


The GRCop story: The development, production and Additive Manufacturing of NASA’s rocket engine alloys
The new space race is powered by metal Additive Manufacturing. In turn, the Additive Manufacturing of rocket engines is powered by advanced alloys. Of these, NASA's GRCop family has found use in numerous critical applications. In this article, Austin Whitt and David Ellis, NASA Glenn Research Center, and Paul Gradl, NASA Marshall Space Flight Center, dig deep into the history, production, processing and maturation of these unique materials. As the authors reveal, there is good reason why Additive Manufacturing of GRCop begins by understanding the process-microstructure-property-performance relationship. [First published in Metal AM Vol. 9 No. 4, Winter 2023 | 20 minute read | View on Issuu | Download PDF]
The aerospace industry is truly remarkable and, all too often, we take its astonishing achievements for granted. The seamless connectivity of the internet, GPS, cellular phones, and telecommunications systems are all made possible by the intricate array of satellites launched aboard powerful rockets. In the vast expanse of space, the International Space Station tirelessly orbits 400 kilometres above Earth, pushing the boundaries of scientific discovery. We marvel at high-speed aircraft executing manoeuvres that test the limits of human endurance. We gaze in awe at the captivating images beamed back from rovers exploring Mars and deep-space telescopes venturing into the farthest reaches of distant galaxies. This industry not only enhances our daily lives with materials, electronics, and technological advancements, but also shows us the grandeur of our universe.

What is truly striking is the common thread that runs through all these incredible projects: a vision of the future and an immense team effort, often involving thousands, if not tens of thousands of individuals working together to achieve the extraordinary. In the aerospace world, it’s a rarity to single out one person for credit on a project, as the magnitude of these accomplishments necessitates the collective expertise and collaboration of countless dedicated individuals. However, within this collective endeavour, people like Dr David Ellis from NASA Glenn Research Center in Cleveland, Ohio, stand out. Dr Ellis is a materials researcher and an expert on high thermal conductivity materials for rocket engines. Dr Ellis’ career work on the GRCop alloys serves as a testament to the industry’s innovation and ambition.

Rocket engines operate in extreme thermal and structural environments, necessitating the development of innovative materials. The heart of the rocket engine, the combustion chamber, commonly employs intricate internal cooling channels to efficiently dissipate heat from the chamber and transfer it into the liquid fuel. To maximise the amount of heat transferred to the fuel and prevent melting, the chamber liner is constructed using a material with high thermal conductivity. This same concept is used for various heat exchangers with a variety of operating fluids.
Pure copper has very high conductivity but lacks the high temperature strength needed to resist thermal stress during operation. Mixing other elements with copper to improve its strength sounds appealing, but even a small addition of other elements can disrupt the atomic structure of copper and drastically reduce conductivity. This presents an interesting problem for materials scientists, like Dr Ellis, to solve: how can we strike an acceptable balance between strength and conductivity?

History – overnight successes take many years
Development of the GRCop family of Cu-Cr-Nb alloys began in 1987 as part of the Earth-To-Orbit (ETO) programme. NASA needed a replacement for NARloy-Z, a Cu-3 Ag-0.5 Zr alloy used for the Space Shuttle Main Engine (now RS-25) combustion chamber liner. A liner made from NARloy-Z could start to develop cracks in as little as three missions due to fatigue from thermal stress. Since the NARloy-Z liner was one of the longest lead items on the Space Shuttle, frequent replacements were costly. The goal of the ETO programme was to increase both the life and temperature capability of the second-generation SSME engines to decrease operational costs and increase performance. Many alloys were examined through this programme, but the Cu-Cr-Nb alloys showed the most potential.
Silver, copper, gold, and aluminium were considered as potential base materials due to their high thermal conductivities. Ultimately, copper emerged as the preferred choice because it boasts the second-highest thermal conductivity behind silver and has a superior melting point. Many copper alloys, such as NARloy-Z, effectively balance the trade-off between strength and conductivity by employing precipitation strengthening. The formation of precipitates results in the extraction of alloying elements from the copper matrix. As the copper matrix is comparatively pure, the material strengthened through precipitation exhibits greater thermal conductivity when compared to a solid solution with an identical overall composition. NASA researcher Thomas Glasgow embarked on a mission to discover more robust and stable precipitates, with the aim of enhancing the reusability and high-temperature performance of copper alloys. It was during this pursuit that Dr Glasgow identified chromium and niobium as a potential winning combination.

Chromium and niobium were known to have minimal solid solubility in copper but very high solubility in liquid copper. They form a compound, Cr2Nb, that could be used for precipitation strengthening. This high melting point compound has a hardness roughly equivalent to alumina and a melting point above 1,700°C. Thermodynamics also shows that a compound has a lower solubility than its constituent elements, so the copper matrix would be nearly pure up to the melting point of copper. With a hard, stable precipitate and a pure copper matrix, the plan for a new alloy was born. This alloy was later named the Glenn Research Copper alloy, or GRCop.
However, in practice, the production of GRCop was a challenge. Over the next thirty-six years, Dr Ellis would tackle the challenges of development, characterisation, standardisation, Additive Manufacturing, and eventually flight of the GRCop alloys GRCop-42 and GRCop-84.
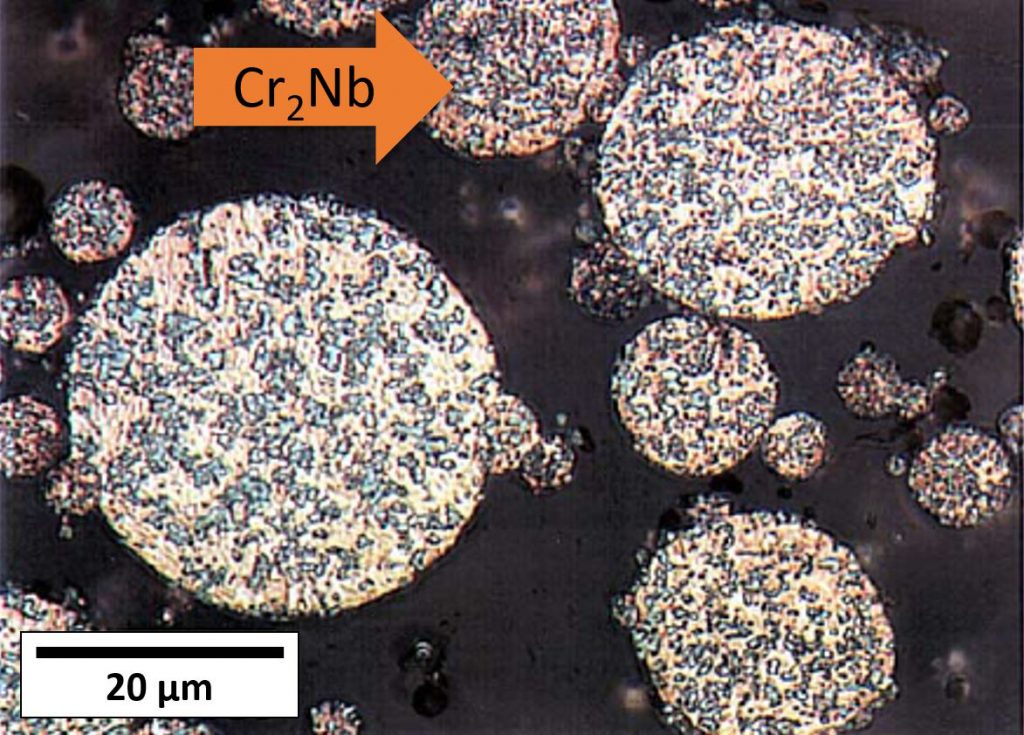
Mother Nature demonstrated the remarkable stability of Cr2Nb as, even in rapid solidification, it would precipitate in the liquid copper. Any attempt to cast a large volume of Cu-Cr-Nb would lead to substantial chunks of Cr2Nb floating on the liquid copper. Achieving the strength benefits sought by NASA required the Cr2Nb to be in the form of fine particles evenly dispersed throughout the copper matrix. To address this, the molten alloy was heated beyond the melting point of Cr2Nb then solidified rapidly using chill block melt spinning (CBMS). In CBMS, the molten alloy is deposited onto a heat sink wheel rotating at high speeds. This results in thin ribbons of material that have been solidified and cooled almost instantly. Using this method, Dr Ellis made a range of GRCop alloys by varying Cr from 2-10 at.% and Nb from 1-5 at.% while maintaining a 2:1 ratio of Cr to Nb. These alloys were named according to their Cr and Nb content, with GRCop-XY corresponding to X at.% Cr and Y at.% Nb (i.e., GRCop-42).

Analysis of the ribbon revealed that the Cr2Nb precipitated out of the molten copper into agglomerations of 10-100 nm particles. Then, the copper matrix solidified around the particles, which prevented further growth. The result was a dispersion strengthened alloy with high conductivity, GRCop [1]. Reusability and life were the main impetus for the ETO programme creating the family of alloys, so a composition with a large amount of Cr2Nb was further investigated. GRCop-84 (Cu-8 at.% Cr-4 at.% Nb) was chosen as further increasing the amount of Cr and Nb was found to make production less practical.
Compared to low alloy Cu-Cr, Cu-Zr, and Cu-Cr-Zr alloys that are precipitation strengthened, GRCop has a lower thermal conductivity. It also has a lower strength at temperatures below 400°C. However, between 400°C and 800°C, GRCop achieves higher strength than these alloys. Around 500°C, these precipitation-strengthened alloys overage and become very weak. In contrast, GRCop-84 retains a usable strength of >105 MPa up to 700°C. Cr2Nb dispersoids are even stable enough for GRCop to retain over half its strength after a 100-hour exposure at up to 1,050°C, about 98% of the melting temperature.
From 1997 through 2005, NASA’s Reusable Launch Vehicle (RLV) Program looked to GRCop alloys to improve the performance of the engines with targets of reaching 100 missions before depot maintenance and a 1,000-mission life. Based upon data developed under the RLV Second Generation programme, GRCop-84 could have achieved these goals. This was demonstrated by a subscale 22 kN (5,000 lbf) rocket combustion chamber that used the same design as the one used to qualify NARloy-Z. After 250 cycles and two injector failures that sent shards of metal through the chamber, the hot wall (interior) surface of the liner was pristine. The RLV programme also scaled up GRCop production for the 4,448 kN (1 M lbf) engines.
While GRCop-84 was pursued for its high strength, creep resistance, and overall life, GRCop-42 was also produced and characterised for its higher conductivity. GRCop-84 and GRCop-42 have 14 vol.% and 7 vol.% Cr2Nb, respectively. A reduction in Cr2Nb results in small performance decreases in mechanical properties but increases the thermal conductivity by 15% for GRCop-42 [2]. As life became less of a concern, this advantage has moved GRCop-42 to the forefront in AM rocket engine parts.

The fine and coarse details of powder production
The production of GRCop powders is by far the most challenging part of GRCop alloys. GRCop powder is produced through gas atomisation. GRCop must be atomised in argon. Atomisation in nitrogen can form nitrides that can initiate fracture in service. The Cr2Nb has been observed to form within seconds of melting in elemental Cu-Cr-Nb charges. It is necessary to raise the temperature to near or even above the melting point of Cr2Nb (1,733°C) to achieve a uniform melt. Normally, alumina would be used for the crucible and tundish. At these high temperatures, even a small amount of Nb reacts with alumina and fluxes the crucible, which adds detrimental oxide particles to the powder. These particles can serve as crack initiation sites and reduce the fatigue life of the part.
NASA GRC solved this problem by yttria coating the interior of its crucibles. Other oxides more stable than alumina can also be used as candidate crucible materials. Regardless of the crucible material, there is a need to balance the melt temperature to ensure complete dissolution of Nb while avoiding erosion of the crucible or nozzle used in atomisation. Many powder manufacturers have noted that GRCop-42 is easier to produce than GRCop-84 due to the lower melt temperature. This is another reason for the adoption of GRCop-42 into the supply chain.
Iron and oxygen contamination in the powder is a significant concern. It was observed that an iron (Fe) content of 200-250 ppm is enough to substantially reduce the thermal conductivity of GRCop-84. The Fe originated from contamination in Cr, so the material was modified to utilise a low Fe version of high purity Cr. The detrimental impact of oxygen on the thermal conductivity of copper alloys has long been recognised. Once oxygen content exceeds 1,000 ppm, Cr and Nb oxides are formed, which reduce ductility and other mechanical properties. Since some degree of oxygen pickup is inevitable during AM, the powder specification requires an oxygen content of less than 500 ppm. Given the high surface area of the GRCop powders and presence of relatively reactive Cr and Nb, there is a risk of oxygen uptake even when the powders are stored in sealed containers. Consequently, it became essential to handle the powders in inert environments, such as argon and vacuum conditions. During the handling and manufacturing of GRCop, any changes in colour, such as darkening, should be regarded as indicative of oxygen absorption. If the GRCop powder turns blue or purple, you have an expensive paperweight.
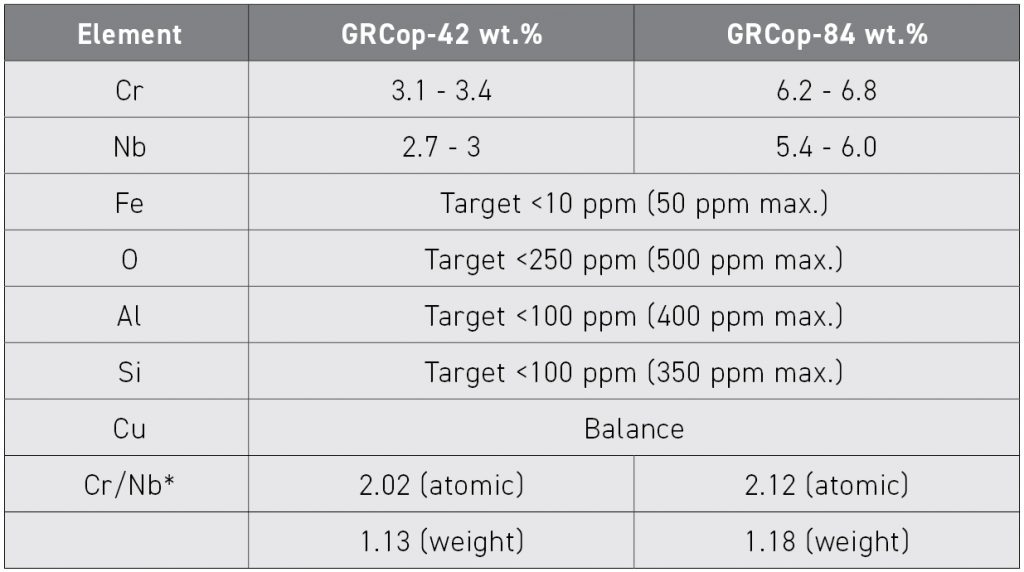
In the production of GRCop alloys, the variability in the amount of Cr2Nb is manageable, but it is crucial to carefully control the Cr to Nb ratio. The composition of Cr2Nb can vary depending on temperature and cooling rate. Based upon the Cr-Nb phase diagram, important compositional constraints have been identified. The first constraint is the maximum Nb that can be present in Cr2Nb. If Cr2Nb is rich in Nb, the Nb activity is at its peak, and the Cr2Nb will be susceptible to hydrogen embrittlement, similar to Nb. This is a concern in hydrogen-based application since it can lead to rapid failures.
The other important constraint pertains to the maximum allowable Cr content within Cr2Nb (Fig. 4). At this specific composition, the Nb activity is minimised. Low Nb activity ensures that GRCop is not vulnerable to hydrogen embrittlement. This specific composition corresponds to a Cr to Nb ratio of 2.05 on an atomic basis. Beyond this ratio, there is a possibility to have an excess of Cr dissolved in the Cu matrix. The consequence of this excess Cr is a reduction in conductivity at room temperature. However, when the temperature is raised above 500°C, the surplus Cr begins to precipitate as elemental Cr. This results in a mild strengthening effect and maximum thermal conductivity. At higher operating temperatures, overaging of the Cr precipitates occurs and their beneficial effects are lost.
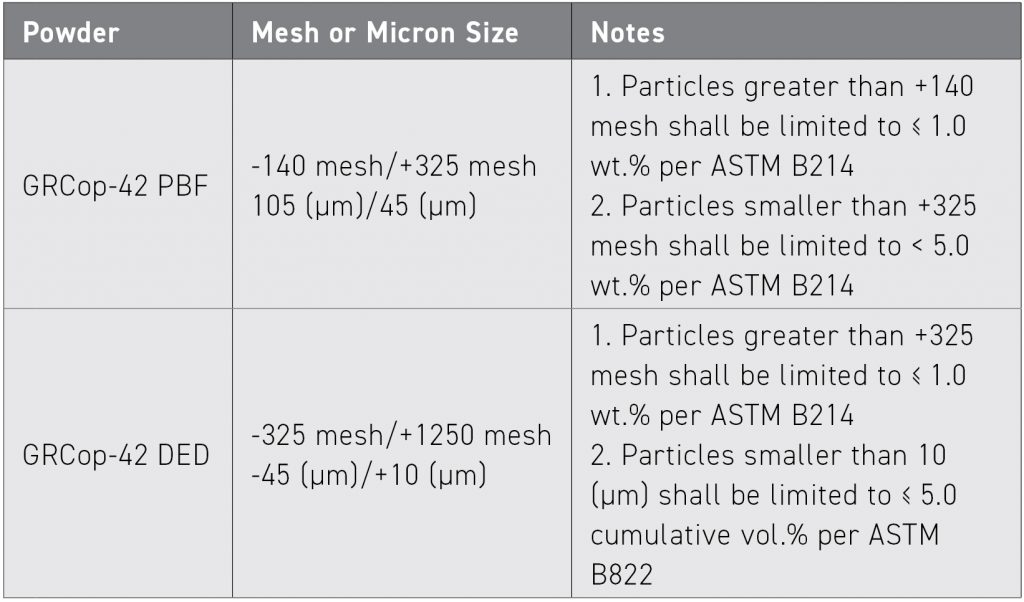
The Cr to Nb ratio shown in Table 1 must be met to obtain the benefits of the GRCop alloys. It is permissible to combine powder lots, but it’s crucial that each lot adheres to the composition specifications on an individual basis. It is not acceptable to mix a lot with high Cr with a lot with high Nb, as this can lead to the formation of both niobium hydride and Cr precipitates. Similarly, a lot with elevated oxygen levels will introduce oxide particles into the part regardless of the overall oxygen concentration in the blended feedstock.
Maintaining the 2.05 Cr to Nb ratio is a challenge because the dissolution of Nb into liquid Cu is slower compared to Cr. Additionally, the maximum amount of Nb that can be dissolved at any given temperature is lower than that of Cr, based upon the Cu-Cr and Cu-Nb phase diagrams. This necessitates raising the melt temperature, which adds complexity to both melting and the atomisation process. Additionally, the volatilisation of Cu and Cr also becomes a significant issue. While achieving the desired chemistry is difficult, NASA has collaborated with multiple vendors to successfully atomise GRCop powders [3].
GRCop proves exceptional in AM
GRCop chamber liners were originally produced by Powder Metallurgy techniques such as hot extrusion and Hot Isostatic Pressing (HIP) to create feedstock and near net shapes [4]. Extruded material could be rolled into plate and formed into a liner using forging, friction stir welding, and metal spinning. Machining and closeout of the cooling channels were still necessary to make the liner. Drawing to make tubing for the RL-10 family of engines was also successfully demonstrated. Unfortunately, losses were high, with up to 95% of the starting material being scrapped. No viable recycling method for the scrap was ever developed.

Additive Manufacturing of GRCop allows for the creation of a chamber with integral cooling channels directly into the part, which significantly reduces waste material and process steps compared to traditional combustion chamber manufacturing. This allows for rapid iterations during the development cycle and has made combustion chamber technology more accessible to industry and academia.
The NASA Low-Cost Upper Stage Propulsion (LCUSP) project played a pivotal role in advancing the Additive Manufacturing of GRCop-84 and the validation of PBF-LB GRCop-84 liners and jackets through hot-fire testing. It also showcased the ability to achieve a >60% cost saving and remarkable 3X reduction in lead time versus the same thrust cell made concurrently by conventional subtractive manufacturing.
NASA’s current Rapid Analysis and Manufacturing Propulsion Technology (RAMPT) project focused on maturing the GRCop-42 alloy through supply chain improvements, component development with hot fire testing, and publicly-available properties. Collaborative efforts with commercial space partners culminated in a successful flight test that marked a significant milestone in the alloy’s application and development.
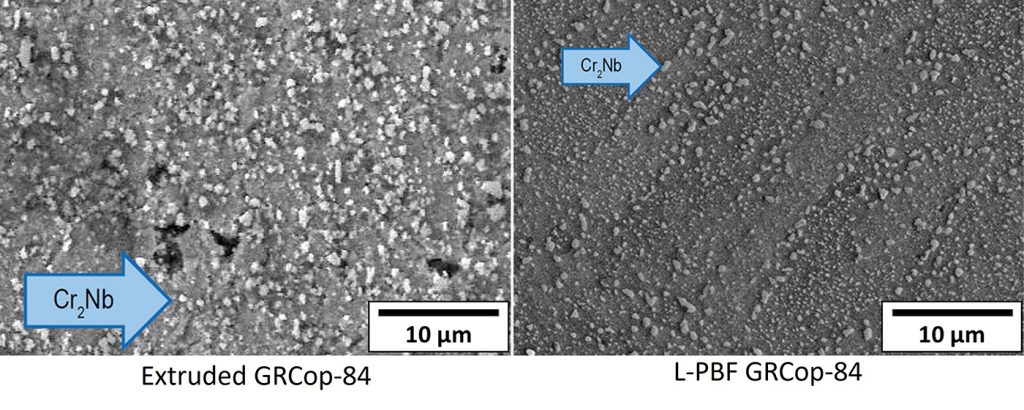
GRCop was developed ahead of the rise of metal AM but has proven well-suited to PBF-LB and powder/laser Directed Energy Deposition (DED). AM has proven to be advantageous for enhancing the mechanical properties of GRCop alloys. In laser AM processes, the refinement of Cr2Nb particles occurs and increases strength from Orowan strengthening. The breakup of agglomerated particles or the remelting and precipitation of finer particles, depending on build parameters, contributes to this strengthening phenomenon. The LCUSP project showcased the positive impact of these finer Cr2Nb particles achieved through the AM process by demonstrating substantial improvements in mechanical properties (Fig. 6) [5].
Unlike the challenges with PBF-LB AM of many copper-based alloys, GRCop exhibits ease of manufacturing. Pure copper has high reflectivity in the near-IR wavelengths commonly used for AM processes. As much as 75% of the laser energy can be reflected. Above room temperature, the reflectivity of copper diminishes rapidly, which enables greater energy absorption. Consequently, melting the powder bed without overheating the melt pool becomes a challenging task. It has been hypothesised that the Cr2Nb in GRCop absorbs the laser energy more effectively and indirectly heats the copper. This phenomenon jump-starts the heating of GRCop powder from room temperature. As a result, lower laser power can be employed, and the risk of keyholing is reduced compared to other copper alloys.

GRCop alloys have been successfully fabricated on a range of machine platforms with diverse layer heights and recoater types. The typical volumetric energy density for GRCop-42 builds falls within the range of 75-95 J/mm3, though this can vary based on the specific machine configuration. Additionally, various scan strategies have been employed, including continuous, stripes, and checkered patterns. Despite variations in parameters and configurations across different machines and processes, the mechanical and thermophysical properties of GRCop alloys remain consistent with only minor variations measured during extensive testing.
![Fig. 8 Water flow test to confirm powder removal from internal cooling channels [5] (Courtesy NASA)](http://www.metal-am.com/wp-content/uploads/sites/4/2024/01/fig-08-1024x636.jpg)
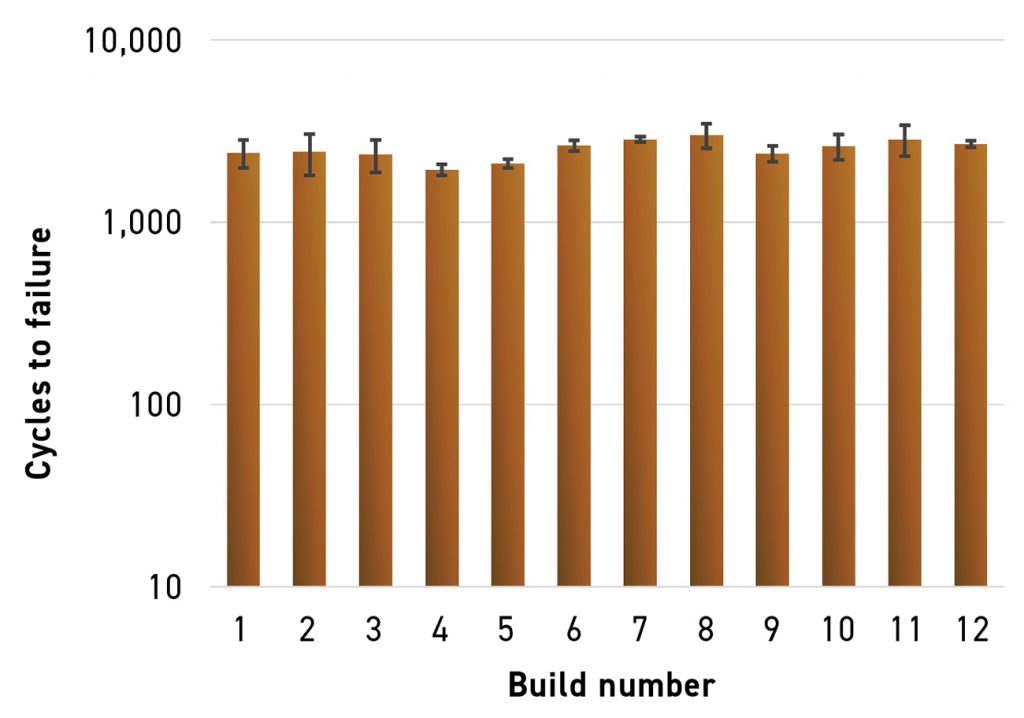
Another advantage of AM GRCop is reduction of waste due to the ability to recycle the powder. Research indicates that GRCop can be recycled at least twelve times without compromising room temperature tensile or low cycle fatigue properties (Fig. 9). While the properties remain robust, there is a reduction in powder flowability as indicated by changes in avalanche energy, avalanche angle, and break energy.
The proof is in the properties
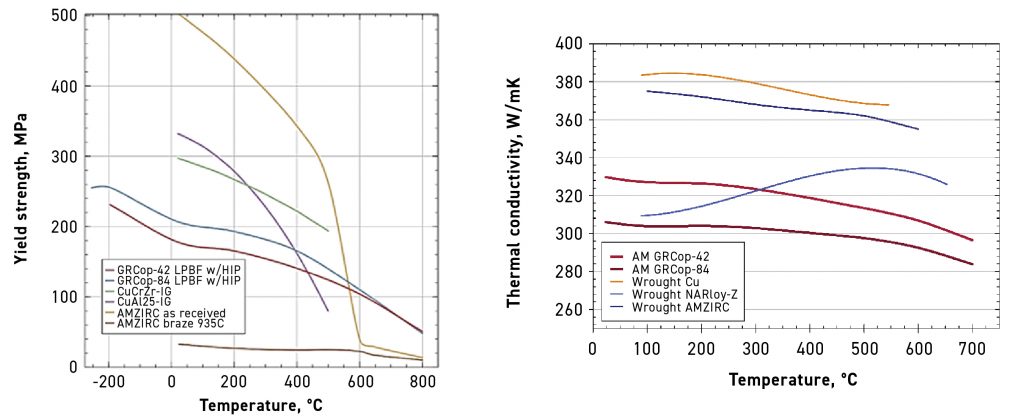
The primary benefit of GRCop alloys as compared to other copper alloys is increased performance at high temperature. At elevated temperatures, the strengthening mechanisms used in other copper alloys often become ineffective. In contrast, GRCop-42 can maintain its strength for sustained durations at service temperatures approaching 700°C and limited life applications above 700°C (Fig. 10).
AMZIRC (C15000) is a precipitation-strengthened Cu-0.15 wt.% Zr alloy that is commonly aged and cold worked. Cold worked AMZIRC has substantially higher strength than GRCop alloys at room temperature but loses strength after annealing and overaging. In one study, AMZIRC and GRCop-84 were heat treated at 935°C to simulate a brazing operation. While the GRCop material was hardly affected, the AMZIRC lost up to 90% of its room-temperature yield strength [6].
GRCop-42 achieves a much higher conductivity than GRCop-84 with only a small reduction in strength. Higher conductivity serves to decrease the hot wall temperature and increase the temperature of the liquid fuel, which improves engine performance in expander cycle engines. AMZIRC and Cu-Cr-Zr (C18150) have higher thermal conductivity than GRCop-42 but require solution and aging heat treatments to control precipitate size and distribution. These heat treatments are typically performed near the operating temperature of combustion chambers, so the properties of C-18200 and C-18150 can degrade during thermal exposure. In practice, this limits these alloys to operational temperatures of 250-350°C, with excursions above 500°C causing overaging and annealing if cold worked. These result in reductions in strength and other mechanical properties of 90% or more.
The thermal stability of the GRCop microstructure enables a larger variety of post processing and joining options. Typically, GRCop undergoes HIP treatment after the build. This step serves to stress relieve the parts and close any minor porosity. AM builds of GRCop consistently achieve greater than 99.7% density and, in most cases, exceed 99.9% depending on the specific process parameters. In other copper alloys, a high temperature HIP or stress relief could damage the microstructure. GRCop can withstand these treatments and other high temperature processes such as brazing and welding.
NASA has advanced GRCop applications further by demonstrating bimetallic and multi-metallic AM techniques [7]. This allows for the deposition of superalloy structural jackets and integral nozzles with continuous cooling passages onto the GRCop liner using DED processes or Cold Spray AM. This approach leverages the properties of different metals to enhance the overall performance and functionality of the components (Fig. 11).
Rocket engine combustion chambers pose a challenging chemical environment for materials. The local conditions within the combustion chamber can swiftly transition from oxidising to reducing and vice versa due to flow instabilities in the fuel and oxidiser. Cyclic oxidation at elevated temperatures can induce blanching and cause erosion, crack formation, and the transformation of the material into a low-conductivity copper sponge. In cyclic oxidation studies at 600°C, NARloy-Z and AMZIRC were both oxidised severely [8]. Under the same conditions, GRCop-84 forms a stable protective oxide layer that prevents further blanching. This allows extended use of GRCop alloys under these harsh conditions.
A critical factor impacting the reusability of combustion chambers and heat exchangers is low cycle fatigue (LCF) of thin-walled cooling channels through which coolant or cryogenic propellant flows. During each firing of the rocket, the channel walls experience thermal expansion and high strains. Due to the liner being constrained, this expansion induces high thermal stresses and plastic deformation. Over repeated cycling, the liner wall could eventually rupture. GRCop alloys exhibit lower coefficient of thermal expansion (CTE) in comparison to other copper alloys. This characteristic implies that for a given hot wall temperature, GRCop liners experience lower fatigue strains and thermal stresses.
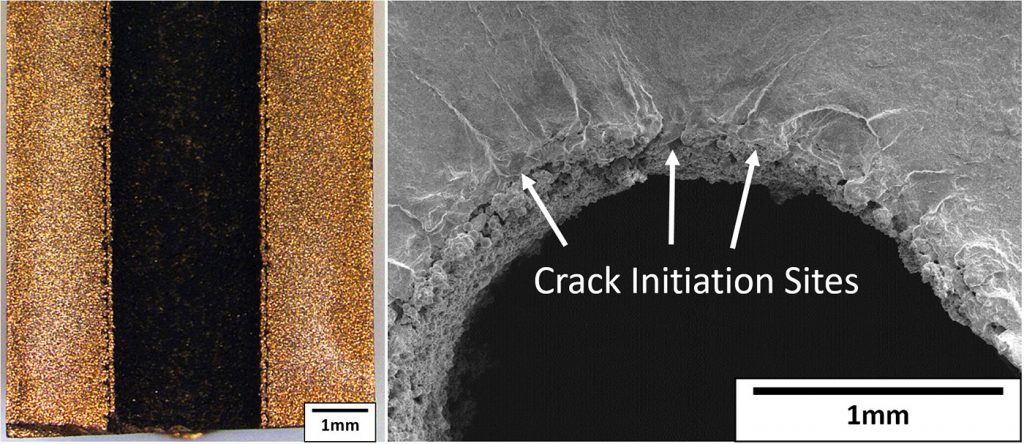
LCF testing has demonstrated that GRCop samples can endure hundreds of cycles at 2% strain and tens of thousands of cycles at 0.7% strain [9]. NASA conducted investigations into the LCF performance of GRCop-84 tubes to understand the effect of the as-built surface inside of PBF-LB cooling channels. Cracking consistently initiated at flaws in the as-built interior surface and led to reduced fatigue life. Various surface enhancement processes are being developed to improve the interior surface finish of AM GRCop parts.
Both GRCop-84 and GRCop-42 exhibit similar performance in LCF. However, if the same design is applied to chambers made from both materials, the higher thermal conductivity of GRCop-42 would result in lower hot wall temperatures. This improves material performance and transfers more energy to the fuel, which is critical for increasing pressures and performance in expander cycle engines (Fig. 12).
In reusable rocket engines, where high temperatures and extended operating times are prevalent, the creep performance of the material becomes crucial. The liner must resist thermal stress as well as pressure exerted by the propellants inside the cooling passages for prolonged periods. GRCop-84 samples fabricated using PBF-LB were shown to have creep lives one or two orders of magnitude higher than wrought counterparts.
In the Additive Manufacturing of many materials, the processing parameters are tuned to refine the grain structure of the final part. However, in the case of GRCop alloys, the grain structure is primarily controlled by the size and spatial distribution of Cr2Nb particles. Copper grains grow until they are pinned by Cr2Nb particles, which leads to a self-controlled grain size of 1-3 µm in GRCop-84 and 2-5 µm in GRCop-42. When Cr2Nb is well-distributed, the grain size remains within the range of 1-5 µm, irrespective of laser parameters or thermal post processing. This phenomenon explains the consistent properties observed across different AM machines.
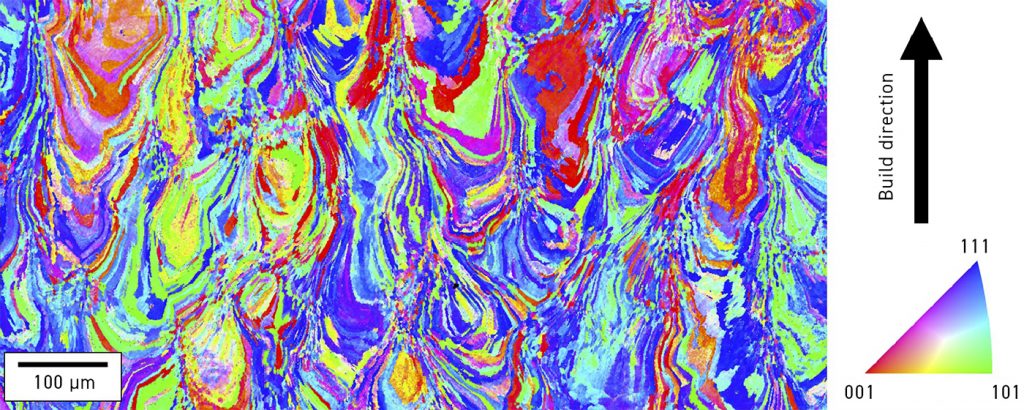
An additional potential benefit observed with AM GRCop alloys is related to the solidification process, which results in highly-textured grains elongated in the build direction. During the solidification process, Cu atoms come together into a cubic lattice structure to form grains. The cube face diagonal aligns with the build direction and creates a crystal texture for the grains. Even after the HIP process, the grains maintain the same crystallographic texture instead of becoming randomly oriented like most recrystallised wrought metals [13]. The solidification process also causes the grains to be elongated along the build direction, creating metallographic texture. Due to anisotropy in the material, a designer may take advantage of a strong crystallographic direction by specifying a build orientation, like a woodworker who carefully orients wood grain. Most AM GRCop samples are tested in the build direction, which is near a weak <101> copper orientation. As a result, the reported values are slightly conservative, and there may be additional benefits in mechanical properties in other orientations.
Processing details that matter
GRCop-42 has been built using a variety of parameter sets, different machine platforms, configurations, and even AM processes. GRCop adheres well to Inconel 625 or Inconel 718 build plates, which are the most compatible, although mild steel has been used. The typical process uses stainless steel build plates with a 1 mm thick alloy 625 or 718 bond layer to promote adherence of the GRCop.
Typical powder distributions are 10-50 µm for PBF-LB and 45-105 µm for DED. Specifics are listed in Table 2. To maintain the quality of GRCop powder, it should be stored under vacuum or in an inert atmosphere to prevent oxidation. After usage, recycled powder should undergo sieving to eliminate agglomerations and spatter particles larger than 45 µm. During powder handling and storage, it is crucial to minimise exposure to oxygen. If a significant buildup of oxygen occurs, cubic niobium oxide particles may form. These particles can act as crack initiation sites and may react with high-pressure hydrogen.
It is speculated that the recycling of GRCop may be practically limited by the coarsening of Cr2Nb. While Cr2Nb is stable, repeated high-temperature exposure near the melt pool can eventually lead to coarsening, which may impact the material’s performance over successive recycling cycles.
Unlike many copper alloys that use heat treatment to control the size and distribution of precipitates, the stability of Cr2Nb means that traditional heat treatment methods cannot be used for refining dispersoids. For AM GRCop-42 parts, HIP is recommended while parts are still on the build plate. The Cr2Nb increases the required temperature for annealing GRCop-42 compared to wrought rolled or extruded material. A high-temperature HIP process alone is sufficient for annealing GRCop-42. However, annealing at 700-800°C for 30 minutes per 25 mm (1 inch) of part thickness is also effective. Heat treatment should be conducted in a vacuum or a protective atmosphere such as Ar-3% H2. During HIP, parts are commonly covered in stainless steel or tantalum foil to further limit oxidation.
Despite these precautions, some surface oxide may form. This can be addressed by introducing a small amount of hydrogen to the furnace to create a reducing environment, or using a cleaning solution such as a mixture of ammonium hydroxide and hydrogen peroxide, or a citric or phosphoric acid-based solution.
The culmination of a career: paving the way for future exploration

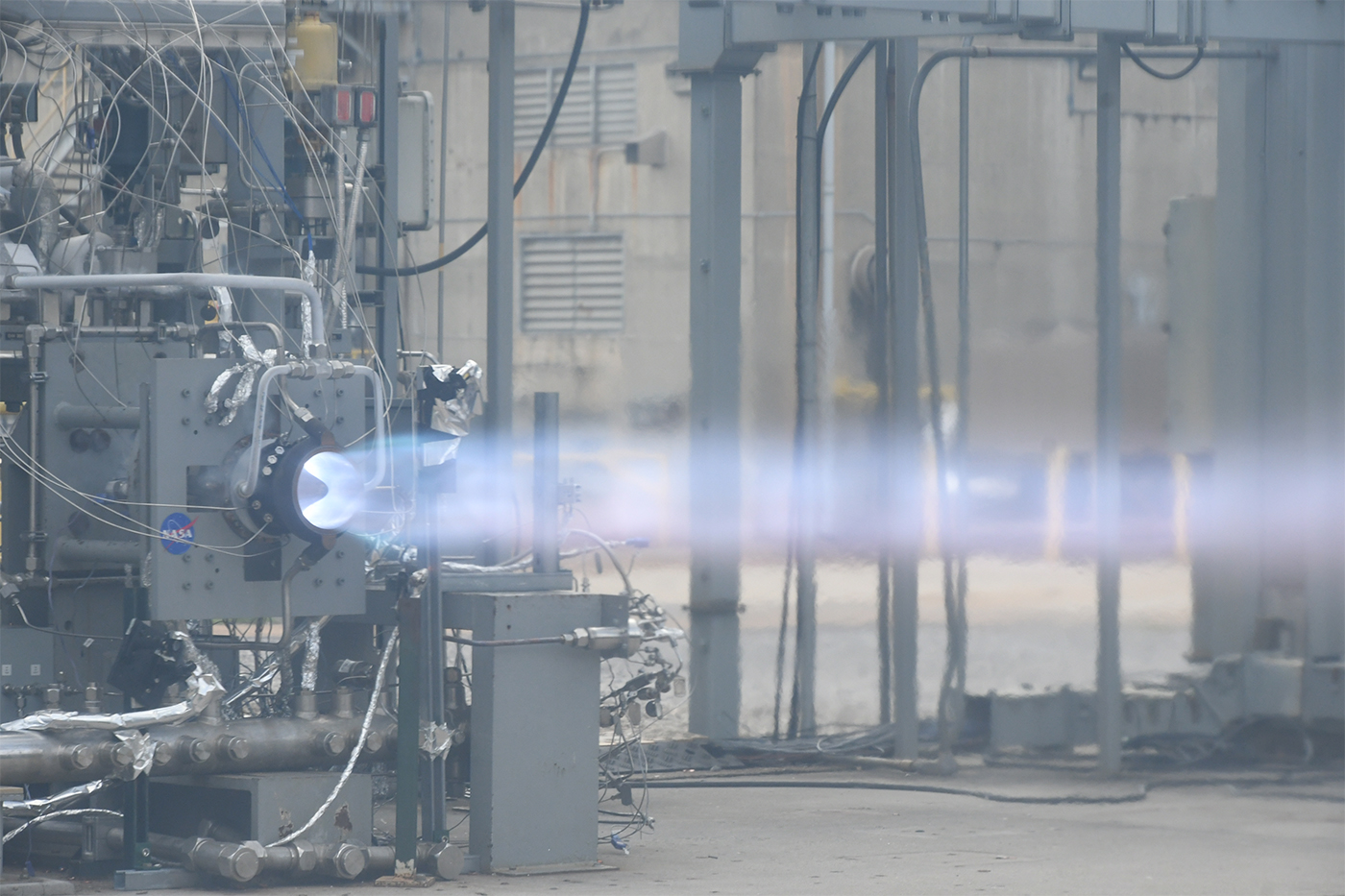
Dr Ellis’ work on GRCop-42 and GRCop-84 began in 1987 and culminated with the launch of the first rocket with GRCop-42 in 2023. Over the course of his career, he witnessed NASA conduct hot-fire testing on numerous GRCop combustion chambers that accumulated well over 60,000 seconds of operation and thousands of starts. Commercial space has embraced the use of GRCop and conducts daily testing of chambers that contributes significantly to the material’s maturation. In collaboration with industry partners, Dr Ellis played a pivotal role in transitioning AM GRCop-84 and GRCop-42 from the lab to production at an increasing scale. Notably, PBF-LB GRCop-42 has been flight proven on the Aeon 1 engine by Relativity Space (Figs. 2, 14), which showcases the maturity of the processes he dedicated much of his career to developing.
As the demand for higher-performance engines grows, a material’s ability to withstand ever higher hot wall temperatures become crucial. GRCop exhibits excellent high-temperature mechanical properties, high thermal conductivity, high performance in low cycle fatigue, and long creep lives at temperatures exceeding the capabilities of other copper alloys.
NASA’s ongoing efforts involve collaborating with industry to advance AM GRCop-42 combustion chambers and feedstock production. Initiatives aim to optimise cost savings through supply chain advancements and increased build rates. Evaluation of green and blue lasers is underway to enhance build rates by improving energy absorption.
While the aerospace industry faces challenges in qualifying complex, AM components, the use of bimetallic AM techniques and advanced alloys like GRCop-42 complicates qualification but offers remarkable cost reduction and performance improvements. AM GRCop-42 is also enabling advancements in entirely new propulsion technologies, such as the rotating detonation rocket engines (RDRE). Applications beyond the aerospace industry, such as fusion reactors, are being considered. AM GRCop alloys have the potential to be used in any high temperature, high heat flux application.
Dr Ellis’ success in developing GRCop alloys highlights the profound impact of fundamental materials science research on the aerospace industry. As he enters retirement, he can witness the layer-by-layer construction of GRCop as a symbol of humans’ step-by-step progress in returning to the moon and eventually exploring Mars. His legacy underscores the transformative power of dedicated materials research, aligning with the broader journey of human space exploration.
Acknowledgements
Lynn Machamer, Ken Cooper, Christopher Protz, John Fikes, Alison Park, the MSFC and GRC team, and various industry vendors and collaborators that helped NASA advanced GRCop alloys and continue to mature the supply chain.
Authors
Austin Whitt
Associate Researcher, NASA Glenn Research Center
David Ellis
Materials Research Engineer, NASA Glenn Research Center (Retired)
Paul Gradl
Principal Engineer, NASA Marshall Space Flight Center
References
[1] D L Ellis and G M Michal, “Precipitation strengthened high strength, high conductivity Cu-Cr-Nb alloys produced by chill block melt spinning,” NASA CR, 1989.
[2] D L Ellis and G M Michal, “Mechanical and Thermal Properties of Two Cu-Cr-Nb alloys and NARloy-Z,” NASA CR, 1996.
[3] P Gradl, O R Mireles, C Katsarelis, T M Smith, J Sowards, A Park, P Chen, D C Tinker, C Protz, T Teasley, D L Ellis and C Kantzos, “Advancement of extreme environment additively manufactured alloys for next generation space propulsion applications,” Acta Astronatuica, vol. 211, pp. 483-497, 2023.
[4] D L Ellis, “GRCop-84: A High-Temperature Copper Alloy for High-Heat-Flux Applications,” NASA TM, 2005.
[5] P R Gradl, S E Greene, C S Protz, D L Ellis, B A Lerch and I E Locci, “Development and Hot-fire Testing of Additively Manufactured Copper Combustion Chambers for Liquid Rocket Engine Applications,” AIAA/SAE/ASEE Joint Propulsion Conference, 2017.
[6] H C de Groh III, D Ellis and W Loewenthal, “Comparison of AMZIRC and GRCop-84,” Copper for the 21st Century, 2005.
[7] P R Gradl, C S Protz, D L Ellis and S E Greene, “Progress in Additively Manufactured Copper-Alloy GRCop-84, GRCop-42, and Bimetallic Combustion Chambers for Liquid Rocket Engines,” 70th International Astronautical Congress, 2019.
[8] L Thomas-Ogbuji, D L Humphrey and J A Setlock, “Oxidation-Reduction Resistance of Advanced Copper Alloys,” NASA CR, 2003.
[9] P R Gradl, C Protz, K Cooper, C Garcia, D Ellis and E Laura, “GRCop-42 Development and Hot-fire Testing Using Additive Manufacturing Powder Bed Fusion for Channel-Cooled Combustion Chambers,” AIAA/SAE/ASEE Joint Propulsion Conference, 2019.
LAST MONTH’S MOST-READ ARTICLES












