


EOS M4 ONYX: Exploring a customer-led path to scaling series metal Additive Manufacturing
Ahead of its Formnext launch, Metal AM was invited to EOS’s facilities near Munich, Germany, for an exclusive preview of the new EOS M4 ONYX and in-depth discussions with the developers, product managers, and senior leadership behind it. What emerges is a development story shaped by customer priorities: not a departure into record-breaking extremes, but a focused evolution designed to deliver what production users value most. Dr Martin McMahon, Nick Williams, and Emma Lawn examine the technical priorities behind this response – process stability and repeatability, scan-field strategy, powder and waste handling, and the software controls supporting qualified series production. [First published in Metal AM Vol. 11 No. 4, Winter 2025 | 20 minute read | View on Issuu | Download PDF]

Over the past two to three years, the metal Additive Manufacturing industry has been approaching a strategic crossroads: pursue ever larger and more complex builds, or focus on improving productivity and accelerating wider industrial adoption. While some argue that progress can be achieved simply by scaling machines through additional lasers and increased build volumes, the reality is considerably more nuanced.
EOS, a long-standing leader in industrial Laser Beam Powder Bed Fusion (PBF-LB), is at the centre of this crossroads, advancing along the path that most directly supports industrial maturity and customer demand. Rather than chasing the largest build volumes or the most lasers, EOS’s latest machine development reflects a purposeful, production-focused evolution of its established technology. This strategy prioritises operational efficiency, long-term sustainability, and engineering discipline, underlining the importance of customer feedback and reliable performance over headline-grabbing scale. While others increasingly move towards ever larger, multi-laser machines and double-digit laser counts, EOS’s new machine will not set records for photon usage; instead, it signals the growing maturity and real-world expectations of industrial AM. Of course, the wider EOS group includes AMCM, which is more than familiar with larger format AM, but with a focus on lower volumes of customised machines rather than fleets of industry workhorses.

During an advance preview at EOS’s production facility in Maisach and its headquarters in Krailling, near Munich, Germany, we met with the company’s leadership and product management teams. Those present included Joachim Zettler, Chief Technology Officer; Sebastian Becker, Head of Product Management, Metal Solutions; Jens Karnapp, Product Manager for the new EOS M4 ONYX; Peter Hofbauer, Project Lead for the Recirculating Filter System (RFS Pro); and Mirco Schöpf, Product Manager in the Metal Solutions team. The discussions explored technical innovations, market outlook and broader strategic direction that define this new chapter. Marie Niehaus-Langer, CEO, also provided strategic context.
EOS M4 ONYX: a new machine for a changing market

The latest metal AM machine from EOS addresses the growing demand for scalable, production-ready mid-sized machines, bringing enhanced performance to the segment where many industrial users need it most. The result is the new EOS M4 ONYX – a carefully calculated step up from the popular and proven EOS M 400 Series. EOS reports that it has sold more than five hundred EOS M 400-4 machines, a figure that likely maintains its market-leading position in mid-sized platforms and indicates strong user confidence. The EOS M 400-4 is already used in full production environments, a base of experience that EOS says has given it a deep understanding of serial production requirements and underpins the step to the new EOS M4 ONYX. There is no radical departure from what EOS has previously developed in terms of the overall build volume size – now 450 x 450 x 400 mm. Rather, EOS has focused on refinements aimed at wider industrial adoption: reliability, repeatability, safety and sustainability.
All those involved in the EOS M4 ONYX’s development emphasise that the machine is designed to meet the stringent requirements of highly regulated industries such as aerospace and defence. Karnapp explained that the priority was to “keep the quality and reliability as it is – ideally increase it – but make it more accessible in terms of the business case.” This emphasis on production discipline over scale reflects a market that has moved on from its early fixation on build volume. “There is plenty of work for an upper-end mid-sized machine,” Karnapp explained, “and this is a response to customer feedback, not just speculative R&D.”

Discussions with a leading aerospace OEM underscored how critical platform continuity has become for metal AM suppliers in highly regulated industries. Once an application has taken years to develop for series production, the incremental evolution of a proven machine architecture is often far more valuable than a completely new platform that forces engineers to relearn the process and capabilities of the machine. Seen in this light, EOS’s decision to evolve the EOS M 400 Series platform into the EOS M4 ONYX, rather than pursue a clean-sheet giant, appears firmly customer-driven.

Reliability, repeatability, and industrial adoption
EOS is pursuing a subtle yet significant repositioning here. Karnapp explained that the early market focus was often driven by the ambition of reducing cost per part, an approach well-suited to one-off parts, prototypes, and low-volume, high-value applications. He noted that, for many experienced users, repeatability is now largely considered a solved topic: “We sat down with a couple of customers, and the outcome was that repeatability is at a point where technically knowledgeable users say, ‘We’re fine with that – let’s focus on the next step that needs our attention.’” Building on this foundation, Karnapp emphasised that EOS now considers reliability, repeatability, and safety as the non-negotiable cornerstones of industrial series production – forming the basis on which further productivity gains and process improvement can be achieved.
EOS claims that, with the new EOS M4 ONYX, this level of consistency can be achieved not only in a single build but also shift after shift, across multiple machines and even at different locations. It has achieved this in part through its collaboration with Siemens, bringing improvements in controls and process automation. A key benefit for users is the ability to operate entirely within the Siemens digital workspace: creating optimised AM designs, simulating build performance, nesting parts, and sending build jobs directly to the EOS M4 ONYX.
Additionally, to support industrial adoption, the company has focused on simplifying integration into existing production facilities – a far simpler task with a reasonably compact machine than with a multi-storey, large-format unit. As one aerospace OEM commented during discussions at Formnext, while AM machines represent a significant investment, the cost of the land, buildings, and infrastructure required to accommodate the new generation of large-format machines can be even higher.
Karnapp framed the EOS M4 ONYX design around two headline criteria: “If you sum it up at the highest level, one thing is bringing down cost per part, with all its different facets. The other one is safer and easier handling – it links back to cost per part, but it also has its own safety dimension. These are the two top-level criteria we designed the machine around.” Reflecting that second pillar, the EOS M4 ONYX incorporates revised powder and waste handling to reduce operator interaction and tighten control over thermal and optical conditions inside the build chamber.
The value generated by series production is, of course, far greater than that of low-volume manufacturing, allowing the market to tolerate higher ownership costs. As Karnapp put it, “We had a focus on bringing up productivity, but not at the cost of reliability.”

Prioritising performance over scale
With the EOS M4 ONYX, the company has focused on a set of core enhancements to its proven technology platform, strengthening stability, continuity, and user confidence while introducing targeted improvements in performance and usability.
The new PBF-LB machine builds on the proven EOS M 400 Series, with a measured increase in build volume of approximately 25%. According to EOS, this expansion opens opportunities in the rapidly developing space and aerospace sector. Crucially, the larger volume has not resulted in extended build preparation times: EOS states that the chamber can be purged, filled with inert gas, and prepared for build in around 15 minutes.
Because the size increase is relatively modest, the build-change mechanism can still be reused in the same fully integrated configuration as in the EOS M 400 Series. Hence, build platforms can still be exchanged via the familiar side opening, allowing for dual build job operation, and transferred to the same Grenzebach depowdering unit. This provides the essential first step in recovering unprocessed powder trapped in and around the parts.
While the EOS M4 ONYX builds on the strengths of the EOS M 400 Series machine, many of its most significant advancements lie beneath the surface. These include the seamlessly integrated Volkmann powder recirculation system, as well as a series of targeted improvements to the core AM process that have been developed in collaboration with specialised partners.
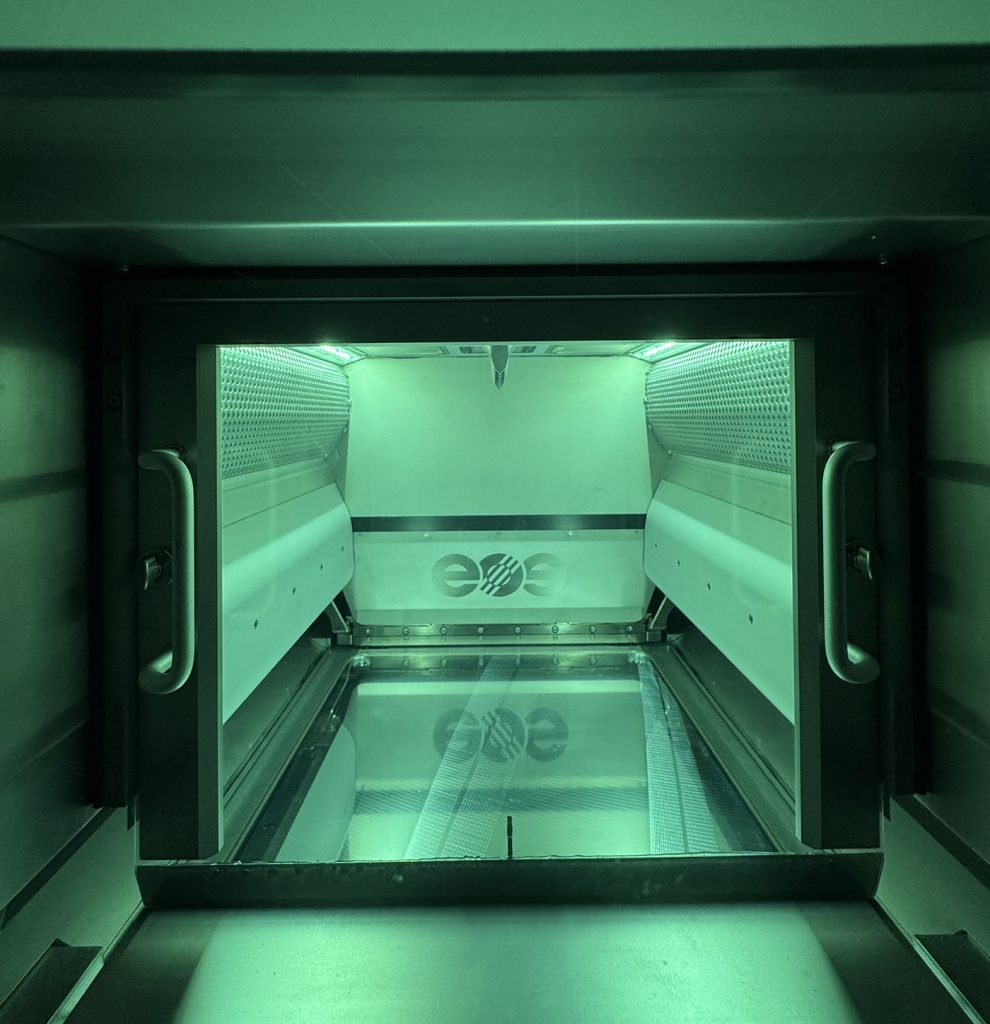
Another point of focus for the development team was maintaining the machine’s compact footprint. Karnapp explained the underlying rationale: industrial-scale Additive Manufacturing must remain feasible within realistic facility constraints. The EOS M4 ONYX therefore delivers higher performance without increasing the required floorspace, and its more uniform height has been specifically designed to integrate easily alongside existing auxiliary equipment. One visible but unexpected change, however, is a move away from the familiar ‘EOS white’ to black, signalling a visual step into the next generation of EOS metal machines.

Six lasers and smarter coverage
The most visible technical innovation in the new machine is the inclusion of six lasers covering the square build platform, rather than just four. While it might seem intuitive to divide the area into four quadrants, each with some intrinsic ability for its laser to cover the entire field, EOS has instead chosen to split the build area into smaller, overlapping rectangular regions. More significantly, none of the lasers can reach the entire field.
EOS explained that coverage is achieved through intelligently overlapped scan fields, with the added benefit that scan angles remain moderate rather than overly shallow at the edges of each region. Karnapp noted that this results in faster exposure of the build area, with more stable and uniform laser spots. He also explained that this configuration helps to mitigate stitching risks that can arise when scan vectors become long and shallow across wider areas.

Through this development, EOS has chosen to pursue scan-field strategies that prioritise repeatable part quality and higher production throughput, even if it comes at a slightly higher machine cost. By avoiding extreme scan angles, while still leveraging overlap where it adds value to the process, the EOS M4 ONYX achieves a pragmatic balance: higher throughput with greater uniformity. Although operating six lasers introduces the challenge of maintaining consistent performance across all sources, EOS is confident that this approach ensures repeatable mechanical properties and process stability.
In a further development, what might at first seem like a step backwards actually represents another major advance: a second version of the EOS M4 ONYX incorporates just four AFX lasers from nLight. By building on the earlier work carried out by sister company Additive Manufacturing Customised Machines (AMCM) on the improved M290 platform, EOS has opened up the field of advanced scanning strategies.
EOS stated that nLight’s AFX lasers are expected to deliver up to 3x productivity increase per laser. It is exciting to consider what may now be possible when applying four lasers with beam shaping capabilities to a single build. This approach is not limited to producing large, single components; the same benefits extend to high-volume series production, where these lasers can significantly expand process flexibility and throughput.

Targeting aerospace and defence
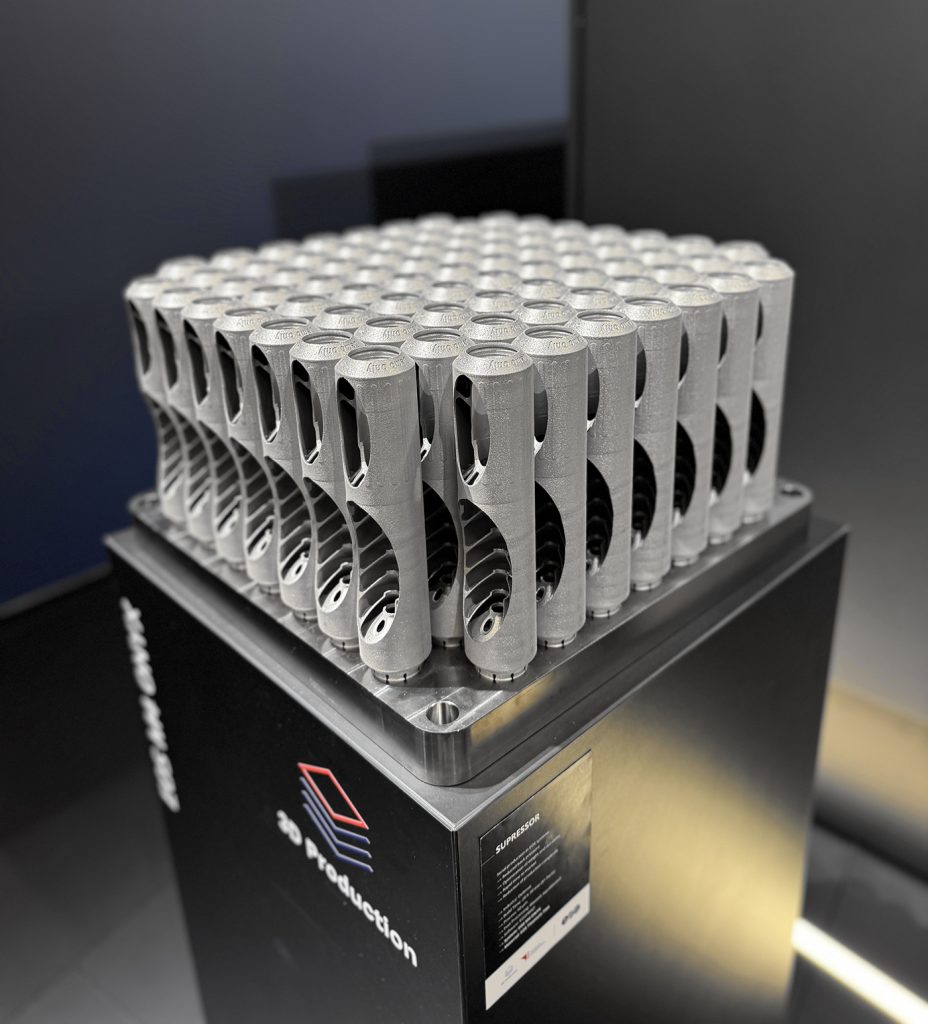
EOS stated that it had listened closely to customer feedback, and there was clearly strong market demand behind the decision to limit the size increase to 450 mm. During the discussion, Karnapp emphasised that this new build volume is fully capable of accommodating single-part rocket motor components, even if the largest parts still need to be supported by AMCM machines. As such, the new EOS M4 ONYX enables EOS to definitively enter the space race.
Across both Europe and the United States, defence has also become a critical area of focus, with significant effort directed toward maintaining existing assets, developing new ones, and advancing drone-based technologies. Alongside aerospace, where demand for single-aisle aircraft has soared, these are industries in which repeatability, qualification, and productivity are paramount, and these qualities are central to the design of the EOS M4 ONYX. This is further reinforced by the introduction of an AM version of a well-known nickel-based alloy, CM 247, developed specifically for the high-temperature turbine and engine applications common in these sectors.
Beyond the build chamber: the surrounding ecosystem
EOS’s machine development strategy recognises that success in industrial AM depends as much on what happens around the build as on what happens inside it – and, crucially, on listening closely to customer needs. The EOS M4 ONYX, for example, introduces a new filtration system that allows safe and straightforward handling of automatically passivated condensate. These improvements were driven by customer input, particularly from the US aerospace and defence sectors, where safer powder handling and reduced operational costs are key priorities.
The Recirculating Filter System (RFS Pro)
All PBF-LB machines use a gas to create an inert atmosphere within the machine and to carry away process by-products, such as metal condensate, spatter, and entrained powder particles. However, managing reactive waste from these processes has long been a challenge. Initially, condensate was passivated using sand and oil, which effectively reduced reactivity by blocking any contact with oxygen. As a result, the waste became safer to handle, but the material mix created a secondary waste stream that was difficult to classify. Users were uncertain about the chemical composition and long-term environmental risks of this waste mixture. In many regions, this uncertainty meant that the secondary waste was still classified as hazardous and flammable, requiring special handling, documentation and high disposal costs.

In response to customer feedback and ongoing safety concerns, EOS developed a new solution: the Recirculating Filter System (RFS Pro). Project lead Peter Hofbauer, a chemical engineer with more than a decade of experience at EOS, describes the RFS Pro as “a completely new system and a genuine game changer.” Explaining why he chose to lead the project, he added, “It was far more interesting and challenging than simply scaling up machines. Safe disposal is essential – but economic disposal is one of the biggest issues for the industry.” To illustrate its importance, he offered an everyday analogy: “The process chamber is the living room everyone admires, but the real work happens in the bathroom, where all the dirt comes out. We’ve made that bathroom golden.”
How the RFS Pro works
One of the two major upgrades is the inclusion of a cyclone as a particle separator. This unit separates heavier particles – those larger than 1 µm – from the condensate, whose particles are orders of magnitude smaller than the powder. Hofbauer explained, “To further optimise separation performance, the cyclone design was refined using advanced large-eddy computational fluid dynamics (CFD) simulations, achieving a separation efficiency of approximately 90% for 5 µm particles and 99% for particles of 10 µm or larger.”
The powder collected by the cyclone is non-pyrophoric and can be handled safely, much like the original feedstock powder. It consists primarily of powder and spatter ejected from the melt pool and is collected in a ‘good powder’ bin, with a typical capacity of around one month of operation before extraction is required. Emptying the bin takes about 15 minutes and can be performed while the build job is running.
The remaining 10% – the condensate – passes through the cyclone and ends up at the lifetime filters, where the nano-sized particles are filtered. The filter cake that builds up there is periodically cleaned off using inert gas pulse jets and subsequently transported to the new oxidation unit. “We move this condensate into an area with a controlled oxygen atmosphere and heat where it is oxidised to form stable metal oxides. What drops out is completely inert,” he explained.
Hofbauer explained that, in the case of titanium, the condensate becomes a whitish titanium dioxide (TiO2). These oxides are completely non-flammable and therefore easier and safer to handle: “It does not ignite any more. You can simply remove the material and transfer it into an appropriate container for further handling or disposal.” In some cases, this inert material may even be suitable for alternative uses. The separation of powder in the cyclone and the absence of chalk, sand and oil significantly reduces the volume of waste, so that emptying and cleaning are required only infrequently.
Economic and operational impact
The timing of this innovation is significant. EOS noted that one of its major users had recently raised concerns about the escalating costs of filters, waste disposal, and the downtime associated with changing them. Hofbauer added, “Safe disposal is essential, but economic disposal is one of the biggest issues for the industry.”
Hofbauer explained that, by reducing the frequency of waste removal, the RFS Pro lowers the maintenance burden. The system requires only minor gas top-ups during oxidation and none for the particle collection bin exchange. “You do this exchange only once a month with a much lighter powder collection bin, within 10-15 minutes, instead of every four days for about half an hour,” Hofbauer noted. As a result, the volume of hazardous waste is reduced by around 90%, further decreasing handling effort and disposal frequency.
The EOS M4 ONYX incorporates new and improved process chamber flow concepts designed to help keep process by-products away from the laser protection glass. A redesigned, centrally located top-down gas port is complemented by inward flow along the side walls. Together, these create a more controlled, layered flow profile (almost ‘stratospheric’ in character) that improves chamber cleanliness, platform-wide homogeneity and, ultimately, supports part quality.
Hofbauer is understandably proud of his involvement in this development, summarising it as follows: “We’ve put a lot of effort into making this system as modern as possible. It’s not just an upgrade, it’s a transformation.”

Dispelling the ‘Black Box’ myth
A particularly lively topic in the AM industry is machine openness – specifically, how accessible process parameters really are. It is a subject that often becomes emotive and has, at times, perhaps left reputations affected long after the reality in the industry has moved on. When this issue was raised directly during our visit, Karnapp sought to clarify the record. He explained that a cornerstone of EOS’s current strategy is its commitment to software openness. While he acknowledged that EOS had previously been criticised for its ‘black box’ approach, he emphasised that the company has been actively dismantling this perception for some time.
Further insight came from Mirco Schöpf, Product Manager in the Metal Solutions team: “To be honest, I think there has been a lot of misconception of EOS, especially over the past five years in terms of openness. And it’s really a matter of how you define openness, right?” He explained that EOS’s definition of openness is not about exposing raw machine code. Instead, EOS aims to provide meaningful and accessible control through tools such as the EOSPRINT software development kit (SDK) and EOSCONNECT. “Our definition and strategy of openness comes down to the APIs […] If openness means a DIY machine, then that definitely does not apply to EOS.”
For those not fully aware, the EOSPRINT SDK integrates with a range of third-party platforms, such as Siemens NX, SolidWorks, Magics and 3DXpert. This allows users to manage the entire workflow – from manipulating the CAD model, generating supports and assigning parameters through to creating the final build file and sending it to the AM machine – all within familiar design environments and software tools.
Schöpf added, “This reduces manual steps, minimises errors, and shortens process lead times by up to 30%.” There is no need to understand the nitty-gritty details such as protocols or the timing of sensors, valves and drives. EOSCONNECT offers a high-level software interface based on industry standards such as Open Platform Communications Unified Architecture (OPC UA); this interface is versioned, well documented and stable. This enables a variety of use cases via third-party software – for instance, allowing users to pause, stop or resume jobs based on real-time, ‘on-the-fly’ powder-bed image analysis.
Returning to the persistent critique of closed parameters, this concern is now largely outdated. Schöpf was quick to correct that assumption, pointing out that EOSPRINT has long supported the editing of standard parameters. The major change came when EOS moved away from the ‘very old-time’ practice of selling individual process parameters (for example, Titanium 40 µm vs Titanium 80 µm) toward a much simpler subscription model called EOS Build. This includes everything: EOSPRINT, all material sets and full parameter editing capabilities, offered at a flat rate as a bundled package. For customers with smaller fleets or those just getting started with EOS systems, EOS Build Start is available at more accessible pricing. Additive Manufacturing still comes with a learning curve – but with EOS’s all-inclusive software packages, there is one decision less to take and one thing less to worry about.
For those with deeper process expertise, EOS offers the Toolpath API, which allows vector-level control of the laser. This capability is purposefully reserved for users who understand the intricacies of scan strategies and melt pool dynamics. Schöpf emphasised that EOS Build Start already provides robust starting values and reliable processes that cover the majority of applications. These should not require further optimisation, but he also acknowledged that as the industry matures, competitive advantage increasingly lies in refining the final 20-30% of the process. This layered approach to openness reflects EOS’s commitment to enabling industrial maturity through accessible, production-ready tools, while still safeguarding the integrity of the process for those who require deeper control.
Smart Fusion and digital fingerprinting
There are two other notable innovations that EOS is excited about: Smart Fusion and digital fingerprinting. These have been introduced as process-control and quality-assurance enhancements, designed explicitly for fully qualified series production applications. Both tools are directly intended to build more confidence in the PBF process and, like many of the machine’s other upgrades, are direct responses to customer feedback.
Smart Fusion dynamically adjusts laser power in real time to stabilise the melt pool. Improving melt pool stability can significantly reduce build defects by limiting spatter and convection, and it also influences how the metal solidifies, which can result in lower residual stresses. In some cases, this greater control over melt pool dynamics, tailored to specific regions of the geometry, can also reduce the need for support structures, enabling faster builds, better surface quality, and more consistent part properties. Furthermore, although not directly accessible for external manipulation, the calculations of the Smart Fusion algorithm can be previewed in the EOSPRINT software or retrieved via EOSCONNECT.
Digital fingerprinting is scheduled for the next release of EOS software. Rather than relying on post-build inspection, it shifts quality assurance (QA) towards in-process monitoring using Statistical Process Control (SPC). Data from the optical tomography (OT) camera is used to create a statistical fingerprint of each new part in series production, enabling instant comparison of subsequent builds against a numerical standard. With this capability, it is possible to have an immediate Go/No Go result for each part as it is being built. This should certainly go a long way towards building confidence in metal AM and speeding up the process of getting parts into real-world service. With innovations such as digital fingerprinting, the need to perform labour-intensive, highly detailed post-process inspections may soon be a thing of the past. Schöpf concluded, “This is a game changer for quality assurance in Additive Manufacturing because it can significantly reduce downstream QA costs and generate a viable business case for even more applications.”
Expanding the materials portfolio
It would be incomplete to discuss new machine developments and other innovations in metal Additive Manufacturing without also mentioning new materials. EOS expanded its materials portfolio ahead of Formnext 2025 with four new metal AM alloys, each optimised for its PBF-LB machines, including the EOS M 290, EOS M 400, EOS M 400-4 and EOS M 300-4. To accompany the new beam shaping technology available for the EOS M 290 and, later, the EOS M4 ONYX, the company has also introduced an additional nickel alloy, CM 247, which was launched at Formnext 2025.
EOS FeNi36

Many readers will already be familiar with the name INVAR®, and numerous well-publicised success stories have been reported with this group of alloys. EOS FeNi36 represents EOS’s addition to its portfolio in the iron-nickel alloy family for Additive Manufacturing, developed specifically for applications that demand outstanding dimensional stability during thermal cycling. With a coefficient of thermal expansion of less than 2 ppm/K between 30°C and 150°C, FeNi36 offers up to ten times lower thermal expansion than steel. It is ideal for optical housings, mirror mounts, cryogenic instruments and other critical components in aerospace, space, and defence.
EOS Nickel Alloy C22
Nickel Alloy C22 is a nickel-molybdenum-chromium alloy. It is well known for its high resistance to corrosion and pitting, making it suitable for use in highly aggressive chemical environments as well as high-temperature conditions. It is no great surprise that this has been launched as a new advanced AM alloy, given its excellent weldability and established industrial relevance. It is often used in the chemical, petrochemical, energy, and marine sectors.
EOS Steel 42CrMo4 and Stainless Steel 316L-4404
Both steels are widely used in industry, but only the engineering steel 42CrMo4 is an entirely new addition to the EOS family of AM steels. This steel is used across a wide range of applications, from structural engineering to automotive parts. It is frequently employed in high-stress and fatigue environments and is renowned for its toughness and wear resistance. It is clear from the recent press release that EOS is targeting the mobility industry with this new powder.
Next is the widely recognised 316L grade. According to EOS, this material represents the most commonly used 316L grade that adheres to a European material standard, whereas the previously released EOS 316L-4414 conforms to a US standard. EOS StainlessSteel 316L-4404 performs in the same way as 316L-4414 and is compatible with all existing EOS 316L process parameters across the entire machine portfolio.
EOS Nickel Alloy CM 247
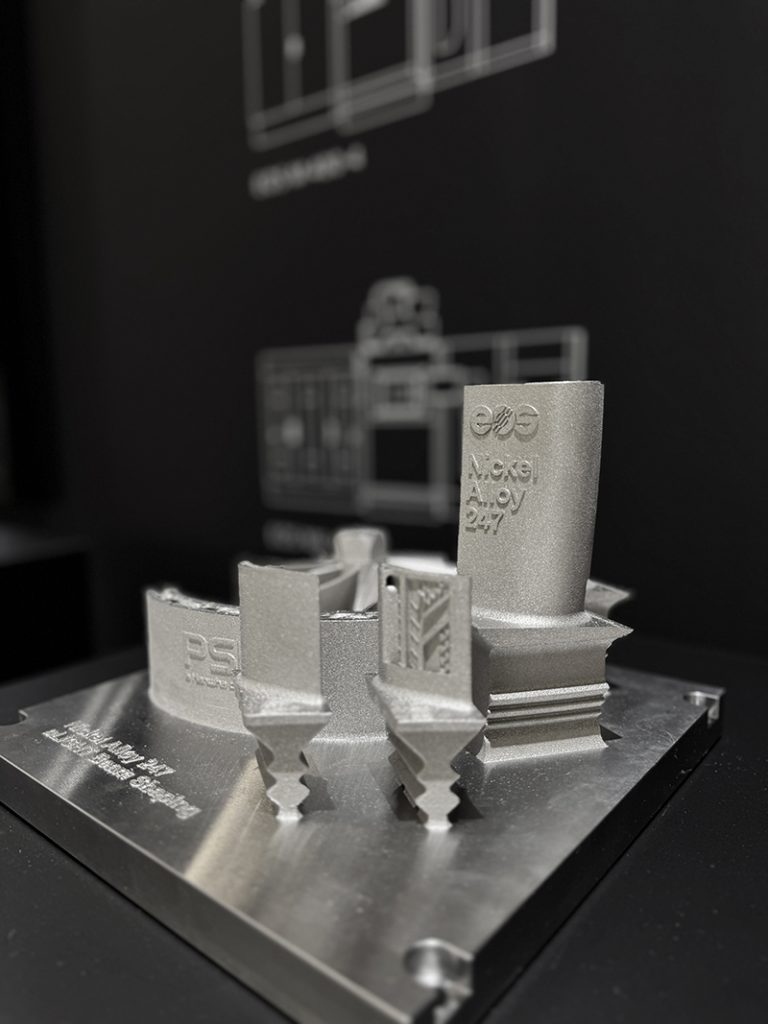
Nickel Alloy CM 247 is recognised as a challenging alloy to work with in PBF-LB. EOS has achieved meaningful progress by utilising the beam-shaping capabilities of the new AFX-laser-enabled version of the EOS M 290. This important high-temperature superalloy is still being developed with key partners, and the complete solution will be made available to customers together with consulting services from Additive Minds. A release of the CM 247 solution for the EOS M4 ONYX is expected to follow in 2026.
Positioning the EOS M4 ONYX within EOS’s portfolio
For EOS, these new machines show how software has increasingly surpassed hardware in strategic value. Taken together, the improvements we have outlined reveal a clearer picture of a business driven by long-term investment, guided by market needs and committed to responsible manufacturing. Within this broader strategy, the product teams have been steadily diversifying the EOS M 400 Series platforms with enhancements aimed at true serial production.
With the new EOS M4 ONYX, EOS is underlining its strategic distinction between development machines and production-ready machines. This positioning arguably began with the EOS M 400 Series and was further developed with the EOS M 300 Series. Earlier, we outlined how EOS has responded to the need for AM machines to be more open; however, the reality today is more nuanced. EOS’s position is that openness does not mean unrestricted access to controllers or allowing users to drive the scanners at will. Instead, it is about exposing the right processes through APIs across the workflow. This includes CAD-to-print integration, parameter editing, and access to all process data. The machine may be ‘open’ enough for expert users to extract the last 20% of performance, but not so open that every build turns into a research experiment. Crucially, it does not mean reducing a production machine to a lab-grade science project.

If you are wondering where application development should take place, even when it is intended for serial production, the answer from EOS is that it belongs on the EOS M 290 model. Universities and early-stage R&D will continue to gravitate towards the EOS M 290, as well as Additive Manufacturing Customised Machines (AMCM) variants equipped with flexible light engines, custom control systems, and experimental diagnostics.
For EOS, this division of strategies is significant. It preserves a space where scan strategies, alloy chemistries, and in-situ sensing can be pushed to the limit, while keeping the shop-floor production optimised for throughput, reliability, and cost. However, Karnapp admitted that the transfer from EOS M 290 to any of the larger machines would never be completely automatic.
The gas-flow environment in the EOS M 400 Series and the new EOS M4 ONYX is different. Thermal distributions will inevitably change with scale, and process parameters will require some adjustment. EOS does not see these as difficulties, but as steps in a known pathway to serial production.
Global market dynamics and regional strategies
Now that EOS has introduced a new metal machine targeting the aerospace sector and broader industrial adoption, what does this mean for the Additive Manufacturing sector as a whole? Joachim Zettler, Chief Technology Officer of EOS, highlighted the stark contrasts in AM adoption across regions. The US has embraced AM, supported by robust funding frameworks and centralised initiatives such as America Makes. In contrast, Europe has continued to lag due to its lack of cohesion and significantly lower investment. In Zettler’s view, the absence of a unified European body to champion AM has hindered industrial uptake in all territories, and there has been hardly any influence from political policy. Despite this difference, he admits that EOS sees defence as the fastest-growing global market for AM. This is, of course, being driven by geopolitical tensions and the resulting supply chain disruptions. Zettler added that AM’s potential to reshore production and enhance resilience is being increasingly recognised, but nowhere more strongly than in the US. In contrast, across Europe, each nation is having to come to this realisation on its own, and, despite some NATO and pan-European defence activities aimed at sharing experiences, there is still considerably less momentum.
In terms of the global market, Europe remains fragmented for EOS; however, this is the current status quo for all machine vendors in the sector. Hence, the demand for metal AM capabilities is currently led by the US. Government‑driven programmes in defence and space, supported by a few giants in the private sector, provide the volumes and access to faster funding streams. These sectors in the US market appear to be more comfortable with the risk of adopting metal AM and have already brought PBF-LB into serial production.
EOS says that double-digit machine orders for the existing EOS M 400 Series have typically followed relatively soon after a business case is validated. As a result, the company sees strong opportunities for the EOS M4 ONYX to operate in what is already an almost mature market segment for EOS. Zettler believes that Europe is catching up, but remains encumbered by slower procurement and funding cycles. He says that Asia splits three ways: China has become increasingly closed to Western OEMs and increasingly presents as a competitor; Japan and South Korea remain steadfast quality markets with a developing internal competition; India is emerging as a manufacturing base for offshore supply chains to rival the Far East, and is also starting to build up its own machine capability.
Where Europe is taking a lead is in sustainability. This sits at the heart of what EOS is trying to achieve with its business strategy. Niehaus-Langer, EOS’s CEO, is also passionate about this topic: “For us, sustainability is not just a message… it is a measurable, strategic commitment, and is embedded in our strategy and operations.” The company’s net zero target is 2045, however in the shorter term, Niehaus-Langer’s goal is a combination of sustainability and competitiveness. “Looking five to ten years ahead, I see Additive Manufacturing as a cornerstone of Europe’s industrial competitiveness and sustainability. EOS is committed to leading this transformation, not just for our company, but for the entire industry.”
Niehaus-Langer considers EOS’s family ownership a strategic advantage. She describes how the company has the freedom to invest with a long‑term horizon, without expectations of immediate returns, stating, “We don’t measure success in quarters.” However, Niehaus-Langer also recalls that the family has had to bootstrap and run lean, taking calculated risks to grow the company into the stable business it is today. Asked if the current stability in the company has any effect on its ability to be agile and adapt to change, she responded that “stability and agility are not opposites.” She explained that family ownership gave the company the financial independence to back rapid development in close proximity to customers. Adding, “This balance between solid roots and adaptive growth is what keeps us resilient in a fast-moving market like Additive Manufacturing.”
Conclusion
At Formnext, EOS ensured that the launch of the EOS M4 ONYX made a decisive impression. A packed stand, a carefully choreographed reveal just after 11:00 am, and a strong, steady flow of visitors around the machine highlighted the level of interest in what the company positions as its next production workhorse.
Once the initial reveal passed, conversations shifted quickly to what the machine is designed to do in day-to-day production. Discussions on the stand centred on powder recirculation and waste handling, the RFS Pro, and how the platform connects into Siemens’ digital toolchain as much as on laser count or build volume. That balance of questions was revealing: in mature AM environments, materials management, software capability and process stability now shape performance as much as hardware specifications.
With the EOS M4 ONYX, EOS has not simply refined a proven EOS M 400 Series platform – it has strengthened it for upper mid-size applications where qualification, repeatability and cost per part are decisive. Combined with Smart Fusion, digital fingerprinting and a more open software ecosystem, the direction is clear: provide predictable, scalable production capability rather than compete in a race for size alone. Viewed in this context, the EOS M4 ONYX is not just a pragmatic evolution of an established machine, but a well-positioned cornerstone in EOS’s wider move towards truly industrialised metal AM.
Contact
EOS GmbH
Robert-Stirling-Ring 1
82152 Krailling, Munich
Germany
Authors
Martin McMahon
Founder & Additive Manufacturing Advisor, M A M Solutions
www.mamsolutions.uk
[email protected]
Nick Williams and Emma Lawn
Metal AM magazine

LAST MONTH’S MOST-READ ARTICLES












