


Wire Electron Beam Directed Energy Deposition (DED): Advancing productivity and sustainability in metal AM
Wire Electron Beam Directed Energy Deposition (DED-EB/W) is gaining attention as a highly efficient metal Additive Manufacturing process. Offering high deposition rates, minimal thermal distortion, and excellent energy efficiency, the process addresses two major industry challenges: productivity and resource use. As sustainability regulations tighten and demand grows for large-scale, cost-effective components, DED-EB/W presents a compelling alternative to powder-based AM systems. In this article, Bernd Baufeld and Alejandro Zamorano Reichold of Pro-beam Additive GmbH review the technology and examine its technical foundations and potential for industrial-scale adoption. [First published in Metal AM Vol. 11 No. 2, Summer 2025 | 15 minute read | View on Issuu | Download PDF]

Additive Manufacturing offers clear advantages – from cost savings in small series production to reduced machining and waste when compared to subtractive manufacturing processes. Further, AM processes offer an unrivalled design freedom. Yet barriers remain; in many cases, productivity and resource efficiency can fall short of industry’s requirements. Addressing these gaps is not only a commercial priority but a strategic and environmental imperative.
One AM technology showing significant potential in this respect is Wire Electron Beam Directed Energy Deposition, abbreviated DED-EB/W by ISO/ASTM 52900 [1], which defines general AM terminology. The process is also referred to by Pro-beam Additive GmbH as Wire Electron Beam Additive Manufacturing (WEBAM), a proprietary name used for their implementation of the technology. This article explores how the process can drive greater resource efficiency and productivity in metal AM.

This is of particular relevance given evolving EU legislation that is sharpening the industry’s focus on sustainability. The EU’s Ecodesign for Sustainable Products Regulation (ESPR) aims to improve product lifecycle performance, including material efficiency and circularity, while the Corporate Sustainability Due Diligence Directive (CSDDD) places greater responsibility on manufacturers to address environmental and social impacts across their supply chains. These measures underscore the urgency of advancing Additive Manufacturing technologies like DED-EB/W that promise higher material efficiency, reduced waste, and lower energy consumption.
Process overview
For those less familiar, Wire Electron Beam DED is an evolution of electron beam welding, using a filler wire – a process that has long been proven in industrial applications [2]. Modern electron beam-based AM machines offer beam powers of up to 30 kW, with power densities exceeding 105 W/mm² at the beam focus [2]. Belonging to the broader family of DED processes [1, 3], it has been the focus of extensive industrial and academic research [4-11].
The process operates in a high vacuum at approximately 10-⁴ mbar [2], enabling the Additive Manufacturing of highly reactive metals without the need for additional shielding gas. For reactive metals such as titanium, local shielding gas is often insufficient for creating large AM parts, necessitating either a chamber filled with inert gas, or a vacuum chamber. Commercially available vacuum chambers for electron beam welding have a volume of 630 m3 [2], while chambers of similar size filled with protective gas can be expensive and difficult to operate.

During the DED-EB/W process, a wire is melted using an electron beam, resulting in a melt bead on a base. Part of the underlying material also becomes liquid during this process. By moving the process relative to a substrate, a three-dimensional structure can be built up layer by layer. This relative movement can be accomplished either by a robot or a gantry moving the electron beam generator with the attached wire feeder, or by a multi-axis table (x, y, z, possibly turn and tilt). A combination of both methods is also feasible. Fig. 2 shows an example of a DED-EB/W machine with a five-axis table manipulator. Multi-axis manipulation and computerised numerical control (CNC) enable the creation of complex three-dimensional components such as the rocket engine demonstrator shown in Fig. 1.

Increased productivity through higher deposition rates
Electron beam technology provides an energy source with high power and high energy density. The machine shown in Fig. 2, for example, provides a maximum of 9 kW, which is generally sufficient for using a single wire feeder and exceeds the capability of many other DED technologies. Build envelopes of up to 1,400 x 1,300 x 1,100 mm are possible, enabling the production of large components.

With this level of power, it is possible to melt relatively thick wires (1.6 mm diameter) and create components at high feed rates. Table 1 summarises the maximum deposition rates achieved when building cylinders (Fig. 3). The limit in this case was the maximum wire feed rate available (12 m/min). Nevertheless, these values are very high compared to AM deposition rates commonly reported in the literature and give the opportunity to achieve improved productivity.

The mechanical properties of the high deposition rate Ni based alloy IN718 components meet application-relevant standards, showing parity with results from laser (DED-LB/W) [12] and arc (DED-ARC/W, also known as WAAM) processes [13], see Fig. 4.
![Fig. 4 Ultimate tensile strength versus elongation at fracture of IN718 DED-EB/W cylinder (11.9 kg/h), tested in vertical direction, in as-built and heat-treated condition, in comparison to data from literature for other wire DED processes [12, 13] (Courtesy Pro-beam Additive GmbH)](http://www.metal-am.com/wp-content/uploads/sites/4/2025/07/fig-04-5-1024x586.jpg)
No cracks or pores were reported in this IN718 DED-EB/W cylinder. The microstructure exhibits a fine dendritic structure with a nickel-based alloy face-centred cubic γ phase with presumably laves phase and carbides (Figs. 5a and b). The heat treatment changed the microstructure, possibly leading to γ’’ (Ni3Nb) precipitates in fine, coherent disc-shaped morphology within the γ matrix (Figs. 5c and d). These precipitates are responsible for the increase in strength by heat treatment.
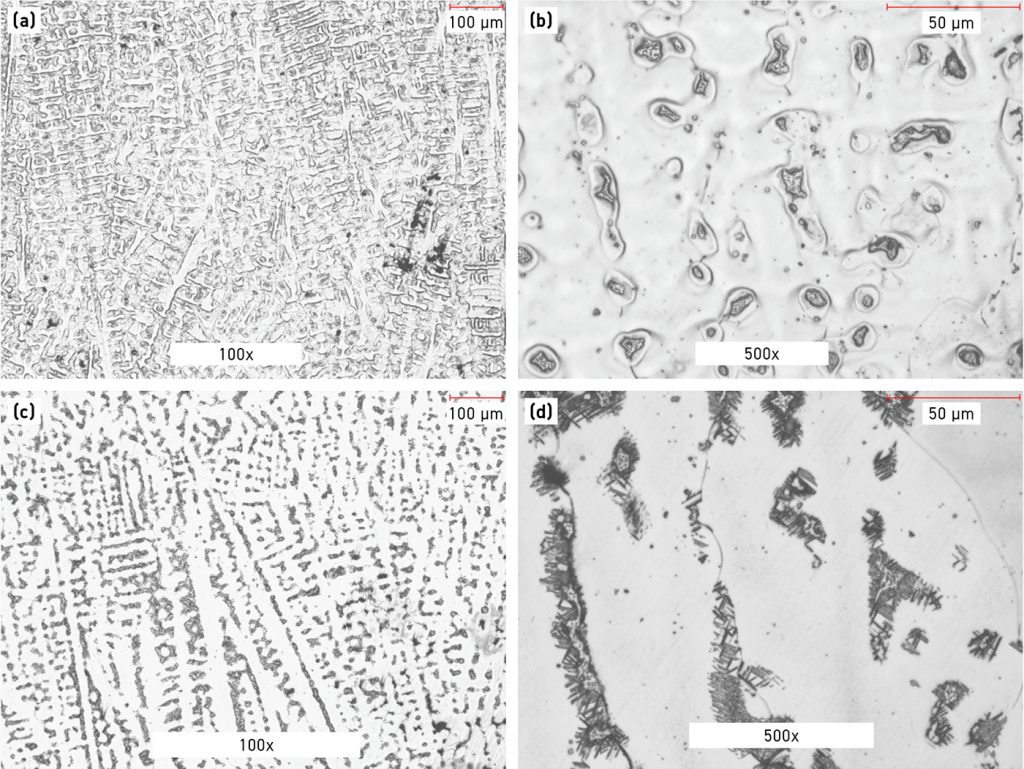
Fig. 6 shows that the mechanical performance of a high deposition rate Ti6Al4V (DED-EB/W, component A) is similar to that of a lower deposition rate (component B). Both fulfil the requirements described in AMS4999 for DED Ti6Al4V components for the aerospace industry [14].
![Fig. 6 Ultimate tensile strength versus elongation at fracture of Ti6Al4V DED-EB/W walls, tested in horizontal and vertical direction, at different deposition rates, using virgin (A, B) and recycled wire (C), in comparison to the minimum requirements described for DED Ti6Al4V components for the aerospace industry, AMS4999 [14] (Courtesy Pro-beam Additive GmbH)](http://www.metal-am.com/wp-content/uploads/sites/4/2025/07/fig-06-5-1024x644.jpg)

Managing thermal distortion
One of the key challenges in Additive Manufacturing is the generation of thermally induced residual stresses, which can result in geometric distortion. To compensate, designers often oversize the build platform and component, anticipating warpage during production. A process that reduces residual stress and thermal distortion could significantly lower material consumption and post-processing requirements, particularly machining.
The most important distortion-determining parameters are the base plate thickness, the introduced beam power, wire feed rate and the production strategy (seam sequence), as well as the preheating temperature and the insulation of the base plate.

Taking these parameters into account, it is possible to minimise the thermal distortion. Fig. 7 shows a section of a structural component for an aerospace application. Despite the extremely thin base plate thickness of 5 mm, the resulting thermal distortion is less than 2 mm.

Another method to reduce thermal distortion is to utilise a flip frame where structures can be constructed on both sides of a base plate. Fig. 8a shows a component built on a base plate attached to a flip frame. The component was flipped in high vacuum after each layer. The flipping process took approximately 1 minute. This led to the sequential counteraction of thermal distortion by the following layer from the opposite side. By doing so, the sequential counteraction significantly reduced distortion, as shown in the side view (Fig. 8b).

Increased resource efficiency
Reducing thermal distortion enhances the DED-EB/W process’s resource efficiency. Other process characteristics also contribute to improved resource efficiency. As previously mentioned, operating at high vacuum eliminates the need for shielding gas, conserving this resource. This not only benefits the environment but also reduces costs, particularly for large-scale components.
Another reason for DED-EB/W’s improved resource efficiency is that, compared to blown powder laser DED, wire DED technology produces significantly less material waste. In the case of blown powder DED, a substantial portion of the powder either bounces off the part surface, is carried away by shielding or carrier gas, or lands outside the intended deposition area. Such waste does not occur in the case of wire-based DED.
However, the largest contributor to the overall cost and environmental impact of AM is often its energy consumption. The energy input from the electron beam into the workpiece, however, occurs with a high efficiency of 90-95% [15]. This technology is very efficient as the energy is absorbed directly in the workpiece by the transformation of the kinetic energy of the electrons into heat (no scattering by air or optical systems). Contrary to that, laser beam technology suffers energy losses due to reflection, scattering and optical losses. This leads to an efficiency in laser beam welding of ~30-50% [16]. Raute et al. [17] have compared DED-EB/W with blown powder laser DED and have shown a better performance of the electron beam process, which is primarily due to the significantly lower energy requirement of the machine, being only around a third of DED-LB. A direct comparison of the processes via the life cycle assessment shows that DED-LB generates approximately three times the emissions across all environmental indicators compared to DED-EB [17].
In the case of materials with high light reflectivity, such as copper, DED-EB/W offers enhanced efficiency compared to DED-LB due to differences in energy transfer processes. In DED-EB/W, the kinetic energy of the electrons is converted into process heat, which is highly efficient [1]. Conversely, with a conventional infrared laser on pure copper, as much as 98% of the laser power is reflected and lost to the process [18]. Recent developments in lasers have reduced reflectivity to 45% for green lasers and 30% for blue lasers [19, 20].
Another way to enhance resource efficiency is to use wire produced from recycled materials. In wire-based DED, however, only virgin (or ‘primary’) wire is typically used. Substituting this with recycled wire could improve the environmental footprint of the process while also lowering material costs. One example investigated is a titanium alloy recycled wire, which was a cored wire that differed significantly in its structure from a standard homogeneous solid virgin wire. The recycled wire consisted of a laser-beam longitudinally welded outer skin made of virgin titanium and an inner filler material made of alloy powder from recycled stocks. The average composition of skin and filler material was Ti6Al4V.
The challenge of applying cored wire for DED-EB/W is that the trapped gases in the cored wire are released when the wire melts in the vacuum and expand extremely quickly, potentially leading to splatter in the process and pores in the component. With an appropriate process adaptation, however, it is possible to achieve relatively dense DED-EB/W components (Fig. 9). As also shown in Fig. 6, component C – built using recycled titanium wire – demonstrated comparable ultimate tensile strength and elongation at fracture. These positive results open up the hope of using DED-EB/W with recycled wire for certain applications in the future.

Conclusion
Wire Electron Beam Directed Energy Deposition (DED-EB/W) offers a high-potential path to more productive and resource-efficient metal Additive Manufacturing. With deposition rates up to 13 kg/h, energy efficiency nearing 95%, and the ability to process reactive and reflective metals without shielding gas, it outperforms many established DED technologies in both throughput and environmental impact. The potential to use recycled wire further strengthens its case. As sustainability regulations tighten and cost pressures rise, DED-EB/W aligns well with industry’s evolving priorities and has the potential to reshape expectations for AM at scale.
Authors
Bernd Baufeld, Senior Expert
Alejandro Zamorano Reichold, R&D Engineer
[email protected]
Pro-beam additive GmbH
Gilching, Germany
www.pro-beam.com/en
References
[1] ISO Standard Terminology for Additive Manufacturing – General Principles – Terminology (ISO/ASTM 52900:2015(E))
[2] Schulz H (2018) Electron beam welding, DVS media, Düsseldorf
[3] International Organization of Standardization, Additive manufacturing – General principles: Part 2: Overview of process categories and feedstock (ISO 17296-2:2015(E))
[4] Taminger K, Hafley RA (2003) Electron beam freeform fabrication: A rapid metal deposition process, Proceedings of the 3rd Annual Automotive Composite Conference
[5] Taminger K (2009) Electron beam freeform fabrication. Advanced Materials & Processes 167.11-12:45-46.
[6] Salo R, Lachenberg K (2015) Electron Beam Additive Manufacturing Fabrication – Advantages & Processing Methods. Paper presented at the 3rd International Electron Beam Welding Conference, Chicago, 2015
[7] Keist JS, Palmer TA (2016) Role of geometry on properties of additively manufactured Ti-6Al-4V structures fabricated using laser based directed energy deposition. Materials & Design, https://doi.org/10.1016/j.matdes.2016.05.045
[8] Baufeld B, Widdison R, Dutilleul T, Bridger K (2016) Electron beam additive manufacturing at the Nuclear AMRC. E+E 51(5-6):25-31
[9] Węglowski M, Błacha S, Pilarczyk J, Dutkiewicz J, and Rogal L (2018) Electron beam additive manufacturing with wire – Analysis of the process. AIP Conference Proceedings 1960, 140015. https://doi.org/10.1063/1.5035007
[10] Fuchs J, Schneider-Bröskamp C, Enzinger N (2018) Wire-based additive manufacturing using an electron beam as heat source Welding in the World 62:1-4. https://doi.org/10.1007/s40194-017-0537-7
[11] Zamorano Reichold A, Baufeld B (2024) The potential of wire electron beam additive manufacturing of copper. Prog Addit Manuf 9:1417–1423. https://doi.org/10.1007/s40964-023-00488-7
[12] Silze F (2021) DED-LB Applications of DED-LB with wire in repair, funtionalisation and additive manufacturing, 74th IIW Annual Assembly and International Conference https://oscar-plt.de/wp-content/uploads/2024/09/2021_IIW_OSCAR-PLT.pdf. Accessed 07 May 2025
[13] Baufeld B (2012) Mechanical Properties of INCONEL 718 Parts Manufactured by Shaped Metal Deposition. J. of Materi Eng and Perform 21:1416–1421. https://doi.org/10.1007/s11665-011-0009-y
[14] AMS4999B (stabilized 2024) Titanium Alloy Direct Deposited Products 6Al – 4V Annealed
[15] Woeste K (2005). Elektronenstrahlschweißen metallischer Werkstoffkombinationen. Aachen: Shaker Verlag. ISBN: 3-8322-4063-2.
[16] Ream SL (2004). Laser welding efficiency and cost: CO2, YAG, fiber, and disc. In: ICALEO 2004: 23rd International Congress on Laser Materials Processing and Laser Microfabrication. San Francisco, USA. DOI: 10.2351/1.5060242
[17] Raute J, Beret A, Biegler M, Rethmeier M (2024) Life cycle assessment in additive manufacturing of copper alloys – comparison between laser and electron beam. Weld World 68, 3169–3176. https://doi.org/10.1007/s40194-024-01856-9
[18] Jiang Q, Zhang P, Yu Z et al. (2021) A Review on Additive Manufacturing of Pure Copper, Coatings, 11(6), 740; https://doi.org/10.3390/coatings11060740
[19] Hori E, Sato Y, Shibata T et al. (2021) Development of SLM process using 200 W blue diode laser for pure copper additive manufacturing of high density structure Available to Purchase, Special Collection: Proceedings of the International Congress of Applications of Lasers & Electro-Optics (ICALEO 2020) J. Laser Appl. 33, 012008 (2021) https://doi.org/10.2351/7.0000311
[20] Siva Prasad H, Brueckner F, Volpp J. et al. (2020). Laser metal deposition of copper on diverse metals using green laser sources. Int J Adv Manuf Technol 107, 1559–1568 https://doi.org/10.1007/s00170-020-05117-z

LAST MONTH’S MOST-READ ARTICLES












