


Revolution, not evolution: General Motors on building an AM culture and the AM Dream Machine
For Additive Manufacturing to succeed in the volume production of components for the mainstream automotive industry, it will not only require the creation of an effective AM culture within automotive producers, but also a radical re-evaluation of what different industries need from AM machine manufacturers. Jeff Kerns visited GM’s Additive Industrialization Center (AIC), in Warren, Michigan, USA, for Metal AM magazine and spoke at length with the centre’s team about its role in the exploration of AM for automotive, and how new machine designs will increase AM’s success in the automotive industry. [First published in Metal AM Vol. 8 No. 3, Autumn 2022 | 20 minute read | View on Issuu | Download PDF]

Additive Manufacturing continues to grow in a wide range of markets. The hype of the past is fading, as successful applications in the aerospace and medical industries prove the value and staying power of what is a relatively new collection of diverse advanced manufacturing processes – all of which share the common principle of creating components by adding material, in a layerwise process, exactly where it is needed, rather than subtracting it.
That Additive Manufacturing has flourished in aerospace and medical is thanks to some basic engineering economics: higher value parts, lower production volumes, the opportunity for part reduction/consolidation, and the potential for customisation. Industries based on higher volumes and lower cost, such as the mass-market automotive industry, make the economics of AM adoption more challenging. Here, we explore how one automotive producer is leveraging the opportunities presented by Additive Manufacturing, with some major, inevitable differences to the path taken by the aerospace and medical sectors.

The seed for this article was planted by invitation from General Motors for Metal AM magazine to visit its Additive Industrialization Center (AIC), based out of its Global Technical Center in Warren, Michigan, USA. Opened in 2020, the 1,300 m2 facility is a significant statement of intent by GM that, at the same time, builds on past efforts. At the time of the centre’s opening, it was stated that Additive Manufacturing would be a fundamental pillar of GM’s transformation into a more agile, innovative company, bringing speed, flexibility and cost reductions. This messaging pointed to a future where AM is widely used to produce end-use parts, as well as bringing a host of other advantages to GM.

The long road to AM production
At the heart of the AIC’s mission is to explore, with a dedicated team, how to maximise the opportunities presented by AM, change mindsets, and bring value to the automotive industry through the use of the technology. At the time of the centre’s announcement, Ron Daul, the group’s Director of Additive Manufacturing and Polymer Centers, commented, “GM is increasingly applying the benefits of 3D printing, from prototype development to manufacturing tooling and production vehicles. With the opening of the AIC, we’ll continue to accelerate adoption of this technology across the organisation.”
Of course, despite the economic, volume-related, and other challenges, automotive OEMs have been identifying metal and polymer AM applications for some years. Ante Lausic, GM’s Lead Process Engineer for Metal AM, and Deanna Stangas, manufacturing applications engineer, both based at the AIC, explained how earlier successes with AM at General Motors led to the centre’s creation.

“This investment was not made on a whim. GM has a long history of engineering, manufacturing, and product development,” stated Lausic, as he led the way toward the AIC. “We’ve been into additive processes since 1989. There’s some debate whether we had the second or third industrial SLA [Stereolithography, a Vat Photopolymerisation process] machine at our Rapid Prototyping Lab; it was used to aid design and studio teams in early part mock-up and development.” That was over thirty years ago, and GM has only continued to grow its AM activities.
Prototyping with AM helps test basic form and fit, resulting in faster, more effective design iterations. Early successes in this area helped expand AM’s use and, in 2017, GM’s R&D department expanded its portfolio of installed equipment with the addition of polymer Laser Beam Powder Bed Fusion (PBF-LB) machines – a technology which continues to be used successfully for both prototyping and development.
Today, the AIC houses a steadily expanding number of AM machines for metals and polymers that include EOS M400-4 and M290 metal Laser Beam Powder Bed Fusion (PBF-LB) machines and polymer EOS P396 PBF-LB machines, HP Multi Jet Fusion 5210 polymer Binder Jetting (BJT) machines, and Stratasys F900, F450, F370 polymer Material Extrusion (MEX/P) machines.

Tools and fixtures: immediate gains, exploring processes and ‘AM thinking’
As a bridge between historic prototyping efforts and series part production, AM tooling and fixtures have been of significant value in the automotive industry. Well-designed and functional tools and fixtures can improve factory productivity, drive up quality, and reduce injury, but their production before AM was expensive and time consuming. “There are some misconceptions that tooling is just for fixtures,” explained Stangas. “But, as an example, our Arlington Assembly Shop made nearly a hundred hand tools to support the launch of a new full-size SUV.”
These tools are typically made from aluminium and weigh around 4-18 kg. “Unless you are in a job where you’re using these tools, it might be hard to imagine what it’s like lifting or holding them all day long,” Stangas continued. “Reducing any weight or providing ergonomics that can help increase productivity while reducing injury, fatigue and even poor morale, is a great benefit of AM.” Additionally, the plant was able to save more than two months of tooling construction in the changeover to launch the SUV.

Entering the polymer side of the AIC, a table of tooling was on display for the benefit of the tour. “There are misconceptions about AM from its early development in the aerospace and medical industries,” says Lausic. “People tend to think if you can’t justify it economically, it’s impossible to make a case for additively manufacturing a part. But you have to consider every angle for a more holistic approach.”
Holding up what looked like a massive 61 x 30 cm gripper finger, Lausic said, “This is a large part, with basic geometry, which is more cost effective to manufacture using traditional processes. However, additively manufacturing this end of arm tooling for a robot reduces its weight by more than 90%. If you have a robot that can lift 35 kg. but your tooling weighs 11 kg, the robot can only lift 24 kg.” So, while a conventional manufacturing technology might initially look more economically viable, designers and engineers must approach AM from a holistic standpoint, and think of the entire process. Every gram removed from tooling adds another gram that a robot can lift. Similar to the hand tools example, lighter weight can help preserve the person – or machine – doing the lifting.
GM operates with clear purpose to ‘pioneer the innovations that move and connect people to what matters’. As part of that innovation focus, GM has rolled out Stratasys F900 FDM machines within various North American operating sites. Once networking is completed, these assets will be able to meet individual site needs and share improvements from other manufacturing operations. GM will also operate an additional ten F900 machines as a hub operation within its Warren technical centre, in support of early product development and tooling solutions.

Additive Manufacturing for functional prototypes
The volume of parts produced in the automotive industry is a challenge for metal AM. However, even if final production volumes are too high for AM to be considered as the final manufacturing process, it is widely used to validate components before a company commits to the high costs and long lead times associated with tooling.
One example GM highlighted was the redesign of a multi-piece hinge with a stamped bracket, which could save millions of dollars annually. While producing all of the parts with metal AM was not viable, the tooling for the bracket would cost a few hundred thousand dollars and take sixteen weeks to produce. The potential savings justified the tooling cost, but it was important to validate if the new component would meet the design team’s specific requirements. Step in metal AM: within two weeks, six sets of geometrically accurate and functional brackets were additively manufactured in steel to validate the tooling design change.

“While metal AM is not always more economical or beneficial, every successful solution opens people’s minds to new possibilities. Then there are simple wins like casting,” said Lausic, pointing to a block of almost solid metal sitting on a table. “The cost and lead times on AM casting moulds are also almost always a win. First, we have the freedom to design the internal channels for conformal cooling to optimise the mould, thereby decreasing cycle times and increasing quality. Second, we have options when it comes to the aftermarket. If we additively manufacture the moulds, we can determine the breaking point between long-term storage costs and simply Additive Manufacturing a new mould. Also, it’s cool to think if in fifty or a hundred years from now if you wanted to make a car from today, you could just AM the moulds and go back into production.”
A proven case: AM for series production
Traditionally, tooling has been key to the mass production of components in the automotive industry. However, tooling hinders flexibility and drives the need to produce larger volumes in order to recoup costs and generate a profit. Whilst AM can be used to reduce the costs and lead times associated with tooling production, the more radical option of directly producing series automotive components by AM, and thereby eliminating tooling altogether, is fast becoming a reality.

The benefits demonstrated by the following polymer component could equally apply to a metal AM component. In 2021, a closeout seal on the rear spoiler of the 2022 Chevy Tahoe was developed that streamlined airflow to improve fuel efficiency. The late-stage change did not allow enough time for the seal to be produced using conventional tool-based manufacturing processes, with only six weeks until production was due to start. By using GM’s in-house Additive Manufacturing capabilities to verify an AM solution, and then outsourcing production, 60,000 parts were delivered on time without significant delays. Late-stage changes such as this can increase the value of products and preserve brand reputation.
The experience and knowledge gained in a case such as this bring awareness of Additive Manufacturing and its potential and will drive the shift towards the more frequent use of AM for volume production. As a result, future geometries that solve a problem but appear unviable to manufacture via conventional processes may be considered as worth exploring by AM. Developments such as these continue to drive the expansion of AM in automotive production.
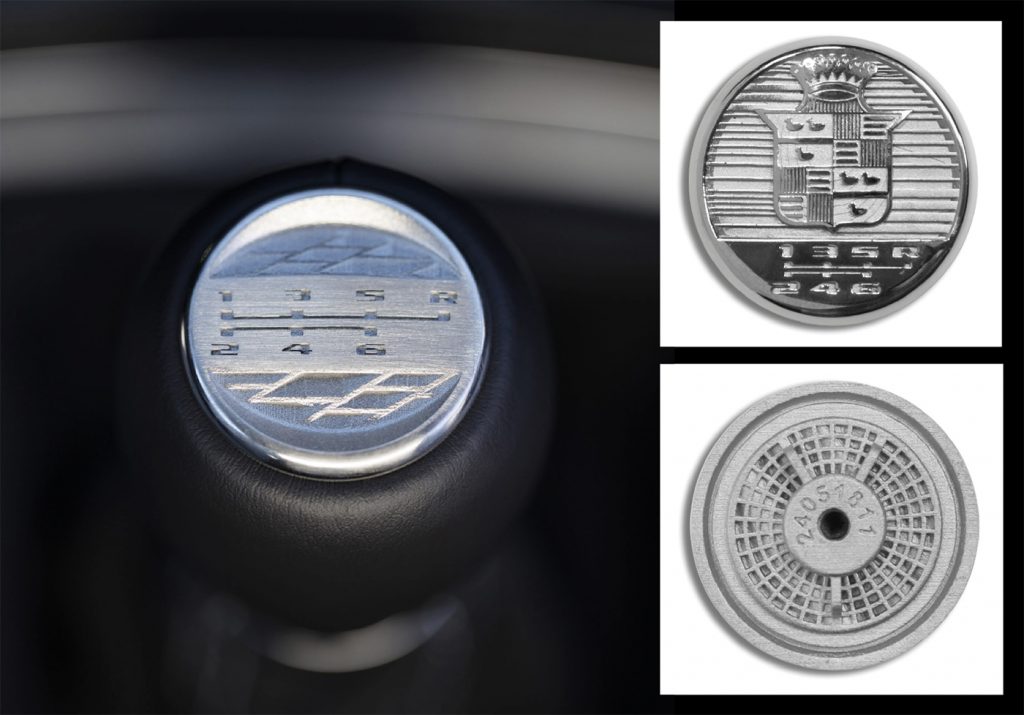
While polymer AM parts are expanding into production applications faster, metal AM might not be far behind. One success story is a part produced by metal Binder Jetting: a shifter emblem on the 2022 Cadillac Blackwing V-series models, manufactured by Azoth, Ann Arbor, Michigan, USA. To keep the metal shift knob from heating up, the rear of the part functions as a heat sink. While this is the first such application to enter production at GM, the AIC team states that it is continuing to find potential value in metal AM part production.
The biggest barriers: automation, speed and the threat of delineation
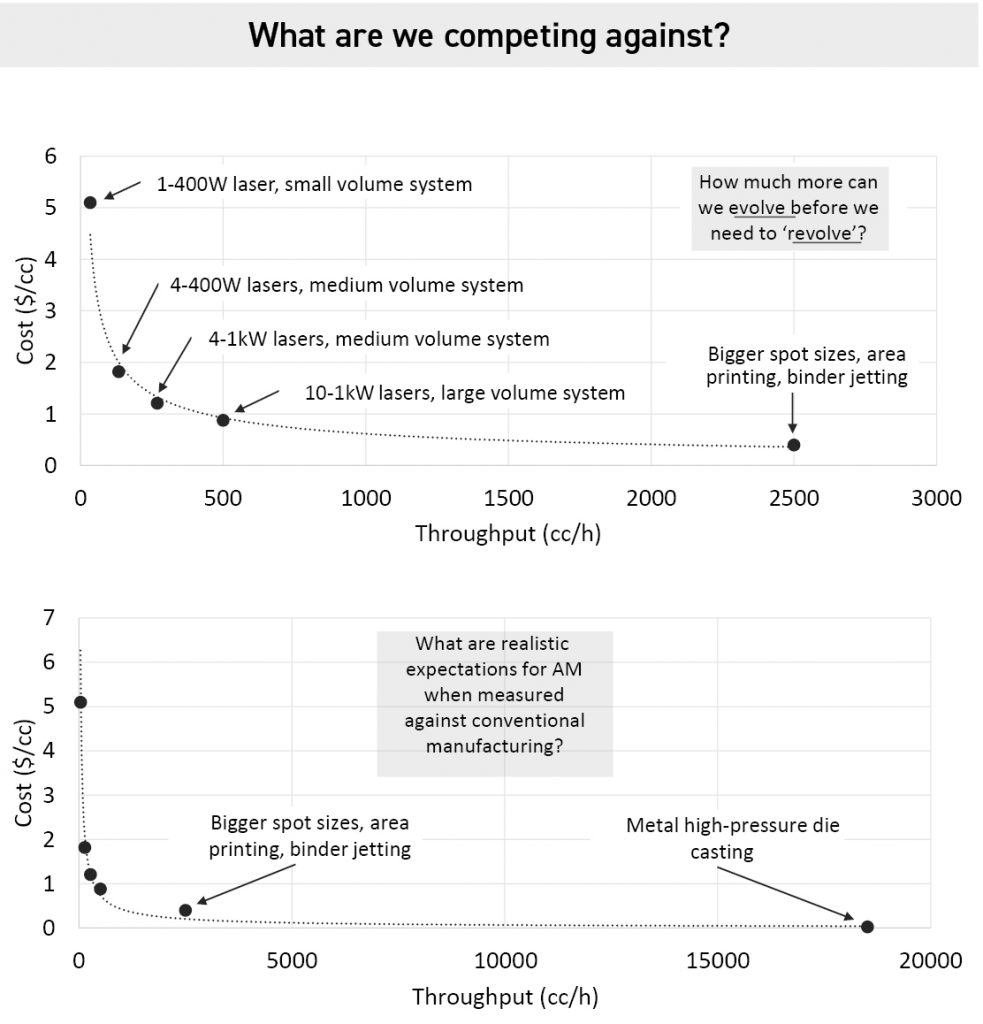
“One of the most significant challenges facing Additive Manufacturing as a function overall is the misconception that it cannot be used to support large-scale and/or large volume production timelines, or that its parts are not as high-quality as traditionally produced parts,” explained GM’s AM Product Applications Technical Lead, Brennon White. “As materials and AM production technology evolve, we have increased our ability to produce at scale. We focus efforts on understanding the divide between current state-of-the-art PBF, next-generation PBF, and Binder Jetting, and where they compare against our traditional manufacturing solutions.” GM worked with machine maker EOS GmbH, Germany, to better understand this divide and the comparison between AM and traditional manufacturing, producing the charts shown in Fig. 8.
Work at the AIC is not only focused on application development but on exploring the entire Additive Manufacturing workflow. Inevitably, it is post-processing – specifically the removal of parts and powder from a build chamber or build box – that attracts much of the team’s attention. Whether using Binder Jetting or Laser Beam Powder Bed Fusion, the current slow removal of parts and powder from the build plate are seen as a major barrier to the much-needed drive towards automation. With automation, the potential of AM for series production in the automotive industry would increase significantly.

“Even loading and unloading build trays is time consuming. It can take an operator eight hours to unload and load a full build tray of metal powder and parts,” Lausic explained, as we headed to the metal AM side of the building. At this stage of the workflow, an operator would typically vacuum out the material from the build space, then transfer it to different sifting machines and eventually blend sifted and virgin material to finally reload the AM machine. “To produce automotive industry volumes, we needed to greatly reduce this time.”
“We developed our own material management system,” he explained. “Now, the operator uses a vacuum nozzle to remove as much of the loose material as possible after a build is complete. The nozzle feeds the material through pipes, into the sifters, into that cabinet [he gestured to a seemingly normal office cabinet across the room], which adds in the virgin material and feeds it directly back into the machine.” This system is able to unload and reload an AM machine in thirty minutes and can supply up to three machines with the same material. Additionally, the machines do not need to wait until they are fully loaded with powder in order to begin a build.
A guiding principle of this system, beyond improved speed, was improved safety; by limiting the time it takes to vacuum powder from the build chamber, you improve operator ergonomics and reduce exposure to hazardous metal powders. All of the steps outlined above take place in a restricted area, away from people; again reducing powder exposure.
But while Lausic and his team are working on how to increase automation and reduce post-processing time, the one thing they have limited control over is the machines. “Most AM machines today – in particular, PBF-LB machines – were designed with aerospace and medical in mind. There is also an older mentality that AM metal parts must reach the same technical specifications as some traditional processes,” stated Lausic.
“I keep hearing about how parts are only nearly 100% dense, but in many cases, you don’t need the part to be 100% dense. Automotive producers are not necessarily concerned about the same things as other industries, such as aerospace and medical. So, we are working with AM machine OEMs to focus on the necessary engineering specifications for automotive. We can often hit many of the design specifications, but we really need to improve automation and production speed for AM to expand further into automotive.”
This necessity for AM machine OEMs to differentiate between markets is important for the industry’s future success in automotive. Companies such as GM already use hundreds of millions of metal powder parts in their engines, often for high-cycle fatigue-loaded applications. In conventional Powder Metallurgy, Powder Forging or Metal Injection Moulding, full or near-full density is only sought where an application demands it. There is currently an average 27 kg of parts produced from conventional Powder Metallurgy processes in a typical North American large SUV, according to data from North America’s Metal Powder Industries Federation (MPIF). Improving build rates at the expense of 100% density, and real-time in-place monitoring, among other features, could therefore allow AM to evolve further into the automotive industry. “As one of the main goals of the AIC, we speak with our AM partners to direct AM machine OEMs in their development of future offerings,” stated Lausic.
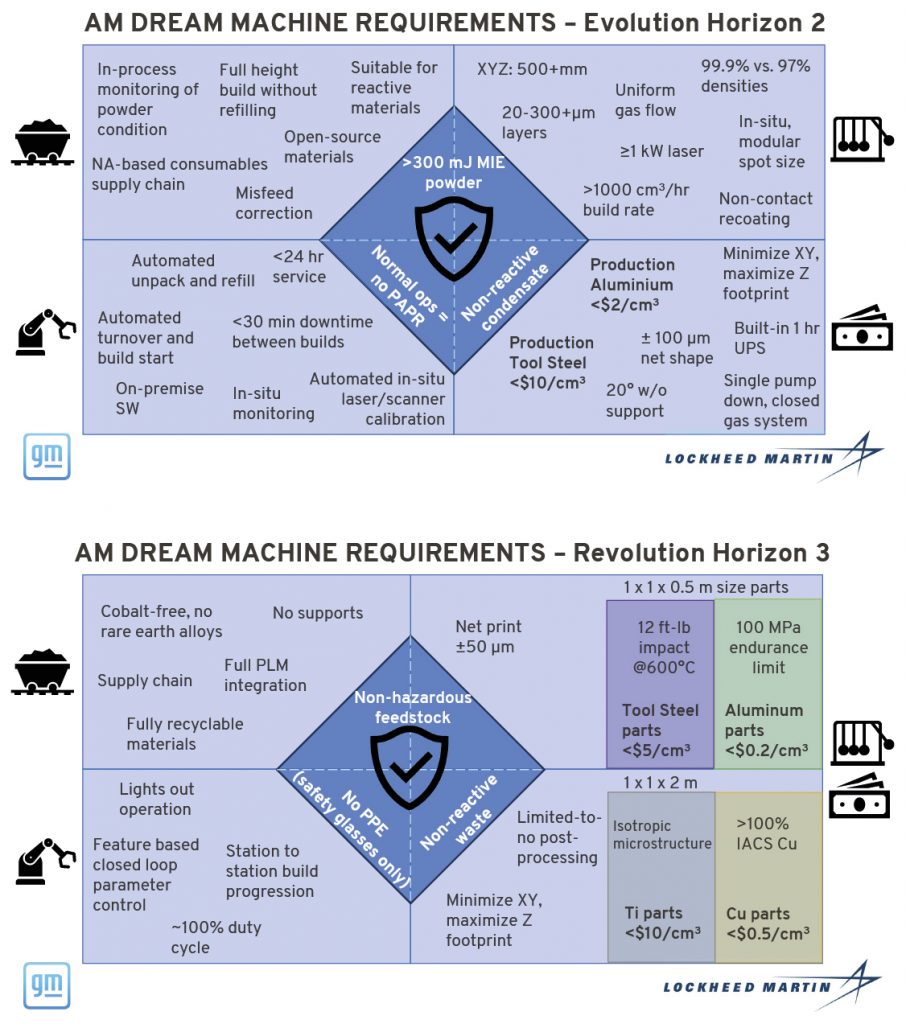
In 2021, GM, in collaboration with Ford Motor Company and Stellantis, published the ‘Roadmap for Automotive Additive Manufacturing’ through USCAR, which looked to consolidate their feedback into one automotive voice speaking to AM OEMs. Furthering its collaboration with the AM industry, GM has now developed a list of requirements for the creation of an ‘AM Dream Machine’, in the realm of PBF-LB, to enable the technology’s industrial-scale adoption in automotive. This dream concept was developed in partnership with aerospace and technology leader Lockheed Martin to help bridge the gap between these two very different application spaces, in order to provide consistency and prevent the further delineation of machine offerings into ‘aerospace machines’ or ‘automotive machines.’ The dream machine concept from GM and Lockheed Martin is illustrated in Fig. 9.
Speaking on the collaboration with General Motors, David Tatro, vice president for Operations Process Transformation at Lockheed Martin, stated, “By blending our diverse expertise in deterrence and automotive systems, Lockheed Martin and General Motors have created an actionable blueprint for the future of Additive Manufacturing. These manufacturing advances will unlock high performing, low cost materials to ease supply chain constraints and advance engineering innovation right here in the US.”
In the first step towards identifying new evolutionary methodologies and through its work on the AM Dream Machine with Lockheed Martin, GM recently purchased two Velo3D Sapphire machines to add to its metal PBF-LB capacity. The company believes that some of the features of these machines work directly towards reaching the goals outlined in its Evolution Horizon 2 requirements for the dream AM machine, outlined in the upper part of Fig. 9. Additionally, GM will be replacing its current suite of EOS M400-4s with M300-4s for the same reason – industrialisation.
At this time, currently available AM machines dictate that the technology is best suited to low-volume production. This is anywhere from a single part to thousands, depending on size and specific technology. GM’s application engineering team determines the viability of a potential candidate part for AM, and then they engineer the part specifically to take advantage of AM’s benefits.
To better understand where various improvements in AM impact viable production volumes, GM utilises past successful applications and benchmarks the evolving break-even points against conventional processes. For example, the Cadillac CT4-V and CT5-V Blackwing’s electrical transmission brackets were only produced additively after multiple stages of part development. Designing the parts for AM included changing round and elliptical holes into teardrop and hexagon shapes to improve geometric dimensioning and tolerancing. Ears or sharp angles were also reduced to gradual slopes to eliminate support materials. Finally, the bracket was oriented and built vertically in the machine’s build chamber so it breaks off easily from the build tray, in addition to enabling the nesting of many of these brackets in a single build. This bracket is a great example of how a seemingly simple stamped part, if transitioned to AM, could eliminate tooling, reduce lead times, and compete with traditional processes.
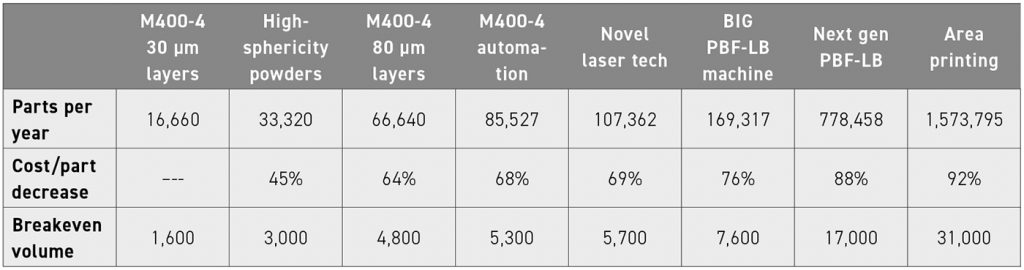
“By estimating the impact of high-throughput speciality powders, 100% automation, novel laser strategies, and future machine envelope sizes, we see gains in break-even volumes, but still nowhere near automotive large-volume programmes,” said White. “But it will require revolutions and not evolutions before we see widespread, large-volume adoption. Until then, we continue to win early with high-end, low-volume applications and tooling.”
From Fig. 10, one particularly interesting avenue for improvement is in the materials that are common today. Most were tailor selected for their ease of AM processing, such as AlSi10Mg and maraging steel, but lack, in one way or another, in their end-use applications. GM is currently evaluating multiple new alloys and powder morphologies that have showcased 10 X improvements in build throughput in standard PBF-LB machines, while matching alloy grades already in vehicles and tools.

In the meantime, how does the automotive industry continue to find applications to drive and evolve AM? Throughout the tour, almost every story started with “One of our engineers came to us….” What is clear is that the number of machines installed, or the level of investment made, does not automatically equate to success. Success, for the team at GM’s AIC, comes from creating an AM-focused culture of knowledge and understanding on how AM adds value.
Building an AM culture
Education is necessary to move away from traditional perceptions that AM’s value is only in small, complex, or combined parts. In 2017, GM launched an outreach programme where a team of AM experts would tour facilities to find parts that might have greater value, or provide a more holistic solution if AM were employed. At this stage, the experts would educate others about AM and make sure employees knew about GM’s education programme. Additionally, for people on the Detroit campus, the research lab expanded to include a maker-space-like lab offering hands-on AM education with low-cost polymer technologies such as filament-based Material Extrusion.
Currently, GM’s AM education programme has trained over 1,300 engineers. Many of the technology’s successes at GM came from people seeking out the AIC because they already had an idea of what was possible with AM. To discuss GM’s strong and growing AM culture, product engineer Tom Curtis and process engineer Andrew Cunningham joined the tour.
“Revolution with Additive Manufacturing begins with educating the broader GM Engineering and Manufacturing community on the possibilities enabled by the technology,” explained Ali Shabbir, Engineering Group Manager – Additive Design & Manufacturing. “Since the inception of the Additive Design & Manufacturing department in 2017, GM has invested over $6 million in AM education and related initiatives. Additive Manufacturing education is necessary to develop an absorptive capacity within the rapidly changing AM landscape, and to ultimately transform how we design, engineer, and build our products.”
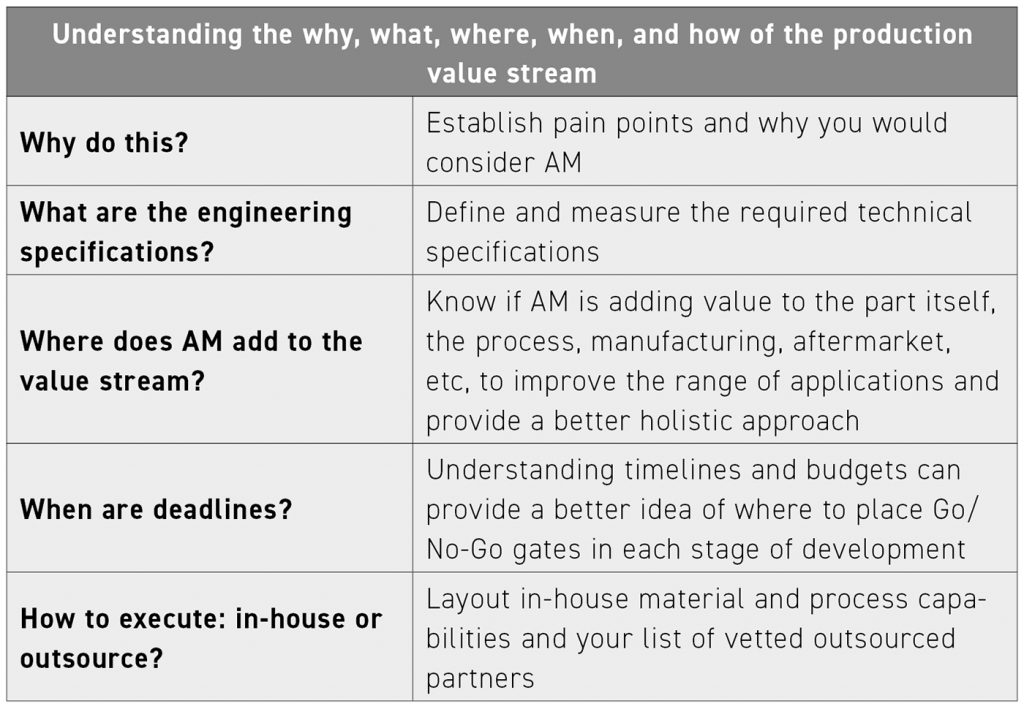
When it comes to AM training or problem-solving, people need to understand the why, what, where, when, and how of the production value stream (Table 2). Education and simple questions help people understand if they can, or should, use AM and how it will add value to production. With years of experience, GM has worked many of its AM successes into its training. Understanding each case to find root causes and values helps generate recipes for success. These recipes can highlight commonalities in dimensions, geometries, and other specifications to find more successes/applications in the future, in addition to helping to develop standards
General Motors also uses the AIC to provide tangible work experience to secondary school students through a partnership with Detroit Cristo Rey High School, a private school serving the city of Detroit. This programme provides baseline skill development while allowing students exposure to a rapidly developing industry. A work study programme engages a high school aged student for one full working day a week and counts toward graduation credit.

The future of Additive Manufacturing in the automotive industry
Despite the challenges, from prototype to aftermarket, AM is growing in the automotive industry. GM’s Additive Industrialization Center is already seeing tangible payoffs in both part development and manufacturing. Teams are saving time and resources by not having to build unnecessary tooling for prototype parts, and tools developed and tested in the lab are helping to improve production processes at various GM assembly plants.
Many of AM’s most visible automotive successes have been in performance motorsports and high-end vehicles. Whilst this end of the automotive industry is less constrained by production volumes and cost, there are both similar and contrasting drivers when it comes to AM opportunities between high-end and low-end vehicles.
What both ends of the market share is the need to educate designers and engineers on both the capabilities and limitations of what Additive Manufacturing can and cannot do. Material requirements (CAE cards) are the same whether going into low- or high-volume production of vehicles. What is different are the component volumes for break-even, especially when considering metals, are lower for high-end vehicles. Cost models, it was suggested, can quickly break down when trying to compete with high-volume programmes.

As with many product programmes, the AM of functional prototyping will play a role in GM’s EV programmes. This will enable speed and agility during product development, which is key to getting quality EVs into the hands of customers faster. Additionally, there’s an opportunity for production applications that help enable unique features and performance. GM has proven its commitment to being a driver of AM technology through decades of work. The upcoming Cadillac Celestiq is a testament to this, with its more than one hundred additively manufactured parts, the most AM parts featured in any GM vehicle programme to date.
As automotive OEMs are pushed to produce lighter and stronger vehicles with greater efficiency and higher performance, AM will continue to form strong bonds between the product, manufacturing, and R&D functions of the industry. The work being completed at the AIC will continue to enable and accelerate GM’s transition into a leading transportation technology company while advancing AM processes. The AM success stories covered here, along with many others, feed GM’s AM development and are a major part of the reason the AIC exists today.
Contact
Ante Lausic, PhD
Lead Process Engineer – Metal AM
General Motors Additive Industrialization Center
Author
Jeff Kerns
[email protected]
Based in New York, Jeff is an automation engineer, technical writer, and consultant.

LAST MONTH’S MOST-READ ARTICLES












