


Metal AM at the Vicenza Symposium: From Bulgari’s Cabochon ring to materials and process innovation
The inaugural Vicenza Symposium, which took place from September 2-4, 2025, brought jewellery manufacturers, researchers and industry leaders to Italy’s ‘Capital of Gold’ for three days of technical exchange in the UNESCO-listed Basilica Palladiana. Metal Additive Manufacturing featured prominently, from a striking Bulgari case study to research on hard-to-build precious metal alloys and emerging work on the Binder Jetting of gold. In this report, Michela Ferraro presents insights from three selected presentations, based on in-depth conversations with the authors. [First published in Metal AM Vol. 11 No. 4, Winter 2025 | 20 minute read | View on Issuu | Download PDF]

The Vicenza Symposium for Jewellery Technology and Fashion Makers took place from September 2-4, 2025, in Vicenza, Italy’s self-styled ‘Capital of Gold’. Hosted in the Basilica Palladiana, a UNESCO World Heritage Site temporarily transformed into an aula magna for the occasion, the three-day event brought together speakers from industry and academia to share advances and practical experience with professionals, researchers and decision-makers across the jewellery sector.

The programme presented several insights into the status of the jewellery industry, including surface finishing, metallurgy, Additive Manufacturing, technology evolutions, and sustainability, among other topics. As stated by Damiano Zito, CEO of Progold SpA and president of the event, “The Vicenza Symposium not only celebrates technological innovations but also serves as a key platform for dialogue among professionals, academics, and industry leaders. Its mission is to foster continuous learning, encourage networking, and share advancements that can have a tangible impact on the industry at a global level, always keeping a close eye on the evolving needs of the sector. Innovation in the sector is, and will increasingly be, a powerful ally to artisanal talent.”

The gathering is the result of a tight-knit partnership between two leaders in the precious metal alloy industry – Progold and Legor. Both companies trace their origins to the same family workshops active in Vicenza in the early 20th century. Today, their strengths span alloy formulation, casting chemistry and consistent metallurgical performance. The third organising partner is Italian Exhibition Group (IEG), through its Vicenzaoro international jewellery fair and the T.Gold technology exhibition. This combination of alloy specialists and trade fair organisers makes the Vicenza Symposium a natural extension of existing industry networks.
In particular, this article focuses on insights gathered from in-depth conversations with three key contributors: Ezio Dadone, Jewellery Industrialisation & Manufacturing Senior Director at Bulgari, LVMH Group; Hossein Ghasemi, Scientific Project Manager at Switzerland Innovation Park Biel/Bienne; and Associate Professor Nora Lecis, from the Mechanical Engineering Department of Politecnico di Milano, Materials for Mechanical Application Division.

Laser Beam Powder Bed Fusion (PBF-LB), often referred to as Selective Laser Melting (SLM), is carving out its own niche in precious-metal jewellery production. However, the process remains relatively expensive, and throughput is still lower than that of established routes, such as casting. Notably, casting itself has been accelerated by AM, thanks to affordable high-resolution wax and resin printers that enable efficient, cost-effective direct casting from additively manufactured tree-structured patterns. Despite this progress, PBF-LB’s scalability remains constrained by surface-finishing challenges and the need to design parts that minimise support structures and the extra post-processing they create [1].
Bulgari’s reinvention of the Cabochon ring: from multiple parts to a single build

Bulgari, drawing on processes that have proven successful in other sectors such as aerospace, is championing PBF-LB under the direction of the company’s senior industrialisation and manufacturing leader, Ezio Dadone. Working with his team, Dadone has overseen a complete redesign of the manufacture of the iconic Bulgari Cabochon ring.
The team adopted a rigorous approach, systematically dissecting the existing production workflow. Traditionally, the Cabochon ring was assembled from several components that are soldered together after a casting step – the dominant technique in the jewellery sector because the equipment is inexpensive and the process is highly flexible. Aware of PBF-LB’s potential, which he explored extensively in the aerospace industry during a seventeen-year career, Dadone urged a reassessment of Bulgari’s processes to identify where meaningful improvements could be achieved.

Dadone describes Bulgari Manifattura, the company’s major jewellery manufacturing site in Valenza, as ‘a unique ecosystem dedicated to jewellery making where tradition and craftsmanship are in perfect synergy with technology, innovation and sustainability’.
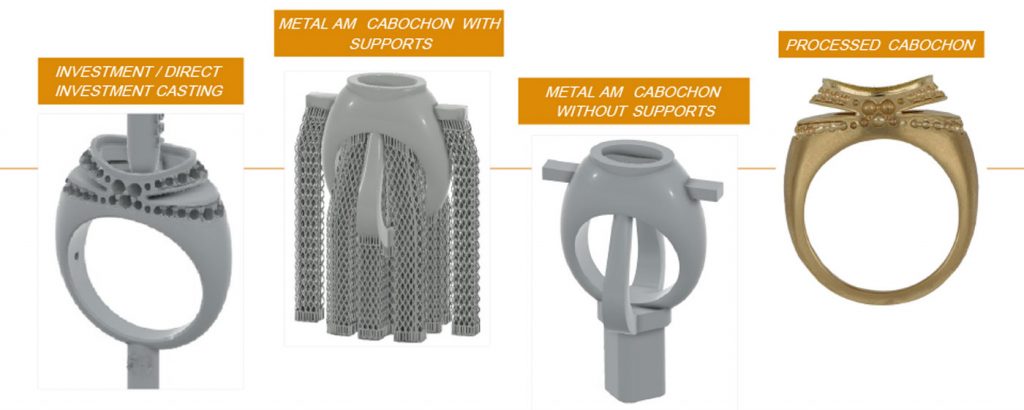
Just as Benvenuto Cellini, in the 16th century, created his bronze Perseus with the Head of Medusa as a single casting rather than assembling multiple parts, the Cabochon ring is now produced as a single PBF-LB build instead of being soldered from several components, reducing the risk of hidden defects in joints and allowing the manufactured ring to follow the designer’s geometry more closely.
This shift, he stressed, does not replace craftsmanship; it changes where it is applied. After the Additive Manufacturing and post-build milling steps, the functional geometry of the semi-finished rings has been defined. However, final shaping and polishing remains in the hands of Bulgari’s craftsmen, preserving a visibly hand-finished character.

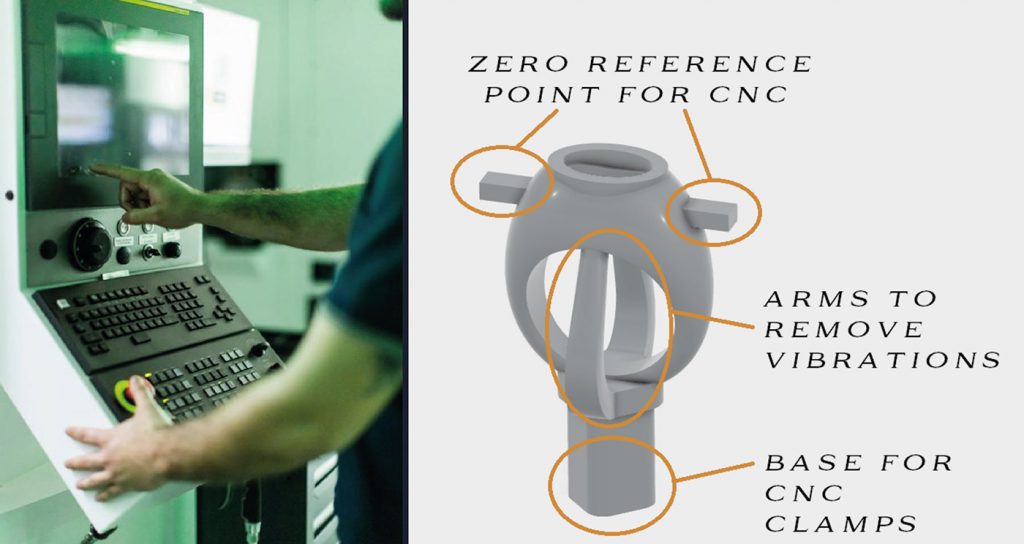
Recognising the challenges of PBF-LB, particularly with regard to surface quality, Dadone argued for focusing on industrialisation rather than attempting a radical redesign of the product. In the paper presented on the symposium stage by Alessandro Scianca, the author described precisely this hybrid approach: PBF-LB is used to generate the ring’s basic geometry while minimising precious-metal engagement, and subsequent CNC milling removes excess material and refines the surface to the required specification.
From a sustainability standpoint, this route offers a measurably lower impact. The carbon footprint of conventional direct investment casting was reported as around 800 g CO2-eq per ring, compared with roughly 350 g CO2-eq for the combined PBF-LB and CNC route – a reduction of more than 50%.
The final, polished ring illustrates that PBF-LB can be integrated into existing jewellery manufacturing without compromising design intent, provided that downstream processes are considered as part of the initial process development. Dadone summarised this division of responsibilities succinctly: “Designers must be free to create the best aesthetic solution; manufacturing teams have to identify the right processes to be developed.”
Rethinking PBF-LB for precious metals: beam shaping, wavelength and jewellery-specific software
Dr Hossein Ghasemi, from the Switzerland Innovation Park Biel/Bienne (SIPBB), explained that the precious metals sector has specific requirements that current PBF-LB Additive Manufacturing machines do not yet fully meet. Consequently, metal AM has not delivered the level of benefit and performance that the jewellery industry could potentially achieve. As has been reported on several occasions, one of the principal reasons why metal AM has not achieved the same level of success in the jewellery sector as it has in other industries is the issue of surface quality and pore formation [1]. Surface finish is arguably the most critical parameter, as the aesthetics and perceived value of a piece of jewellery depend heavily on its visible appearance.
To realise the potential of metal AM for jewellery, Ghasemi proposed a completely new design approach – one that deliberately tackles the surface quality challenge while still exploiting the benefits of Additive Manufacturing for precious metals. He also reminded us that the AM machines in use today, originally developed for other alloys, were never truly intended for metals such as gold, which have distinct properties.
Why use the existing technology?

Ghasemi highlighted several findings from his institute’s work that are attracting interest not only from high-end jewellery brands but also from the watch industry. He began by challenging the assumption that a conventional Gaussian laser beam is optimal for processing gold. Tests showed that, by adjusting the melt-pool size and reshaping the beam, hatching efficiency can be significantly improved by minimising unnecessary remelting. In a direct comparison, the conventional Gaussian beam remelted material equivalent to over 140% of the prior layer’s area, while the shaped beam cut this to about 50%. This more uniform energy distribution improves productivity, reduces energy consumption and limits excessive heating of the part, while also opening the door to processing alloys such as Bulk Metallic Glasses (BMGs), which are notoriously difficult to build using a Gaussian beam [2].
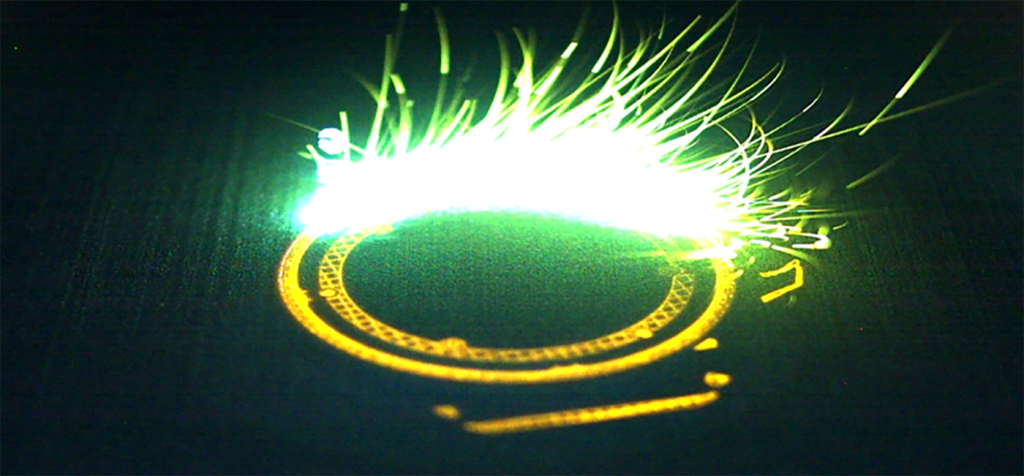
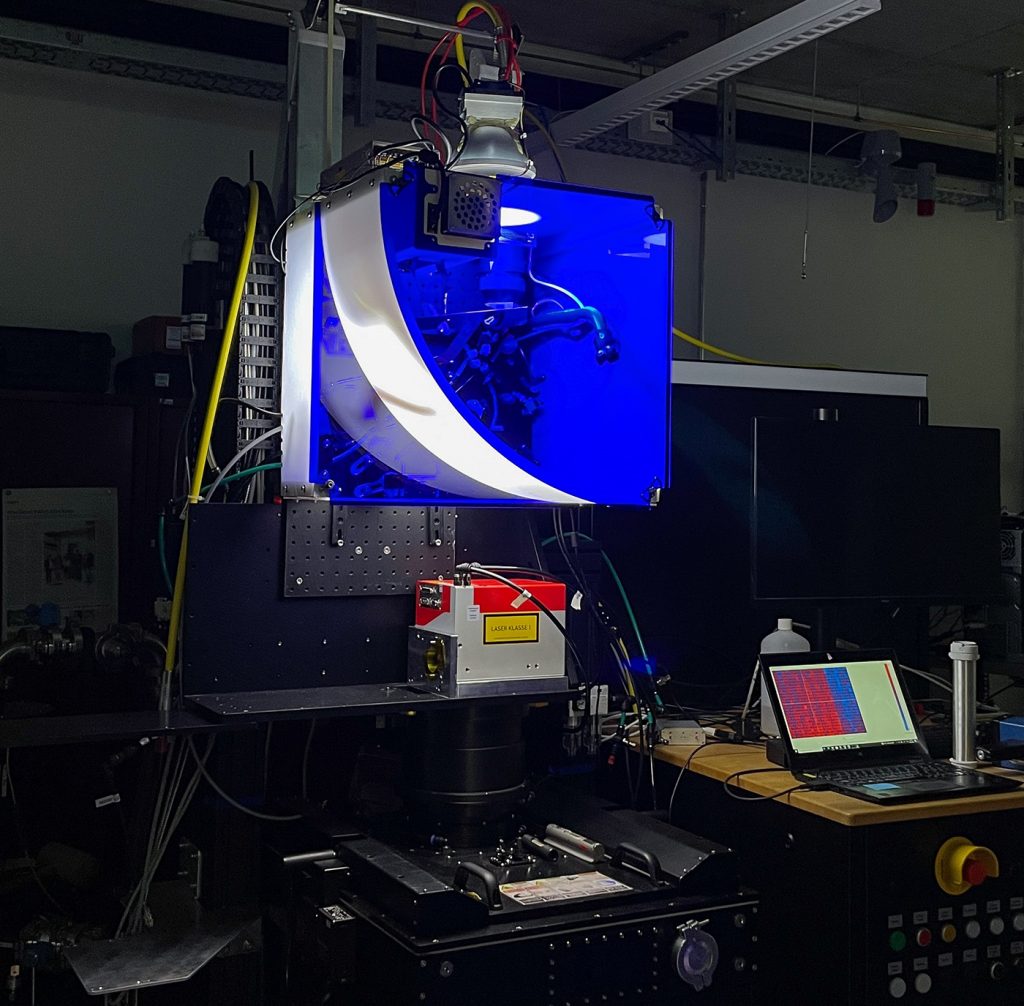
Closely related to beam shape is wavelength selection, and the research also questioned whether the commonly used wavelength is suitable for highly reflective metals such as gold. To address this, SIPBB established a blue-laser processing technology centre to enable systematic testing on precious metals. Video footage presented at the symposium showed that laser processing with a blue laser produced virtually spatter-free results for both Pt950/Ru and 5N red gold samples. The higher absorption of the blue light provides greater process stability and improved temperature control and, compared to green laser sources, offers a more stable process for continuous rapid on/off cycling during AM. Blue laser sources with improved beam quality are increasingly entering the market, and wider industrial adoption is expected to drive down their cost over time.
At the same time, Ghasemi highlighted that only a few software packages are currently available for metal AM, and none adequately address the specific requirements of jewellery production. In response, the research team is pursuing a three-pronged solution that combines the optimised beam shape and the appropriate laser wavelength with the development of dedicated software explicitly tailored to jewellery applications. This approach aims to align process parameters, material behaviour, and design requirements within a coherent, application-driven toolset.

In our conversation, Ghasemi emphasised that the limited success of metal AM in the jewellery sector primarily stems from a mismatch between the technology’s original design parameters and the specific behaviour of precious metals. He argued that by redefining these parameters with gold and other precious alloys in mind, many of the current limitations can be addressed, and Additive Manufacturing can be applied more effectively to high-value jewellery and watch components.
Binder Jetting vs PBF-LB for precious metal jewellery production

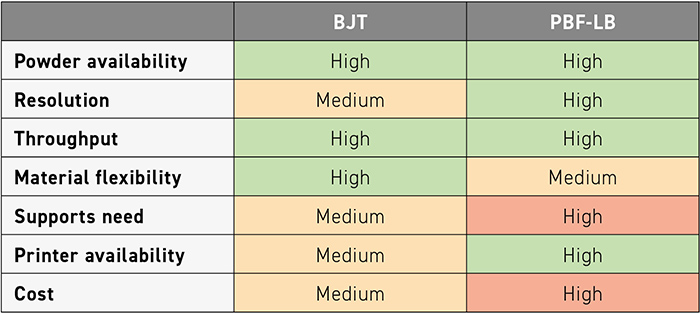
Associate Professor Nora Lecis of Politecnico di Milano opened with an observation that was almost startling in its simplicity: only two metal Additive Manufacturing processes have, to date, earned the confidence of industry-scale production: PBF-LB and Binder Jetting (BJT). Both technologies benefit from robust feedstock availability. The powders that feed a PBF-LB machine (whether they are 18 K gold, platinum, or silver) are already stocked worldwide, and the same is true for the finer, more flowable powders that feed a BJT machine. In that sense, the raw material supply chain does not discriminate between the two.
Yet the cost picture begins to diverge. A PBF-LB machine still carries higher overall costs, and the energy required to melt metal layer by layer adds to operating expenses. Binder Jetting, by contrast, looks cheaper at first glance. Instead of using a high-energy laser to melt the metal, the machine deposits a liquid binder, and the subsequent sintering step can be carried out in a furnace that is far less specialised than a PBF-LB chamber. The trade-off, however, is that this sintering process must be managed with equal rigour.
The two technologies also differ in terms of resolution. PBF-LB can achieve details down to around 20 μm, delivering a surface that, while still needing polishing, is already close to the finish expected by discerning clients. Binder Jetting captures geometry with surprising fidelity, but the green (as-built) part is fragile, and the surface that emerges after sintering is noticeably rougher. Lecis reminded the audience that the need for supports – a standing challenge in PBF-LB – remains a genuine concern: every overhang must be scaffolded, later to be removed, often leaving tiny blemishes that demand careful hand-finishing. BJT sidesteps that problem because the binder itself holds the part together, but the resulting texture still feels too rough for the standards expected in a piece of jewellery.

Lecis went on to discuss the ‘unfinished business’ that continues to haunt both processes. She spoke of the relentless quest for finer resolution and stronger green parts in BJT, as well as the delicate balance of temperature, time, atmosphere, and even the influence of gravity during sintering.
For PBF-LB parts, the industry has already assembled a toolbox: manual polishing for the occasional bespoke piece, mass finishing for larger batches, and electro-polishing when a mirror-like sheen is required without sacrificing detail. Binder Jetting, however, is still searching for a comparable suite of solutions. A range of methods can address the roughness that remains after sintering in the furnace – from ultrasonic media blasting and localised laser polishing to emerging chemical-mechanical approaches – but none has yet become the de facto standard.
During our conversation, Lecis highlighted a more business-oriented challenge: machine manufacturers and furnace builders often operate in parallel worlds, with limited alignment and insufficient collaboration. This makes it difficult to support a seamless workflow and hampers the development of industry-wide standards, which may be one of the factors preventing broader BJT adoption. Furthermore, Lecis noted that the software used to predict shrinkage is only as reliable as the inherently unpredictable thermal treatment and subtle gravitational effects that follow.
Lecis added several points that resonated deeply with anyone who has ever tried to marry tradition and technology. She emphasised that material choice must be driven by the intended application, not by the allure of a new process. Precious metals behave in idiosyncratic ways under heat: a powder that sinters beautifully in a lab may react in unexpected ways when scaled up. She also highlighted the lack of standardisation – from agreed-upon test coupons to a shared data format for Binder Jetting process parameters – that threatens to keep the technology in a fragmented state.
When asked whether Metal Injection Moulding (MIM) might eclipse BJT for small, intricate components, she replied that MIM remains the go-to solution for ultra-small parts where distortion must be minimised. BJT, on the other hand, shows promise for larger parts, provided the industry can bridge the void between BJT machine developers and the sintering process. The current disconnect, she noted, is the biggest obstacle to a smoother, more predictable workflow.
Ultimately, Lecis painted a picture of Binder Jetting not as a revolutionary challenger, but as a complementary process, a tool that slots neatly alongside conventional casting, hand-fabrication and even PBF-LB.
The Vicenza Symposium: a new technical forum for jewellery manufacturing

Conceived as a European counterpart – in spirit – to the long-running Santa Fe Symposium, the Vicenza Symposium aims to carry forward that event’s emphasis on shared technical research and community-building, with Eddie Bell, co-founder of the Santa Fe Symposium, serving as Honorary President of its Scientific Committee.
The symposium is organised by Italian Exhibition Group (IEG) in partnership with Progold and Legor, and in collaboration with Vicenzaoro and T.Gold. The format is deliberately non-commercial, with twenty-one invited speakers presenting in seven themed sessions, each followed by extended Q&A.
The scientific programme is overseen by a committee drawn from industry and academia, chaired by Damiano Zito (Progold) with Massimo Poliero (Legor) as Vice President. Members include Giorgio Bodei (Pomellato), Ezio Dadone (Bulgari), Frédéric Diologent (Richemont), Valerio Doppio (Progold), Andrea Friso (Legor), Florian Bulling (FEM), Joyce Lam (Pandora) and Ulrich Klotz (Hochschule München).
Conclusion
In the jewellery sector, where the narrative has long been one of artisanship tempered by incremental technological gains, the Vicenza Symposium offered a realistic appraisal of metal AM’s role. Metal AM has not toppled centuries-old practices; instead, it has carved out a niche in areas such as rapid prototyping, low-volume custom runs and the creation of geometries that would be prohibitively expensive to cast, as the Bulgari case study has demonstrated.
The development of metal AM in jewellery is, therefore, not a tale of sudden disruption but of slow, deliberate evolution. The hype that once promised a wholesale replacement has given way to a more measured implementation: technology excels when it takes over repetitive, standardisable steps, while the human hand continues to deliver the final, personalised touch that defines a piece of fine jewellery.
For educators, designers and manufacturers alike, the lesson is clear: embrace the strengths of each process, respect their limitations and weave them into a workflow that honours both the precision of modern engineering and the soul of conventional craftsmanship. In doing so, the next generation of jewellery will reflect not only the value of the metals it contains, but also the thoughtful integration of established craftsmanship and modern engineering that brings each piece to life.

References
[1] Michela Ferraro-Cuda, ‘Innovation and differentiation: Precious metal Additive Manufacturing in the jewellery sector’, Metal AM, Vol. 6, No. 2, Summer 2020. Available at: www.metal-am.com/articles/innovation-and-differentiation-precious-metal-additive-manufacturing-3d-printing-in-the-jewellery-sector/
[2] Metal AM, ‘Additive Manufacturing of Bulk Metallic Glass using advanced laser beam shaping technology’, 25 March 2024. Available at: www.metal-am.com/additive-manufacturing-of-bulk-metallic-glass-using-advanced-laser-beam-shaping-technology/
More information
Author
Michela Ferraro
Michela Ferraro is an expert in the field of jewellery with over thirty years of experience and a strong international background. Her focus lies in luxury, innovation, sustainability, and precious Additive Manufacturing (metal AM) within the jewellery industry, which she considers essential for promoting ethical and sustainable practices.
Best presentation award

At the Vicenza Symposium, the Best Presentation Award recognised the talk that received the most audience votes. The 2025 winner was Baptiste Rouxel, Materials Scientist at Richemont International SA, for his paper, ‘An 18-carat green gold with improved mechanical properties’, which also secured him an invitation to present at the next edition of the event.

LAST MONTH’S MOST-READ ARTICLES












