


Additive Manufacturing at Plansee Seminar 2025: The rise of refractory metals and hard materials
At the 21st Plansee Seminar, it became clear that Additive Manufacturing has firmly established itself within the refractory metals and hard materials community. Presentations covered the full process spectrum – from powder handling and melt pool modelling to in-situ control and post-processing – with results directly relevant to industrial adoption. As Bernard North reports, work on molybdenum, tungsten, rhenium and niobium highlighted practical paths toward dense, reliable components for energy, aerospace and nuclear fusion technologies, marking a decisive step from laboratory feasibility to engineered applications. [First published in Metal AM Vol. 11 No. 3, Autumn 2025 | 35 minute read | View on Issuu | Download PDF]

The Plansee Seminars have been a fixture in the refractory metals and hard materials industry since 1952, when Paul Schwarzkopf of the Plansee company established them to promote knowledge exchange among professionals – in his words, “to sinter the participants to a dense powder metals community” [1]. The event is held in Reutte, Austria, home of the Plansee Group.
Initially held every three years and later every four, the seminars have grown into a major event series for the international community. The author has attended at least six, including the last three. The 20th Plansee Seminar, initially scheduled for 2021, was postponed to 2022 due to the COVID-19 pandemic. The 21st Seminar, however, retained its planned June 2025 slot to align with other technical conferences.
Held from 1-6 June 2025, this year’s seminar brought together over 530 participants from across industry and academia to exchange insights and present the latest advances in refractory metals, hard materials, and related processing technologies.
Overviews of the 20th and 21st Seminars are available in PM Review [2] and Metal Powder Technology [3], respectively.

Metal AM at the Plansee Seminars
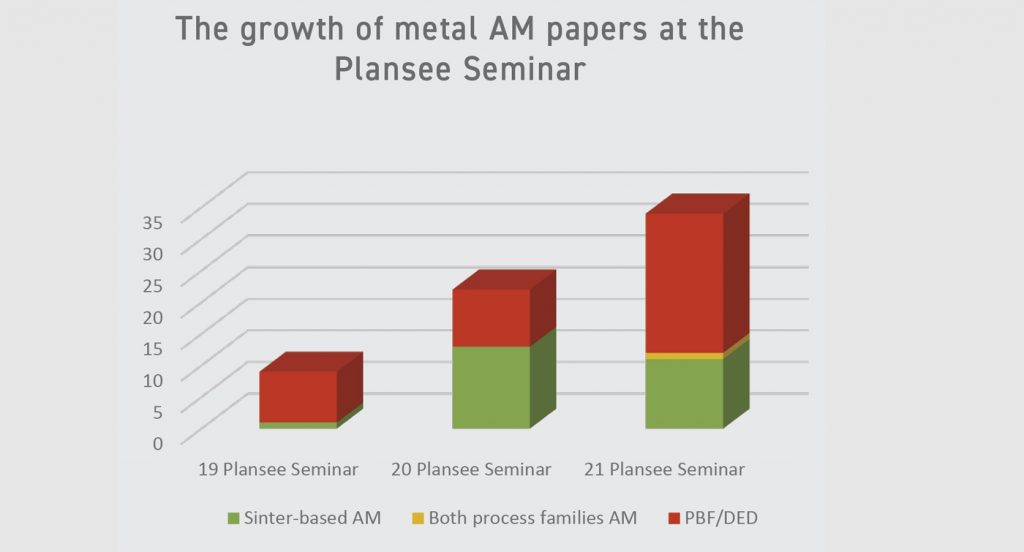
Comparisons across the past three Plansee Seminars show a marked rise in Additive Manufacturing contributions. The author’s earlier reviews covered Metal Injection Moulding (MIM), sinter-based AM [4] and Directed Energy Deposition (DED)/ Powder Bed Fusion (PBF) [5] at the 20th Seminar, while analysis of the 21st Seminar contributions confirms this upward trend. As shown in Fig. 3, AM presentations and posters expanded from modest levels at the 19th Seminar to comprise around 12% of the 2025 programme. Within this growth, contributions on PBF and DED processes more than doubled between 2022 and 2025.
The recent PIM International article [6] summarised MIM and sinter-based AM presented at the 21st Seminar. This Metal AM article complements that report by focusing on the PBF and DED contributions.
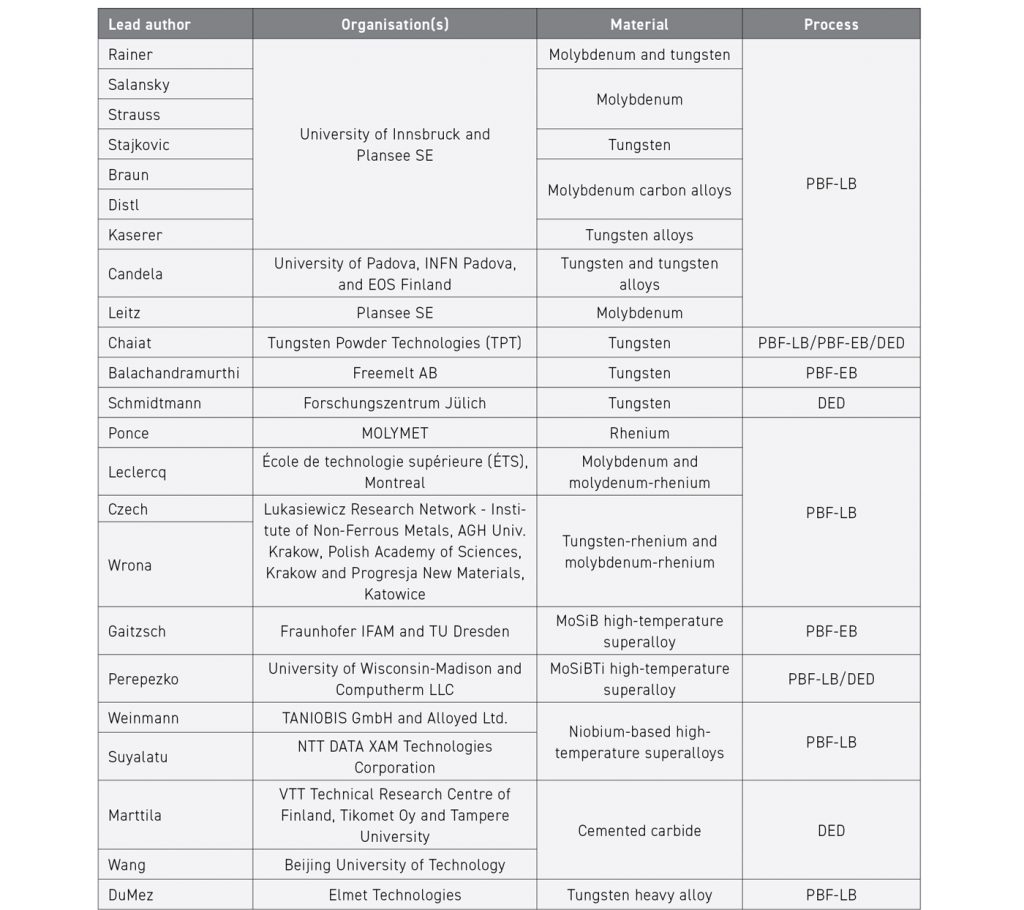
Table 1 shows the presentations organised by material and lists the relevant AM process. The scope of presentations was broad, with several on molybdenum, tungsten, rhenium and alloys, and high-temperature superalloys. Cemented carbides were limited to DED, and heavy tungsten alloys to a single PBF-LB; most of the AM presentations on these materials covered sinter-based processes and are summarised in [6].

Molybdenum and tungsten: process improvement and modelling
A joint team from Plansee SE and the University of Innsbruck presented seven oral or poster contributions on the PBF-LB processing of the refractory metals molybdenum and tungsten.
Powder storage and oxygen control in refractory metal PBF-LB
![Fig. 4 Optical micrographs of polished PBF-LB Mo samples, perpendicular to the build direction, manufactured at a substrate plate temperature of 1,200°C with oxygen contents of (a) 716 μg/g and (b) 44 μg/g. Increased defect formation is evident at the higher oxygen level [7]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f04-3-1024x366.jpg)
A poster [7] by Tobias Rainer and colleagues emphasised the need to minimise oxygen (O) levels in PBF-LB of refractory metals. Oxygen impurities migrate to grain boundaries, affect wetting and convection behaviour, and ultimately promote weakening and cracking (Fig. 4). The team investigated oxygen, nitrogen, hydrogen, and moisture pickup in samples, stored in high-density polyethylene containers for twelve months at ~20 °C, of powders (~25 µm mean particle size) of molybdenum, tungsten, and a pre-alloyed molybdenum-0.45 wt.% carbon (Mo-0.45C) composition, which were exposed to different environments: an air-conditioned laboratory (38% relative humidity) and two inert argon atmospheres (<3% relative humidity).
![Fig. 5 Oxygen content of molybdenum (Mo), molybdenum-carbon (Mo-C), and tungsten (W) powders during one year of storage in (a) an air conditioned laboratory, (b) an inert-gas flooded powder cabinet, and (c) an inert-gas flooded glove box [7]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f05-3-1024x552.jpg)
In the laboratory environment, all three powders absorbed oxygen and moisture (Fig. 5), with pure molybdenum being especially sensitive. Both inert-gas storage conditions prevented such pickup. Powder morphology, flow, and packing behaviour were unchanged by storage conditions, but the oxygen absorption remains a significant concern. Thus, the work stressed the importance of strictly controlled storage.

Comparative modelling of melt pool dynamics in molybdenum PBF-LB
A poster by Jan Salansky and co-authors [8] highlighted the value of modelling the PBF-LB process, given the large number of input variables and the need to shorten parameter development times. The study compared experimental data on pure Mo – 48 parameter sets varying laser power and scanning speed – with predictions of melt pool aspect ratio (melt pool depth/laser spot diameter) from three modelling approaches: a semi-empirical method, Finite Element Modelling (FEM) using Thermo-Calc, and Computational Fluid Dynamics (CFD).
As shown in Fig. 6, all three approaches correlated well with experimental behaviour. CFD provided the best overall agreement, followed by FEM, although FEM achieved the highest accuracy within a specific enthalpy range. The more sophisticated techniques, however, required substantially greater computing resources and longer calculation times.
![Fig. 6 Comparison between simulated and experimental vapour capillary aspect ratios for molybdenum across three modelling approaches: DE (semi-empirical), FEM (Thermo-Calc), and CFD (FLOW-3D). The DE method achieved a linear fit of 74% within the 2-55 enthalpy range and 88% overall, indicating solid performance under deep penetration conditions. FEM achieved the highest accuracy within the 2-55 range, with a 96% fit, and 82% overall. Experimental values are shown as the reference baseline [8]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f06-3-1024x624.jpg)
Beam defocusing and power adjustment in PBF-LB of molybdenum
A poster [9] by Robert Strauss and co-authors compared experimental data on pure molybdenum with CFD simulations, focusing on the use of beam defocusing. In this approach, the laser spot area was increased and the power adjusted to compensate for reduced power density. Molybdenum presents particular challenges for PBF-LB, combining a high melting point (2,620°C) with high thermal conductivity (142 W/mK at room temperature).
![Fig. 7 Simulated and experimental values for (a) weld track widths (wmelt and wmelt,exp) and (b) mean surface roughnesses (Ra and Ra,exp), with correlation to maximum melt pool fluid velocities (vmax) at t300 for cases A to E [9]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f07-3-1024x255.jpg)
As shown in Fig. 7, the comparison of modelled and experimental weld track widths and surface roughness indicated a fair level of agreement. The study acknowledged limitations arising from model approximations and the complexity of laser-material interactions, but demonstrated the promise of combining beam defocusing with power adjustment for PBF-LB of molybdenum.

Pyrometric feedback control for stabilising tungsten PBF-LB
Janko Stajkovic and co-authors [10] presented a promising paper on improving process stability and part quality in PBF-LB of pure tungsten. They first reviewed common defects – in particular, lack-of-fusion pores, keyhole pores, and melt ejecta – and noted that these issues are exacerbated in complex, thin-walled geometries compared with simple samples. Their experimental work tested the hypothesis that high-frequency (100 kHz) pyrometric signals correlate with melt pool depth, and that modulating laser power within a few microseconds could stabilise the process.
![Fig. 8 Comparison of a representative layer with and without feedback control. (a) Uncontrolled case: large fluctuations in the pyrometric signal and strong variations in signal intensity indicate process instability. (b) Controlled case: stabilised pyrometric signal and a homogeneous intensity map confirm stable process conditions [10]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f08-3-1024x595.jpg)
The designed experiment used twenty-six parameter combinations with a 300 µm laser spot to build fifty-two cubes, both with and without feedback control. As shown in Fig. 8, the results strongly supported the hypothesis: feedback stabilised pyrometric signals, improved microstructural quality, and raised part density from ~90% to ~94% of theoretical; observed through the pyrometric feedback technique.

Molybdenum and tungsten AM – alloying approaches
Carbon alloying and heat treatment strategies for molybdenum
Two presentations, lead-authored by Jakob Braun [11] and Benedict Distl [12], reported developments building on work first presented at the 20th Plansee Seminar in 2022, summarised in [5]. That earlier research showed how oxygen impurities, highly detrimental in PBF-LB of Mo alloys, could be countered with significant carbon additions.
Braun reviewed results where unalloyed (‘straight’) Mo powders processed by PBF-LB achieved 99.6% theoretical density using an 800°C build plate, but the parts cracked and displayed oxygen segregation to grain boundaries. This caused embrittlement and poor mechanical properties, even above the ductile-brittle transition temperature (DBTT). By contrast, adding 0.45 wt.% C under the same conditions produced 99.8% dense, finer-grained material with reduced oxygen content, as impurities were outgassed as CO or CO2 during processing.
Crucially, residual oxygen was dissolved in the carbide phase of the Mo-Mo2C eutectic structure, preventing embrittlement. However, no ductility was observed below the DBTT (room temperature to ~300°C). The microstructure consisted of metallic Mo ‘cells’ within a thin-walled Mo2C matrix (Fig. 9), with fine, somewhat elongated grains and isotropic strength properties.
![Fig. 9 STEM images of the cellular subgrain microstructure of Mo-0.45 wt.%C. (a, b) α-Mo cells surrounded by Mo2C carbide in the inter-dendritic regions. (c) Three Mo cells with inter-dendritic Mo2C carbide [11]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f09-3-1024x328.jpg)
Distl described the scale-up process and heat treatment optimisation, identifying 1,100°C as a suitable annealing temperature. The alloy, designated MoC0.4, was compared with TZM and wrought molybdenum (Mo) in terms of room- and elevated-temperature strength, ductility, thermal expansion coefficient, and thermal conductivity. The results indicated that MoC0.4 exhibits equivalent or superior properties in most respects, making it a viable alternative for many applications.
Alloying approaches to mitigate cracking in tungsten PBF-LB
Lukas Kaserer and co-authors [13] addressed the challenges of PBF-LB of pure tungsten, which arise from steep thermal gradients during heating and cooling. These conditions produce coarse, columnar grains under high residual stress, while oxygen segregates to grain boundaries, weakening them and promoting cracking. Oxygen also impairs wetting and causes molten metal “balling”, leading to porosity.
To counter these effects, alloying additions were introduced to encourage grain refinement and reduce oxygen segregation. Four compositions were tested under standardised PBF-LB conditions with an 800°C base plate: 1 wt.% La2O3, 0.2% C (pre-alloyed), 0.2% B, and 0.75% LaB6. Chemical analysis and optical metallography (parallel and perpendicular to the beam direction) were used to assess grain morphology, porosity, and cracking. La2O3 proved ineffective due to gas transport losses and La evaporation (and the harmful effect of the remanent O), while LaB6 was only partly effective again due to La loss during the process. The carbon and boron additions gave the best results, achieving 99% theoretical density with a refined, isotropic grain structure and low levels of cracking (Fig. 10). These findings suggest that optimised alloying strategies could yield viable tungsten products by PBF-LB.
![Fig. 10 Etched OM images of PBF-LB tungsten with 0.2 wt.% C addition (PBF-LB W-C), showing (a) side view and (b) top view [13]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f10-2-1024x324.jpg)
Tantalum and TiC additions for crack reduction in tungsten PBF-LB
Silvia Candela and co-authors from the University of Padova, the National Institute for Nuclear Physics (INFN) Padova, and Electro Optical Systems (EOS) Finland presented a poster [14] discussing the effect of tantalum (Ta) and titanium carbide (TiC) additions to tungsten processed by PBF-LB under an argon (Ar) atmosphere.
Pure tantalum showed extensive micro-cracking at grain boundaries as well as macro-cracking; the former is associated with impurities at grain boundaries, while the latter is associated with high thermal gradients. All of the additions were effective in eliminating microcracks and tended to reduce macrocracking, with a 7.5 wt.% Ta addition being especially promising; this material also resulted in 99.5% dense samples. Vickers microhardness testing at a 500 g load showed that all the additives increased hardness, probably from a combination of grain size refinement and solid solution hardening.
Molybdenum and tungsten – application of AM products
PBF-LB molybdenum components for high-temperature furnace optimisation
Karl-Heinz Leitz and Plansee SE co-authors gave a presentation [15] on a highly effective, ‘here and now’ use of PBF-LB Mo components in production high temperature furnaces with refractory metal hot zones. The authors described the use of thermal, fluid dynamical, and thermo-mechanical models to simulate the functioning of gas coolant inlet nozzles and associated gas outlets used for quenching furnace loads and to reduce cycle times.
![Fig. 11 PBF-LB gas system components: (a) gas nozzle inserts; (b) ‘FlowBox’ module [15]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f11-2-1024x455.jpg)
Optimal thin-walled, complex designs for both components were made by PBF-LB (Fig. 11). In subsequent full load, high temperature testing on a 200 x 200 x 300 mm hot zone production furnace, the expected reductions (~40%) in radiant energy loss at both the gas inlets and outlets were realised in practice. This in turn led to a near-halving of the power required during the relevant parts of the cycle, as well as a significant reduction in hot-zone temperature non-uniformity. Because the PBF-LB Mo structures operate under low stress, minor flaws are inconsequential in these applications. For the full furnace cycle, the net power reduction was ~7%, which in a heavily utilised production furnace equates to ~35,000 kWh, or approximately €7,000 per annum.
Tungsten AM: comparing PBF-LB, PBF-EB, and DED approaches
Dov Chaiat of Tungsten Powder Technology (TPT) presented an overview poster [16] on tungsten and heavy metals, encompassing both beam- and sinter-based AM processes; the latter are covered in the companion article in PIM International [6]. Regarding PBF-LB, Chaiat echoed limitations covered in other presentations and mentioned laser beam shaping and oscillation as being helpful, as well as multi-laser systems, which were useful for both process speed and quality, the latter through reducing thermal gradients. Ar/He mixtures instead of the usual Ar were also mentioned as helpful. Commercial products using the technology include X-ray targets, rotating anodes, targets for industrial radiography, and collimators used in nuclear medicine.
Chaiat also outlined the advantages of PBF-EB over PBF-LB for tungsten. The vacuum environment helps to remove impurities, while higher preheating temperatures and higher energy levels improve wetting behaviour, producing denser components with superior mechanical properties. The trade-off is a rougher surface finish. However, the improved quality is considered essential for nuclear fusion applications.
Chaiat also reviewed DED of tungsten; both laser and electron beam variants are in use with similar pros and cons to the respective PBF processes. DED can employ either wire or powder feedstocks: wire offers 100% material utilisation (compared with ~65% for powder) but is more limited in material choice and geometric flexibility. These processes are particularly well suited for building up eroded components or repairing damaged parts.
Pure tungsten by PBF-EB for fusion applications
A poster [17] by Arun Ramanathan Balachandramurthi et al. of Freemelt AB discussed the use of PBF-EB for pure tungsten aimed at application in nuclear fusion reactors. Advantages claimed for the process include the use of high vacuum and high temperatures (>1,000°C base plate temperature), resulting in impurity (especially oxygen) removal, being able to operate above tungsten’s DBTT and high beam power and instantaneous scanning strategies giving better thermal management.
![Fig. 12 Density cubes built in Freemelt systems. (a) 12 x 12 x 12 mm cubes (b) an electron image (c) a polished cross-section [17]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f12-2-1024x280.jpg)
The systems used for the work had piston-type powder feed systems, which allowed either good-flowing plasma spheroidised or poor-flowing conventionally-produced tungsten powders across a wide range of particle sizes to be used. With suitable operating parameters, the authors demonstrated fully (>99.9%) dense, crack-free materials (Fig. 12) in which powder O levels of 200-400 ppm fell to 5-7 ppm in test cubes. Room temperature Vickers hardness levels (10 kg load) were ~357 kg/mm2, and compressive strength was measured from room temperature up to 1,000°C.
Low-pressure plasma-sprayed tungsten coatings for fusion systems
![Fig. 13 Cross-section of tungsten coatings showing porosity in the top 100 µm and the remaining 400 µm of the layer, with the substrate at the bottom of the image. (a) 500 µm coating on Eurofer steel; (b) 500 µm coating on tungsten [18]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f13-2-1024x512.jpg)
A nuclear fusion application poster [18] by Gunnar Schmidtmann and co-authors from Forschungszentrum Jülich discussed the use of a low-pressure plasma spray (LPPS) process to deposit 500 µm thick coatings of pure tungsten on steel, tungsten, and carbon fibre composite (CFC) substrates. Adhesion was poor on CFC but very good on the steel and tungsten bases (Fig. 13). The coatings had less than 1% porosity. Under fusion-relevant test conditions, sputtering yields and deuterium retention were equivalent to, or better than, those of monolithic tungsten controls. These findings support further work on high heat-flux testing of coated materials and on implementing an LPPS system with real-time quality monitoring in reactor environments.
Rhenium and rhenium-containing refractory alloys
Plasma atomisation and PBF-LB of rhenium
Alvaro Ponce and co-authors of Molymet presented [19] in the special session devoted to rhenium (Re) and its alloys, celebrating the 100th anniversary of the element’s discovery. Rhenium is a rare element, with annual global production of only ~100 tonnes, and is notoriously difficult to machine – hence the interest in AM. Similar to tungsten and molybdenum, the element has a high melting point, high thermal conductivity, and sensitivity to oxygen impurity.
Ponce described the installation of a laboratory-scale plasma atomiser (production rate ~10 g/min) that achieved an 85% yield of spherical powder in the 15-45 µm size range, with excellent flowability (50 g Hall flow <10 seconds) and oxygen levels of ~500 ppm (~200 ppm when dried, as the powder is hygroscopic).
Molymet worked with FhG IWS, Dresden, on its PBF-LB machine with 200 W laser power, using a range of parameters including 50 µm hatch spacing, 30 µm layer thickness, 100-300 mm/s scan speed, and 167-1333 J/mm3 energy density. Test builds included single tracks, overhangs, and coin-shaped features. The work produced 97% dense parts with surface roughness comparable to Inconel 718 controls. While these results show promising progress, mechanical properties have not yet been reported, and further optimisation will probably be needed.
HIP effects on PBF-LB molybdenum-rhenium alloys
The effects of an 8 wt.% rhenium alloying on PBF-LB of molybdenum, and the subsequent use of Hot Isostatic Pressing (HIP), were discussed [20] by Aurore Leclercq and co-authors from Ecole de Technologie Supérieure de Montréal. Spherical plasma atomised molybdenum powder (d50 ~30 µm) and prealloyed plasma spheroidised Mo-8%Re powder (d50 ~39 µm) were made into cylindrical samples in a PBF-LB unit without preheating, in flowing argon gas. Parameters included a 180 W laser at 150 mm/s scan speed, 60-100 µm hatch spacing, and 30 µm layer thickness.
Half the samples were HIPed for 3 hours at 1,800°C under 150 MPa (1,470 bar) of argon. Density measurements, metallography, and compressive strength testing at room temperature and up to 1,000°C (in flowing argon) were carried out. The microstructures (Fig. 14) indicated densities of 97% and 98% theoretical for the pure molybdenum and rhenium-alloyed materials, respectively, after laser processing, which (surprisingly) both dropped to ~94% after HIP. Cracks were not evident, and a columnar grain structure was observed in all samples, with the pure material showing obvious grain growth after HIPping. Despite the flowing Ar shielding gas, significant oxidation occurred during high-temperature strength testing; however, the results indicate improved strength from HIPping, especially for the Mo-8 wt.% Re material.
![Fig. 14 LEXT observations of molybdenum (Mo) and molybdenum-8 wt.% rhenium (Mo-8Re) specimens. Each row shows microstructures (left), orientation maps (centre, IPF-Y), and phase maps (right). (a-c) Mo as-built; (d-f) Mo HIPed; (g-i) Mo-8Re as-built; (j-l) Mo-8Re HIPed. Low-angle grain boundaries (LAGB) are shown in yellow and high-angle grain boundaries (HAGB) in red [20]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f14-1-1024x855.jpg)
Rhenium alloying effects on molybdenum and tungsten in PBF-LB
A pair of posters by staff of the Lukasiewicz Research Network – Institute of Non-Ferrous Metals, AGH University of Krakow, and the Institute of Metallurgy and Materials Science, Polish Academy of Sciences, Krakow, and Progresja New Materials Sp., Katowice respectively lead-authored by Anna Czech [21] and Adriana Wrona [22], explored the potential benefits of rhenium alloying on both molybdenum and tungsten via PBF-LB.
Rhenium is already known to benefit both molybdenum and tungsten by suppressing grain growth and improving low-temperature ductility. In this study, chemically produced non-spherical powders of both metals, with and without rhenium alloying, were prepared, together with plasma-spheroidised variants of the same compositions.
SEM/EDS analysis showed rhenium to be concentrated at grain surfaces in the chemically produced powders, but uniformly distributed in the plasma-spheroidised variants. TEM with electron diffraction confirmed that all powders exhibited the expected body-centred cubic (bcc) crystal structure.
Nanoindentation measurements showed that both plasma spheroidisation and rhenium alloying generally reduced both microhardness and Young’s modulus. In related work, molybdenum and tungsten powders doped with 4, 6, and 8 wt.% rhenium underwent particle size analysis before and after spheroidisation (showing very little change in size distribution). Flowability tests (50 g Hall flow) indicated that the chemically produced powders did not flow, whereas the spheroidised variants all flowed in <10 seconds, which is considered excellent. X-ray diffraction (XRD) analysis confirmed that rhenium was fully dissolved in the bcc phase. Preliminary PBF-LB trials with these powders achieved 97-100% of theoretical density with low porosity, although some cracking was observed (Fig. 15).
![Fig. 15 Cross-sections of additively manufactured W-Re (top row, a-c: 4, 6 and 8 wt.% Re) and Mo-Re (bottom row, d-f: 4, 6 and 8 wt.% Re) samples [21, 22]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f15-1024x571.jpg)
High temperature superalloys
The seminar featured many papers and posters on high temperature superalloys – materials developments expected to be used for gas turbines, rocket motors, and other applications at temperatures beyond the capability of present-day Ni- or Co-based superalloys. Four of the presentations were on PBF or DED AM approaches to fabricating such materials.
Processing Mo-Si-B superalloys by PBF-EB
Uwe Gaitzsch and co-authors from Fraunhofer IFAM Dresden and the Technical University Dresden presented [23] on plasma-atomised Mo9Si8B powder (65-150 µm particle size, 400 ppm oxygen) processed by PBF-EB followed by HIP. PBF-EB was conducted in high vacuum followed by low-pressure helium, using a molybdenum build plate held above 1,000°C.
Process parameters included 50 µm powder layers, 600 W power at 60 kV, 300 mm/s scan speed, 100 µm distance between scans, and 90° alternation in direction with successive layers. HIP was subsequently carried out at 1,400°C and 200 MPa (~1,900 bar). Microstructural samples and four point bend bars were produced, with the latter tested at up to 1,000°C. The resulting dense, three phase microstructure (molybdenum solid solution, MoSi intermetallic, and a ternary boride) (Fig. 16) exhibited some plasticity even at 800°C, indicating that the solid solution phase forms a continuous matrix.
![Fig. 16 SEM microstructure after PBF-EB of Mo9Si8B alloy [23]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f16-1024x684.jpg)
An exceptionally high bend strength of more than 1,200 MPa was measured at 1,000°C, with 2.2% strain. There was some variation in the coarseness of the microstructure through the samples’ build height, attributed to the long (12 hours) build time.
Reaction-synthesised Mo-Si-B-Ti superalloy by PBF and DED
John Perepezko and co-authors from the University of Wisconsin-Madison and Computherm LLC discussed [24] AM of a quaternary alloy made by a reaction synthesis approach, with the composition (in atomic%): 82.2 Mo-3.3Si-4.5B-10Ti. The titanium addition was designed to remove embrittling silicon from the molybdenum solid solution and reduce the density to levels comparable with conventional Ni-based superalloys. However, it also harms the oxidation resistance, necessitating the addition of a coating to compensate.
![Fig. 17 (a) PBF-LB process of Mo-Si-B-Ti samples; (b) DED processing [24]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f17-1024x438.jpg)
PBF-LB was conducted on Ti build plates in flowing argon, using a 400 W laser with a focused beam diameter of 100 µm, and DED was also performed in a laser system (Fig. 17). Test pieces were produced, and the PBF process was also used to make turbine blades with integral coolant channels (Fig. 18). Room temperature compression testing yielded impressive results with 1.6 GPa ultimate compression strength and 35% strain, and electron microscopy revealed mechanisms explaining said properties. A three-level coating process was used and subsequent isothermal and cyclic testing showed good oxidation resistance, with no delamination, at 800°C and 1,300°C.
![Fig. 18 Additively manufactured turbine blade [24]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f18-1024x533.jpg)
PBF-LB of niobium-based high-temperature superalloys
Niobium (Nb)-based high temperature superalloys fabricated by PBF-LB were discussed by Markus Weinmann and co-authors from TANIOBIS GmbH and Alloyed Ltd. Weinmann [25] described the use of Electrode Induction Melting Gas Atomisation (EIGA) to produce spherical powders in C-103 (Nb-10Hf-1Ti) and FS-85 (Nb-28Ta-20W-1Zr) (wt.%); after sieving and air classification, both alloys were available in a 15-65 µm particle size range with a d50 of ~30 µm.
XRD showed only a niobium solid solution phase, while microstructural analysis, however, revealed an obvious dendritic structure in the pore-free spherical particles. After initial single track studies PBF-LB was carried out to make test cubes in flowing Ar with laser power of 200 or 300 W, 70 µs exposure time, and a range of hatch and point distances using a meandering path with 67° alternation between layers. Microstructural analysis showed much finer microstructures with no obvious dendritic character due to the rapid cooling rates in PBF-LB, and the ability to achieve close to full densities in both alloys, albeit at very different parameter sets (Fig. 19).
![Fig. 19 Influence of energy input in PBF-LB/M processing of FS-85 and C-103 alloys in a Renishaw AM 400 machine. The areas marked in grey represent the optimal process windows [25]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f19-1024x411.jpg)
Tensile test pieces were machined from rectangular blanks made under optimal conditions and subjected to both room and (highly) elevated temperature testing (Fig. 20). Both alloys exhibited significant ductility, with C-103 showing the greater elongation, while FS-85 demonstrated higher strength across the full temperature range. The tensile properties of C-103 were also far superior to those of conventionally manufactured (rolled) controls. Finally, demonstration aerospace components were successfully produced in C-103, and together with the scientific studies, these results highlight considerable potential for application.
![Fig. 20 Temperature-dependent UTS (top) and YS (bottom) of C-103 and FS-85 alloys processed by PBF-LB and comparison with conventionally processed (rolled) C-103 [25]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f20-1024x315.jpg)
Niobium alloy components for satellite propulsion systems
Another study utilising TANIOBIS EIGA niobium-based powders was described in a poster [26] by Suyalatu and co-authors from NTT DATA XAM Technologies Corporation, driven by the need for high temperature components for satellite propulsion. C-103 and FS-85 alloy powders, as well as commercially pure (CP) niobium and a variant of FS-85 containing 5 wt.% less tungsten (replaced by niobium) were employed. A PBF-LB unit using 100 W laser power, a beam diameter of 40 µm and nominal powder layer thicknesses of 20 µm was used to produce cantilever bars for residual stress studies and tensile bars in both the build and perpendicular directions.
Cantilever bars were subjected to vacuum heat treatments between 800 and 1,100°C to identify conditions required for stress relief. Room temperature tensile strength and ductility of both as built and stress relieved samples were measured (Fig. 21) against a wrought C-103 control. Results showed some strength loss from the stress relief process, but with superior properties of the alloy samples compared to the wrought control, and FS-85 being stronger, but less ductile, than C-103 but with better results from the reduced W variant.
![Fig. 21 Tensile test results of CP Nb, Nb alloy, (a) as-built Nb material compared to wrought material and (b) SR AM Nb material compared to wrought material [26]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f21-1024x283.jpg)
Despite this follow-on work producing a thruster nozzle incorporating coolant channels (Fig. 22) by PBF-LB was done using C-103 due to that alloy having an already-qualified coating treatment.
![Fig. 22 AM C103 Demonstration model propulsion thruster nozzle [26]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f22-1024x613.jpg)
Cemented carbide – DED
Cemented carbide is generally not suited to PBF AM methods due to the very high temperatures and thermal gradients resulting in undesirable phases and cracking. Thus, AM normally uses sinter-based methods, as summarised in the 21st Plansee Seminar review in PIM International [6]. However, cemented carbides have long been deposited as hard facing layers, a process that overlaps with Directed Energy Deposition (DED), and the 21st Plansee Seminar had two posters on DED of cemented carbides.
LCA of cemented carbide coatings produced by HVOF and HVAF
Veera Marttila and co-authors from VTT Technical Research Center of Finland, Tikomet Oy, and Tampere University presented a poster [27] on the LCA (Life Cycle Assessment) modelling, from environmental standpoints, of cemented carbide hardfacing using HVOF (High Velocity Oxygen Fuel) and HVAF (High Velocity Air Fuel) techniques, using either hydrogen or propane fuel, and using all-virgin raw materials versus 100% zinc reclaim method-recycled materials. Their study showed a small advantage for propane versus hydrogen fuel and a larger one for the HVOF over the HVAF technique in terms of minimising CO2 evolution and energy use, and large advantages of using zinc reclaim for those outcomes (Fig. 23) as well as acidification, eutrophication (excess nutrients in water), minerals usage, and water usage.
![Fig. 23 Results for 1 m2 of thermally sprayed coating with a thickness of 300 µm. Impacts of the deposited coatings on (a) Climate change, (b) Cumulative energy demand (CED) [27]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f23-1024x317.jpg)
Wear and corrosion improvements in WC-Co coatings using pre-alloyed powders
A poster [28] by Haibin Wang and co-authors at the Beijing University of Technology discussed improvement techniques and mechanisms for wear and corrosion resistance of hardfacing. Tungsten carbide (WC) powders with differing levels of cobalt (Co), and in some cases 4% added chromium (Cr), were processed by reaction synthesis, ball milling, spray drying, and pre-sintering at 1,200°C. Some samples were mixed with coarse Al2O3 grit prior to a higher temperature (1,300°C) prealloying step. Fig. 24 shows that the prealloyed powder particles were denser and had lower levels of the C-deficient phases W2C and eta (WxCo6-xC).
![Fig. 24 (a) Schematic diagram of the developed process route for preparing pre-alloyed WC-Co feedstock powders, and cross-sectional microstructures of (b) the conventional porous and (c) the pre-alloyed feedstock particles [28]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f24-1024x656.jpg)
HVOF using kerosene fuel was used to make ~500 µm thick coatings on a steel substrate. Detailed electron microscopy studies indicated that the cobalt phase in the layers made from pre-alloyed coating had a partially nanocrystalline structure, while the deposited coatings also had fewer carbon-deficient phases than the conventionally processed controls. These phase and structural distinctions manifested as higher hardness and better wear resistance (Fig. 25).
![Fig. 25 Mechanical properties and wear resistance of the HVOF-sprayed WC-Co coatings using conventional and pre-alloyed feedstock powders. (a) hardness and fracture toughness; (b) dynamic friction coefficient as a function of sliding time; (c) cross-sectional profiles of the wear tracks; and (d) wear rate [28]](http://www.metal-am.com/wp-content/uploads/sites/4/2025/12/f25-1024x779.jpg)
Similar materials with 4% added chromium were also corrosion tested in 3.5% NaCl solution, and the prealloyed material again greatly outperformed the control sample (Fig. 26).
Tungsten heavy alloy – PBF-LB
PBF-LB of tungsten heavy alloys and post-sintering behaviour
Tyler DuMez and co-authors from Elmet Technologies summarised [29] past literature on AM of tungsten heavy alloys before describing recent work on PBF-LB of a pre-alloyed powder (mean particle size 29 µm) made by spray drying, pre-sintering, and plasma spheroidisation [30]. The experimental composition of (wt.%) 91 W, 7.2Ni, 1.8Fe had a higher Ni/Fe ratio than the normal 70/30. PBF-LB was conducted using a 70 µm focused beam diameter with 150-400 W power, a scan speed ranging from 200 to 700 mm/s, and a 67° scan rotation between layers.
A heated steel plate was used as a base for the samples. Some samples were subsequently liquid phase sintered (LPS) in H2. Fig. 27 shows that as-AM’d density ranged from 84.1% to 96.5% of theoretical, while subsequent sintering usually increased density. However, interestingly, higher final densities were obtained on lower prior density materials as their open porosity aided the escape of trapped gases.
Sintered density values >100% reflect some Ni and/or Fe evaporation during PBF-LB. Some cracks were observed, and sintered samples had low ductility and ultimate tensile strength, which were, however, much improved by a subsequent heat treatment process. Future work will concentrate on more standard Ni/Fe ratios to improve toughness and on parameter optimisation to reduce the 3-5% linear shrinkage that occurred during sintering.
Discussion
Although this author does not claim to be an expert in Additive Manufacturing, and particularly not in its PBF and DED variants, attending, reading, and summarising roughly forty technical papers and posters from Plansee Seminars and related MPIF and EPMA conferences offers a basis for several observations.
The relatively limited number of presentations on electron beam processes likely reflects both the lower availability of EB machines in research laboratories and the association of this technology with nuclear fusion and defence applications, where publication is often restricted. As a result, the importance of PBF-EB for refractory metals is not yet fully represented at open conferences. Nonetheless, for pure refractory metals – where oxygen contamination remains a persistent challenge – PBF-EB appears to be a fundamentally more robust process than PBF-LB.
Alloying molybdenum and tungsten with other elements clearly enhances their performance in the PBF-LB process, with carbon additions proving particularly effective. Carbon acts to remove oxygen as CO or CO2, and, in the case of molybdenum, the Mo2C phase can accommodate residual oxygen, reducing grain boundary segregation. Since the 20th Plansee Seminar in 2022, this carbon-alloying strategy has demonstrated excellent results for molybdenum and promising outcomes for tungsten. The pace at which industry will adopt such non-standard alloys – whose compositions and properties differ from established specifications – remains to be seen.
The most highly alloyed refractory metals, namely the high-temperature superalloys, also appear to respond well to PBF-LB. Efforts to improve the process through better powder storage control, more refined modelling, beam defocusing, and rapid pyrometric feedback all show considerable value. Yet it is unclear whether these alone will enable consistently defect-free refractory metal builds. Nevertheless, some current applications do not require completely crack- or pore-free structures and can already deliver significant practical benefits. In addition, these process improvements should further enhance the manufacturability of alloyed refractory metals, making them increasingly compatible with PBF-LB.
Given the importance of the process atmosphere in PBF-LB, this author is surprised that many studies fail to specify it. Since hydrogen reduction of molybdenum and tungsten oxides is well-established in both powder production and conventional sintering, one might ask why hydrogen – or at least a safe argon-hydrogen mixture – has not been trialled more widely in AM. If the concern is safety, low-percentage Ar-H2 mixtures could be a workable compromise. If hydrogen embrittlement is feared, it is worth noting that post-build vacuum annealing typically removes residual hydrogen. Furthermore, as PBF processes are essentially microscopic welding operations repeated thousands of times, and Ar-H2 mixtures are commonly used in welding of stainless steels and nickel alloys to suppress oxidation, this could be a fruitful area for exploration.
Another important yet under-reported topic is powder reuse. In powder bed AM processes, most of the feedstock is not consolidated into parts, so understanding chemical and morphological changes during reuse is vital for process economics and material consistency. It would therefore be valuable to see more work addressing composition changes not only within parts but also in the surrounding loose powder.
Finally, the DED presentations at the Seminar confirmed strong process capability across a range of refractory and related materials. For heavy tungsten alloys, it will be interesting to see how PBF-LB ultimately compares with sinter-based AM routes as more experience is gained – several such contributions were summarised in [6].
The 22nd Plansee Seminar will be held in May/June 2029.
Author
Bernard North
North Technical Management, LLC
Greater Pittsburgh area, Pennsylvania, USA
[email protected]
References
[1] Danninger, Herbert, ‘Plansee Seminars 1952–2022 – A View on a Very Special Congress’, Presented at the 20th Plansee Seminar, 29 May–3 June 2022
[2] North, Bernard, ‘Historic Traditions and Innovations: Refractory Metals and Hard Materials at the 20th Plansee Seminar’, PM Review, Vol. 11, No. 3, Autumn 2022, pp. 87-95
[3] North, Bernard, ‘Advancing Refractory Metals and Hard Materials: Insights from the Plansee Seminar 2025’, Metal Powder Technology, Vol. 14, No. 3, Autumn 2025, pp. 89-104
[4] North, Bernard, ‘Sinter-based Additive Manufacturing at the 20th Plansee Seminar on Refractory Metals and Hard Materials’, PIM International, Vol. 16, No. 3, September 2022, pp. 97-107
[5] North, Bernard, ‘Advances in the AM of Refractory Metals and Hard Materials at the 20th Plansee Seminar’, Metal AM, Vol. 8, No. 3, Autumn 2022
[6] North, Bernard, ‘Sinter-based AM and MIM at the 21st Plansee Seminar: Cemented Carbide and Tungsten Heavy Alloy Developments’, PIM International, Vol. 18, No. 3, Autumn 2025, pp. 83-95
[7] Rainer, Tobias, et al., ‘Assessing the Influence of Storage Environments on the Stability and Performance of Refractory Metal Powders in PBF-LB’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[8] Salansky, Jan, et al., ‘Comparison of Different Methods for Calculating the Melt Pool Geometry in Laser Powder Bed Fusion of Molybdenum and Tungsten on the Basis of Experimental Data’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[9] Strauss, Robert, et al., ‘Impact of Laser Defocussing in the Additive Manufacturing of Molybdenum: A Simulation-Backed Analysis’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[10] Stajkovic, Janko, et al., ‘Controlling the Tungsten Laser Powder Bed Fusion Process: Pyrometry-Driven In-Situ Parameter Optimization on the Timescale of Microseconds’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[11] Braun, Jakob, et al., ‘Functional Principle and Mechanical Properties of a Molybdenum Alloy Designed for Powder Bed Fusion’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[12] Distl, Benedict, et al., ‘Additively Manufactured C-Alloyed Molybdenum – An Alternative to Conventionally Manufactured TZM?’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[13] Kaserer, Lukas, et al., ‘Alloying Concepts for AM of Tungsten Using Powder Bed Fusion-Laser Beam’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[14] Candela, Silvia, et al., ‘In-situ W Alloys Produced via Laser-Based Powder Bed Fusion: New Materials for Nuclear Fusion’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[15] Leitz, Karl-Heinz, et al., ‘Multi-Physics Simulation Based Optimization of Refractory Metal Laser Powder Bed Fusion Components for Energy Efficient High Temperature Furnaces’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[16] Chaiat, Dov, ‘Courses of Additive Manufacturing (AM) for Tungsten and Tungsten Alloys’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[17] Balachandramurthi, Arun Ramanathan, et al., ‘Dense and Crack-Free Pure Tungsten Manufactured by Electron Beam Powder Bed Fusion’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[18] Schmidtmann, Gunnar, et al., ‘Influence of Process Parameters on Plasma-Sprayed Tungsten Coatings for the Applications in Fusion Reactors’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[19] Ponce, Alvaro, et al., ‘Production of Spherical Rhenium Powder and its Optimization for Powder Bed Fusion Technology’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[20] Leclercq, Aurore, et al., ‘Structure and Mechanical Properties of Laser Powder Bed-Fused and HIP-ed Mo and Mo8Re Components: A Comparative Study’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[21] Czech, Anna, et al., ‘A Wide Microstructure Characterization of Refractory Powder Materials for LPBF Method’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[22] Wrona, Adriana, et al., ‘Tungsten and Molybdenum Spherical Powders Modified with Rhenium for Additive Technologies’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[23] Gaitzsch, Uwe, et al., ‘High Strength MoSiB by PBF-EB’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[24] Perepezko, John, et al., ‘Additive Manufacturing of High Temperature Mo-Si-B-Ti Alloys’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[25] Weinmann, Markus, et al., ‘Development of Niobium and Tantalum/Tungsten Base Alloy Powders for the Additive Manufacturing of High-Temperature Aerospace Parts’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[26] Suyalatu, et al., ‘Laser-Based Additive Manufacturing of a Niobium-Based Alloy for High Temperature Satellite Propulsion Systems’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[27] Martilla, Veera, et al., ‘Assessing the Environmental Impacts of Thermally Sprayed WC-Co Coatings Deposited from Zinc-Process Recycled Feedstock’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[28] Wang, Haibin, et al., ‘Wear and Corrosion Resistance of WC-Based Coatings Fabricated Using Pre-Alloyed Feedstock Powder’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[29] DuMez, Tyler, et al., ‘Additive Manufacturing of Tungsten Heavy Alloy (WHA)’, Presented at the 21st Plansee Seminar, 1-6 June 2025
[30] Metal AM, ‘US Patent Granted to Elmet for Tungsten Alloy Powders for AM’, Metal AM, 30 July 2025

LAST MONTH’S MOST-READ ARTICLES












