


Constellium Aheadd® CP1 alloy: Breakthrough productivity in PBF-LB Additive Manufacturing
A collaborative study between Constellium SE, a global leader in aluminium materials headquartered in Paris, France, and a leading German AM research institute, has developed a new alloy that paves the way for cost-effective and high-performance AM components in series production. In this article, Constellium’s Dr Bechir Chehab and Syam Unnikrishnan present the company’s Aheadd® CP1 alloy, revealing cutting-edge productivity, very good mechanical properties, and the possibility to reduce Laser Beam Powder Bed Fusion (PBF-LB) processing costs by up to 65%. [First published in Metal AM Vol. 7 No. 1, Spring 2022 | 10 minute read | View on Issuu | Download PDF]
Day by day, the AM processing of aluminium components by Laser Beam Powder Bed Fusion (PBF-LB) is being incrementally improved; however, so far, the current state-of-the-art solutions have resulted in only limited interest from OEMs because of technical and commercial challenges. One of the factors behind these challenges is that the majority of the popular PBF-LB aluminium alloy systems are modified versions of conventional alloys and, as such, they are not well suited to the Powder Bed Fusion process.
These difficulties create significant limitations to scale up the production process and to qualify AM aluminium components for series production. Realising the bottlenecks and, as a response to customers’ requests to develop suitable alloys for PBF-LB, Constellium has introduced a novel aluminium alloy, Aheadd® CP1, and a recent study highlights its potential for new AM designs and component-level cost reduction.
Study outline
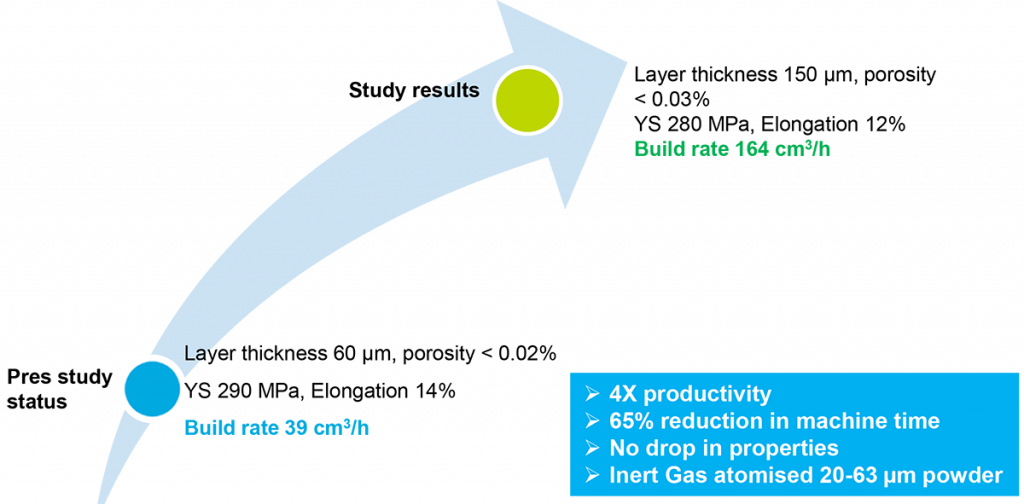
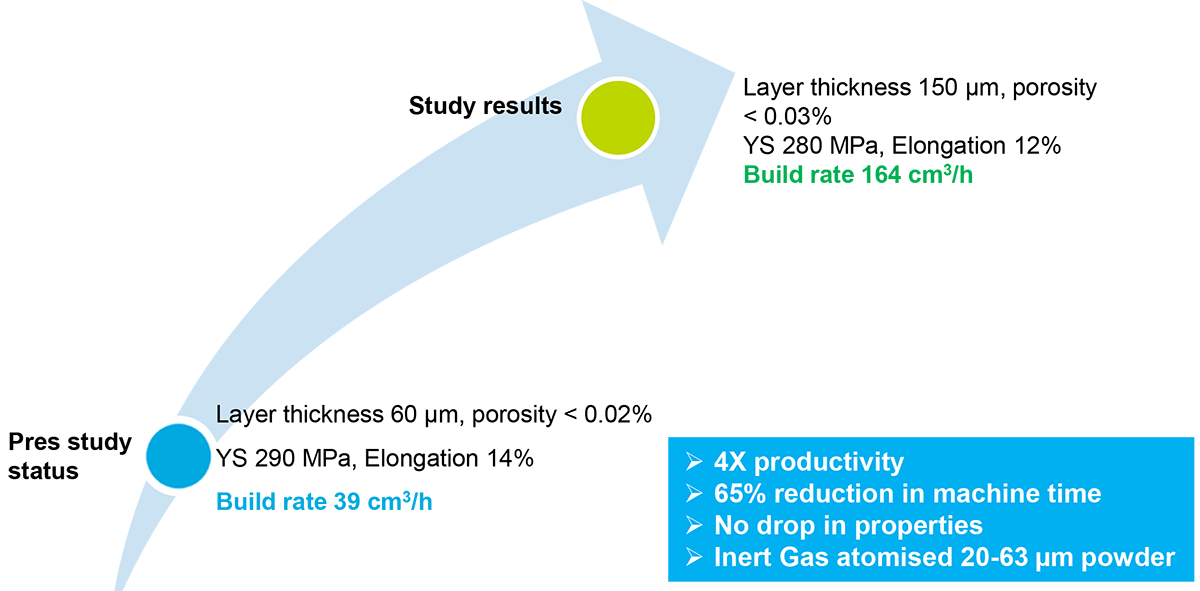
During the initial phase of the study, Constellium set challenging targets, in terms of productivity, density, and mechanical properties. Work with Aheadd CP1 had previously shown glimpses of high productivity combined with better properties in low and medium power PBF-LB machines, but the layer thickness had been limited to 60 µm.
This new study was performed using an industrial scale SLM Solutions PBF-LB machine equipped with 1 kW laser power using inert gas atomised Aheadd CP1 powder (20-63 µm). The Constellium project team developed the build process to spread the powder at 100,120, and 150 µm layer thicknesses and successfully produced high-quality specimens in all three layers without compromising the alloy’s mechanical properties.

The processing window proved to be very wide and robust for the three different layer thicknesses, and the build rate potential ranged between 110 cm3/h and 164 cm3/h. For PBF-LB aluminium alloys, such build speeds and performance are unusual, with most aluminium alloy powders exhibiting difficulties above a 90 µm layer thickness. This high productivity opens the possibility for customers to significantly reduce the cost of AM components and target new applications by utilising the combination of excellent alloy performance and processability.
In addition to the productivity study, the project team developed an initial set of parameters to assess the surface roughness properties of the alloy (Fig. 1). Contrary to the behaviour of standard PBF-LB aluminium alloys, surface roughness did not vary drastically from the vertical surface to the horizontal one. The Ra value ranged between 22-32 µm for the increased layer thickness of the 120 µm build. Such a minor difference in Ra value variation is expected to provide an advantage when designing components with improved fatigue performance.
The heat treatment of the Aheadd CP1 alloy is very simple; no quenching or solution treatment is required to achieve homogenous mechanical properties, thereby minimising complex post-processing. This is attractive for AM users who require consistently tight parts tolerance.

In addition to the cost reduction potential of the material, users are able to push a component’s performance boundaries such as increased load-bearing capability, good corrosion performance, and the possibility to develop large complex geometries without quality issues, thanks to the high ductility and low residual stress of the component in the as-built condition.
For many applications, anodising is vital to ensure good durability for a component’s service life. Aheadd CP1’s behaviour was found to be excellent during the industrial anodising processes. Although there is an ample supply of high-quality AlSi10Mg powder, the inability to anodise silicon-containing alloys is inhibiting the qualification of critical components in service. Aheadd CP1, in that regard, offers a promising solution to replace AlSi10Mg-based AM components and allow benefits both in terms of cost and performance advantages.
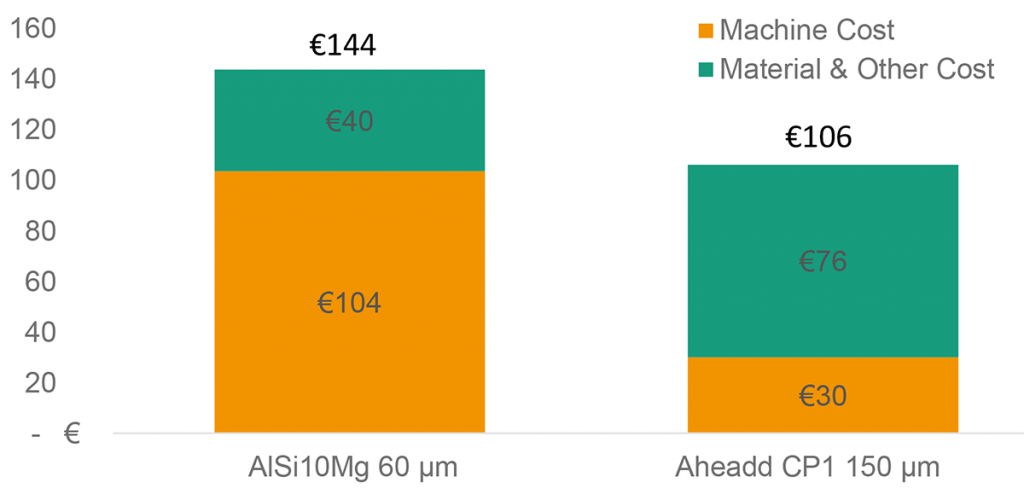
Fig. 2 shows a cost analysis based on a representative use case. The costs were calculated based on a part with printed volume of 145 cm³ with dimensions of 240 x 90 x 87 mm³. The cost assessment presented here was based on a full build of twenty-eight parts. Though the initial material cost for the alloy under investigation is higher than AlSi10Mg, the significant drop in machine costs per part by 70% still leads to a component cost reduction potential of > 25%.
Constellium’s alloy design approach
Constellium has more than 100 years of experience in the development of high-performance aluminium alloys for challenging applications. The company recognised early in its exploration of AM technology that deriving solutions from conventional alloy systems was not the right strategy, and an ‘out-of-the-box’ design approach was adopted instead.
A novel alloy for the PBF-LB market is, however, only viable when powder production can be scaled up, the build processes are straightforward, and post-processing is kept to a minimum. In addition, the alloy must be able to cover the widest possible range of applications areas and, most importantly, be able to produce components cost effectively. In the development of Aheadd CP1, the company worked with leading AM adopters and industrial end-users in order to understand the most important and ‘non-negotiable’ performance requirements.
Process qualification and parameter optimisation for new levels of productivity
Theoretical build speed is defined through the molten volume per time unit. It is expressed by the formula vs∙hs∙ts, where vs is the exposure speed, hs is the hatch distance and ts is the layer thickness. Hence, this characteristic value is only dependent on the process parameters. This allows the comparison of processes themselves, with no regard to individual machine configurations.

On the other hand, the productivity is usually defined as the efficiency of the production of goods; the time efficiency of a manufacturing process is, therefore, measured by the manufacturing time. The PBF-LB process is a three-step process that consists of recoating, exposure and substrate plate movement. These three steps repeat in such order until the part is generated. The build rate controls the exposure time, and the layer thickness controls the number of the layers, hence, both the total recoating time and the total exposure time. Both parameters play a role in the final manufacturing duration. For example, 150 µm layer thickness reduces the recoating time by 33% in comparison to 100 µm layer thickness.
In order to find the process window limits, the project team designed a process parameter development with 45 parameter combinations at three-layer thickness levels: 100, 120 and 150 µm. To investigate the resulting density of each parameter, density cubes of 10 x 10 x 10 mm3 were generated in three different build jobs. For each parameter combination, three cubes were generated, totalling 135 cubic specimens.
The cross-section perpendicular to the substrate plate was ground, polished and the density was measured by light microscopy. The average porosities of the cubes are plotted against build speed rate in Fig. 4. 37 out of 45 parameter combinations could generate cubes with relative densities higher than 99.7% (porosity < 0.3%); 17 out of 45 parameter combinations were able to generate relative densities higher than 99.8% (porosity <0.2%).
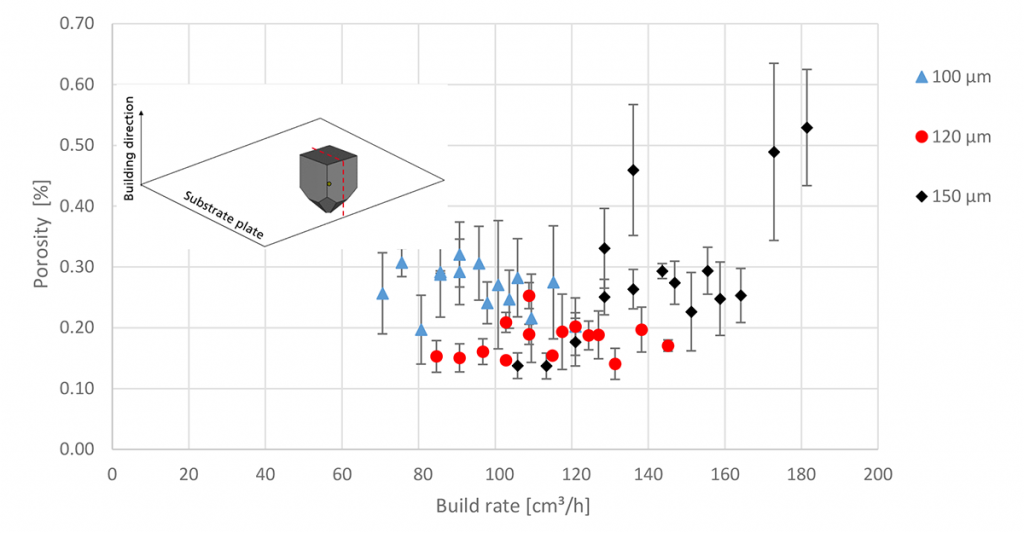
The defects in almost all cubes were gas pores; lack of fusion defects were only identified when processing with build speed higher than 165 cm3/h. A wide process window for Aheadd CP1 alloy could therefore be identified when using parameter sets optimised for high productivity.
To obtain the static mechanical properties of the material, flat tensile test specimens according to DIN 50125 were generated with the best parameter combinations from the density cube experiments. After the build, the specimens were removed from the substrate plate and sliced to the final shape by wire electrical discharge machining (EDM). The outer contours of the specimens were not machined and were kept in the as-built condition. The specimens were then heat treated at 400°C for 4 hours at Constellium before being tested. Considering all investigated parameter combinations, yield strength (YS) is in the range of 270-280 MPa, ultimate tensile strength (UTS) is in the range of 300-310 MPa, while elongation (EL) reaches 9-11%.

Fig. 5 shows the averages of the mechanical properties YS, UTS and Elongation at Failure for the Aheadd CP1 alloy for selected parameter combinations ranging from a build rate of 106 cm3/h to 181 cm3/h. It can be noted that, across the investigated build-up rates, YS and UTS do not depend on the process parameter combinations and are kept constant at high levels.
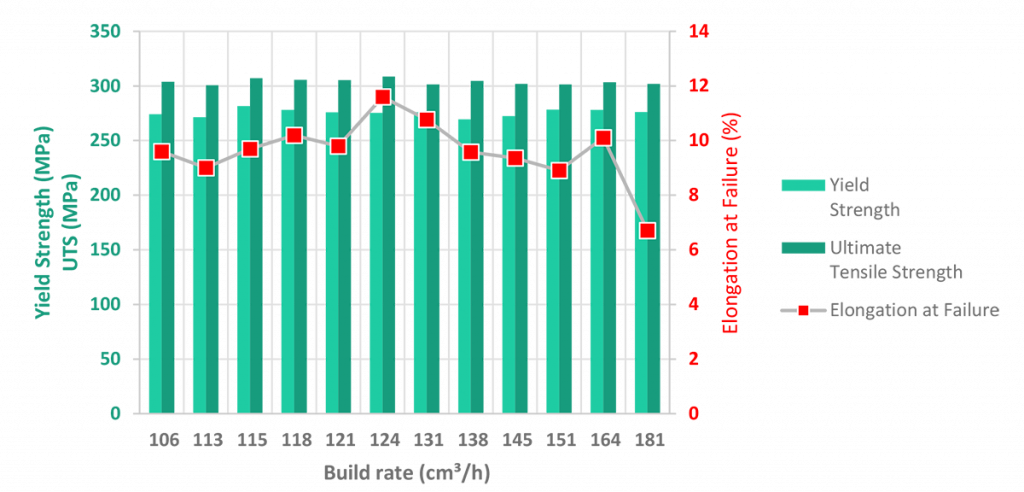
For build rates between 106 cm3/h and 164 cm3/h, the Elongation at Failure remains at a high level around 10%, with only slight variation. This is very likely to be a result of the good as built-condition of the tensile test specimen contour. The authors expect this variation to vanish, after surface-related process parameters, such as contour scans, are developed. The elongation at failure drops significantly at 181 cm3/h from approx. 10% to 6.7%. This decrease was expected, and can be explained by the occurrence of lack-of-fusion porosity, which was observed for parameter combinations with a build-up rate higher than 165 cm3/h.
Future work
As the mechanical properties from the tensile tests showed very promising results, especially for build-up rates that are more than four-fold higher than those usually used for AlSi10Mg, the next steps will be to refine surface-related process parameters as well as to test the fatigue behaviour for the as-built condition as well as in the machined condition.
Notwithstanding the high layer thicknesses of 100-150 µm that were considered in this study, initial results for surface roughness show promising values, allowing the project team to assume that surface roughness in the as-built condition of Ra<15 µm will be achieved within the ongoing optimisation process.
The entire development was performed on an industrial platform and the product has achieved a high maturity level. Constellium will be glad to help customers, who would like to benefit from cost-efficient and high-performance AM aluminium components and to explore new use cases that can lead to future series production of aluminium PBF-LB components.
Authors
Dr Bechir Chehab and
Syam Unnikrishnan
C-TEC (Constellium Technology Center)
Parc Economique Centr’alp
CS10027, Voreppe 38341
France
LAST MONTH’S MOST-READ ARTICLES












