


Reducing residual stress with 500°C build chamber preheating for ‘first time right’ PBF-LB
According to Germany's Trumpf GmbH + Co. KG, preheating the substrate plate in Laser Beam Powder Bed Fusion (PBF-LB) to 500°C brings significant advantages in serial production: complex parts are more likely to be built successfully on the first try, design freedom increases, there is little residual stress and no cracks – and, for the first time, high-carbon alloy parts can be built reliably, without cracks, to a density comparable with their conventionally produced counterparts. Here, the company shares the results of tests demonstrating the advantages of 500°C preheating, and introduces the technology making it possible for manufacturers to integrate this step into their PBF workflow, and reap the benefits. [First published in Metal AM Vol. 6 No. 3, Autumn 2021 | 10 minute read | View on Issuu | Download PDF]

Laser Beam Powder Bed Fusion (PBF-LB) has become the most successful industrial AM process for metals over the last fifteen years. However, with the rapid success and gradual establishment in series production, the demands placed on the process by industrial companies are also increasing. In addition to the general desire for shorter production times, there is, in particular, a demand for higher part quality and more reliable initial production – even complex parts should succeed right from the start without any approximation tests.

These requirements can be met – by heating the substrate plate up to 500°C. Currently, preheating to 200°C is the industrial standard. This is a compromise between the advantage of inducing less residual stress by preheating on the one hand, and the disadvantages of a longer cooling time and possible problems with powder recycling on the other. In this article, we will demonstrate that this compromise is no longer necessary, and that a significantly higher preheating temperature is both reasonable and possible.
Trumpf has been able to show in tests that, by preheating to 500°C, higher quality titanium alloy parts (especially Ti64Al4V) can be achieved, by reducing residual stress. High-carbon-containing alloys such as H11 and H13 can also be processed using PBF-LB for the first time. This is of particular interest to the tool and die industry, which prefers H11 and H13, and can benefit significantly from PBF-LB due to its special production processes. The results of these tests will be discussed in this article (Fig. 1).
Further, we will discuss how to integrate the preheating technology into the manufacturing process such that the utilisation of the PBF-LB machine is maximised and – despite the high temperatures involved – any residual metal powder can be recycled without problems.
Reducing residual stress in titanium alloys
Titanium alloys for Additive Manufacturing are in high demand in the aerospace, energy and medical industries. However, residual stresses and distortion frequently pose a problem in the PBF-LB of titanium alloys, especially when manufacturing large, high-volume components. In the case of volume cracks (i.e., typically at the edges or supports), large temperature differences occur, and, therefore, irregular heat dissipation. This induces thermal residual stress in the part: it can distort, delaminate during the PBF-LB process or afterwards (i.e., detach itself from the substrate plate by curving or lifting) and sometimes even exhibit cracks.

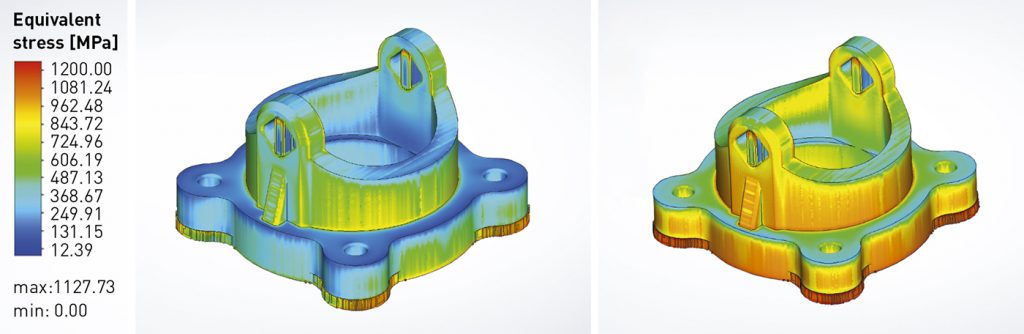
An effective antidote is to keep the top of the substrate plate at a temperature of 500°C throughout the building process. This is because the increased preheating temperature reduces the thermal gradients (i.e., the drops and increases in temperature) – for example, at the edges. Secondly, it lowers the yield strength. The combination of these two factors results in a reduction of residual stress during PBF-LB Additive Manufacturing.
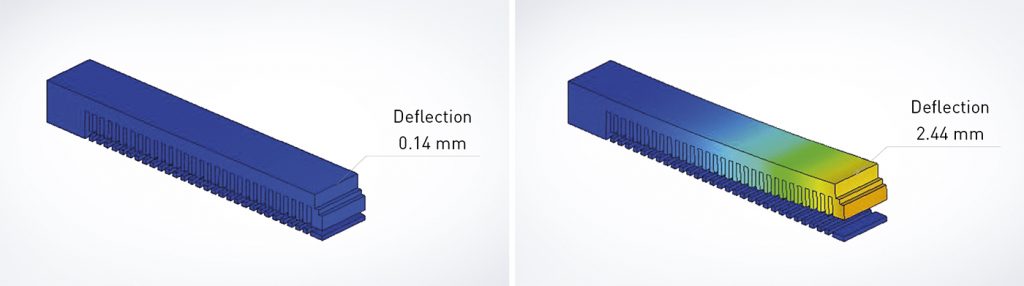
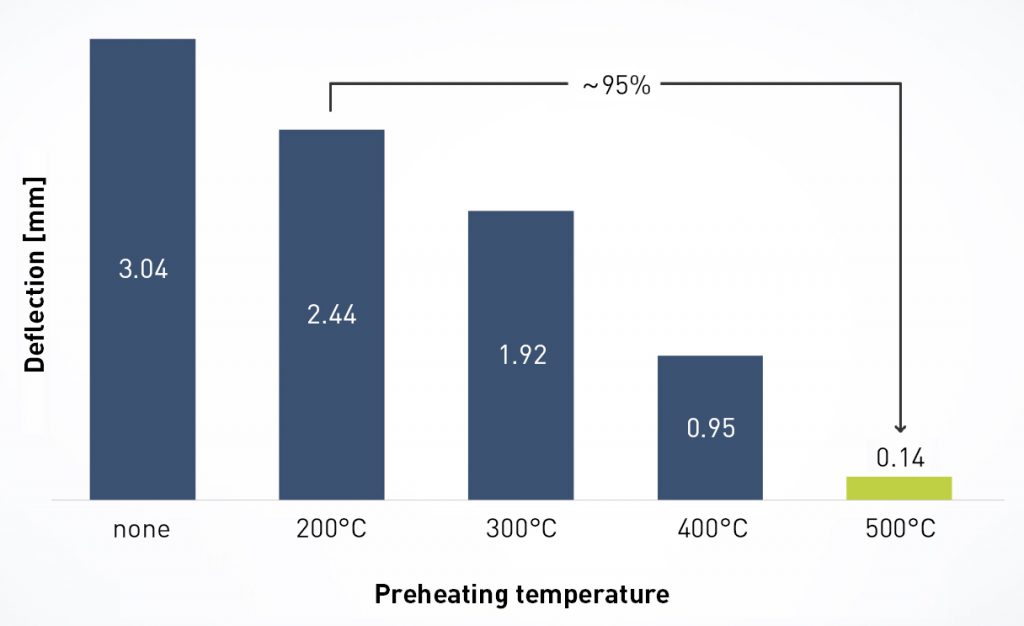
Studies showed that 500°C preheating in PBF-LB reduces deflection by 95% compared to the current industry-standard 200°C preheating (Figs. 2–4). This reduced thermal stress increases geometric accuracy, having positive consequences both before the build process and afterward. In the design phase, many support structures and simulation steps that were previously needed to prevent deformation, delamination and cracking can be eliminated. This increases design freedom and, as a result, also reduces the amount of post-processing required, as fewer supports have to be removed.
The advantages of 500°C preheating apply to all part geometries. Although the heat distribution inside a part is variable depending on the part geometry, Trumpf was able to show in tests that high-temperature processing has the same positive effects in all cases.
Achieving reliable, crack-free high-carbon alloys
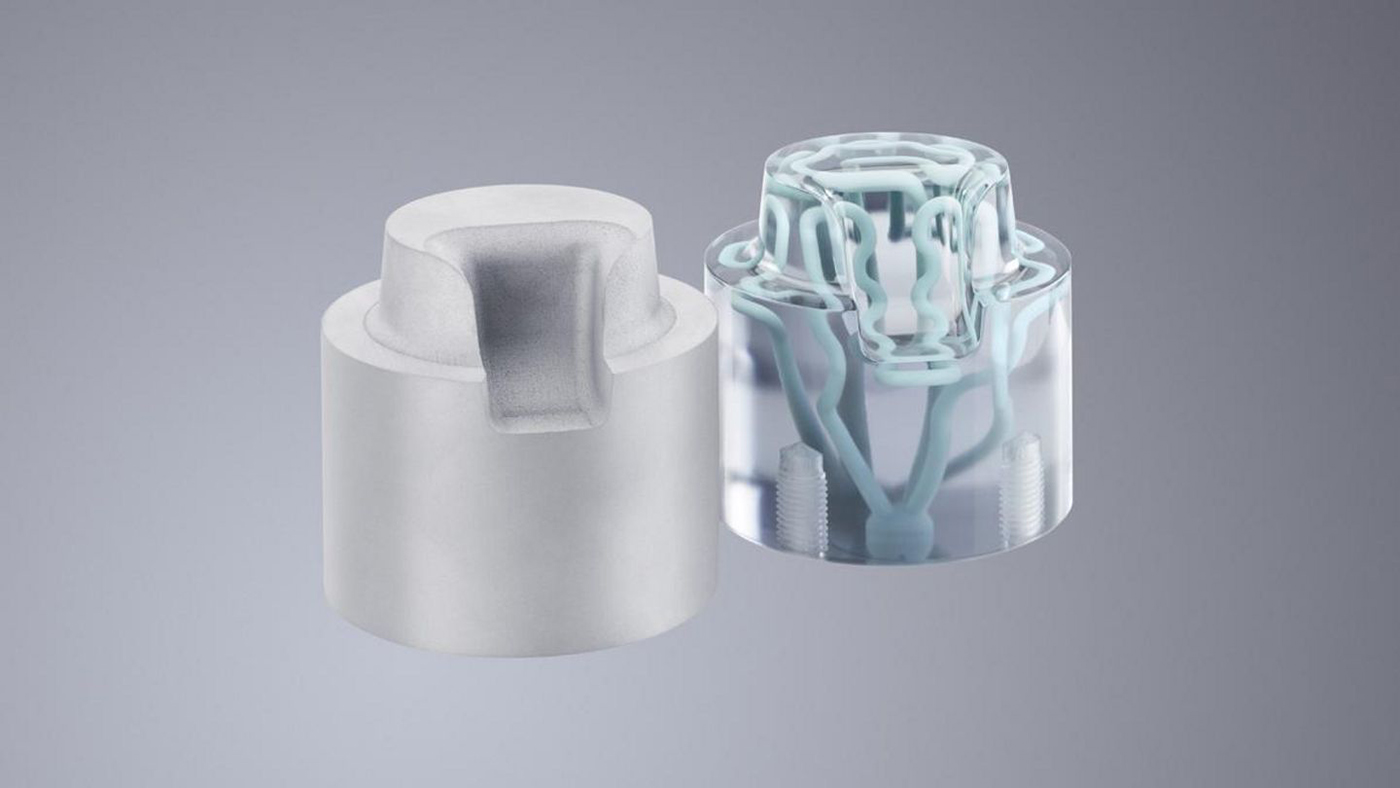
PBF-LB brings many advantages to the production of injection moulds or mould inserts for the injection moulding industry. Firstly, it is a highly economical process for such tasks, and secondly, it allows for the installation of complex, internal cooling channels which improve the cooling properties of the tools and moulds. But there is one problem: the industry prefers tooling made of carbon steels such as H11 (1.2343) or H13 (1.2344), because they are highly wear-resistant and polishable. However, if H11 or H13 is additively manufactured by PBF-LB with a preheating of 200°C, which has been common up to now, hard and brittle martensite forms during the short cooling phase. As a result, cracks often form in the component. Many components made of H11 or H13 can therefore only be additively manufactured at great expense, making this unprofitable.
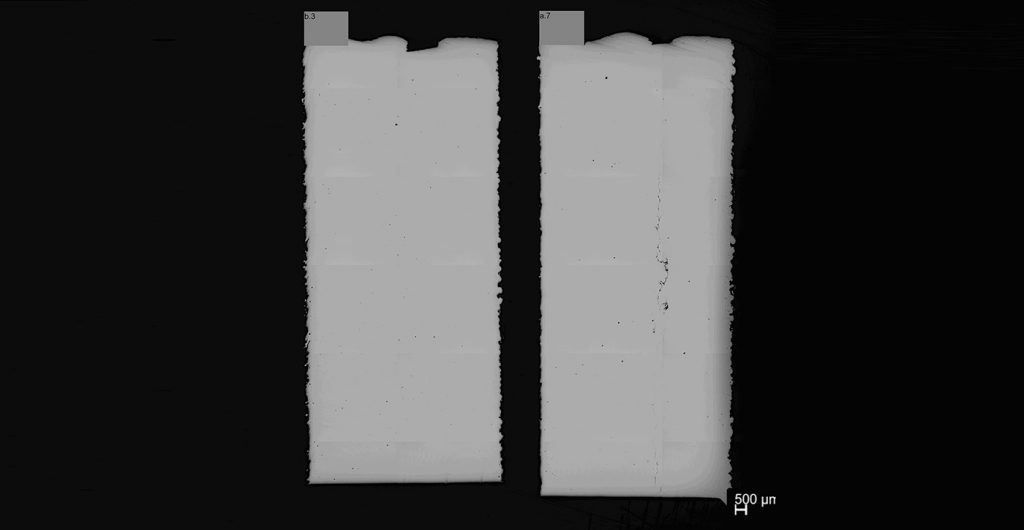
Preheating to 500°C removes this limitation. The higher base temperature slows down the cooling process, making it smoother and, thus, preventing the formation of undesirable martensite. Microscopic examinations showed that additively manufactured H11 components, created using PBF-LB after preheating to 500°C, have a density of up to 99.99% (Fig. 5). They also come close in strength and hardness close to conventionally produced H11 components. As a result, they are also highly polishable (Fig. 6).

High machine availability and powder recycling
Higher preheating means a longer cooling phase – up to twenty hours, depending on the component. This presents a potential drawback, as it could result in long machine downtimes. However, a suitable overall concept can prevent this drawback; Trumpf offers its proven exchangeable cylinder principle for the TruPrint 5000, which is capable of preheating to 500°C.

Using Trumpf’s exchangeable cylinder principle, the PBF-LB process takes place in an exchangeable build cylinder. Once the build is complete, the build cylinder is moved to a separate cooling station, allowing the PBF-LB machine to be reloaded immediately with a new build cylinder (and a full powder supply cylinder if required) and process the next build job.
Another possible disadvantage of 500°C preheating could be the poorer recyclability of the powder: since higher temperatures lead to stronger oxidation, this could reduce the recyclability of titanium alloy or H11 powders. Trumpf has also developed a counterstrategy for this, and has been able to demonstrate its effectiveness: Using the TruPrint 5000, the process chamber and the exchangeable cylinders are flooded with argon before production starts. This results in a system atmosphere with low residual moisture and a residual oxygen content at a very low level of a few ppm (parts per million). In compression tests with H11, chemical tests showed that even after several recycling cycles, the powder had the same oxygen content as new powder. Due to the low oxidation, the powder remained very free flowing, and particles did not adhere to each other. The powder could, therefore, be removed easily and without residue, for example from cooling channels.
In the case of the titanium alloy Ti6Al4V ELI, we were able to show that the required limit value for the oxygen content could be maintained even after several cycles. In practice, it will be possible to increase this value even further by repeatedly mixing in small amounts of new powder.

Conclusion
500°C preheating for PBF-LB processes increases the design freedom and component quality for titanium alloy parts. It also reduces further processing – making it possible to produce parts true to the motto ‘first time right’. With preheating, tool steels containing carbon become reliably additively manufacturable for the very first time. Interchangeable build cylinders ensure high machine availability despite longer cooling times, and the recycling and flowability of powder are not significantly changed by high-temperature processing when the right atmosphere is used.
These results for tool steels and titanium alloys are just the beginning. Trumpf and our customers are already working on the next materials and parts that will benefit from preheating up to 500°C, or that can be processed this way for the first time. We are convinced that this will completely open up new markets.
Author
Florian Krist, Product Management Additive Manucaturing
Trumpf Laser- und Systemtechnik GmbH
Johann-Maus-Strasse 2
71254 Ditzingen
Germany
LAST MONTH’S MOST-READ ARTICLES












