


PanOptimization’s PanX: Scalable simulation and optimisation for large-format metal AM
As metal Additive Manufacturing shifts toward larger, higher-value components, conventional AM simulation often fails to scale and remains focused on prediction rather than actionable process improvement. PanOptimization’s PanX seeks to address this gap with a scalable, high-fidelity Finite Element Analysis (FEA) solver for PBF-LB and DED that supports feed-forward optimisation of parameters, timing, and distortion compensation. In this article, Erik Denlinger and Pan Michaleris examine the technical innovations enabling next-generation AM simulation and the commercial implications for throughput and yield, as well as market directions. [First published in Metal AM Vol. 11 No. 4, Winter 2025 | 20 minute read | View on Issuu | Download PDF]

PanOptimization was founded to meet the simulation demands of the Additive Manufacturing industry. These can be summarised as two priorities. First, the industry needs tools that optimise build outcomes, not just predict them. Second, it needs simulation methods that can handle components of any size or complexity. Together, these priorities reflect how frequently AM parts encounter manufacturing failures driven by plastic deformation, metallurgical transformations, and the thermal cycles inherent to the process.
Such failures include any issue that prevents a build from completing successfully or meeting specification, such as distortion leading to out-of-tolerance parts, cracking, recoater jams, buckling, excessive surface oxidation, powder sticking, over-melting or keyholing, bolt or support failure, and unacceptable material properties. AM simulation helps identify and correct these issues virtually, avoiding expensive and time-consuming trial-and-error physical builds.
Historically, even though many commercial tools existed for simulating ‘part-scale’ AM components, they were limited in terms of the types of build problems that they could address and the size and complexity of the components that they could simulate, restricting their use primarily to predicting distortion and residual stress trends on small- to medium-size parts. Even for medium-complexity cases, the simulations could take weeks to perform.
As the metal AM market continued to move in the direction of manufacturing large and complex parts, these limitations meant that many organisations were not able to use simulation at all on production parts. This inability to apply simulation was particularly painful, given that as part size and complexity increase, so does the cost of AM components and the resulting failures of those components. This all came at a time when organisations began to face increased pressure to generate revenue from AM applications, rather than just invest in the hype surrounding the technology. This combination of market factors created increased demand for tools that improve machine throughput by reducing build time and part failures.

PanOptimization commercially launched PanX, a Finite Element Analysis (FEA)-based solver for simulating and optimising Laser Beam Powder Bed Fusion (PBF-LB) and Directed Energy Deposition (DED) manufacturing processes, with the intention of capitalising on this opportunity. By applying a set of new technologies, PanX enables users to accurately simulate and optimise all aspects of the AM process, including even the largest and most complex components.
Users can optimise laser parameters spatially across each layer to achieve uniform melt quality and material properties, or optimise wait times to avoid issues with overheating. High-accuracy distortion and stress predictions enable users to pre-deform (compensate) the part’s geometry to achieve tight tolerances, as well as predict cracking, recoater jams, and buckling.
PanX runs locally on-premises on an engineering workstation and does not require costly Graphics Processing Units (GPUs). Unlike previous generation AM simulation tools that are typically run by simulation experts and sit outside of the design/build-prep/build workflow, PanX is specifically designed to seamlessly integrate with existing user workflows, interfacing directly with build processors and allowing for information like energy input, machine timing, and build layout to be easily passed to the solver and for optimised parameters to be passed back to the build processor. In short, the solver guides users toward successful builds without experimental trial and error, while fitting seamlessly into existing workflows. PanOptimization refers to this simulation as ‘Next-Generation AM Simulation.’
This article will discuss innovations that have fuelled the rise of next-generation AM simulation, how they enable accurate and scalable simulation and optimisation, and how they are being applied in industry today. It also provides insight into where the AM simulation market is likely to go next.

Predicting large-scale build behaviour
Over the years, the size and complexity of AM parts have dramatically increased. In the early 2010s, most available machines had build volumes that limited part height to about 250 mm. It is now common to encounter parts that stand at over 1 m tall. AMCM, Nikon SLM Solutions, and Velo3D all offer large-format machines able to make parts of this size.
The increasing size and complexity of AM components present a major challenge for FEA models, severely limiting the adoption of simulation tools in industry. Small feature sizes (~200 µm) combined with large part volumes (~1 m3) result in massive FEA models and equation counts. The computational performance (run time and memory consumption) of simulation tools scales roughly cubically with part size/complexity, meaning that if a particular part takes 10 hours to simulate, another part twice as complex would not take 20 hours to simulate, but rather 80 hours.
The same trend goes for random access memory (RAM) consumption. Fig. 2 illustrates this issue, showing that for conventional modelling approaches (plotted in orange), as more material is added into the analysis, runtime and memory consumption grow exponentially, with the limiting factor being the available memory. This exponential explosion makes most modern parts far too computationally expensive to simulate using typical part-scale modelling strategies.
For smaller geometries that can be simulated using traditional modelling approaches, model accuracy is still limited. Prediction errors arise for several reasons: simulations are often run with very coarse settings to ease scalability issues, models frequently neglect the build’s thermal response or approximate it only roughly, and solvers typically lack integration with the build processor, so they cannot account for key machine details such as varying parameters and deposition timing. For DED, prior part-scale models are generally not applicable because they rely on assumptions that are invalid for the actual manufacturing process.
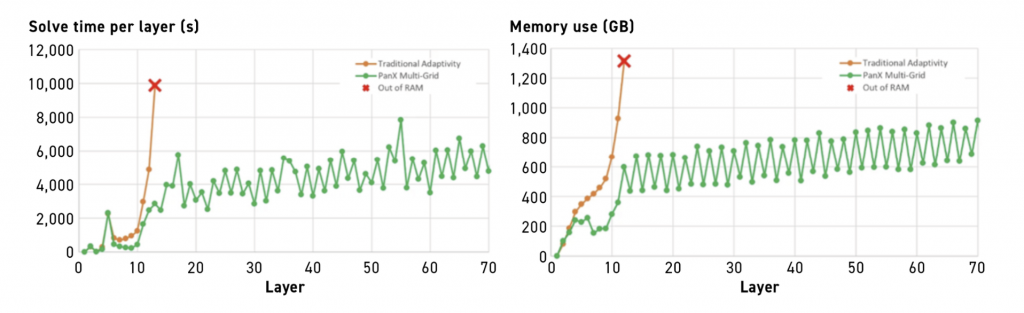
PanX overcomes these issues, which have prevented AM simulation from reaching its full potential, by employing a set of novel technologies centred on FEA meshing and simulation. PanOptimization’s new Multi-Grid Modeling (MGM) approach, combined with advanced meshing techniques, is a new approach to solve AM simulation problems, enabling high-accuracy predictions on parts of any size or complexity. Fig. 2 illustrates the computational performance of MGM (plotted in green) in comparison with traditional FEA approaches as successive layers are deposited on a part. Multi-Grid Modeling scales roughly linearly with the problem size and avoids the exponential computational explosions that occur when using other modelling approaches.

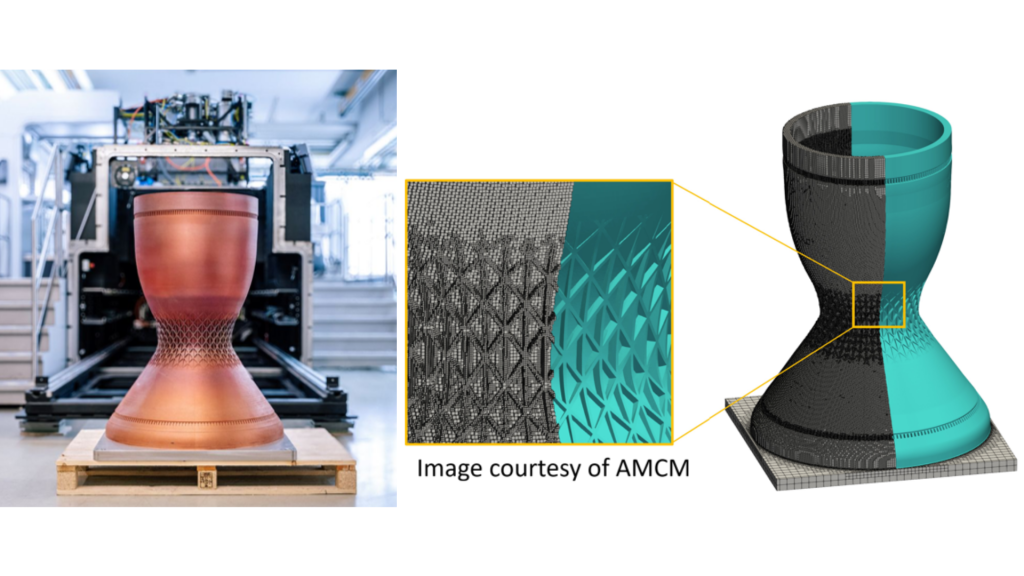
The larger the model gets, the more advantageous Multi-Grid Modeling becomes. Fig. 3 plots the speed-up of MGM compared with traditional FEA part-scale modelling. Even for a small geometry, MGM provides a nearly 10x performance speed-up. For a medium-sized geometry, the advantage grows to 100x. For large geometries, the speed-up becomes effectively unbounded, as such geometries are impossible to solve using legacy approaches. The scalability enables the simulation of the AM process for geometries of any size or complexity, while still capturing all geometric detail, as demonstrated by the 1,200 mm tall, complex rocket component shown in Fig. 4.
The scalability improvements in PanX do not come at the expense of accuracy. In fact, the MGM approach is inherently more accurate than conventional modelling methods.
PanX can also input actual machine parameters, timing, and boundary conditions, further improving the accuracy of predictions. These PanX predictive capabilities are widely used on production parts across the industry, with popular applications including the prediction of temperature, distortion, and residual stress on PBF-LB parts.

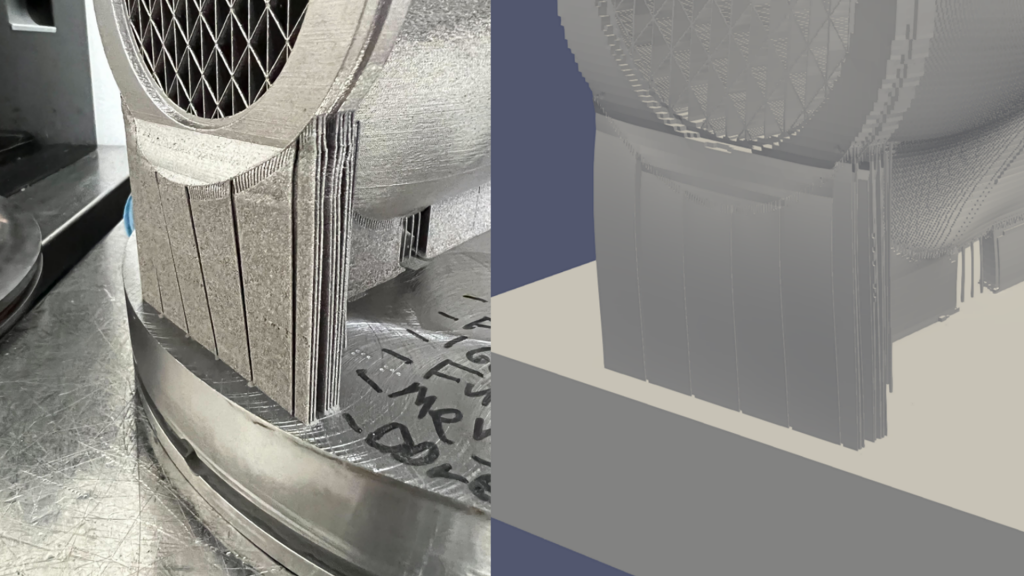
Fig. 5 shows the PanX simulated distortion prediction of the large 1,200 mm rocket component compared with the experimental result, and the simulation is in very close agreement with the measurement. PanX is also used to predict temperature, distortion, and residual stress on electron beam, laser, and wire-deposition DED parts, as well as cladding.

Fig. 6 shows a PanX simulation compared to an actual AM build of a 2.65 m long grid-fin additively manufactured on a Sciaky DED system. The simulation accurately predicts the distortion of the component, which bent a 4-inch thick steel fixture by approximately 1 inch during manufacturing.
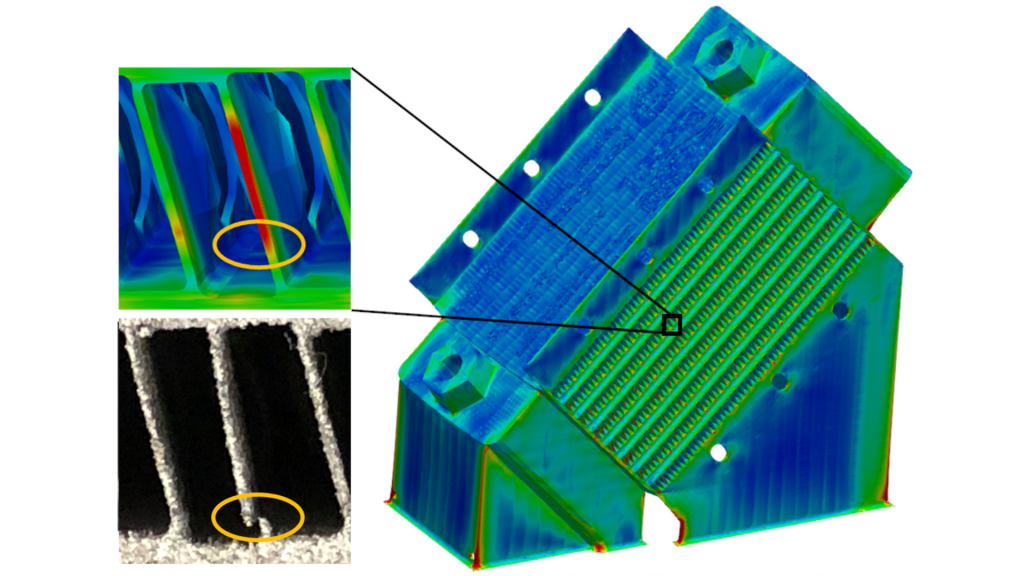
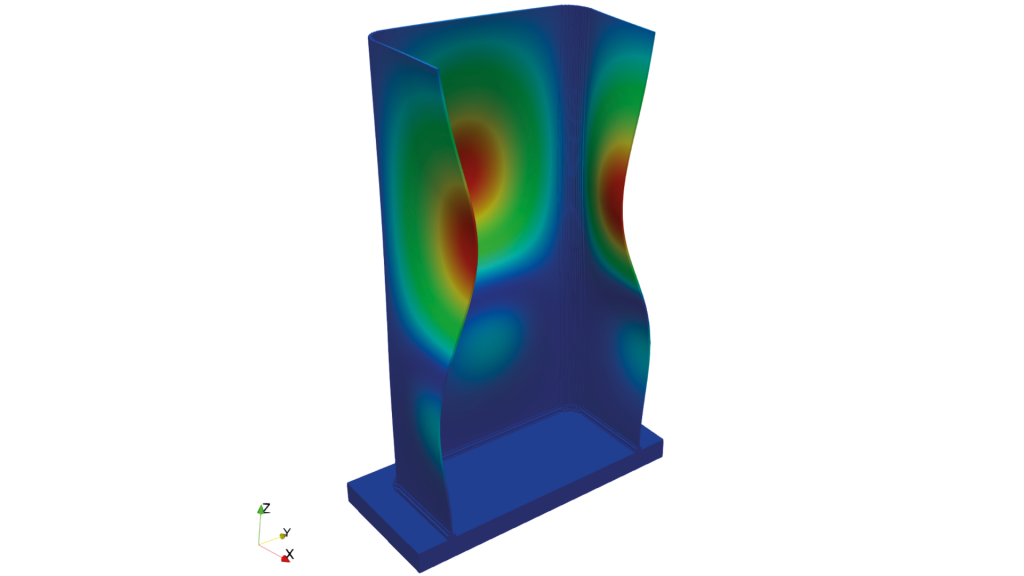
Other common applications include shrinklines, or build-lines, with Fig. 7 showing a predicted shrinkline compared to an experimental build of a large heat exchanger, crack prediction as shown in Fig. 8 on an AlSi10Mg heat exchanger compared to the as-built AM part, and buckling, with Fig. 9 presenting a PanX buckling prediction on a thin-walled structure. Beyond these, PanX is used to anticipate other common issues such as bolt or support failure, recoater jams, and overheating.
Each example part shown in Figs. 5-8 is of a size and complexity that would make it impossible to simulate using any other product on the market.

Feed-forward optimisation for production builds
The field of AM optimisation is largely unexplored, particularly beyond research and into production settings. Historically, this has been due to the lack of predictive modelling capabilities on the market for simulating such components. Without scalable and accurate modelling, manufacturing optimisation problems are effectively impossible to solve. Now that PanX has addressed the forward (predictive) issue related to the manufacturing process in a scalable manner, it becomes possible to tackle the inverse (optimisation) problem.
PanX therefore offers a range of optimisation modules, all aiming to intelligently optimise inputs to the manufacturing process in order to achieve a successful build and an acceptable end component. These optimisations include tuning machine process parameters such as power and scan speed to achieve uniform melt quality and material properties, optimising dwell times to avoid overheating-related issues like oxidation and powder-sticking, applying geometry compensation to reduce distortion and meet dimensional tolerances, and performing topology optimisation of the geometry or supports to ensure manufacturability.
The specific type of optimisation of interest will vary depending on the application and the constraints of the individual customer. For example, it is common to encounter use cases where it is not permissible to alter the nominal machine parameters or the part topology. These constraints would result in the end-user most likely opting to manage the thermal response of the build by adding wait times and managing distortion by applying pre-deformation (compensation), rather than opting to use parameter optimisation or topology optimisation.
The industries PanOptimization works with (primarily aerospace and defence) also typically require that the processing conditions for AM be known beforehand and ‘locked down.’ That means the demand the company sees is for ‘feed-forward’ optimisation based on simulation predictions, not ‘feedback’ optimisation based on in situ measurements.

Parameter optimisation
Feed-forward parameter optimisation involves modulating energy density spatially across each build layer in order to achieve uniform melt characteristics and material properties. The need for such optimisation is driven by the fact that many builds experience issues related to over-melting, e.g. keyholing, degradation of material properties, etc. These issues are caused by the fact that nominal machine parameters are established by characterising simple test geometries, which will have a significantly different thermal history than actual builds, a concept illustrated in Fig. 10.

Ideally, these machine parameters would be adjusted based on the temperature of the material that is about to be lased. For example, if depositing on top of room temperature material, the nominal machine parameters should be applied. However, if the material temperature is significantly elevated, the energy density should be modulated downward to achieve consistent melting.
PanX’s ability to accurately predict interlayer temperatures, along with its ability to integrate closely with build processors, makes it ideal for this type of feed-forward parameter optimisation. PanX is able to input machine process parameters spatially across the build, simulate the thermal response, select optimal parameters, automatically update the parameters in the simulation, and then pass the parameters back to the build processor. Fig. 11 shows that even when processing regions of the part that may be very hot, the optimised laser powers result in uniform melting characteristics compared to the overheated baseline case. This type of optimisation can dramatically improve the process consistency; however, it will not solve all problems related to part overheating, since it is still necessary to input enough energy to melt the material.

Interlayer temperature control
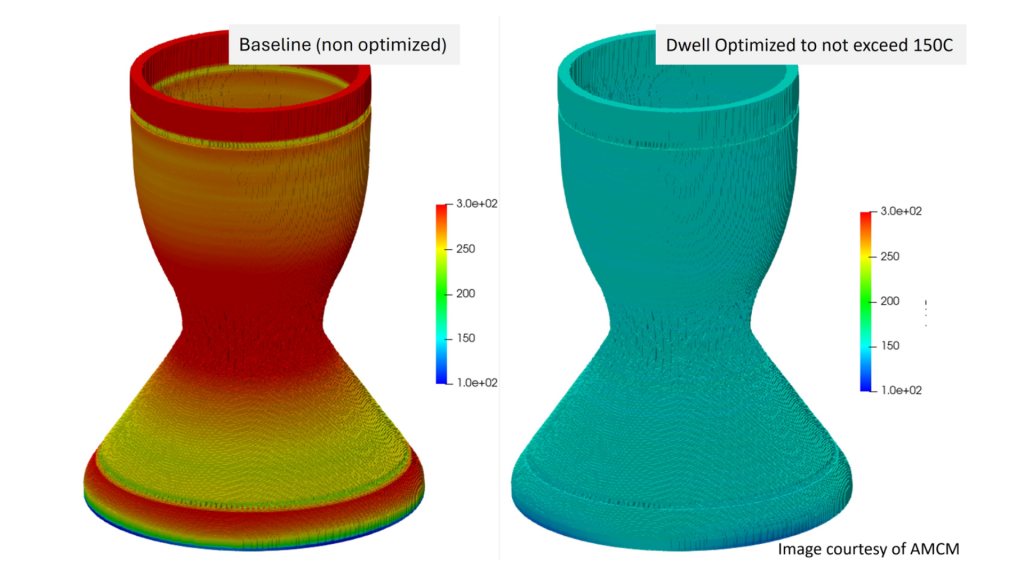
Dwell-time optimisation involves computing the required wait time between each layer to achieve a target interlayer temperature that is acceptable for depositing atop. PanX is able to compute these wait times given that it can accurately compute the interlayer temperatures. Dwell optimisation is a widely used tool despite the obvious drawback that it will add build time to manufacturing due to the fact that process parameters and geometry are frequently fixed. Even if a user can change process parameters or part geometry, they may still experience issues with overheating and need to add dwell times.
Fig. 12 illustrates the concept of the 1.2 m tall AMCM component. Above bulk temperatures of 150°C, the material experiences issues with surface oxidation and powder sticking, which can close off internal channels. PanX can run the thermal analysis and compute the required wait times in about 1 hour of compute time, leading to a successful AM part.
Distortion-based geometry compensation
Distortion compensation involves offsetting the pre-form geometry in a way such that when it distorts, it distorts into the desired shape and within the tolerances of the nominal target geometry. The distortions are typically determined experimentally or numerically (via FEA), with both options offering benefits and potential limitations. When the distortions are determined experimentally, there is a high degree of certainty (depending on the amount of measurement error) that the distortions used for the compensation will be accurate. However, a costly experimental build of the component is needed to determine the distortion, and the measurement data will only be available on external surfaces of the part. When performing distortion compensation using simulated distortions, the data will be available for any feature included in the model; however, the result of the compensation can only be as good as the simulation result. This is particularly problematic for components that have tight tolerances.
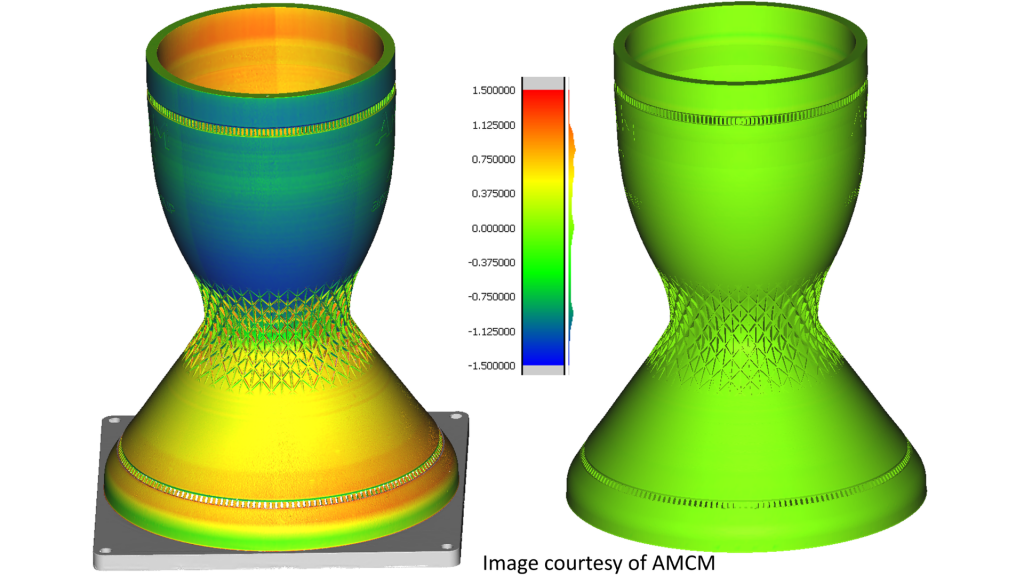
The capability of PanX to compute high-accuracy distortion predictions makes it well-suited for use in compensation workflows. Fig. 13 illustrates the concept of distortion compensation on a large 1,200 mm tall geometry by comparing the distorted result of the uncompensated build to the simulated result of the compensated build. As of publication, the compensated build has not been manufactured; therefore, no scan data are available. The figure serves only to illustrate the concept of distortion compensation. Given that the primary challenge of simulation-based distortion compensation is computing accurate distortions (as shown in Fig. 5), the compensation is expected to be highly successful. While many tools exist on the market for distortion compensation, the size and complexity of this example are such that it can only be modelled using PanX.
Future directions: sensitivity-based optimisation and AI surrogates
PanX’s simulation capabilities have achieved significant commercial success, enabling simulation and optimisation that improve manufacturing throughput. Whereas, prior to PanX, simulating large and complex components was impossible, these types of components are now the most commonly simulated.
Beyond the commercially available capabilities for AM process optimisation, the future of AM optimisation in PanX is heading toward sensitivity-based geometry optimisation, which can be thought of as topology optimisation for the build process.
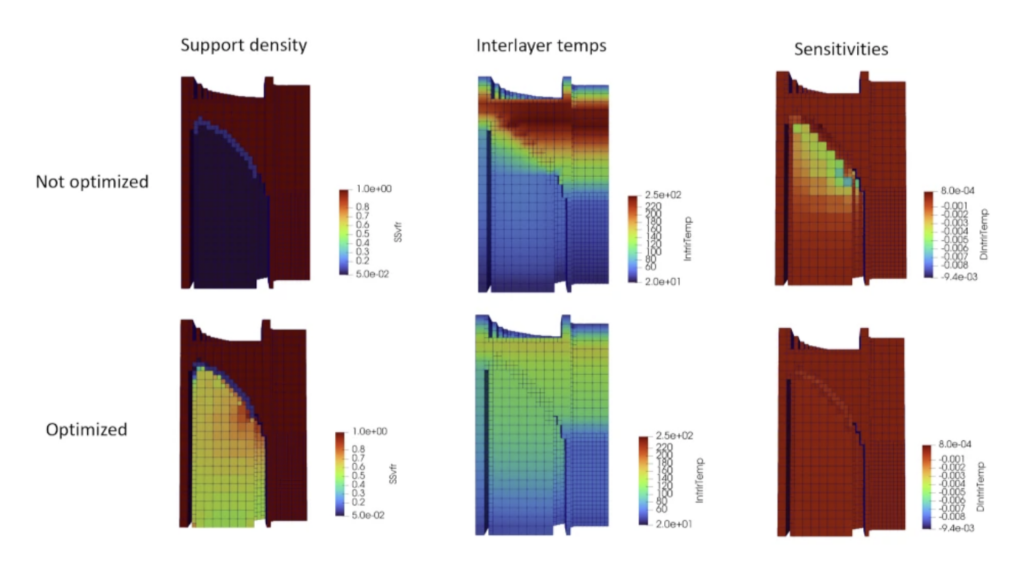
Fig. 14 shows an example with the following problem statement: minimise the support volume while maintaining a specified interlayer temperature. The density of each element in the support volume is a design variable. The solver iteratively converges toward a solution. This is only an example. Any model output can function as a constraint, and any input can be optimised. The optimiser could modify either the support material or the geometry itself.
This type of optimisation is appealing as it could result in non-obvious designs that ensure manufacturability without requiring additional manufacturing time. The optimised geometry could be combined with functionality like process parameter optimisation and distortion compensation, resulting in fully optimised end components. A beta release of this capability already exists within PanX.
Machine Learning and Artificial Intelligence also remain popular topics of discussion in the industry regarding potential future directions of simulation and optimisation. Generally, the idea is that FEA models like PanX could be used to train surrogate models, with the fully trained surrogate then eventually replacing the FEA model entirely in the workflow and allowing for much faster compute times. The challenge in realising this idea is that the nature of the thermomechanical problem is highly geometry- and boundary condition-dependent, and these are design spaces with no obvious way to parameterise them. Essentially, extensive training of an AI model would be needed, and the findings would only be applicable to the geometry or class of geometry on which the AM model was trained. A generalisable, commercial-grade AI-based solution likely remains a goal for the far future.
Conclusion
PanX’s Multi-Grid Modeling approach is a technological breakthrough that marks the beginning of next-generation AM simulation and positions PanX as the only FEA solver on the market capable of simulating large-scale production AM components. Beyond the rapid prediction of temperature, distortion, and residual stress for PBF-LB and DED parts, PanX enables the optimisation of all aspects of the manufacturing process, including geometry, process parameters, and process timing. PanOptimization continues to expand PanX with additional simulation and optimisation capabilities to support reliable builds and more efficient production.
Authors
Erik Denlinger
Co-founder (COO, Chief Engineer)
Pan Michaleris
Co-founder (CEO, CTO)
PanOptimization
State College
PA 16803

LAST MONTH’S MOST-READ ARTICLES












