


Obstacles to the adoption of metal AM by small- and medium-sized enterprises
It is no secret that metal Additive Manufacturing still faces significant challenges that stand in the way of broader adoption in industry. Aside from AM service providers, very few small- to medium-sized enterprises have brought metal AM in-house; many lack the capabilities, knowledge and resources to do so, even if the will is there. In this article, Olaf Diegel, Noah Mostow and Terry Wohlers discuss the complex, and often multi-faceted, obstacles that stand between AM and its wider global adoption, and how those obstacles can be addressed and resolved in order to clear the path to achieving the technology’s full market potential. [First published in Metal AM Vol. 7 No. 1, Spring 2021 | 10 minute read | View on Issuu | Download PDF]
According to the data collected and analysed for publication in Wohlers Report 2021, the Additive Manufacturing industry grew by 7.5% in 2020 despite the coronavirus (COVID-19) pandemic. When examining the growth across the broader industry, the bulk of metal AM expansion has been by large companies. Except for service providers, few small- and medium-sized enterprises have adopted metal AM. The Additive Manufacturing industry faces challenges that stand in the way of broader industry adoption of metal AM. Most of these challenges are complex and involve multiple factors; some obstacles have sub-challenges that interconnect with one-another.
Powder Bed Fusion (PBF) is currently the most popular method of metal AM. The process involves a laser or electron beam energy source that scans across layers of powder and selectively melts the material. The scanning is a linear process in which the laser must ‘hatch’ all material that needs to be melted. A part is made up of hundreds or thousands of layers, typically 20–100 µm (0.0008 – 0.004 in) in thickness. To estimate build time, one can multiply the number of layers in a part by the time it takes to process one layer.

Binder Jetting (BJT) is another metal AM process receiving considerable attention. It is used mostly for small parts due to shrinkage that occurs during a secondary sintering process. For small parts designed for this process, it has the potential for wide acceptance due to the promise of high processing speeds and lower costs.
Speed, cost and scalability
The start-to-finish metal AM process is slow compared to most conventional methods of manufacturing metal parts. Ten hours is considered a short build time for a batch of parts using AM. This excludes the time needed to prepare the machine, remove the parts after manufacturing and post-process them. Build times can often be 40–100 hours, sometimes stretching to hundreds of hours.
Post-processing is also often a slow and labour-intensive process. Research and development programmes are underway to automate parts of the process. The relatively slow build speed of PBF-LB is one of its biggest barriers and a primary contributor to its high cost, making it difficult to justify it for anything but relatively small parts and/or limited production runs.
“The relatively slow build speed of PBF-LB is one of its biggest barriers and a primary contributor to its high cost, making it difficult to justify it for anything but relatively small parts and/or limited production runs.”
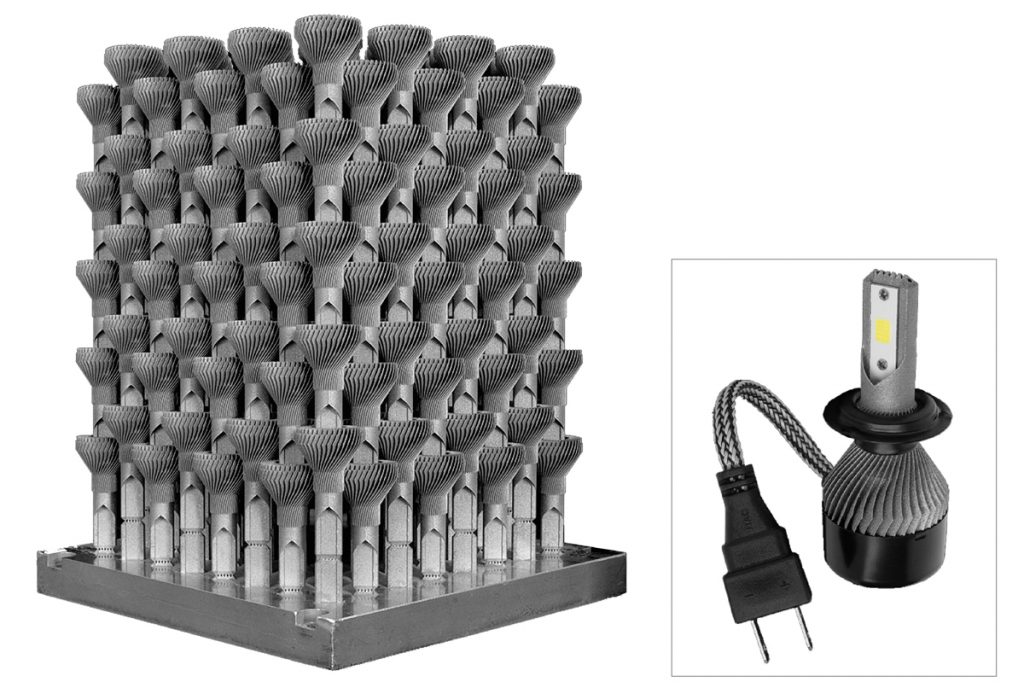
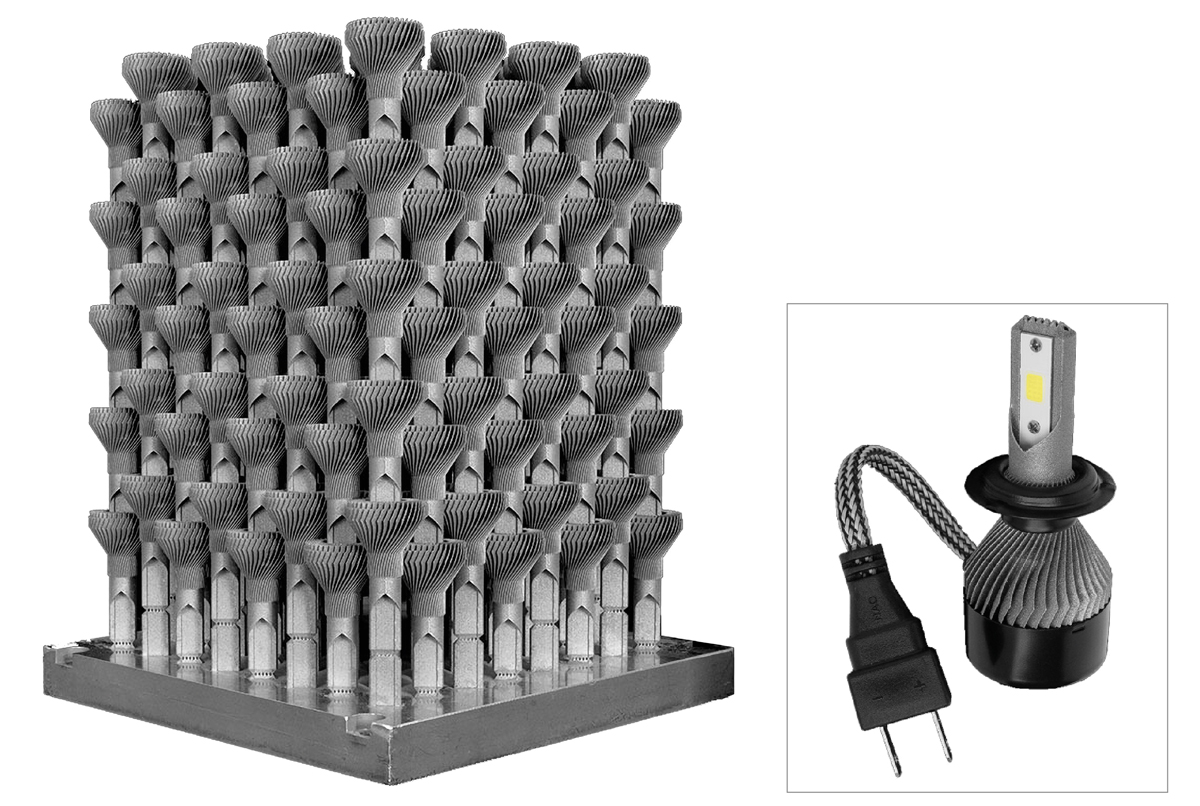
The scaling of production volumes is impacted greatly by machine speed. Suppose it is possible to produce 100 parts on a machine in twenty-four hours; if the project requires 1,000 parts per day, the job would need the capacity of ten machines. The average selling price of a metal AM system was $467,635 in 2020, according to Wohlers Report 2021, so the job would require in the range of $4.7 million in equipment. Another approach might be to design the parts so they can be stacked vertically to fit more into the build volume (Fig. 1). This is not an option for many designs because the parts are attached (i.e. welded) to one another, making post-processing difficult or impossible. If neither approach is an option, most companies will revert to conventional methods of manufacturing.
Manufacturers are working hard to increase the speed of systems. This is usually achieved by adding more powerful and/or a greater number of lasers. In the past few years, the newest machine models often offer four or more high-powered lasers. Last year, SLM Solutions introduced a twelve-laser system. Meanwhile, EOS is developing a polymer process called LaserProFusion in which a million diode lasers are used to melt the material.

The cost of systems, materials, ancillary equipment (e.g. CNC machining and heat treatment), and experienced personnel prevents many companies from investing in metal AM. Even so, a doubling of machine speed could substantially expand the size of the market, which is why speed is so important. Increasing build speed does not impact the costs associated with data preparation and post-processing. These steps can represent up to 40% of the total cost, according to our research for Wohlers Report 2021.
Design practices
Many companies approach metal AM as a direct replacement for conventional manufacturing, but in most cases, this is not an effective use of AM. It is vital that good approaches to design are applied when preparing to produce parts by metal AM. This not only improves build speed and cost, but it often improves the functionality and performance of a part by making it lighter and stronger, with features such as improved cooling.
The first step to adopting metal AM effectively is understanding its strengths, limitations, and when to use it. Due to the associated speed and cost, it is important to evaluate a part or assembly to determine whether it is a good candidate. If AM does not offer sufficient value to overcome the higher manufacturing costs, it is probably not a viable option. Design for Additive Manufacturing (DfAM) can significantly impact this decision-making process and can make the difference in building a business case on whether to use AM.

One of the primary goals of DfAM is to reduce the time-intensive melting of material. It is the inverse of designing for CNC machining, in which as little as possible is machined to minimise the required time. This results in parts with excessive amounts of material. With AM, more material means longer manufacturing times and higher cost per part. One way to reduce build time is to consolidate two or more parts into one, digitally, prior to manufacturing. This is one of the most important considerations of DfAM and a way to justify the use of AM.
Other ways to reduce material and scan time are topology optimisation and generative design. Both methods involve the use of mathematics to optimise the strength-to-weight ratio of a part, thus using the least amount of material required for the application. Another method of material reduction is to use lattice, mesh, or cellular structures inside the walls of a part. At its most basic, DfAM is about considering whether the material serves a useful engineering function.
Post-processing is a major obstacle of metal AM, which requires sacrificial support material. These supports, also referred to as anchors, serve as a heatsink to the build plate. They are used to help secure the part and prevent it from distorting due to stress caused by heat while it is built. Downward facing surfaces will have a rougher surface finish than upwards facing or vertical faces. If not designed correctly, a part may require substantial post-processing to achieve the required engineering tolerances or cosmetic surface finish.

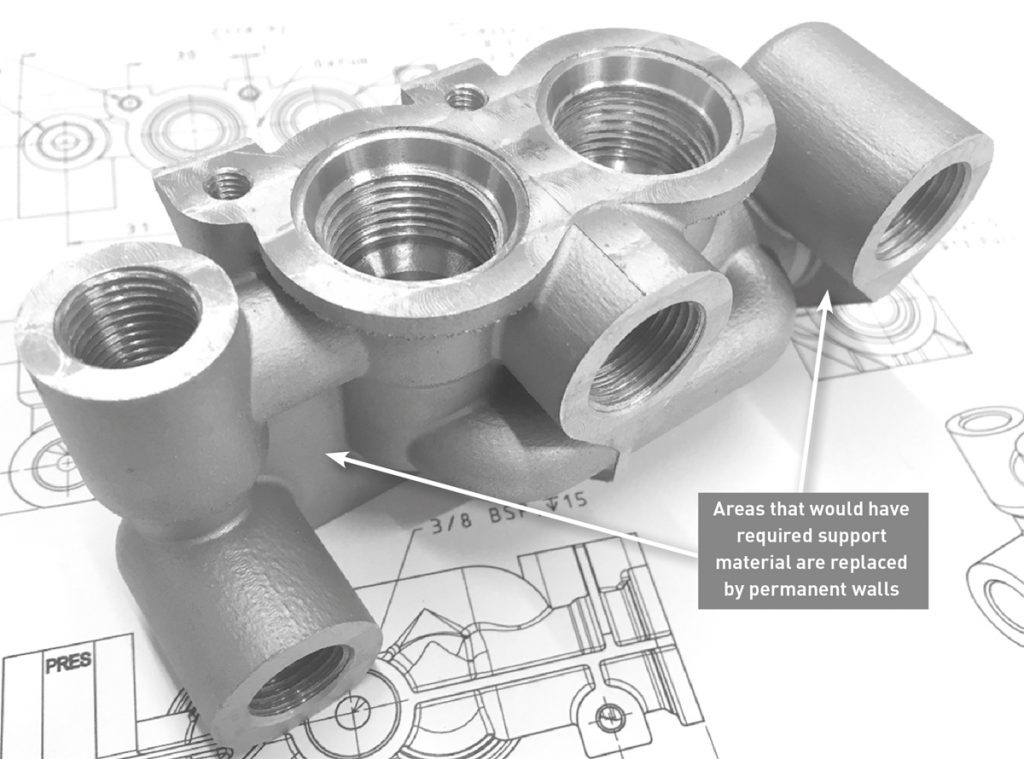
An approach that works for some parts is to design a part so the support structures become permanent features, which reduces the time and expense of removing what would otherwise be support material. With experience, it is not difficult to achieve, although determining whether it is an option must be done on a case-by-case basis. The hydraulic manifold shown in Fig. 2 provides an example of what is possible. It also reduced weight by 65%, compared to the machined version.
Over the past few years, DfAM has risen in importance, with hands-on courses on the subject being conducted around the world. These courses help to educate and train professionals on how to design for AM. As this field grows, it will become part of mainstream design and engineering education. We will continue to see a more skilled workforce emerge which, in turn, will help increase the acceptance of metal AM.
We have always done it this way
Product design decisions, including the design of materials and features, are not always chosen because they are the best option. Many times, these decisions are based on what has been done in the past. Engineers and managers tend to be risk averse: if something has worked well previously, they will continue using that process and material, even if the design and its performance can be improved with AM. Changes inherently cause hesitation.
AM supports the notion of designing products in entirely new ways, such as features that reduce weight or improve the transfer of heat. If a part is designed for AM, it may use substantially less of a more specialised material, such as titanium, compared to a conventional design. This may improve the strength, reduce material and weight, and/or increase performance without increasing its cost.
Qualification, certification and health and safety
Qualification and certification are also obstacles to adoption. However, the actions involved are not entirely different from conventional manufacturing: if a part must include specific characteristics, they apply irrespective of how it is made. Unquestionably, the exact procedures of certifying metal AM parts differ from those made conventionally. Once these steps have been established, it is a process of rigorously following them. Many organisations in the AM industry have worked hard to create repeatable processes that help to ensure quality.
Questions associated with the health and safety of metal AM, particularly with the handling of powders, are valid. Fine powders, such as titanium and aluminium, are explosive. Preventing accidents is a matter of following well-established safety protocols. Most manufacturers have documented guidelines for working with their systems and for handling and storing metal powders, as well as for disposing of used materials.
Conclusions
Innovation often comes from looking at things differently. For effective applications of metal AM, one must consider new approaches to a design. This new way of thinking can also improve our approach to conventional design and manufacturing.
Companies worldwide face challenges related to the adoption of metal AM. The potential it offers to companies of all sizes can add substantial value to their product offerings. Manufacturers continue to improve the speed of their machines. This, coupled with DfAM and automation, will help increase the acceptance of metal AM as a viable mainstream method of production.
Authors
Olaf Diegel, Noah Mostow and Terry Wohlers
Wohlers Associates, Inc.
Fort Collins
Colorado 80525
USA
www.wohlersassociates.com
LAST MONTH’S MOST-READ ARTICLES












