


Managing the industrialisation process: Notes from Euro PM’s seminar on the future of Additive Manufacturing
During the Euro PM2019 Congress and Exhibition in Maastricht, the Netherlands, this October, a number of Special Interest Seminars were held focusing on various aspects of the Powder Metallurgy and Additive Manufacturing industries. In one seminar, Dr Uemit Aydin, GKN Additive, and Nicholas Turner, Materials Solutions, looked to the future of Additive Manufacturing and expressed their views on its industrialisation. David Whittaker attended the SIS on behalf of Metal AM magazine and reports on its conclusions. [First published in Metal AM Vol. 5 No. 4, Winter 2019 | 20 minute read | View on Issuu | Download PDF]

One of the Special Interest Seminars (SIS) at the Euro PM2019 Congress and Exhibition, organised by the European Powder Metallurgy Association (EPMA) and held in Maastricht, the Netherlands, October 13-16, 2019, offered an outlook on the future of Additive Manufacturing. Specifically, two of the leading practitioners of AM processing, GKN Group and Materials Solutions, a Siemens business, gave their views on the keys to the successful industrialisation of metal Additive Manufacturing.
Industrialisation of AM: Effective metal Additive Manufacturing in practice
The first of the seminar’s presentations was given by Dr Uemit Aydin, Global Business Development Director at GKN Additive. GKN can justifiably claim to be a world leader in powder metal solutions, with GKN Sinter Metals currently the number one global producer of precision powder metal parts (both by press/sinter Powder Metallurgy and Metal Injection Moulding), GKN Hoeganaes the second largest global producer of metal powders, and GKN Additive a global market leader in metal AM.
From the very broad range of AM technologies available, GKN Additive has chosen to focus on two technologies: Laser Powder Bed Fusion (L-PBF) and Binder Jetting (BJT), through its close co-operations with EOS GmbH and HP Inc., respectively. In relation to L-PBF, GKN sees the route to market growth as comprising three steps. Firstly, the company has defined the need to understand customer expectations of AM, and has developed the acronym TRUST to represent some of the key areas in which customers require expert guidance:

Technology
Which is the appropriate AM technology to select and are there any boundaries that need to be considered?
Reproducibility
AM processes are quite complex, so is the scatter of achievable quality an issue?
Materials
Understanding the available materials: how reliable are they and how do they perform in fatigue applications?
Supply chain
An important consideration when contemplating scaling up for higher volumes.
Transparency
This is vital in terms of reliability of delivery and part cost levels.
Secondly, for each given application, there is the need to consider, in collaboration with the customer, where value can be added in adopting AM as the manufacturing approach. Far from being limited to part cost comparisons, any consideration of AM adoption also needs to include added value in terms of product design (reductions in prototyping costs and lead times, elimination of tooling costs), production (impact on set-up costs and quality control procedures), logistics (aftermarket delivery considerations, coping with a high level of variety in parts, impact on stock levels) and other issues. The GKN/EOS strategy is to gain a full appreciation of parts that can add value, in order to identify product groups to focus on.
The third step is then to find the most appropriate products for transitioning from conventional manufacturing methods to AM. Dr Aydin illustrated this step using three specific examples.

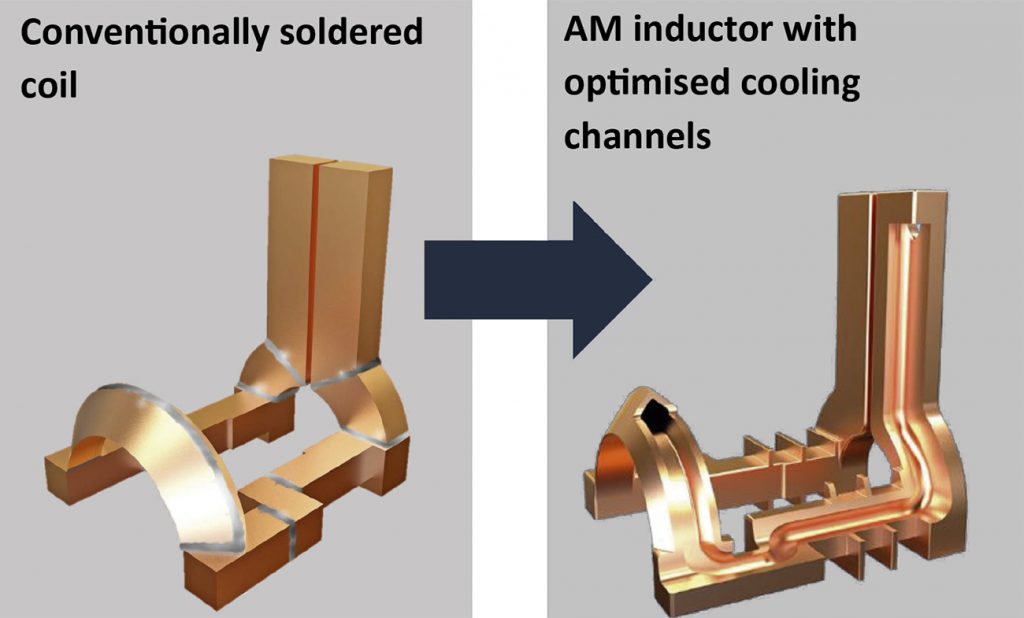
Induction hardening coils
The conventional route for the manufacture of induction hardening coils is a time-consuming process with high production costs. It involves the joining by soldering of many small pieces of copper (Fig. 2). Apart from the cost implications, each soldered joint generates a significant reduction in performance. AM can be effective in adding value to this application by building the coil as a single piece, incorporating customised cooling channels (Fig. 3).

The additively manufactured part delivers numerous advantages over the conventional product – a tripling of achievable product life, reduced energy consumption in manufacture because of the elimination of soldering, improved cooling in use because of the customised channels, optimisation of component shape, enhanced efficiency during the hardening process, reduced need for the holding of spare parts and reduced production downtime for set-up.
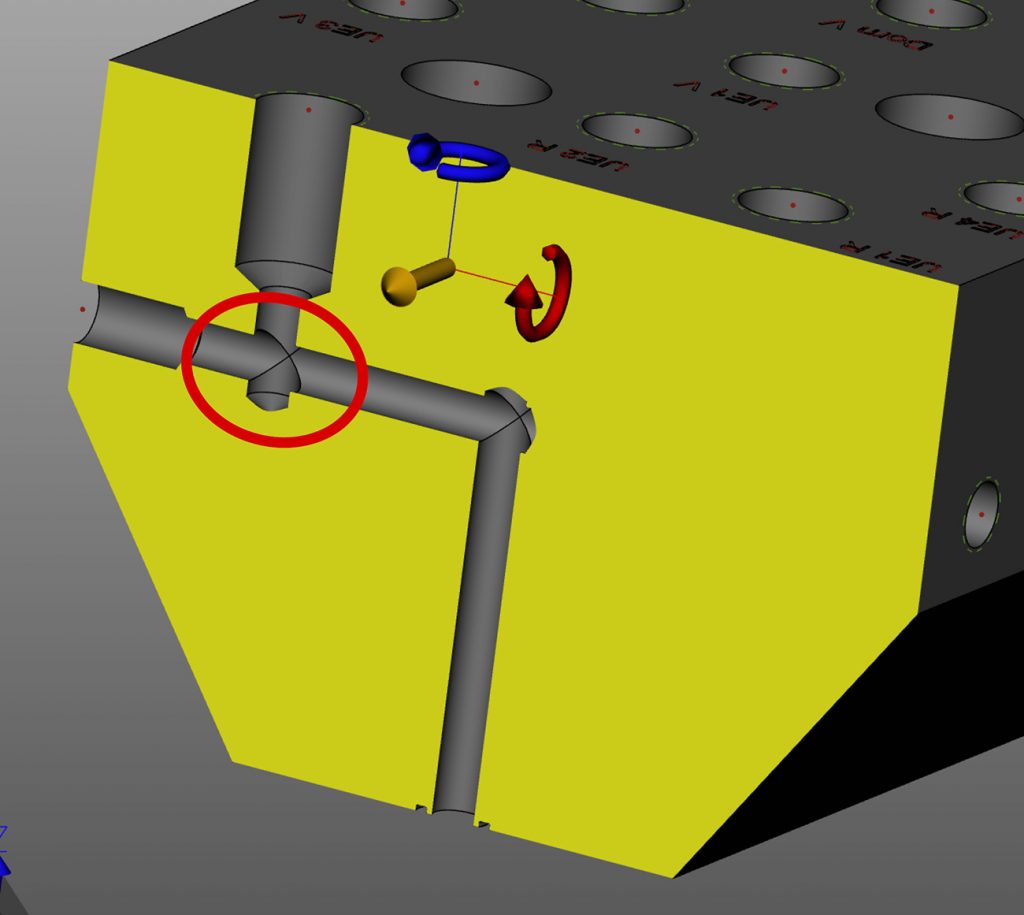
Hydraulic blocks
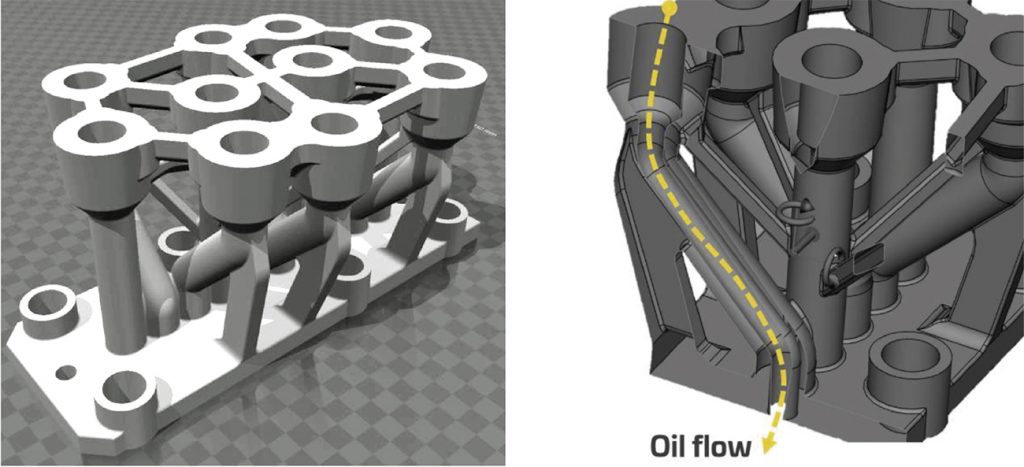
Conventionally, the manufacturing process for oil distribution blocks for hydraulic systems involves drilling vertical channels, drilling horizontally to connect vertical channels, threading the open horizontal channels, closing the horizontal holes with grub screws and final channel cleaning (Fig. 4). This route creates problems with burrs in the connection areas of the channels, reduced energy efficiency due to high friction and the occurrence of ‘dead corners’ (no oil flow) with a high risk of dirt collection. By adopting a ‘Design for manufacture’ approach, AM can tackle all of these problem areas, with the AM part (Fig. 5) delivering a product weight reduction of around 80% and improved oil flow efficiency. In addition, the achieved compact design saves space, and repeatability in the manufacturing process is enhanced.
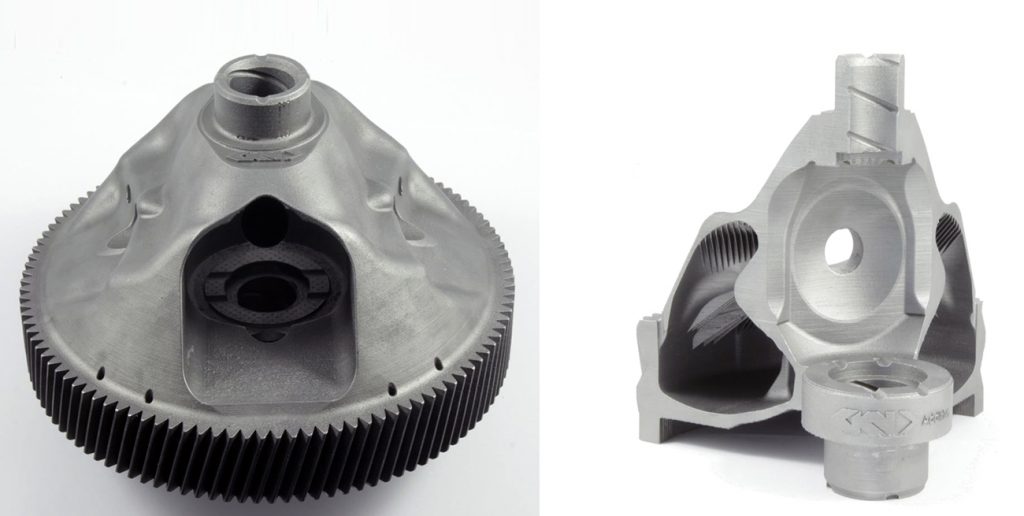
Transmission differential housing and ring gear
The final product type discussed was a front transmission differential housing and ring gear for a hybrid automotive transmission. The motivation for this project was that the conventional design had a large reciprocating mass and offered significant opportunity for improvement with topology optimisation. A development project, in collaboration with Porsche Engineering, involved the selection and validation of case hardening steel 20MnCr5 in inert gas atomised powder form, compared with 16MnCr5 for the reference wrought steel gear; process validation involving the optimisation of build parameters to achieve 99.95% product density, optimisation of heat treatment parameters for stress relieving and case hardening and assessment of static and dynamic mechanical properties; topology optimisation, including the application of FEM (Fig. 6), and design modifications to improve the design’s suitability for AM.
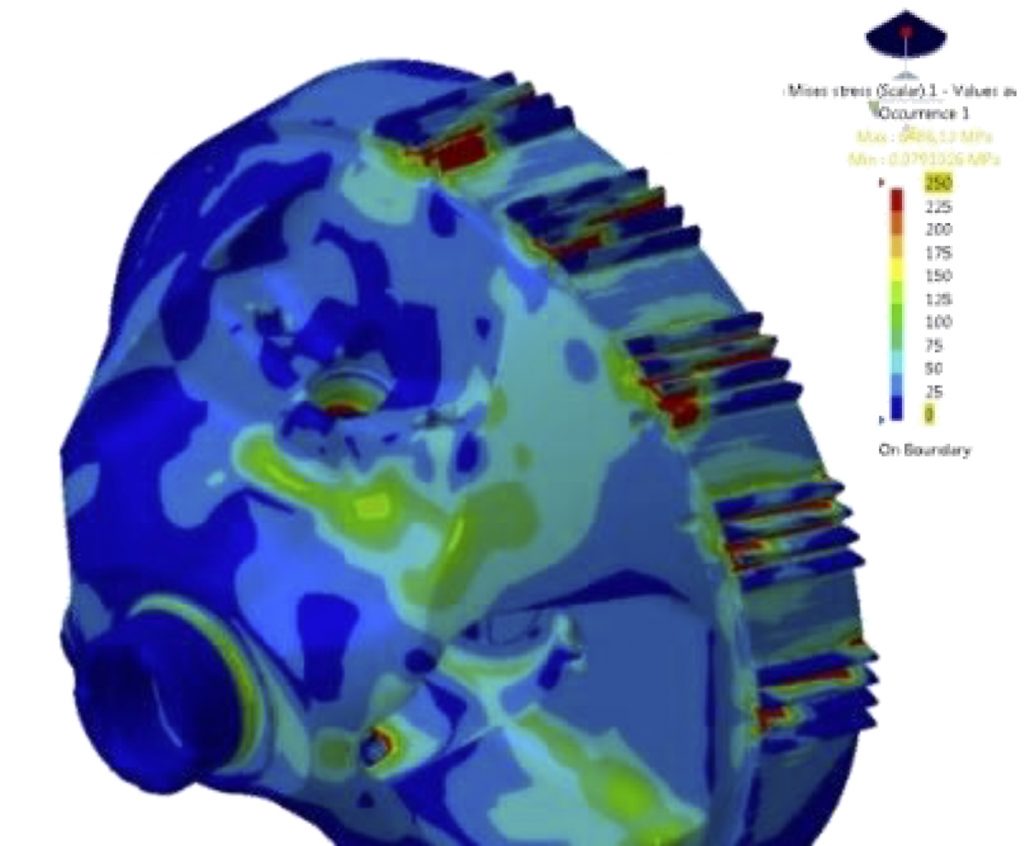
As a result of the project, the housing and ring gear was able to be manufactured as a single part (Fig. 7), providing a weight reduction compared with the conventional product of 13%, a stress reduction of ~ 40%, a reduction of 43% / 69% in gear tooth stiffness variations in the radial/tangential directions and 8% reduction in inertia.
Dr Aydin then looked to the future of AM, posing the question “What next?” In relation to L-PBF, collaborative developments with EOS were said too have yielded achievable development/production lead times of two weeks, full design freedom, the elimination of tooling requirements and build rates over ten times faster, enabling small series production up to around 2,000 parts.
GKN has concluded that it will benefit the company to ‘rely on its own DNA’ moving forward, drawing on its Design for PM expertise in terms of understanding the demands of the application and achieving the required performance, and supplementing this with a Design for AM philosophy, including the incorporation of functional porosity and high density where needed. Overall, the tenet must be to give the customer what he needs, rather than necessarily what he believed he wants.
A supplementary question was then posed regarding the future of AM – “Is Laser AM the future?” This question was provoked by the new focus on Binder Jetting, incorporating HP’s proprietary Additive Manufacturing technology. Metal binder jet technology is deemed to be, in many ways, a perfect fit for the collaboration in that it combines HP’s additive technology expertise with GKN’s extensive expertise in sintering technologies. On the basis of the collaboration, this technology has been demonstrated to match L-PBF in terms of lead times, design freedom and freedom from tooling requirements, but with build rates of up to fifty times higher than L-PBF, thus potentially enabling medium series production up to 50,000 parts. Stephen Nigro, former president of HP 3D Printing, once predicted that the collaboration between GKN and HP “promised to enable the production of millions of high-quality, low-cost 3D printed final parts.”

GKN can therefore claim a unique process portfolio for the production of metal parts from one component to millions, with L-PBF AM producing parts at low volumes up to around 2,000 parts, BJT potentially producing parts in medium series up to around 50,000 parts, and conventional press/sinter PM and MIM producing parts in large series above 50,000. The company is pursuing AM opportunities with a global footprint, via a materials and manufacturing R&D centre in Cinnaminson, USA, a process R&D centre in Radevormwald, Germany, and digitalisation centres in Germany, Italy, USA and China.
Industrialising L-PBF AM for serial production
Next, Nicholas Turner, Project Manager at Materials Solutions, provided the company’s views on key enablers for the industrialisation of L-PBF AM for serial production. For this company, the major focus has been on the streamlining of its production facilities for maximum efficiency. Materials Solutions was established in 2006 and was first visited by Metal Additive Manufacturing magazine in the Spring of 2015 (see visit report at Metal AM, Vol. 1, No. 1, pp. 45-50).
At this time, the company had adopted a major focus on components in superalloys for aero-engines and land-based gas turbines for power generation applications, and had already established a reputation as a world leader in this field. Their capability for processing the ‘difficult to weld’ material, CM247LC, by L-PBF was, in particular, considered to be unique; hence Siemens’ later interest in acquiring the business.

Later in 2016, Siemens took a majority shareholding in Materials Solutions, converting the business to fully-owned status in 2019. The burner insert in the company’s SGT-1000 small gas turbine became the first fully-qualified AM application in a customer application and was followed, in 2017, by the award winning SGT-400 247LC blade component.
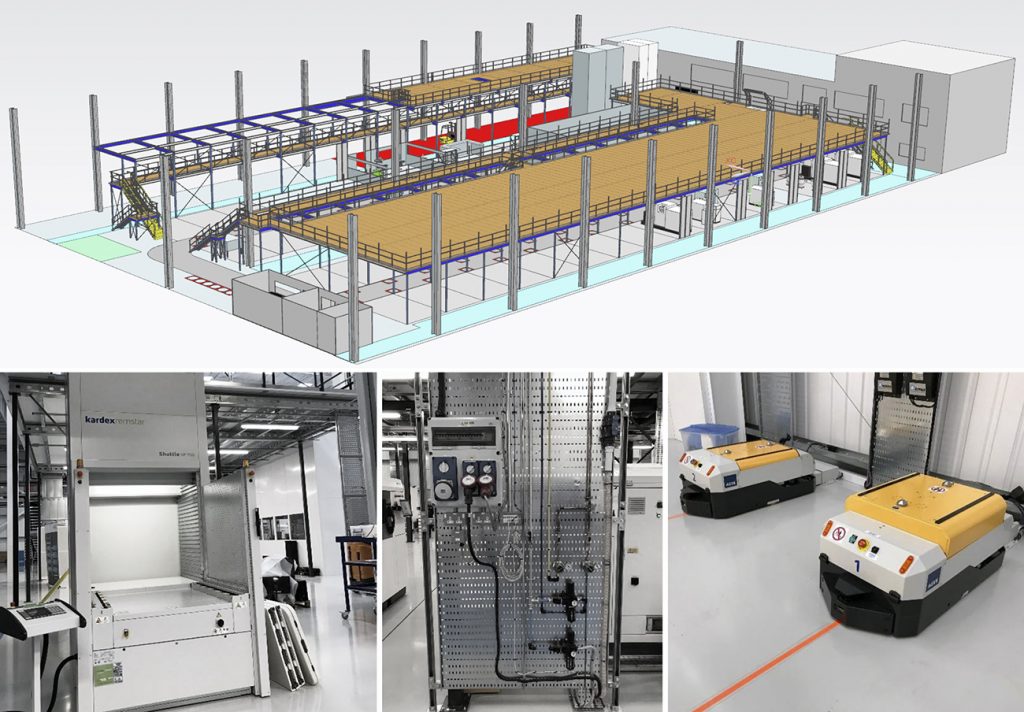
Siemens has adopted the strategy of industrialising L-PBF AM ‘on a grand scale’. To pursue this objective, a €30 million investment has been made at Materials Solutions, involving a move to a new 4,500 m2 production facility outside Worcester, UK, with a 1,500 m2 mezzanine space. The target is to have up to fifty AM machines, a digitalised production facility and production and post-processing capabilities under the one roof.
In the move to full serial production, Turner identified three current challenges. Firstly, L-PBF machines are still evolving for industrialised production. Secondly, MTTF (Mean Times To Failure) cannot yet be consistently reported by OEMs on L-PBF machines. Thirdly, there is no established ‘blueprint’ for industrialised AM factories. To address these issues, the company offers a number of potential solutions; it is aiming at thoroughly-developed customer PPQ (Process Performance Qualification) processes, and is evolving processes for waste powder reduction and faster end-to-end (E2E) production. High-value processes are also being automated.
A key issue in generating these solutions has been defined as creating an effective factory layout to support industrialised L-PBF AM and post-processing (Fig. 8). At Materials Solutions, sixty-four modular machine bays have been created with full mechanical and electrical service availability. A flexible, open plan design has also been adopted to allow for re-configuration, and 10 m vertical shuttle storage has been installed to maximise the available floor space for ‘value add machinery’. A circuit-style layout has been developed for uninterrupted end-to-end production flow, while safer, separated powder handling on the mezzanine level ensures that no forklifts are required on the factory floor.
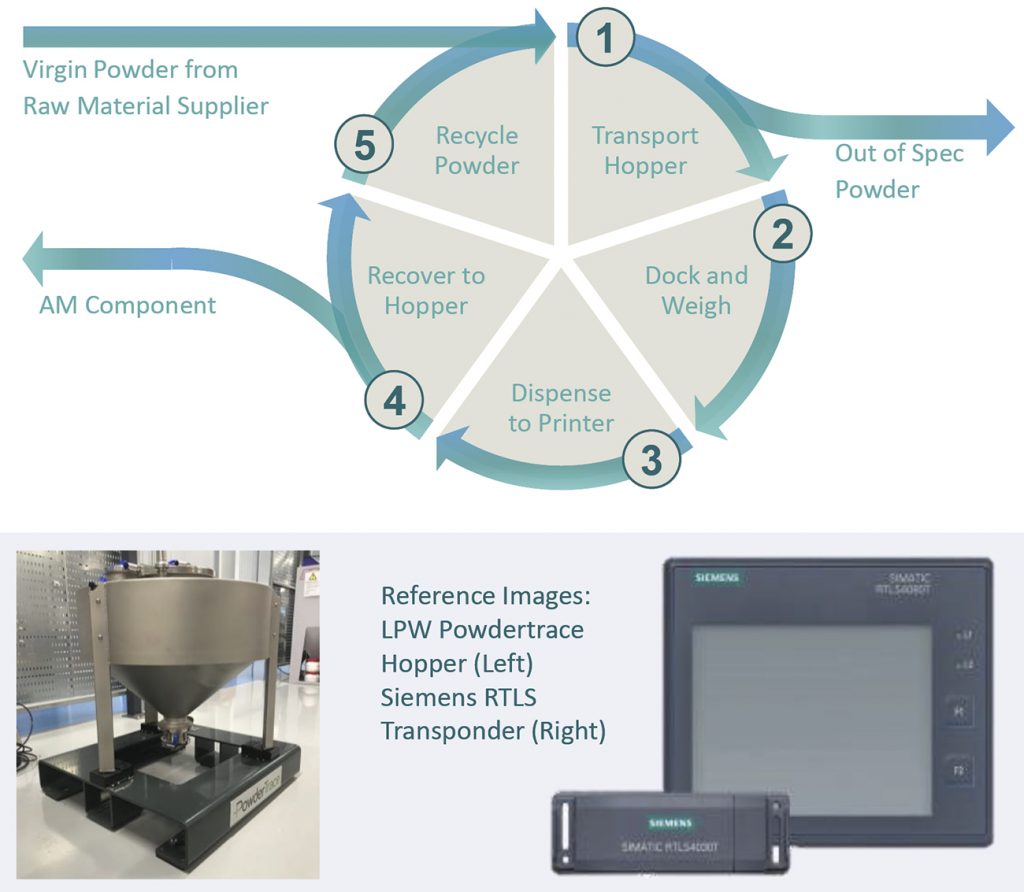
Powder management has been optimised through automation and digitalisation (Fig. 9). This approach delivers a range of benefits: digitalisation embraces the human/machine interaction concepts of Industry 4.0, safety is enhanced with no powder exposure and no manual handling, a leaner process is delivered with reduced end-to-end cycle time, digital capturing of data on powder quality and longevity ensures traceability, and the automated process caters for serial production.
Efficient support removal, with minimal waste, has also been achieved. The inherent challenges in support removal relate to the observation that this can be a time-consuming, iterative and expensive process, which must be ‘right first time’ as an error risks writing off what could have been a multi-day build. Changes that might appear to offer only marginal gains can prove to be significant in large-scale production. Examples cited were the use of easily removed or ‘knock out’ supports and the automation of support removal with CNC machining to speed up post-processing and guarantee repeatability.
Managing unpredictable warping in heat treatment and maintaining standardised post-processing was considered as a further issue. Materials Solutions sub-contracts all heat treatment to third parties, with previous attempts to bring this in house posing significant challenges. In collaboration with its heat treatment sub-contractor, it has determined that heat treatment on the L-PBF base plate allows effective stress relief without warping. It has also been found that wire EDM delivers reliable and repeatable base plate removal, that precise shimming is required to support warped build plates, and that build plate warping of 2 mm+ is common in large builds. Reduction of the consequent build plate waste currently remains an unresolved challenge. Finally, the presenter emphasised that the issues highlighted in his contribution to the seminar were merely the ‘tip of the iceberg’ in achieving full control of L-PBF processing. The complexity of exercising such process control was illustrated by a complex fishbone diagram, previously published in Vol. 4 No 3 of Metal AM magazine (Autumn 2018), pages 170-171.
Author
Dr David Whittaker
Tel: +44 1902 338498
[email protected]

LAST MONTH’S MOST-READ ARTICLES












