


Dry-ice blasting for metal AM: toolcraft’s SupportBlaster approach to support removal for PBF-LB
As manufacturers push towards higher Additive Manufacturing throughput, the limitations of traditional support removal methods become increasingly visible. Manual practices cannot reliably meet the safety, repeatability, and cost targets required for industrial Laser Beam Powder Bed Fusion (PBF-LB). toolcraft’s SupportBlaster 320-HA offers a semi-automated alternative, using dry-ice pellets to detach supports in a controlled manner. In this article, Joseph Kowen reviews the technology’s development, underlying process physics, and experimental data, highlighting its relevance for more scalable metal AM production. [First published in Metal AM Vol. 11 No. 4, Winter 2025 | 20 minute read | View on Issuu | Download PDF]
Metal Additive Manufacturing has come a long way. Some would say it has made great progress quickly. Others might claim that its progress has not been fast enough. Walking the halls of an AM exhibition never ceases to excite even seasoned professionals in the industry. There is always something new, perhaps not earth-shattering, but incremental and steady progress nonetheless. Progress is a complex concept to measure at the best of times. Progress in manufacturing is best measured holistically by observing all of the stages of a particular process.
Most manufacturing processes comprise an often-complex series of steps in a process chain that produce a final product. The maturity or robustness of a new manufacturing technology will be judged, in many cases, by the weakest link in the process chain. Certainly, when a process relies on a weak or expensive link, its overall cost and ease of adoption will weaken its chances for consideration as a candidate for manufacturing that product. This, in turn, places a higher burden for viability on other advantages of the process, such as, in the case of AM, design complexity and freedom, and lightweight parts.
Supports are a necessary part of Laser Beam Powder Bed Fusion (PBF-LB); some might say a necessary evil, and not without reason. A comprehensive review of many of the issues and factors involved in the use of supports was published in the Autumn 2021 edition of Metal AM [1]. Supports perform a range of functions, more than many users realise. Keeping parts in place is the obvious main goal. Additionally, supports counter recoil pressure, gravity or consolidation forces. They even impact microstructure and dissipate electrical current.
Of all the steps in the PBF-LB process chain, the pain of support removal is the most acute, the most frustrating, and, in general, the most expensive challenge with which many, if not most, users must deal. It is a significant factor complicating the adoption of PBF-LB, the most widely used metal AM process.
Automation of the PBF-LB process chain has, however, made progress in recent years. Automated systems can unload a build, transfer the build box to a cooling station, and even move the build plate into a depowdering station. Advanced, automated depowdering can remove trapped powder down to the last grain.
Despite this progress, removing supports has remained a persistent challenge. The impressive advances in Additive Manufacturing automation highlight the contrast between highly sophisticated digital manufacturing technologies reduced in one of its downstream stages to a low-tech, manual practice of workers chipping away at supports with a hammer and chisel. In this task, a nod to earlier eras in the history of manufacturing, the critical path is the manual dexterity or state of mind of a labourer performing that task on that day. It is operator-dependent and inconsistent – an unpredictability that drives manufacturing engineers to frustration.

Current approaches to support removal
Several approaches are used today to minimise the pain of support structure removal.
Design for AM: reducing, not eliminating, supports
Clever design, as well as positioning and angulation of the parts, can potentially reduce the need for support structures. Designers can give thought in advance to using elements of the part itself, instead of removable supports, to anchor the element. Alternatively, adding elements to the part can serve as an integral support that does not have to be removed.
In many, if not most, cases, design cannot eliminate the problem; at best, it can alleviate it to a degree. Parts would be more expensive to design by engineers with suitable design skills and above-average knowledge of AM to produce a low-support design. Integrally designed supports can also add to the cost and weight of the part.
‘Support-free’ machines and process parameter strategies
Several PBF-LB machine suppliers claim to be able to reduce the need for supports. Velo3D has promoted support reduction as a key feature and differentiator for its machines. EOS and several other PBF-LB machine suppliers have introduced approaches aimed at reducing or, in some cases, avoiding supports. In practice, these systems can significantly cut support volume, but most applications still require some manual removal.
The offerings of those machine manufacturers promising solutions to the problem do not eliminate the need for some support removal by another method. Further, it is not a universal solution offered by all machine providers.
Chemical thinning and support-remnant removal
This solution uses chemistry to dissolve support structures. Chemical removal in PBF-LB is generally only feasible for thinning, eroding, or removing support remnants, not completely dissolving bulk supports. Therefore, this group of solutions is best for smoothing rough areas, including the points where the supports were connected to the parts. Chemical processes can be valuable to reach internal channels and complex shapes.
Chemical support removal is expensive and not a complete solution for all support removal challenges. The chemistry may also cause unwanted issues with the metal part, presenting environmental and workplace health and safety challenges.
Mechanical and CNC-based support removal
Mechanical support removal in metal PBF-LB is the process of physically removing supports using tools, chisels, grinders, and CNC milling. They range from completely manual to semi-automated processes. These solutions may be suitable for large, less complex parts, and in the case of milling, can produce high-quality machined surfaces, making it suitable for an accurate structural interface between metal parts and other machined parts. Use of milling is a suitable solution, but only for certain parts. Given that in any event some AM parts require milling for finishing to achieve required tolerances or surface finish, it is not difficult to imagine using milling technology, including robot-mounted rotary tools, to improve surface finish and interface tolerances while also removing supports.
However, this is limited to areas the tool can reach and struggles with internal or intricate geometries. CNC can distort thin-walled parts due to cutting forces. It also requires fixturing, programming, and significant labour, and is not a universal solution. Manual mechanical support removal runs the risk of damaging the part with a slip of the hand or a misplaced chisel struck too hard by a worker’s hammer.

What an ideal support-removal system should deliver
Summarising all the current methods and considering the disadvantages of each, we can begin to form a picture of what an ideal automated support-removal system would look like. After maximising the possibilities of reducing support structures through design rules, a metal AM user would want a controlled, predictable, and repeatable process. It should be at least semi-automated from the outset, with a clear path to higher automation over time. The process should also minimise accidental damage to good parts, thereby maximising overall AM yield. In parallel, it would avoid harsh, environmentally unfriendly chemicals that might affect material properties and add waste-disposal costs or occupational risks for operators. Finally, it needs to keep set-up costs per part low, including by reducing demands for high-precision fixturing and extensive programming.

A new approach: toolcraft’s SupportBlaster 320-HA
The good news is that there may now be a solution entering the market that meets all or most of the above requirements. Given the dearth of solutions out there, this is potentially very good news for the industrialisation of AM.

In January 2025, the German company toolcraft introduced the SupportBlaster 320-HA, a semi-automatic system for removing support structures using dry-ice blasting. The innovative working principle uses accelerated dry-ice pellets to loosen support structures directly at the point of connection, thereby significantly reducing machining time. Its first commercial unit is on its way to installation early next year at a German automobile OEM.
Since toolcraft, a well-known parts manufacturer to leading global OEMs, is not known as a machine manufacturer for standard systems (it does however develop custom systems for certain applications), it is worth describing the company, its roots and how it came to develop a system that just might trigger an important jump forward in the industrialisation of AM in general.

toolcraft AG was founded in 1989 in Georgensgmünd, Germany, as a precision machining company specialising in CNC manufacturing for high-tech industries. It is a mid-size family-owned company that employs around 500 people. Its industrial focus is on the aerospace, defence, medical, and semiconductor industries. Over the 2000s and 2010s, it expanded into injection moulding, mould making, robotics/automation, and advanced metrology, gradually building a vertically integrated production ecosystem.
In 2011, toolcraft identified the potential of adding AM to its services. It adopted in large part machines from Trumpf and became a flagship customer of the company, which was recently spun off and rebranded as Atlix. toolcraft’s automated and well-equipped AM operation is recognised as one of the most advanced and sophisticated AM facilities in Germany.
In addition to systems from Trumpf/Atlix, toolcraft operates units from EOS, Colibrium (formerly Concept Laser) and Farsoon. For powder removal, toolcraft also operates Solukon depowdering systems. It offers parts in aluminium, titanium, nickel-based alloys, and stainless steel. In addition to PBF-LB, toolcraft operates Directed Energy Deposition (DED) machines. The AM facility is accredited with a range of quality systems, including TÜV, Nadcap and DEKRA.

From internal pain point to product idea
As a major producer of metal AM parts, toolcraft was acutely aware from the start of the challenge and cost of support removal, having itself experienced the pain of removing them. It suffered from all the ills that support removal brings with it: dust; sharp edges and potential injuries to hammer and chisel operators; lengthy investment of time and related manpower costs; and economic losses from damage to and consequent invalidation of AM parts due to mistakes with the hammer and chisel. The parts produced range from delicate structures that require extremely careful handling to components where support geometries are difficult to access and remove. The company learned to think carefully about how to design a post-processing workflow that meets internal and customers’ quality requirements.
toolcraft has not been satisfied with a passive role in the use of AM as a fully developed manufacturing solution to complement its traditional manufacturing business. It began searching for solutions for support removal in 2020. Since the company was already using dry-ice blasting in toolmaking and parts cleaning, it examined whether the technology could be adapted for AM post-processing. Dry-ice blasting has been used across various industries, primarily for cleaning purposes. Scientific papers [2] have examined the efficacy of this process compared to other cleaning methods, such as sandblasting, hydroblasting, and solvent-based methods.
The company began experimenting with dry-ice blasting, expecting it to provide an internal solution for its own needs. The improvement and success of the development led toolcraft to decide to offer the solution to the AM market, and thus the SupportBlaster concept emerged. As it goes to market, other users suffering from the pain of support removal will now be able to take advantage of an innovative solution to a costly and frustrating problem.
Dry-ice blasting as a support-removal process

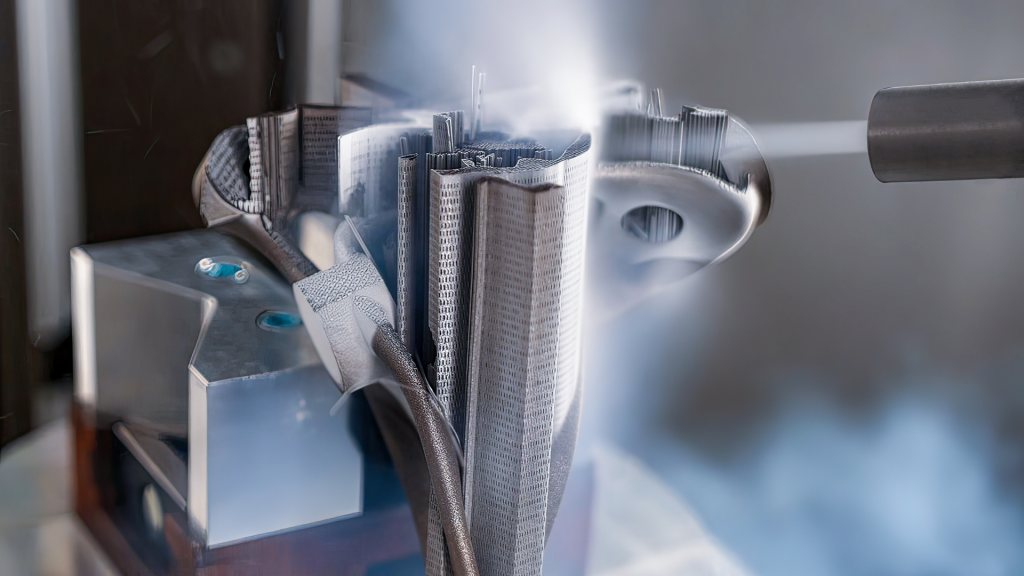
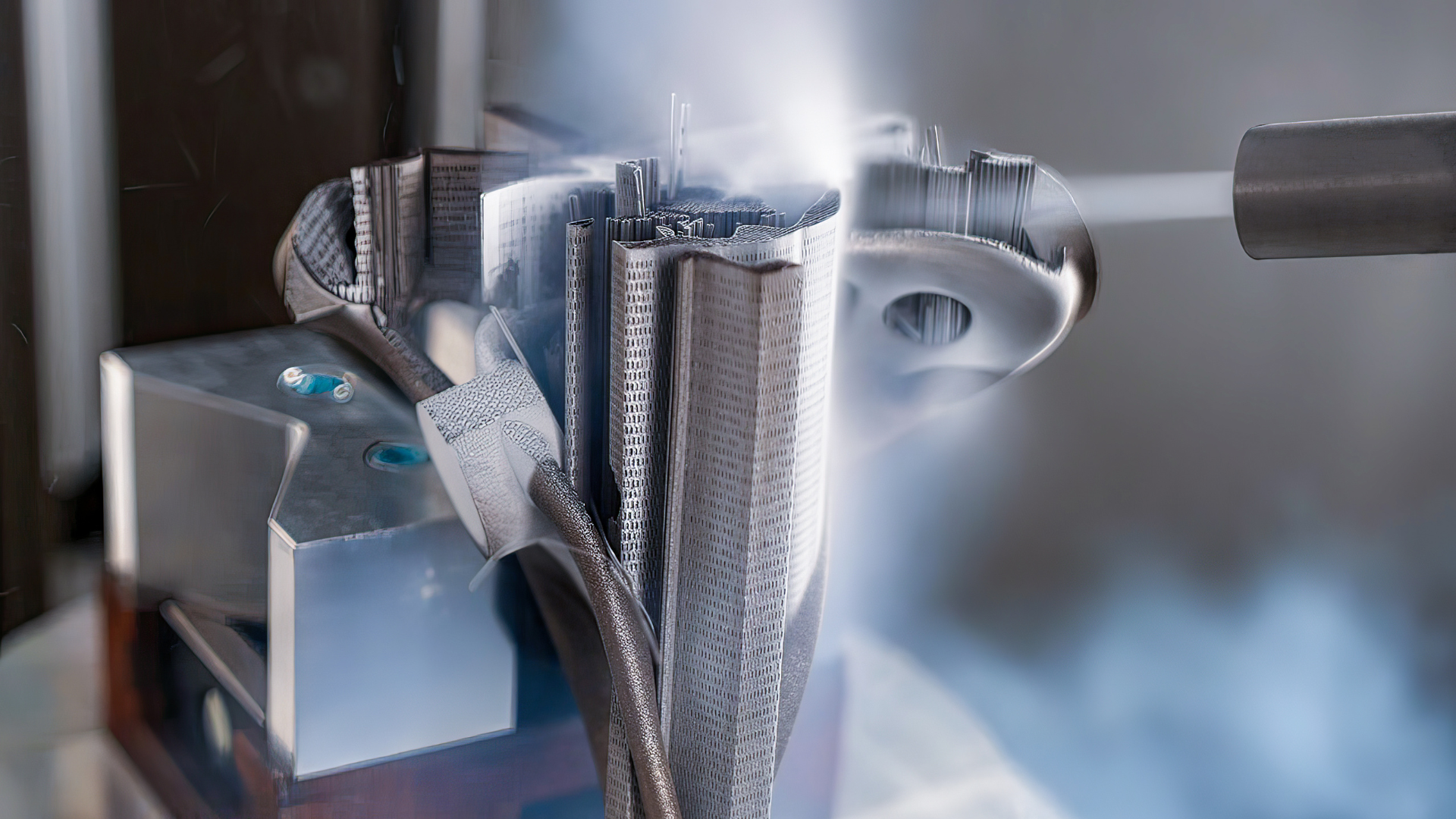
The principle of dry-ice blasting is that the cold shock causes the bond between the support structures and the component to break, making them easier to remove. toolcraft took this effect a step further and built a prototype system that allowed for precise control, ensuring that only the supports were removed while the component remained intact. The principle combines thermal and mechanical effects. The temperature difference creates a cold shock. Dry ice transitions from solid to gas at -78.5°C, causing the material to become brittle. Once cold and brittle, the mechanical function goes into effect. The critical variables here are the velocity of the blast and the mass of the dry-ice pellets.
Inside the system

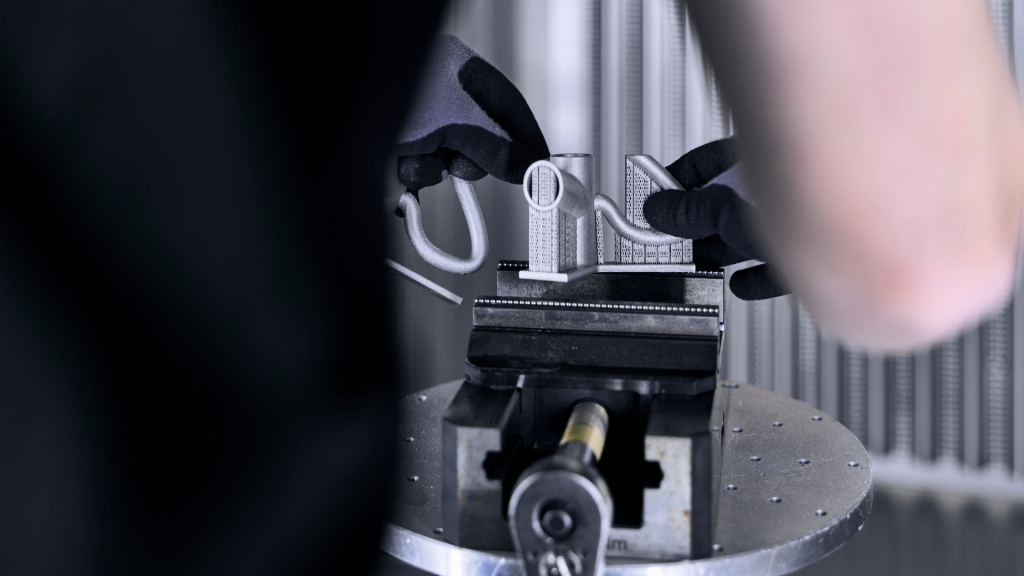
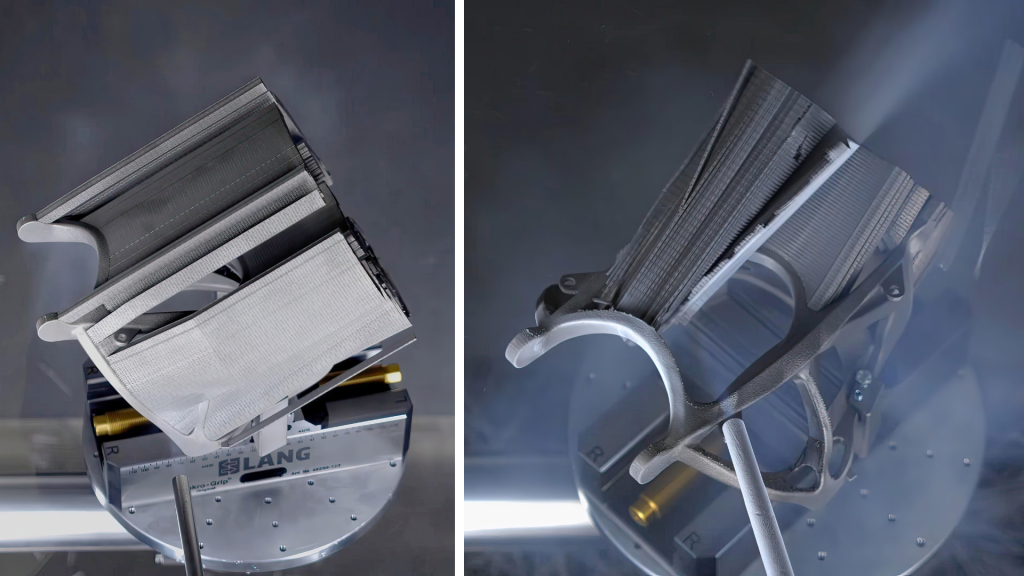
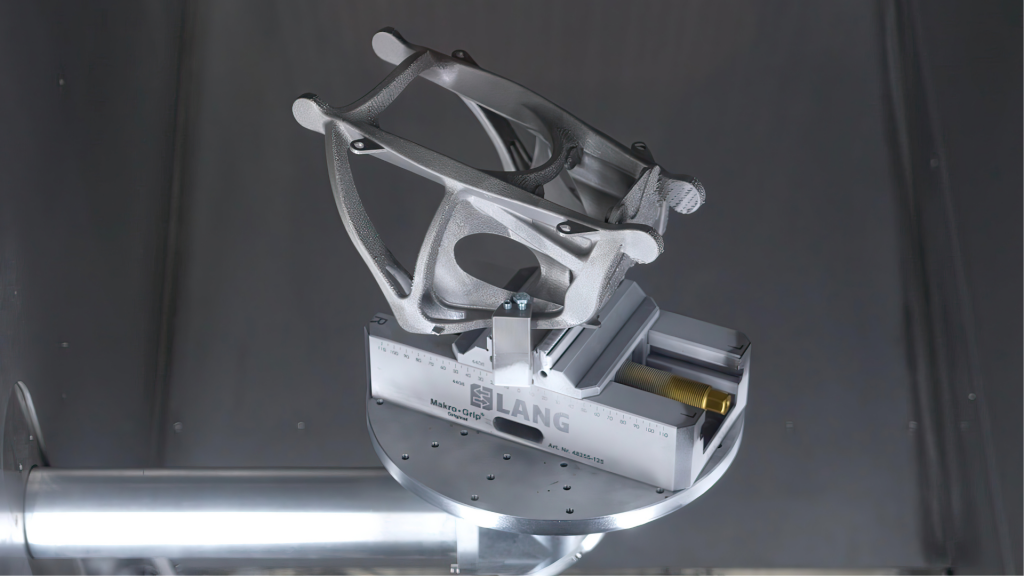
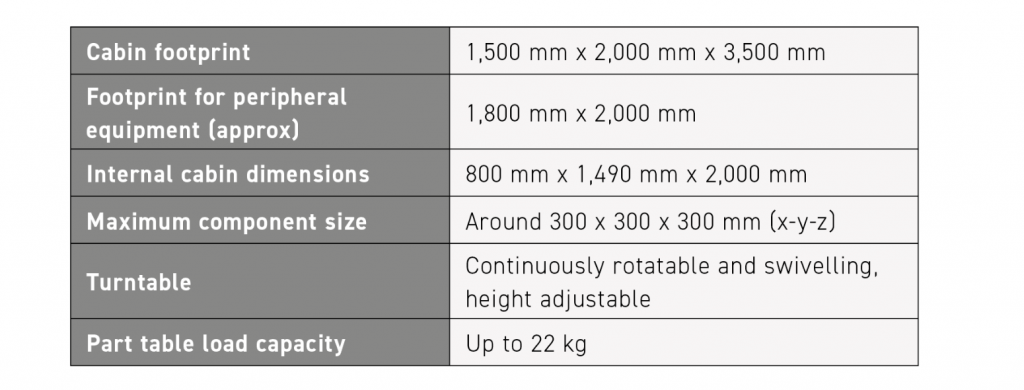
The system comprises an enclosure in which the support blasting takes place. Inside the enclosure, the part being cleaned is clamped to a controllable turntable that rotates and swivels to position the supports that must be removed in an optimal position and angle to meet the stream of dry-ice pellets projected from the nozzle.
During the development phase, it became apparent that the air pressures and flow rates of conventional compressed air systems were insufficient for a reliable process. Likewise, the traditional supply of prefabricated dry-ice pellets was not suitable. toolcraft developed a nozzle through which a high-pressure blast unit fires the dry-ice pellets at speeds of up to 130 m/s. To ensure a clean and reliable stream of dry ice, toolcraft equipped its test system with a separate high-performance compressor and a dry-ice pelletiser that produces dry ice from liquid CO2 on demand. The system is fully enclosed and equipped with exhaust ventilation that filters and discharges air to the outside. Dust and material particles, potential environmental and occupational health risks, are effectively mitigated.
The positioning of the part is achieved through a joystick control unit that swivels the turntable to the operator’s desired position, offering maximal exposure to the pellet stream directed from the nozzle. The operator can also control the exact location of the nozzle. By combining operator-controlled nozzle movement with joystick control of part position, the operator can quickly and intuitively find the most effective setup for support removal. The left hand operates the nozzle location, and the right hand manipulates the joystick-controlled turntable. The on/off control for initiating the stream of dry ice is operated by a foot pedal.

Verifying part integrity and surface quality
Both for its own internal use and once it was decided to commercialise the product, toolcraft went to great lengths to test the effect of the dry ice stream on the substrate properties. Most importantly, it was critical to understand that the support removal, an aggressive mechanical process, did not damage the part itself. If there had been any effect on the substrate in the form of material removal from the body of the part itself, then the invention would not have been viable, and the project would have been shelved. The unpredictability of how much material could potentially be removed from the body of the part would have been the deal-breaker for a digital manufacturing process where digital accuracy is its central feature.
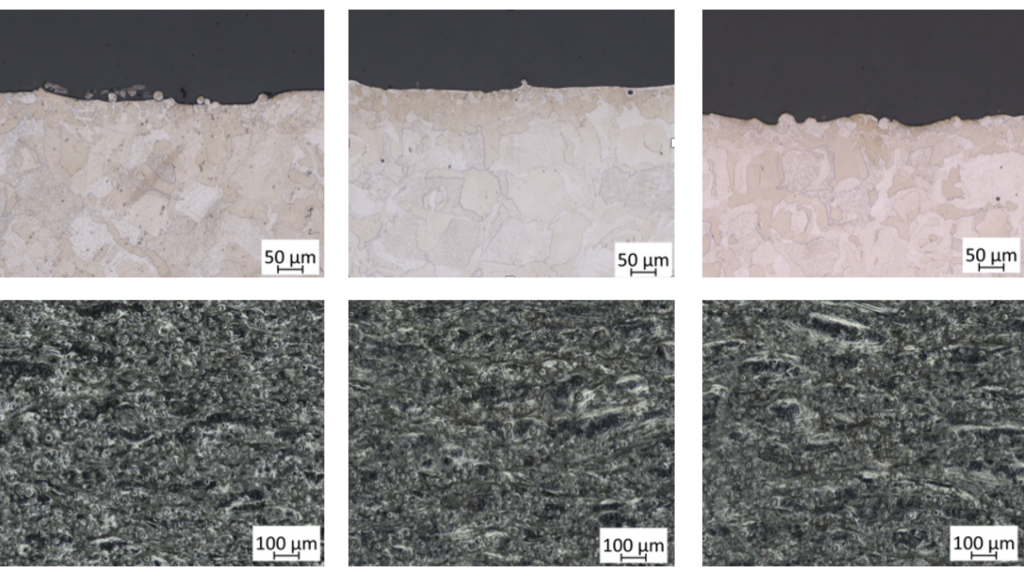
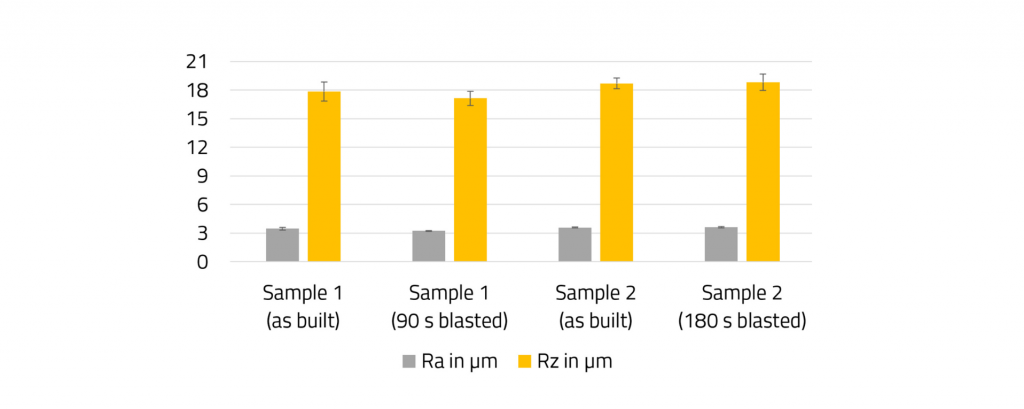
The company conducted an analysis of the part at various lengths of exposure to the blast, as well as pellet sizes, to measure for unwanted effects from the process (Fig. 11). The company also measured hardness and surface roughness before and after blasting. Hardness was unchanged by the blasting and no significant deviation was shown for both Ra (roughness average) and Rz (the average height between the five highest peaks and five deepest valleys in the sampling) (Fig. 12).
Optical scanning was also used to measure dimensional changes and deformations before and after blasting. The process has been successfully tested on different materials, including stainless steels, aluminium, nickel-based alloys, titanium, copper and tool steel.
Building the business case for installing dry-ice support removal
How exactly will this technology justify itself? Time is the most significant saving that can be realised instantly. Time translates to money in the form of manpower cost reduction. The exact amount of the savings will vary according to the application in question: the more complex the part, the greater the support removal challenge. toolcraft has measured time savings of up to 80% per part.
Damage avoidance has an even greater potential for cost savings that translate immediately to the bottom line. Most operators complain about the damage that occurs when the slip of a hand tool damages a part, which, in some cases, renders it unusable. Here, too, the actual saving will be design- and application-dependent. Supports located in tricky areas of the part require more skill (at a higher cost) to remove by hand, or conversely, pose a higher risk of yield reduction through the disqualification of parts damaged during manual support removal.
Quality assurance is not always an immediate cash saving, but it is no less important when a manufacturer’s overall reputation for quality is at stake. Performing a repeatable and consistent semi-automated process that can be well-documented lays the groundwork for removing doubts about quality across operators, machines, and facilities.
As is already the case with automated depowdering, some manufacturers will place a value on workplace satisfaction by eliminating difficult, dirty, old-fashioned and potentially risky practices. Not all users (or their financial managers) will recognise this intangible value. Still, others will see in automated solutions a standard and a workplace environment that befits a modern, advanced manufacturing technology.
Future development and the potential for automation

As with many technological breakthroughs, an innovative basic process that offers a problem-solving solution that its users will value will not remain stuck in place. The learning curve kicks in, as is already the case with SupportBlaster. Feedback and learnings are already informing ideas for an improved version of the system. The solution will undoubtedly become smaller and more efficient, with improved results. The basic technology is well suited to integration with other automation technologies. A blaster nozzle mounted on a robot with a programmed path for optimised support removal makes sense for serial manufacturing applications of AM parts, as opposed to prototype work or high-mix, low-volume manufacturing.
The role of third-party innovation in AM industrialisation
Additive Manufacturing pioneers have tended to devote much of their efforts to developing and improving the basic manufacturing process itself. After all, there is both challenge and professional excitement in getting to grips with a complex technology that stands at the crossroads of mechanics, software and materials. The development of industrially robust AM processes and systems has been far from a ‘walk in the park.’ Scant attention was paid by these machine pioneers to all of the peripheral functions that are necessary to turn a science experiment or a development tool into a reliable and cost-effective platform for production. This understandable lack of attention has opened up opportunities for third-party developers of peripheral AM equipment to step in. These solutions are agnostic to machine manufacturers, and so, in an industry where many smaller machine suppliers are still fighting for a place at the main table, perhaps the model of a third-party, machine-agnostic, post-processing solution has emerged as the best.
It is admirable to see innovative and entrepreneurial companies stepping up to offer solutions that not only make the lives of AM technology users better, but also help move more applications onto the AM side of the manufacturing ledger through the efficiencies that advanced post-processing solutions bring about.
Even more kudos is due when the third party that develops the solution is not a regular provider of solutions but steps up to the challenge by creating an internal solution and then makes that solution available to the broader AM community. Attentive and successful companies listen to what the market wants and work to deliver it.
In the case of toolcraft’s SupportBlaster, the company listened to its own needs and recognised that what it suffered from in terms of support removal was worthy of a solution that everyone should have access to. As a successful parts manufacturer for some of the world’s leading manufacturers, employing hundreds of employees, toolcraft could easily have decided to keep the development in-house and avoid the headache, effort and resource usage needed to bring a product to market.
Conclusion
Persevering with the development of SupportBlaster reflects the solidarity that toolcraft feels towards the AM community, as a leader and pioneer in a quickly developing industry. There are sound business reasons why a solution like SupportBlaster makes sense. toolcraft is at the start of a journey to bring practical relief to one of the most irritating and frustrating functions in metal AM.
Many AM users and production teams will be watching the adoption and continued refinement of this solution. toolcraft has taken an important first step, and with continued effort, its impact on support removal and wider post-processing workflows will become clearer over time.
References
[1] Jennifer Coyne and John E Barnes, ‘I want to break free: The journey towards reducing or eliminating support structures,’ Metal AM, Vol. 7 No. 3. Autumn 2021, pp 155-163. Available at: https://issuu.com/inovar-communications/docs/metal_am_autumn_2021/155?fr=sNDM0MDQzMzgxMjE
[2] Vítězslav Máša, David Horňák, and Dalimil Petrilák, ‘Industrial use of dry ice blasting in surface cleaning,’ Journal of Cleaner Production, Vol. 329, 20 December 2021. Available at: https://www.sciencedirect.com/science/article/abs/pii/S0959652621038087
Contact
toolcraft AG
Handelsstrasse 1
91166 Georgensgmünd
Germany
Author
Joseph Kowen
Joseph is an industry analyst and consultant who has been involved in Additive Manufacturing since 1999. He is an Associate Consultant at Wohlers Associates, part of ASTM International’s AM Center of Excellence.
LAST MONTH’S MOST-READ ARTICLES












