


Metal Additive Manufacturing: Component design for successful commercial production
With Additive Manufacturing, the next generation of component fabrication technologies has arrived. No other technology, explains Tim Richter, of RSC Engineering GmbH, Germany, has the potential to change the design process and the appearance of new products so fundamentally. In this report for Metal Additive Manufacturing magazine, Richter shares his experiences in designing metal AM components for powder bed fusion based AM systems, explaining both the potential and the limitations of the process. [First published in Metal AM Vol. 1 No. 1, Spring 2015]

Additive Manufacturing promises to fundamentally transform the design and appearance of new components and applications. This article offers insight into the possibilities and the potential of Additive Manufacturing, as well as demonstrating how the performance of parts and systems can be increased through optimised design. This article will also explain how the benefits of the process have to be balanced with an awareness of a number of the restrictions that are an inherent part of AM technology.
The ability to produce metal components by Additive Manufacturing is not simply a shortcut from digital design (3D CAD) to real prototypes. Rather, the process offers the ability to create entirely new products that could not be manufactured using conventional methods. Additive Manufacturing allows a new degree of freedom in the designing of products, from lightweight structures to function integration, bionic and ergonomic designs.

The integration of these functions into a new part as a matter of course is what RSC Engineering calls ‘Additive Manufacturing Optimised Designing’. Only through the combination of virtual product design, including CFD, FEM and other numerical analysing tools, and the application of AM optimised design principles, can the true potential of AM be fully exploited.
The technology for the Additive Manufacturing of metal components is now at the stage in its development where the safe, reproducible production of sophisticated technical components is possible. By continually developing and improving this technology, it has also become possible to produce complex components that simply would not be possible to manufacture with other methods.
The reality is, however, that an appreciation of this potential has not quite reached the consciousness of designers and engineers. The image of a porous chunk of metal that was rather expensive to manufacture but is only useful as a visual aid remains firmly in the heads of many designers. The big “wow”, however, is usually not far away.
The Additive Manufacturing product development cycle
As a first step, it is important to understand that AM is an autonomous manufacturing process which also requires an individual, coordinated process for its application. Even though AM offers the opportunity to reproduce most parts that have been manufactured by conventional technologies such as milling or casting, only in the rarest of cases are the results better or cheaper than the original part. So going this new process only makes sense if expensive tools or programming costs can be avoided.
The real potential of AM can be utilised if the design process is optimised and the advantages of this new manufacturing technology are embraced. However, this also means that existing designs have to be fully reconsidered. The rewards for this are new, innovative solutions and products that will stand out from the competition.
The design phase
The advantages of AM as a prototyping tool are obvious. However, AM offers additional advantages if the final product is also planned to be produced by AM. The most important point here is that the prototype can already be, at the beginning of the design process, at a state “close to production.” Production limitations can be taken into account right from the beginning of the design process, thus avoiding a long period of optimisation. Additionally, many features of a product in development can be analysed far more effectively and are more visible, at an early stage. This enables the identification of design drawbacks early on and helps keep a focus on the development of the product’s advantages.
It should also be considered that critical features can be addressed separately when using AM. One can, for example, “print” only a small but crucial section of a final part for further optimisation. After the problem is solved, the solution can be introduced into the final product and will automatically be accurately manufactured if AM is applied for the manufacturing process.

Prototypes of a high quality are crucial for the development of a product. Even though virtual prototypes provide a great contribution to the development process, testing cannot be avoided in the majority of cases. It is also well understood that the haptic impression, and the perception of quality, can only be supplied by a prototype. Again the advantage is with a process that not only focuses on AM as a prototyping tool but uses the technology for the final manufacturing of the product.
Importantly, the development cost of a product can be decreased using AM. The fast path from the digital model to an Additively Manufactured prototype often shortens development time significantly. In our experience, the use of AM has resulted in situations where the manufacturing and testing of prototypes was faster and cheaper than combined CFD and FEM simulations of virtual prototypes.
Market launch of the product
Additive Manufacturing can today provide significant cost reductions for the market launch phase of a new product. As an example scenario, let us assume that the margin achieved with a 1000 piece lot of a conventional cast part is higher than with the AM produced version. A smaller lot of only 100 pieces might however be cheaper to produce by AM due to the negligible cost of setting up the manufacturing process. This favours market introduction strategies with small numbers of items, which decreases the overall risk of introducing a new product. An additional benefit occurs if design changes are necessary. Such changes can be implemented even during the manufacturing process of the production lot. This allows a high level of flexibility in part development, a fast feedback loop and the continuous updating of the product.
The same advantages occur if parts are ordered in small numbers, at changing time intervals or in different versions. Under such conditions AM is not only competitive but also creates a new market, the individual manufacturing of small production lots. The advantages of AM manufacturing are the elimination of expensive tooling costs, the decreasing of programming costs and the possibility of rapid design changes.
Mass production
As of today, the production of very large series of simple parts using AM is not always economically advantageous. Considering the development speed of the technology, this will inevitably change in the near future. A new generation of machines, such as the M2 cusing from Concept Laser (Fig. 2), with a smaller footprint and a higher productivity thanks to multi laser technologies, makes a big step in the right direction.

Even now, however, AM technology offers several advantages that can be exploited in mass production. The compact design of AM machines, and their modest demands on infrastructure, allows for a building up of manufacturing capacity wherever it is needed. This in turn decreases the need and cost for transportation and storage of goods, as well as reducing environmental impact. The high flexibility of the manufacturing process allows the reduction of the bandwidth of machinery necessary for the manufacturing and increases the manufacturer’s flexibility. On-demand production now becomes realistic for mass production.

On the other side of the coin, dependency on suppliers decreases and delivery bottlenecks and capacity constraints can be circumvented. Thanks to the high quality standards of the Additive Manufacturing process per se, high component quality can be achieved regardless of the manufacturing location. In particular, the latest software quality tools allow the manufacturer to monitor the manufacturing process in real-time, which can eliminate the subsequent inspection of the components.
Flexible, globalised production
If manufacturing volumes of a production part drop, the previously outlined advantages of AM remain just as important. Even though AM may not be the first choice manufacturing technology for a specific part, it might be useful to redesign production parts according to AM optimised design principles to enable AM manufacturing, thereby freeing other resources rather than keeping a manufacturing line busy producing parts that may not find a market.
A further option to be considered with AM is location independent manufacturing. The contract for manufacturing spare parts can be given to a subcontractor without any major risk of quality losses thanks to the high level of quality and automation that AM offers. The economic advantage for the manufacturer arises when the downtime of industrial plants can be reduced, and storage cost can be avoided.

How to exploit the advantages of Additive Manufacturing
We are still at the beginning of the Additive Manufacturing age. Because this new technology is so different to what we are accustomed to, we have to rethink both the way we build things and the way we do business. We know from history that such changes take time. This means that, as of now, a priority is to identify promising projects for AM applications and to educate our customers as to the potential of the technology.

Identifying suitable projects
The most important criterion for success is the ability to identify the potential of a project as early as possible. Experience has shown that in most cases a simple rule applies; the smaller and more complex the component, the more efficiently AM technology can be applied, and the greater the rewards can be.
The word “project” was used on purpose. Often customers will only consider a single part to be changed or optimised. One of the main advantages of AM is the possibility to integrate several functions into a single component. In our experience the biggest margins can be achieved if it is possible to combine several functions from a number of different original components within one final part. Here, AM optimised design is working at its best. This also usually allows for a simplification of the surrounding parts, which opens the opportunity to produce them more cost effectively.
In order to identify suitable projects together with our customers, we developed our own set of criteria. As part of this process we consider not only the cost of manufacturing, but also the added value of the product and the cost-efficiency over the entire life cycle. However, a complete analysis of the whole life cycle of a product is not always possible or necessary. Many customers simply want to gain an understanding as to how their current component may change by using AM and try and understand how big the potential margins are. Here, direct comparability is the focus of our attention. In such a case we apply AM optimised design to conventionally manufactured parts. Because of the previously mentioned restrictions, this approach does not necessarily deliver the best possible result. It allows, however, our customers to understand the potential of the technology for their products on a demonstration level. In such a scenario, we offer additional consulting services with the aim to identify AM projects in our customer’s portfolio with a high potential for efficiency increase and cost reduction.
Component development
The first decision in the design phase is if a chosen part will be changed, or if a completely new design has to be found. In both cases the aim is to achieve and improve the functionality of the part with as little material as possible in order to reduce the costs of AM. Additionally, the manufacturing process has to be considered, step-by-step, all the way to the final product in order to reduce the costs of any necessary follow-up processes after AM. The cost effectiveness of AM parts can, for example, be improved though the strategic positioning of functional surfaces during the AM design process. The provision of mounting points for subsequent machining operations is also an option that should be considered.
In order to identify the potential for material reduction, we consistently focus on the use of virtual prototypes. For the redesigning of an existing component, the use of an a standard commercially available FEM program is sufficient most of the time.

If the aim is to develop a totally new component, the use of high-performance topology optimisation software is the best route to an optimal design. The designs achieved by such tools typically have the appearance of natural forms such as branches or spider webs. The tricky part of this approach is to know at an early stage in the design process the specific loads and stresses of the new component. To understand the result of such a topology optimised bionic design it usually helps to take a look at natural models.
Topology optimisation software is an essential companion when applying the principles of AM optimised design. However, such software only supports the design process and cannot replace the design engineer. To achieve the best possible component concept, the engineer has to consider a wide range of issues. Beside mechanical stresses and forces, several other influences often have to be considered such as aerodynamic effects, vibrations, eigenfrequencies, cooling demands or measurement instrumentation.

Design optimisation for Additive Manufacturing
The Additive Manufacturing of metal components offers almost unlimited design freedom. The difficulty is to know how to use that freedom. For this purpose, the strengths of the manufacturing method have to be considered selectively, in compliance with the restrictions, to increase the value of the product further.
Here the keywords are function integration. For example, measuring holes or cooling channels can be integrated into the Additively Manufactured part. The possibility to even manufacture moveable joints in one piece has been demonstrated. However, the increasing complexity of such products also increases the requirements on the design tools used.
Currently available design programs were simply not created to enable the full exploitation of the freedom of AM optimised design. The problem is not so much the creation of certain complex geometries, but the replication of these a thousand times, which is usually necessary for lightweight structures or effusion holes. Even if a program works to create a difficult geometry, the fun usually ends if you try to export it into a standard data format.
To solve such problems two approaches are possible. The approach we choose is to partially design our own software tools. The alternative is to use some of the commercial software that is available. Unfortunately, such software can be rather specialised on specific requirement, usually quite expensive and not entirely free of bugs. An up-to-date overall solution for this problem is unavailable, and is unlikely to be seen soon.
Manufacturing direction
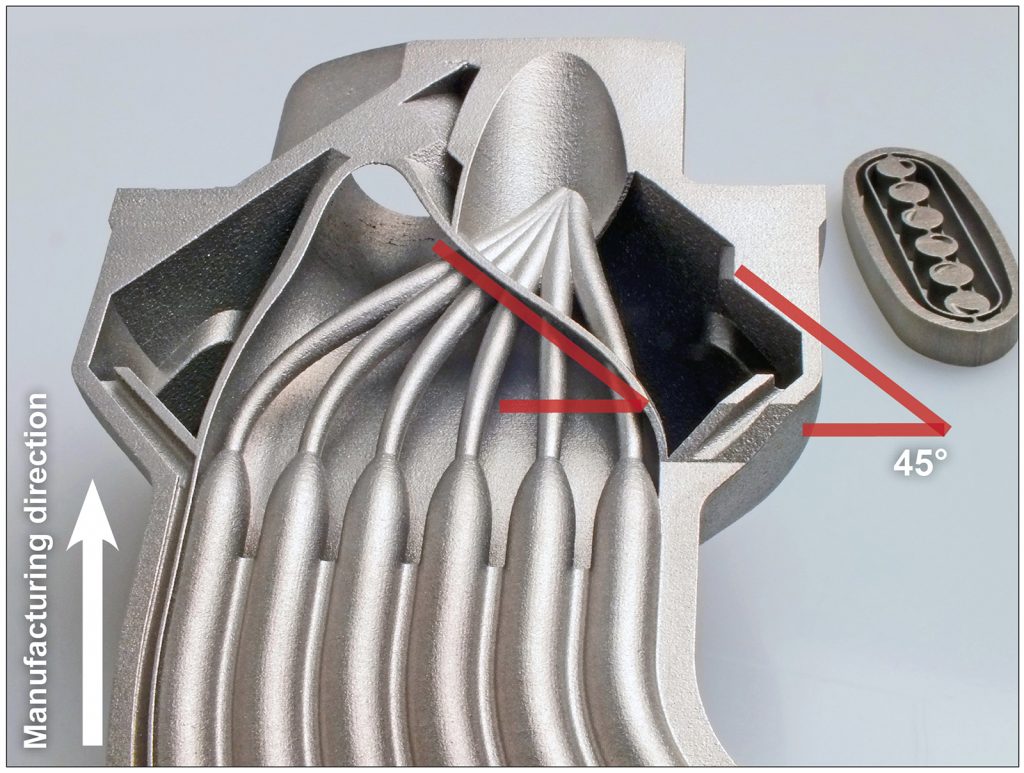
At the start of the optimisation process, it is critical to define the manufacturing direction within the build box. The choice of manufacturing direction has a great influence on manufacturability, surface quality and the accuracy of each component section. If you imagine the building of a small model house as an example, it’s not a problem to build the vertical walls using an AM machine. The manufacturing of the ceilings (horizontal walls), however, is not possible without a supporting structure.
At a certain angle (rule of thumb, 45°) a limitation of AM technology has been reached. Designing greater angles will lead to manufacturing problems such as bad surface quality and cracks. In order to create the horizontal elements, supporting structures are necessary. The task of the supporting structures is to carry the very thin horizontal structure during the manufacturing process and to conduct the heat load from the AM process. After the manufacturing process, the support structures have to be removed.
To do this without support structures, areas with an angle greater than 45° have to be avoided. To continue with the example of the building of a house, the house would have to be constructed with gothic arches and columns. Usually it is possible to simplify the manufacturing of a part through small design changes without compromising its functionality.
Fig. 8 shows a cross section of an emission gas rake that shows the angle limitation as an example. For the emission rake it was essential to follow the manufacturing angle limitation rule due to the fact that a supporting structure could not have been removed afterwards.
Avoiding stress
Another important consideration in the design of the AM components is the reduction of process-related stresses within the component. The Additive Manufacturing of metal components is comparable with a layer-by-layer welding process. Through the local introduction of heat into the component, stresses in the component may occur.
These stresses can be reduced by preheating the manufacturing space and the material. Concept Laser’s patented light exposure strategy also helps to decrease stresses. However, the right design can also help. Flat, smooth walls should be avoided as curved surfaces and defined bumps decrease stress levels noticeably.
Another approach is to smooth transitions from one wall thickness to another. This not only decreases stresses, but also usually improves the stability of the structure. The same applies to the use of honeycomb structures instead of solid walls. With the same amount of material used, a stiffer solution is obtained and stress-induced manufacturing problems decrease.
Powder removal
During the AM process the whole manufacturing space in the machine is filled with metal powder. All the cavities in the manufactured part are therefore also filled with powder. For the cost-effectiveness of Additive Manufacturing, fast and easy removal of the metal powder is an important consideration.
The powder is collected, sieved and can subsequently be used again for the next manufacturing process. There is virtually no waste material, which for the processing of expensive materials such as titanium is a tremendous advantage over conventional manufacturing processes. In general, the cleaning process of the build chamber is easy and fast to implement. The cleaning of the manufactured part can be trickier.
Complex parts with hollow structures and many inner chambers need to be designed in such a way that allows the removal of the metal powder after the manufacturing process. Parts can be designed with complex channel geometries, for example, that enable the blowing out of metal powder using gas pressure. If such an approach is chosen, it needs to be considered that the metal powder will behave like a liquid.
Finishing processes
After the support structures and the unused powder are removed, the surface will usually be smoothed by sandblasting. If the surface quality of the AM process is not sufficient, it is also possible to rework the surface by conventional machining, such as milling or grinding. For certain fits, bearings, or seal surfaces, a cutting process makes sense. The advantage of AM technology to create surfaces and shapes freely can lead to new design challenges that need to be considered. For example, the forces applied by any fixing systems have to be considered in the design. This may be problematic, especially for topology optimised parts.
Conclusions
It is hoped that this article has managed to give a basic understanding of the possibilities and the potential of Additive Manufacturing and AM optimised design. The critical message that should be taken from this report is that, without a new approach to component design, only a small part of the potential of AM can be used.
The issues covered need to be considered in the design of a part and, for each individual project, an optimal design solution must be found in order to reap the benefits of the process. The possibilities of AM are, of course, developing incredibly fast and it is therefore difficult to draw hard boundaries on what is possible and what is not.
This is, however, a part of what makes AM technology so appealing for us. Because of the ever increasing manufacturing speeds, AM technology will become economical for ever more products. Through continuous development of the process technology, and the application of AM optimised design, a whole new range of innovative products will be in reach. This is the dream of every engineer.
About the author
Tim Richter is Managing Director and owner of RSC Engineering GmbH, based in Cologne, Germany. Richter is highly experienced in the design of metal Additive Manufactured components and during his work as a design engineer at the German Aerospace Centre (DLR), he developed components for aircraft engine combustors, high pressure, high temperature combustion test rigs and measurement probes for high speed applications.
RSC Engineering GmbH specialises in custom solutions for various fields of engineering, supporting customers from finding new ideas to the delivery and commissioning of components and complete systems. A core competence is Additive Manufacturing optimised engineering. By the novel combination of this know-how with proven solutions, RSC Engineering creates sustainable and economical solutions for customers.
RSC Engineering’s partnership with Concept Laser GmbH, the inventor of the LaserCUSING® technology, allows the company to link its design experience with technology development. For customers, this means increased innovation, quality and reliability in the design and manufacturing of products.
RSC Engineering GmbH
Wilhelm – Ruppert Str. 38
D-51147 Cologne
Germany
Tel: +49 2203 988 18 10
Email: [email protected]
www.rsc-engineering.com

LAST MONTH’S MOST-READ ARTICLES












