Enhancing quality and reliability in metal Additive Manufacturing: The role of laser calibration
In metal Additive Manufacturing, precision and reliability are critical, particularly in highly regulated industries. Ensuring consistent quality requires meticulous laser calibration and process control. 3D Systems addresses this need by integrating advanced laser beam analysis and power measurement solutions from MKS’s Ophir brand. As the company reports, by leveraging Ophir’s high-precision sensors, 3D Systems enhances laser performance monitoring and process stability, helping its customers meet stringent industry standards and produce the highest-quality metal AM components. [First published in Metal AM Vol. 11 No. 1, Spring 2025 | 10 minute read | View on Issuu | Download PDF]
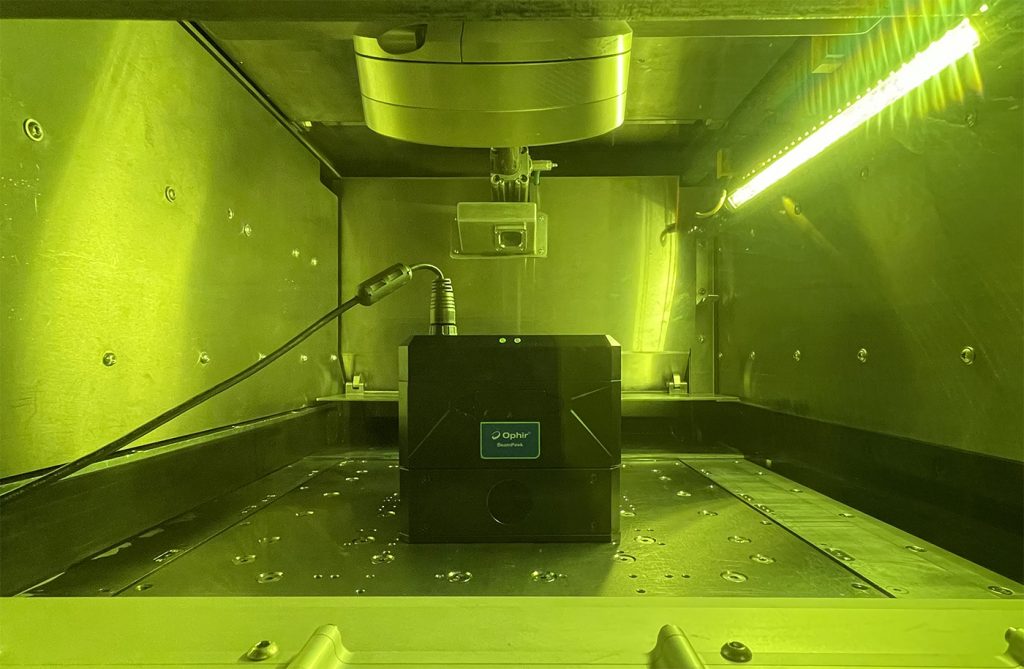
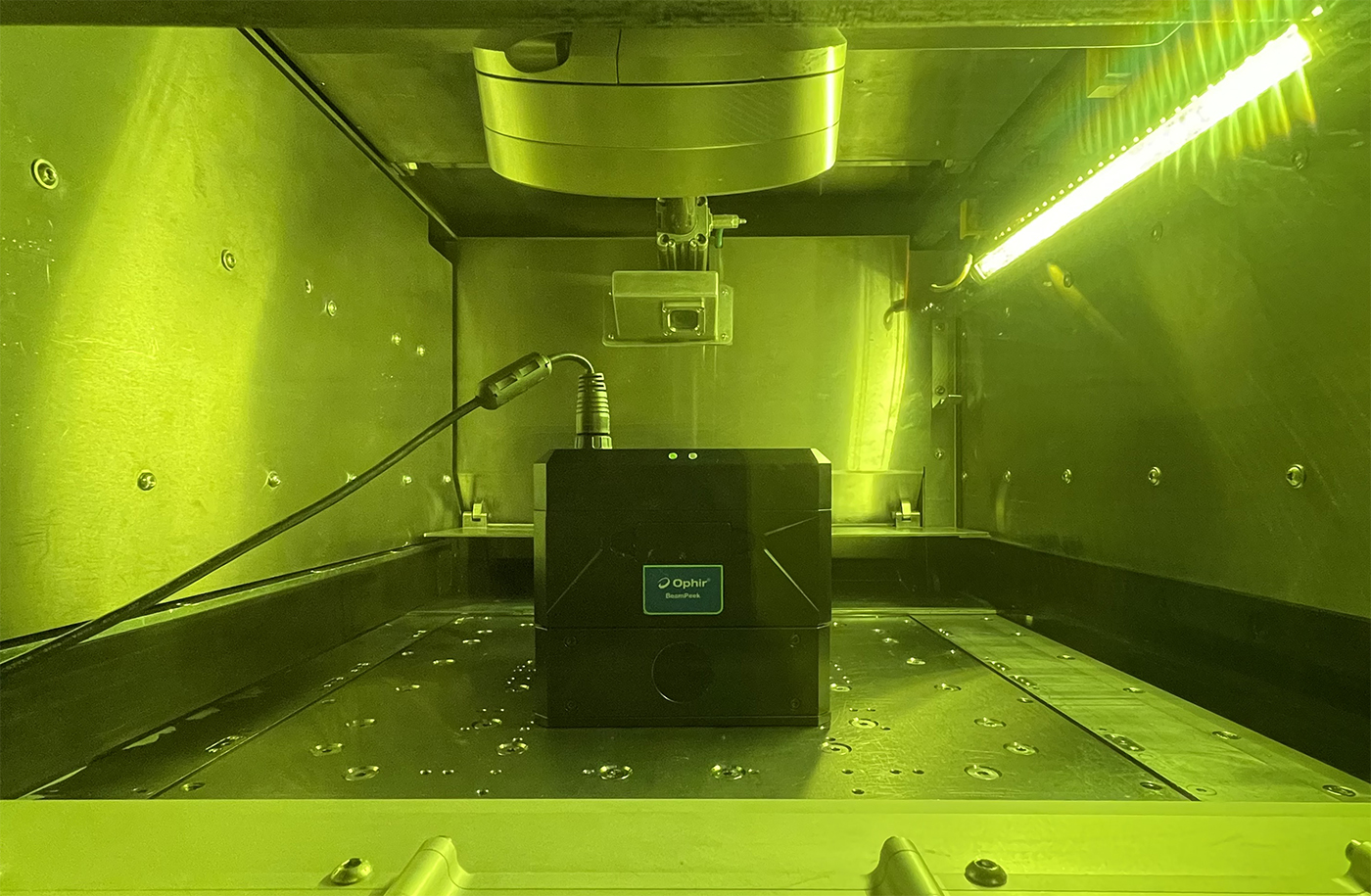
In the healthcare, semiconductor, and aerospace industries – or wherever complex or individualised parts are needed – Additive Manufacturing offers enormous potential. These industries, in particular, require that the finished parts meet exceptionally stringent specifications. 3D Systems, a leading Additive Manufacturing solutions provider, is fully embracing its users’ need for reliability in their production processes. For its Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machines, the company has developed a testing and calibration service to provide its machine users increased reliability through advanced laser beam calibration. Core measurements within the 3D Systems Advanced Service Package are performed with the Ophir® BeamPeek® high power laser beam analysis and power measurement device from MKS, a global leader in precision measurement solutions and the parent company of the Ophir brand.

Proven quality is the key to success
3D Systems’ AM machines are used in regulated industries such as healthcare and aerospace, where process repeatability is paramount. Machine users need to prove and document the process stability of their machines over time, and 3D Systems wanted to support users with this task.
The goal was to offer advanced measurement and on-site calibration procedures with dedicated documentation features, enabling the machine’s users to consistently meet the highest production standards.
Demanding industry standards
In Additive Manufacturing, every single layer counts. The laser-based optical systems in PBF-LB machines must meet precise specifications. This is one of several critical factors in ensuring the finished part has the desired properties, with other factors including powder quality, shielding gas, scan strategy, and recoater operation, etc.
The main optical process parameters are the laser power, the beam caustic (the path of the beam diameter coming from the processing optic to the focus and after it), and the position of the laser beams. 3D Systems’ engineers monitor these parameters in the development and production of its metal AM machines – but they also wanted to enable service technicians to check the performance and stability of the optical systems at the customers’ sites on a regular basis.

Wouter Polspoel, R&D Programme Manager at 3D Systems, explains, “Our customers, particularly those in regulated industries, must prove that their manufactured parts meet high-quality standards. Consequently, they must adhere to standards like ISO 52941, which governs control procedures and acceptance criteria for laser metal powder-bed fusion machines for metallic materials in aerospace applications. Our goal was to define a set of service procedures that cover all relevant requirements set forth in the applicable standards and guidelines.”
One particular challenge was measuring the beam caustic of high-power laser beams under operating conditions. Just in time, MKS introduced the Ophir BeamPeek integrated power and beam analysis instrument. This innovative measurement technology enables substantially shorter measurement cycles and high versatility in the field.

Extensive testing for best practices
In long-running tests with the Ophir BeamPeek device on the DMP Factory 500, a PBF-LB machine with a build volume of 500 mm x 500 mm x 500 mm and three fibre lasers, 3D Systems’ engineers developed specific measurement routines, defined the deviations, and created a comprehensive checklist that is performed within the Advanced Service Package.
“The Ophir BeamPeek device proved its versatility and simplicity of use,” stated Polspoel, explaining, “The stability of the power output as well as of the accuracy of the beam caustic is key to achieving high-quality parts. With the BeamPeek device, we also measure the beam quality factor M2 of each laser in the centre of the working plane.”
Additionally, an Ophir thermal power sensor is used within the Advanced Service Package routine to check the stability of the laser power. The fan-cooled FL1100A-BB-65 sensor, which is combined with a handheld power meter, is used to read out the power values when setting up the laser and after a set time of fifteen minutes at maximum rated power.

Measurement technology inspires confidence
With this additional service offering, 3D Systems’ customers gain security and flexibility, explains Wouter Polspoel: “Even though we don’t expect the laser parameters to change significantly, as we use high-quality components and our processes are very stable, we want to offer our customers the option to have their process parameters verified and documented on a regular basis. Thanks to Ophir BeamPeek we are able to adhere to the stringent process control and calibration requirements of the ISO standard within our Advanced Service Package.”
The Advanced Service Package is suggested to be used every six months; however, some industries will have individual schedules for machine monitoring and maintenance.
Optimised design

The Ophir BeamPeek device is not only used by service technicians, as Viktor Valckenaers, R&D Project Engineer at 3D Systems, explains: “We have made extensive tests with the BeamPeek device in the design phase of new laser-based Additive Manufacturing machines. In particular, the laser beam waist location measurements reveal interesting correlations between gas flow, contamination of the components and beam parameters that help us optimise our machines.” The argon flow within the build chamber greatly affects the quality of AM components; therefore, engineers invested a lot of effort to position the gas nozzles optimally.
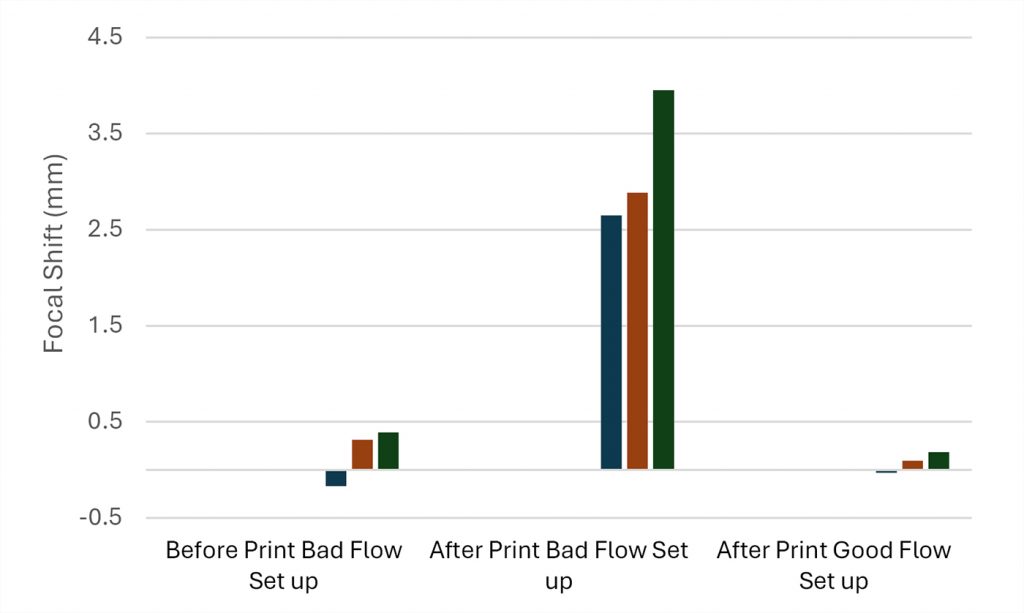
Initially, simulation software was used in the machine’s design phase to identify possible geometries. Once the initial testing of the prototype started, the Ophir BeamPeek measurement device was utilised to measure the beam position before and after a build job under varying gas flow scenarios.

In the development of the DMP Factory 500, this testing revealed the direct impact of gas flow on the waist location. Fig. 4 shows the shift in the laser beam waist location between non-optimised and optimised gas flow conditions. Valckenaers states: “It is common knowledge that the quality of a build depends heavily on the gas flow in the chamber. Nevertheless, it is a great help to objectively quantify how much the minimal waist position is influenced by contamination caused by a suboptimal gas flow.”
Once all the parameters were defined and the prototype finalised, each machine underwent intensive testing for several months. During this period, measuring the laser beams with the device plays a central role in checking the caustics and documenting the stability of the process. Valckenaers outlines another advantage of the measurement tool: “The Ophir BeamPeek caustic measurement device can be used for both low and high powers. This is extremely valuable as we can use it for our complete test series.”
A cooperative relationship
Questions occasionally arose during both the intensive testing process and the integration phase, which the 3D Systems experts clarified with the Ophir development team.“We had several good discussions, and the teams on both sides were really dedicated to quickly resolving any issues,” says Polspoel. The result is already a great success: “Within months, we were able to improve our on-site service procedures. Secondly, the broader beam quality measurement capabilities shortened our machine development time. As a result, I believe confidence in Additive Manufacturing technology is bound to increase significantly.”
Contact
MKS I Ophir
Guerickeweg 7,
64291 Darmstadt
Germany
Tel: +49 6151 708-0
www.ophiropt.com
Author
Dagmar Ecker
claro! Text and PR
LAST MONTH’S MOST-READ ARTICLES