


System 3R: Bridging critical gaps in the Additive Manufacturing workflow to enable serial production
In conventional subtractive manufacturing process chains, components move efficiently throughout a production chain using pallets and standard referencing and clamping systems, enabling parts to be automatically processed by a variety of technologies as they move through a facility. GF Machining Solutions’ System 3R division has leveraged its expertise in this area to create a tooling solution tailored to Laser Beam Powder Bed Fusion (PBF-LB) production. As Dogan Basic, Product Manager AM, explains, this optimises workflow, increasing the potential for AM automation and, as a result, for successful series production. [First published in Metal AM Vol. 6 No. 4, Winter 2020 | 10 minute read | View on Issuu | Download PDF]
In the world of machine tools, and within industrial processes linked to machining and automation, it is common to encounter pallet handling. This process allows a pallet, on top of which the final application has been fixed, to move efficiently throughout a production chain using standard referencing and clamping systems.
In industry, an infinite number of different products can be manufactured with a wide variety of machines and solutions – thus, tooling flexibility is essential. Key benefits of pallet handling are reduced machine setup times, constant repeatability of work cycles, and reduced machine downtime due to human error.

Now well established in an ever expanding range of industrial fields, metal Additive Manufacturing, and specifically Laser Beam Powder Bed Fusion (PBF-LB), is advancing as a viable technology for serial production. This brings new challenges, such as the need for greater integration with other technologies in the manufacturing production chain and increased automation. In order to achieve high quality and productivity in serial production, manufacturers must ensure the highest levels of process repeatability and reliability.
Unfortunately, even those AM manufacturers which have integrated AM automation technology to the most advanced levels currently available often still use manual processes for some post-finishing operations, whether due to the absence of tooling or the use of equipment that has not been sufficiently adapted for AM process automation. This creates a wide range of constraints that can negatively impact the cost-effectiveness of metal AM.
These complications begin with the setup inside the Additive Manufacturing machine, where the absence of tooling necessitates manual build plate attachment and levelling. Dismantling the build plate can also be tricky because of the unscrewing operation inside a powder environment.
Yet the real issues come into focus during the post-processing stage: AM parts are often produced with lightweight and bionic geometries, making handling and clamping a very complex procedure. These shapes require the production of dedicated fixtures, as they generally cannot be mounted directly into a vice or other standard clamping tool.
In order to enable the automation of AM part finishing, it is therefore advantageous to keep the part linked to an individual, easy-to-clamp pallet which enables pallet-handling automation. Only once most processing operations are complete is the part separated from the pallet. This provides the added value of facilitating part referencing across the complete process chain.
Without tooling solutions designed for AM workflows, the advanced design and production possibilities for series production offered by technologies such as PBF-LB may remain out of reach.

AM tooling solutions from System 3R
GF Machining Solutions, which includes milling, tooling and AM technology in its broad portfolio of manufacturing technologies, has partnered with manufacturers to develop complete, end-to-end AM workflows for serial part production. This includes the use of products that it has developed through its System 3R tooling business, which draws on the brand’s long experience in the development of advanced pallet and automation systems for industry.
Through its collaboration with several Additive Manufacturing machine makers, System 3R has developed a complete AM tooling portfolio that enables users to avoid the problems that can arise when tooling is not optimised for AM. These solutions are designed to handle production across the entire AM workflow by addressing challenges that are specific to AM parts production, and deliver the necessary repeatability for serial production, even under the harshest conditions.

With these solutions in place, high temperatures, powder-filled environments and potential build plate deformations no longer pose a barrier to effective pallet handling and the efficient production of the highest-quality parts. The System 3R tooling portfolio consists of several individual components, each of which has been fully optimised for its use case to allow manufacturers easy access to the advantages of AM.
These solutions also serve as the hardware that links together GF Machining Solutions’ full AM workflow, showcased with 3D Systems in the DMP Flex 350 and the DMP Factory 500 machines.
The Delphin TableTop Chuck
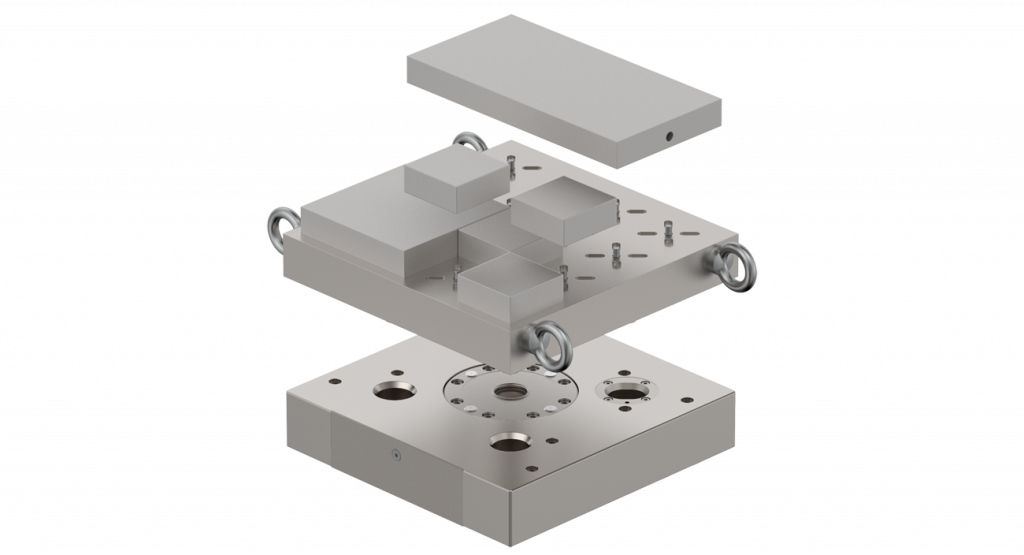
Designed for use within the build chamber of the DMP Flex 350, the Delphin TableTop Chuck was developed to enable an operator to set up build plates within one minute (See Fig. 1 and 2, where the TableTop Chuck is the lowest component in the system). A protective cover keeps screws clean for ease of use, while a direct interface with System 3R’s build plate solution, the BuildPal, minimises the tooling height to enable the largest possible build area.
Much of the ease of setup comes from the use of simple drawbars, designed to enable zero-point clamping. The hole pattern enables a wide range of configurations, but the most important benefit is the ability to maintain very precise positioning. Furthermore, by acting as the central point for holding build plates or System 3R’s AMCarrier system, any stresses produced during the build process are kept from influencing the machine table.

AMCarrier
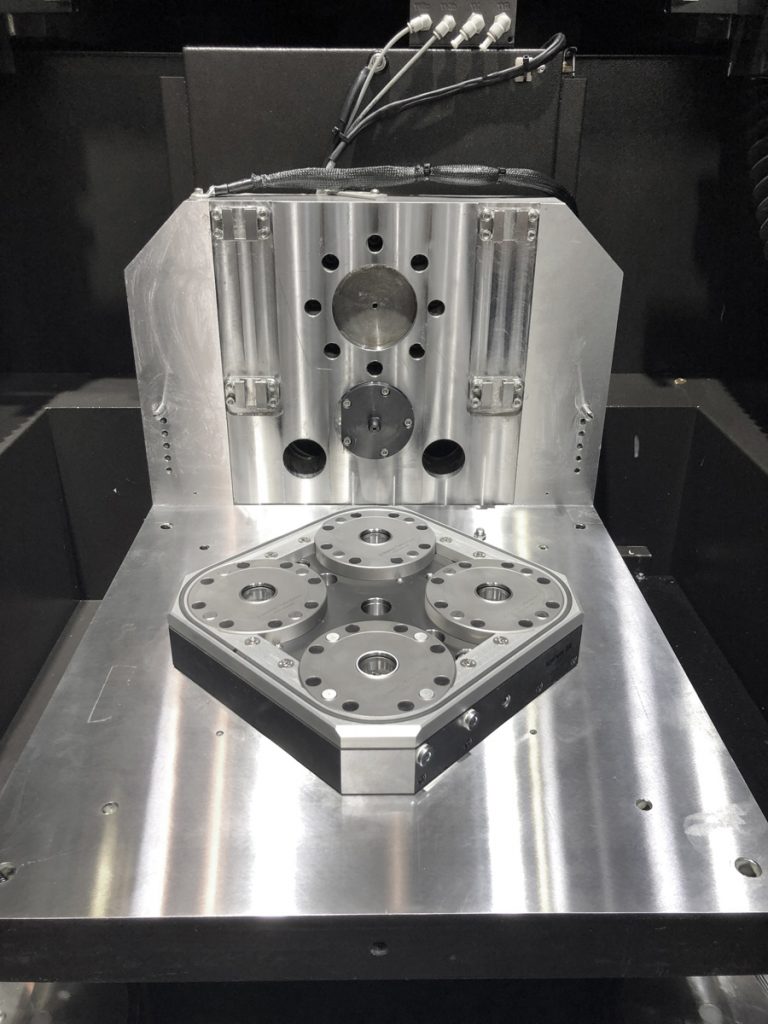
The heart of the System 3R AM tooling system is the AMCarrier (Fig. 3, lowest component), which links the chucks and the build plates (or BuildPal, visible with parts attached in Fig. 3). Its pin grooves allow build plates to be mounted to the AMCarrier in a number of positions, as well as being an effective system for clamping preforms to carry out hybrid part production. Unlike a simple pallet, however, the AMCarrier is designed specifically to work in concert with the System 3R BuildPal, the AM tooling portfolio’s build plate, to compensate for deformation caused during the build process.

A patented elastic solution creates a semi-rigid work environment that can adjust throughout the build process. This significantly extends the life of the build plates and prevents issues that can require longer refurbishing processes.
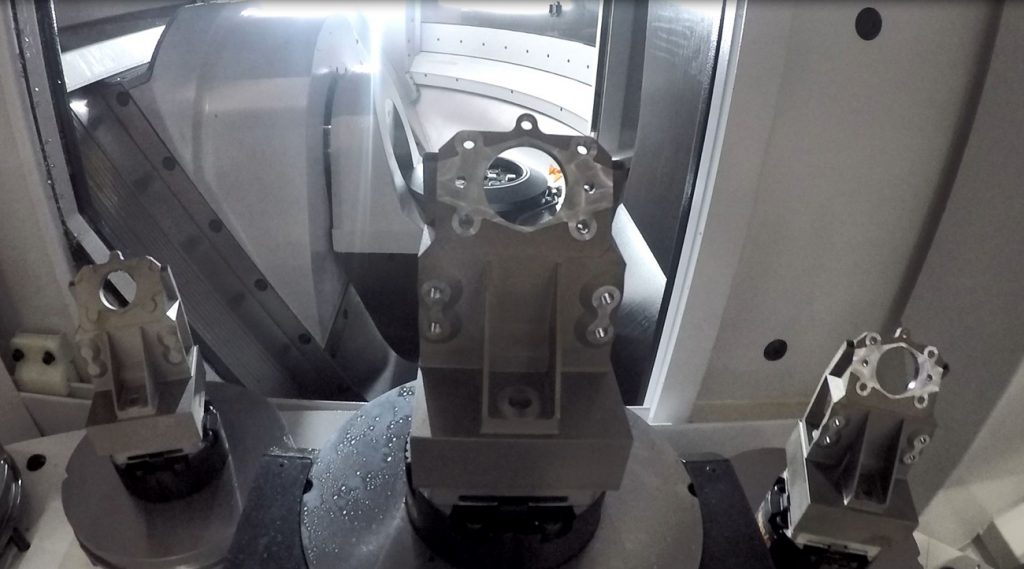
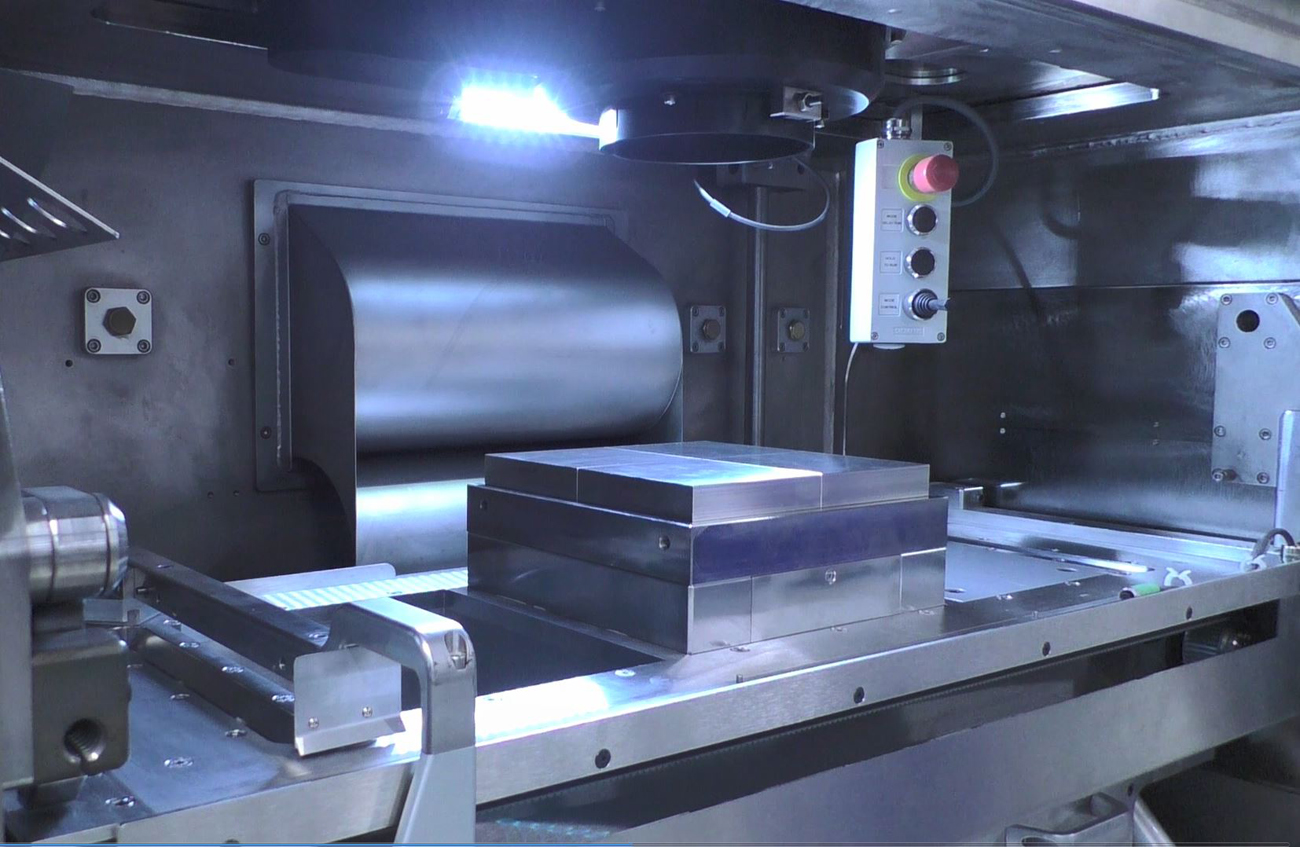
The AMCarrier also acts as the workholding solution for the AgieCharmilles CUT AM 500 wire-cutting Electrical Discharge Machining (EDM) machine. Following post-processing, the AMCarrier unit can be fitted onto the CUT AM 500’s tilting table, which flips the parts 180° to separate them from the build plates (Fig. 4). This separation process creates a fine, EDM-finished surface, and prevents any damage to the parts or build plates for improved process stability.
BuildPal
System 3R’s BuildPal build plates give the system its advanced flexibility and help to maintain reference points, even in advanced AM production strategies or across automated workflows. In order to maximise the productivity of PBF-LB machines, build plates must accommodate multiple parts, so the BuildPal is available in a range of sizes and materials that can be configured directly on the Delphin TableTop Chuck or the AMCarrier.
For instance, the 273 mm x 273 mm surface of the AMCarrier for the DMP Flex 350 features sixteen pin and groove positions. Using fastening pins and position or guide pins, BuildPal pallets ranging in size from 63 mm square to the full 273 mm can be affixed to the AMCarrier.

As a result, individual parts can be handled easily via their pallets without separation prior to finishing, maintaining reference positions for later processes. This also simplifies automation to a considerable degree. An example of this kind of pallet handling is an aerospace bracket case study developed with 3D Systems and showcased at Formnext 2019 (Figs. 5, 6). Thanks to topology optimisation, the weight of the satellite bracket, additively manufactured in titanium, was reduced.
Post-processing
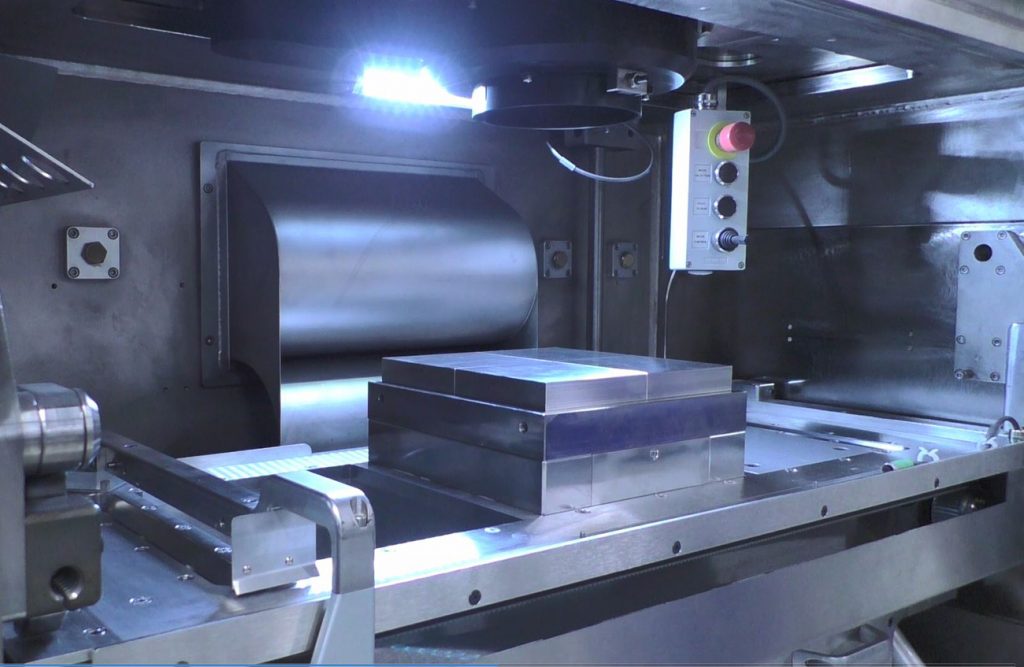
Metal AM can offer surprisingly fine finishes, but, in most cases, parts will require post-processing. Naturally, this means that the workholding in the milling machine must be compatible with the rest of a manufacturing process chain. The System 3R DelphinCompact baseplate serves as an ideal solution for this workholding application, as it can hold the complete AMCarrier with all BuildPals for single-setup finish machining.
In addition to the AMCarrier, DelphinCompact baseplates accommodate a variety of other chucks and workholding options for various production environments. A diverse range of drawbars can be used to accommodate different types of post-processing, from EDM to grinding and beyond.
Manual chucks and pneumatic chucks can be used when appropriate, and with System 3R chucks, it can be possible to hold numerous parts, such as 3D-printed dental bridges, at once for setup time reduction.
The DelphinCompact baseplate is also generally used for BuildPal refurbishment. Thanks to the regular maintenance of reference points, refurbishing operations are simple, and, following this process, the BuildPals can be used again. In combination with palletised automation, even this step can be conducted unattended, allowing for completely automated work cells.
Software for AM tooling
While System 3R AM tooling links the GF Machining Solutions AM workflow in terms of hardware, the software that makes this system work is 3DXpert® from 3D Systems. Thanks to the 3DXpert software, everything from the design stage to the finished part is managed with a single interface. The software also manages the production of preforms and post-processing using Mikron Mill technology.
Additionally, System 3R also offers software that can help manufacturers optimise their AM workflow, especially when it comes to linking the entire process through automation.
Conclusion
AM has gone from a niche area of research to an advanced solution for serial production in a number of industries in a matter of years. However, the automation solutions required to make this technology viable at even low-volume production levels have only recently started to appear, including GF Machining Solutions’ holistic, end-to-end AM workflows.
The technology remains complex. Indeed, simply dealing with AM-grade metal powder can be a challenge without automated modules. The critical piece of the jigsaw necessary to link all of the various machines together to form a single part-production system is effective tooling. With its AM tooling portfolio, System 3R provides that critical piece, and with it, truly seamless production which makes AM technology more widely applicable than ever before.
Contact
Urs Markwalder, B. Sc. ZFH
Product Manager
GF Machining Solutions AG
TU System 3R
Wilerstrasse 98
CH-9230 Flawil
Switzerland
Tel: +41 71 394 13 69
[email protected]
www.system3r.com
TK Mold and the production of ‘hybrid’ mould inserts
The use of AM as optimised by System 3R was used to great effect at TK Mold’s factory in Shenzhen, China. Using an end-to-end AM workflow developed with GF Machining Solutions and 3D Systems, TK Mold achieved significant cost savings – and a cycle time reduction for its injection moulds.
The company’s hybrid manufacturing approach depended on both the DMP Flex 350 – enabling the manufacture of advanced conformal cooling channel inserts in moulds for end products, thereby establishing precise locations on mould preforms with respect to build platform – and System 3R AMCarrier Tooling.
For more information, see the article ‘Hybrid inserts for mould and die production: How workflow optimisation can help make the business case for AM’ in the Autumn 2020 issue of Metal Additive Manufacturing.
LAST MONTH’S MOST-READ ARTICLES












