historic traditions and new innovations: refractory metals and hard materials at the 20th Plansee Seminar,’ by Bernard North, in PM Review, Autumn 2022 (Vol. 11 No. 3)
[2] ‘Sinter-based Additive Manufacturing at the 20th Plansee Seminar on Refractory Metals and Hard Materials,’ by Bernard North, in PIM International, September 2022 (Vol. 16 No. 3)
[3] Electron Beam Powder Bed Fusion Additive Manufacturing of Refractory Metals. C Ledford et al. MPIF Advances in Tungsten, Refractory, and Hard Materials 2021.
[4] Dry sliding wear behavior of additive manufactured CrC-rich WC-Co cemented carbides. E Iakovakis et al. Wear Vol. 486-487, 15 Dec 2021, 204127
[5] ‘Headmade Materials and Cold Metal Fusion: An innovative approach to sinter-based Additive Manufacturing,’ by Dr Georg Schlieper, in PIM International, September 2021 (Vol. 15 No. 4)
[6] Sintering of Tungsten and Molybdenum, and Vacuum Sintering to Full Density. R Cheney, GTE Products, Beyond Discovery

LAST MONTH’S MOST-READ ARTICLES












