


NASA’s GRX-810: The story of an oxide-dispersion-strengthened superalloy designed for AM
In high-temperature propulsion applications, it is materials that set the boundaries of what is possible. Additive Manufacturing may have changed how we build components, but it hasn’t necessarily changed what extremes these components can endure in service. NASA’s GRX-810 oxide-dispersion-strengthened superalloy tackles that constraint head-on: a high-temperature alloy designed, unlike legacy alloys, specifically for AM. Here, NASA’s Tim Smith and Paul Gradl explain how GRX-810 was developed, what has been demonstrated to date, and the pathway to commercial success. [First published in Metal AM Vol. 11 No. 4, Winter 2025 | 20 minute read | View on Issuu | Download PDF]
Throughout history, major leaps in civilisation often trace back to breakthroughs in materials and manufacturing. Entire eras were even named after the metals that defined them: the Bronze Age, when humans mastered metalworking and established long-distance trade networks, and the Iron Age, when abundant iron and practical tools laid the groundwork for technological progress. Centuries of experimentation and refinement eventually transformed iron into steel, and later led to the advanced alloys and composites that define modern industry and made our technological advances possible.

Materials have propelled us beyond Earth, too – aluminium alloys, titanium, refractory metals, and superalloys made it possible for humans to break free of low Earth orbit and walk on the Moon. Even today, advances in batteries, supercapacitors, and other modern materials drive the electronics that power our daily lives. Interestingly, materials and manufacturing innovation often isn’t the main goal – it emerges from larger missions, with manufacturing and materials development forming a circular, symbiotic cycle: new applications demand new materials, and new materials unlock new applications.
The advent of Additive Manufacturing was widely hailed as a revolutionary pathway, capable of producing complex component shapes that conventional processes could not achieve. This forte drove large investments by industries around the world. However, early AM had notable weaknesses. Machines were often designed by mechanical engineers to get a working solution, and materials engineering was not the primary focus. As a result, challenges like defects, inconsistent microstructures, and surface roughness were (and still are) common.
Perhaps the greatest limitation, though, was the materials themselves. Alloy selection for AM was extremely restricted – aptly expressed by modifying the famous Henry Ford quote for AM: “Any component can be made in any shape you want, so long as it’s Ti6Al4V or 304 stainless steel.” While these alloys allowed complex shapes to be produced within AM design limits, this severely constrained the technology’s broader adoption in component production. AM offered many advantages, but limited material options that may not suit a specific application made it difficult to fully realise its potential. Today, as we push new designs for supersonic and hypersonic flight and aim to (again) travel beyond low Earth orbit, the demand for superalloys and extreme environment materials has never been higher.
Still, most of these ‘new’ alloys built using AM are legacy metals that were developed for cast and wrought manufacturing and not specifically developed or optimised for the additive process. A notable example of this is the Nb-based alloy C-103, which was explored in the 1960s alongside many other Nb alloys, which almost all possessed superior mechanical properties. However, C-103’s castability eventually won out, and many of the other Nb-based alloys were forgotten. Fast forward sixty years, and many US companies are using C-103 in AM. Not because it’s the best Nb alloy that is suitable for AM builds, but because it’s the alloy we have legacy data on and understand.

Across every alloy system, the same story exists. For nickel alloys, it’s Inconel 718. Iron-based it’s 304 stainless steel, titanium – Ti64, and aluminium – AlSi10Mg. None of these alloys were developed for AM. These alloys may make sense for certain temperature and stress regimes, but in many cases are being employed in environments they are not well suited for. Industry uses them because they are accessible using AM. Are we missing opportunities or even novel technology because the industry has failed to develop materials specifically for Additive Manufacturing? One such example is the extremely hot, oxidising environment found in turbine jet engines, impacting the lives of components like injectors or combustor domes.
NASA has a long history of alloy innovation, including the more recent development and maturation of GRCop-42 (explored in depth in the Winter 2023 issue of Metal AM) and NASA HR-1 (a high-strength Fe-Ni-base superalloy). To extend that legacy, NASA set out to address a key constraint in AM components for high temperature applications: material readiness. Traditionally, aerospace component designs were limited by what shapes skilled machinists could produce and what master welders could assemble. AM removed those barriers, enabling much more complex fuel passages and optimised geometries, within design for AM (DfAM) constraints. Yet, despite these advances, availability of suitable materials often remained the limiting factor for new technologies.

One research group at the NASA Glenn Research Center was exploring how AM could help improve the combustor dome design for supersonic flight. New designs were produced, and the components successfully built using AM. There was just one prevailing issue: the parts needed to survive operating temperatures above 1,100°C and be reusable. The group quickly found that the ‘off-the-shelf’ AM superalloys would not work (specifically CoCr alloys and Inconel 718 – you know, the same high temperature alloys everyone used). In 2017, one of the combustor dome designers, Dr Kathy Tacina, asked materials researchers at NASA Glenn Research Center if there was an alloy they could use that could be additively manufactured and operate easily at these temperatures in air. This ended up being an important catalyst and perfectly timed as NASA researchers were already considering this problem.
As Dr Tacina was trying to develop a combustor dome built using AM, NASA material researchers were investigating AM-based GRCop-84 combustors. This Cu-based alloy is strengthened by dispersing Cr2Nb intermetallic into the Cu matrix. GRCop-84 was matured prior to the development of GRCop-42. This intermetallic phase significantly strengthens the Cu alloy and improves its high temperature properties. However, dispersing these intermetallic particles was difficult using conventional wrought processes and the alloy was never used at scale until recent years. While developing additively manufactured Cu-based combustor domes, NASA researchers stumbled upon an interesting observation. The Cr2Nb intermetallics in its AM GRCop-84 parts were much finer and better dispersed compared to the cast and wrought version. This discovery immediately sparked discussion on leveraging AM for oxide dispersion-strengthened alloys.

What is GRX-810? The beginning
Oxide dispersion strengthening (ODS) was first discovered in the early 1950s when Swiss metallurgist Roland Irmann discovered exceptional high temperature properties using sintered aluminium powder that had dispersed the naturally forming oxide layer throughout the component [2]. Oxide dispersion strengthened Ni-based alloys were heavily investigated in the 1980s and 90s for next-generation turbine blade material. However, the material’s complex and expensive processing methods were ultimately displaced by cast single crystal alloys. Despite the potential of this class of materials, ODS alloys fell out of favour with industry, and few investments were made through the early 2000s. Yet, with the advent of AM, a new, more economical method to produce ODS alloys was introduced. The first observations of the finer intermetallic dispersions in GRCop-84 and later GRCop-42 suggested that Laser Beam Powder Bed Fusion (PBF-LB) may be amenable to producing ODS alloys.

With this idea and the issues associated with the combustor dome application need, an internal research project was established at NASA GRC to investigate the production of an ODS alloy that could be additively manufactured. The foundational study used an equiatomic NiCoCr alloy based on previously reported interesting properties and demonstrated suitability for Additive Manufacturing. Still, an issue that had plagued all previous iterations of ODS alloy development remained. How to incorporate the nano-oxides into the alloy? Rare earth oxides such as yttria (Y2O3), as well as zirconia (ZrO2), alumina (Al2O3), and thoria (ThO2), provide exceptional high temperature stability but possess vastly different densities and thermal properties compared to metal alloys, resulting in manufacturing difficulties.
Early attempts utilising ball milling to incorporate oxides into the metal powder showed proof of concept but ultimately led to the same economic dead end as earlier ODS alloy efforts. Less costly and more reliable alternatives to ball milling were needed to make ODS alloys commercially viable. The research team evaluated several new mixing methods including one utilising resonant acoustics to impart high energies into the mixing volume. This approach was then applied to ball mill NiCoCr powder with nano Y2O3 particles.
The ball milling trials proved to be a disaster, except for one pivotal observation. The steel balls used for the milling trials were getting coated by the nanosize yttria powder. A closer examination of the metal NiCoCr powder revealed a similar result. Thus, the question was asked: ‘Could metal powder coated in Y2O3 nanoparticles be additively manufactured and result in a true ODS alloy?’ Yttria was mixed with the metal NiCoCr powder and SEM analysis revealed oxide coated metal powder that resembled ‘powdered sugar donut holes’ as highlighted in Fig. 4.
![Fig. 4 SEM images of an (a) uncoated metal powder particle and (b) coated metal powder with nano Y2O3 particles [1]](http://www.metal-am.com/wp-content/uploads/sites/4/2026/01/fig-04-1024x501.jpg)
After several AM trials using the coated powder, the first successful builds of an ODS NiCoCr alloy had been achieved. Early mechanical results suggested the ODS version possessed a 10x longer creep life compared to non-ODS NiCoCr builds – a significant breakthrough for the team in late 2019. Unfortunately, this discovery and excitement was halted when the Covid pandemic hit and the researchers could not be in the lab. The silver lining during this quarantine was that the NASA GRC and Ames Research Center (ARC) researchers were able to produce new thermodynamic and atomistic simulations to develop an optimised composition to truly leverage the new ODS manufacturing technique that had just been discovered.
The model-driven alloy design produced a complex NiCoCr-based superalloy with nine components. A small pilot scale lot of atomised powder was produced of the composition and coated with nano oxides when researchers eventually returned to their lab. Initially dubbed as ‘Alloy X’ (not to be confused with another Ni-based superalloy), it was successfully built at the end of 2021 and tested in creep at 1,093°C/21 MPa (2,000°F/3 ksi). At this temperature, even the best AM superalloys fail after a few hours. The original precursor NiCoCr-ODS samples survived around 80 hours; a significant improvement over Inconel 718, but not enough to warrant excitement beyond a few academic researchers.
Alloy X samples were sent to an external testing house, with updated results arriving in late November 2021. The first samples of ‘Alloy X’ ODS had been under load for over 300 hours and appeared to have not crept at all. Dr Smith wondered whether the results were real – or just a sleep-deprived hallucination from caring for his newborn. It was a shocking first result and much of the discussion was concerning the accuracy of the update and test set-up. Still, after a few more creep tests it became apparent that this new alloy was genuinely special. For the next few months more tensile and creep tests were performed on the new lot of ‘Alloy X’ ODS powder. Each test confirmed the superior high temperature properties of the alloy compared to other commercial alloys (Fig. 6).
![Fig. 6 High temperature creep curves at 1,093°C/21 MPa comparing GRX-810 and other ODS and conventional superalloys [3] (Courtesy NASA)](http://www.metal-am.com/wp-content/uploads/sites/4/2026/01/fig-06-1024x421.jpg)
An alloy without applications might as well not exist. AM adoption was scaling across the agency, with NASA GRC and Marshall Space Flight Center (MSFC) actively collaborating and transitioning the alloy laboratory work to produce components to test in rocket engines. NASA had recent success in infusion of GRCop-42 for commercial applications and just completed a successful launch with commercial space partners. The lessons and steps necessary to introduce a new alloy into industry were becoming well known. A critically important collaboration between multiple NASA researchers, projects, and centres had developed at just the right time to help push the development of ‘Alloy X’ from Technology Readiness Level (TRL) 3 to TRL 5 demonstrating components in an actual rocket engine environment. Although models and early tests suggested this alloy composition was optimal, confirming it required significant effort – just ask any engineer whose job it is to qualify an AM component or new material.
While Alloy X seemed novel, it needed a distinct name to reflect its results. Concerns arose that ‘Alloy X’ could be confused with commercial developments, so a more unique name was required. Dr Gradl appreciated the practical naming convention of the GRCop alloys and suggested a name that credited NASA GRC and the researchers behind it. Thus, GRX-810 was born. ‘GRX’ stands for Glenn Research Center eXtreme temperature alloy, while the ‘810’ is associated with the temperature cutoff used in its thermodynamic modelling. GRX-810 – the material – now had its name, though in case any cycling enthusiasts are reading this, a quick internet search will reveal that it wasn’t the first use of GRX-810.
Does it stand the test? Scale up of GRX-810
What does it take to mature a new high temperature alloy? Patience, data, potentially many iterations, and lots and lots of property data. In order to produce the needed property data, a significant amount of material was necessary and up to this point NASA GRC had only produced 45 kg (100 lb) of GRX-810 feedstock. Therefore, the first test on the scalability of GRX-810 was its ability to be coated in larger, faster batches and built on larger machines. The first GRX-810 builds had been completed on an EOS M100. The EOS M100 machine possesses a uniquely fine beam diameter (40 µm) and there was already concern that the larger laser diameters may not be able to produce the same fine, nano-scale oxide dispersion that the M100 achieved, and that the properties would be negatively impacted.
As NASA GRC researchers went about optimising the coating process for scalability, MSFC prepared to build large batches of tensile and fatigue specimens using PBF-LB. Performing this work in parallel with new alloy development introduces risk, as even minor changes in powder characteristics can influence build behaviour and resulting mechanical properties. Though there were a few lessons learned during the scale up process, NASA researchers were able to produce large enough batches of feedstock to fill an EOS M280 machine and build the necessary test coupons. Considering the new alloy and samples were produced for testing at 1,093°C (2,000°F) and above, NASA researchers quickly ran into another critical issue. The grips and test frames kept failing before the GRX-810 samples would.
One example was a test to confirm the creep results from that first test of Alloy X – ODS using the new ‘scale up’ version of GRX-810. The test was expected to be long – thousands of hours – and the first few thousand appeared to be promising. The new GRX-810 samples were performing even better than the first, implausible creep result. However, after about 5,000 hours the test abruptly failed just after 1% creep strain had been reached. Though the result was still a great achievement, apparently much lower ductility was disappointing until the team learned what had happened. When the furnace was finally opened, to everyone’s surprise it was revealed that the GRX-810 sample was completely intact, and that it was the much larger Alloy 713 load bar that had corroded and failed (Fig. 7).

Similar issues sprang up in high temperature tensile and fatigue tests. Therefore, to fully characterise this material at the targeted temperatures, the grips and load rods needed to be built from GRX-810 as well. GRX-810 fixtures are in place in test laboratories across the US, enabling mechanical testing of GRX-810 specimens at the targeted temperatures.
Tensile behaviour
Equipped with newly fabricated GRX-810 test grips, the team was ready to push the alloy to its limits. Across several laboratories, GRX-810 was tested at temperatures approaching 98% of its melting temperature (solidus) – 1,316°C. Fig. 8 reveals the behaviour of GRX-810 at elevated temperatures compared to conventional superalloys and even single crystal cast alloys such as CMSX-4.
![Fig. 8 Yield strength vs temperature plots for the single crystal CMSX-4, wrought Inconel 718, wrought H230, wrought 625, vertical as-built GRX-810, and vertical HIP GRX-810 [4] (Courtesy NASA)](https://www.metal-am.com/wp-content/uploads/sites/4/2026/01/fig-08.jpg)
The comparison of strength between these alloys and GRX-810 helps highlight the type of temperatures and conditions where it makes sense to employ this alloy. Below 800-900°C the conventional Ni-base superalloys (Inconel 718, H230) may possess higher strengths or other mechanical properties and based on economics alone probably make the most sense to use. In contrast, as operating temperatures increase beyond 900°C, their thermal stability and mechanical properties fall off and GRX-810 begins to possess more notable high temperature properties. Even cast single crystal blade alloys deteriorate significantly by 1,200°C. Instead, GRX-810 maintains usable strength almost up to melting.
Creep behaviour
The first creep test results of GRX-810 sparked the investment needed to scale the alloy. Yet, ODS alloys carried another long-standing challenge beyond cost – severe creep brittleness in the transverse orientation of their recrystallisation axis, a limitation that had hindered their adoption for decades. Rarely would the creep ductility exceed 1% for the ODS superalloy Inconel MA754 in this orientation, limiting the use of these materials to single-axis load conditions.
Additionally, the creep lives were considerably shorter. The cause of this anisotropy is purely driven by grain structure. Having long grain boundaries orthogonal to the load axis always results in faster failures at higher temperatures [5]. Hence, the existence of single crystals for turbine blades which do not possess any grain boundaries at all. It was already highlighted that the vertical orientation of GRX-810 performed even better in its scaled-up version, but a major question looking over its development was still unanswered. Would the same creep ductility issues plague GRX-810 in the horizontal build direction due to the columnar grains that form associated with Additive Manufacturing?
![Fig. 9 Creep curves of horizontal HIP GRX-810 at 1,093°C under various stresses. Lower right: same curves compared to horizontal NiCoCr-ODS at 21 MPa [4] (Courtesy NASA)](http://www.metal-am.com/wp-content/uploads/sites/4/2026/01/fig-09-1024x581.jpg)
As shown in Fig. 9, GRX-810 did not exhibit this issue. Although creep life was lower in this orientation compared to the vertical samples, as expected, the samples demonstrated excellent creep ductility at these temperatures. In fact, despite having shorter creep lives, GRX-810 in the horizontal orientation still outperformed alloys such as Haynes 230 or Inconel 625 – sometimes by orders of magnitude. Interestingly, other ODS alloys developed alongside GRX-810, such as NiCoCr-ODS, continued to exhibit the same ductility limitations that plagued the earlier ODS alloys. This provided further evidence that GRX-810 possessed unique characteristics not observed in other AM ODS alloys.
Fatigue performance
In high temperature alloy development, the mechanisms that improve creep strength often degrade fatigue performance. For example, when a researcher presents a new Ni-based disk alloy with superior creep resistance to an engine manufacturer, the immediate response is typically to request fatigue data, as poor fatigue behaviour is strongly anticipated. GRX-810 clearly has impressive creep strength, but did it compromise its fatigue properties to achieve it? It’s well known that the nano-oxide dispersions improve tensile and creep, but could they also act as initiation sites for cracks? In Fig. 10, the fatigue properties of GRX-810 are compared to Inconel 718.
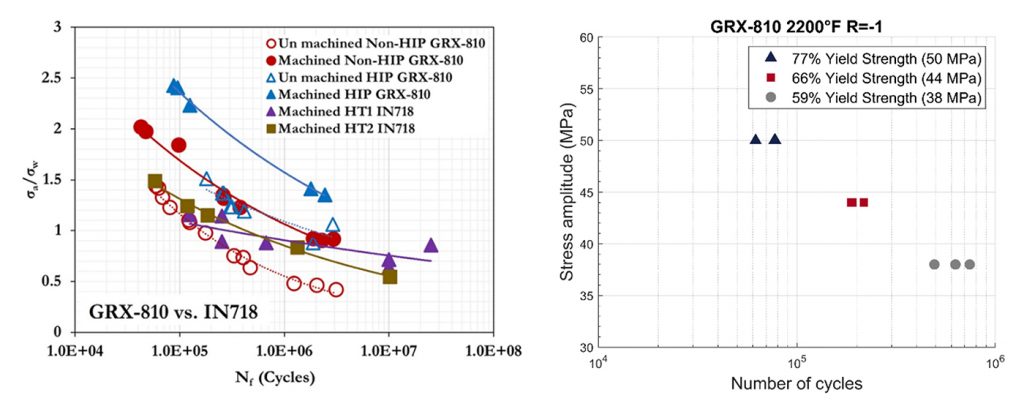
Fatigue tests revealed that even at room temperature, where GRX-810 isn’t expected to be utilised, it possessed good fatigue strength and, more importantly, no evidence was observed relating the nano-oxides to crack initiation. Ongoing testing at temperatures exceeding 1,204°C (2,200°F) revealed excellent fatigue life far exceeding what conventional alloys could achieve.

Oxidation and thermal cycling
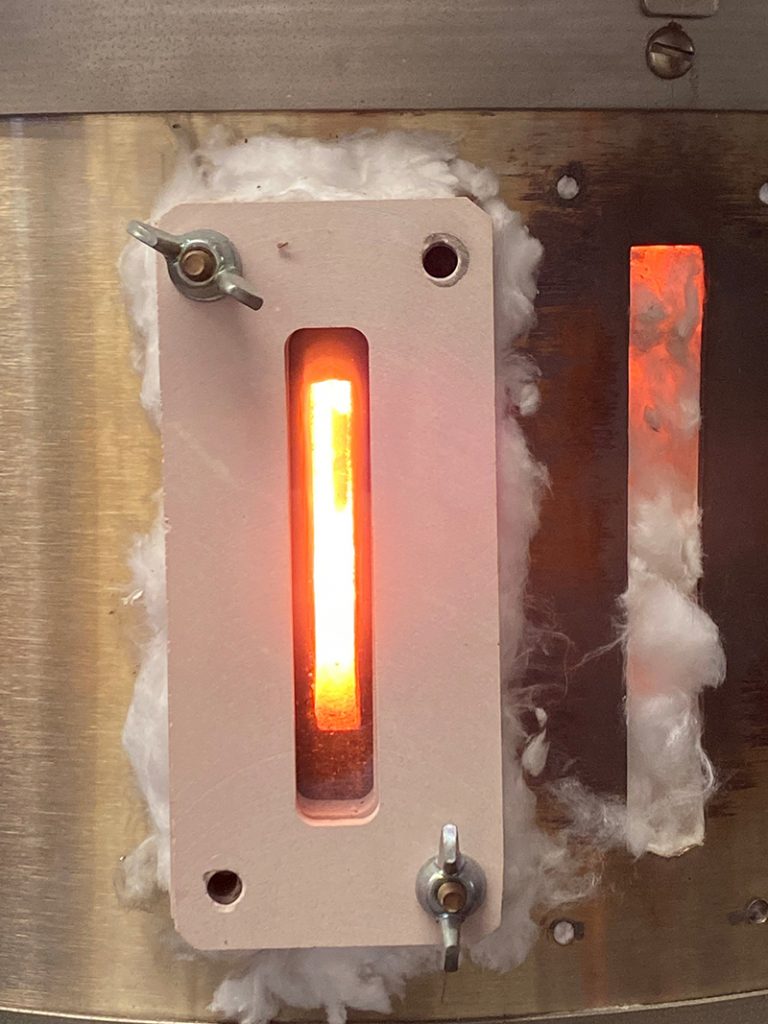
The oxidation resistance of GRX-810 is improved by the dispersion of nano oxides throughout its metal matrix. These oxides have been found to promote and stabilise alumina and chromia protective layers [6]. Overall, the combination of oxidation resistance and thermal stability enables operating temperatures previously attainable only with refractory alloys. The high temperature stability is best demonstrated in a new test series at NASA GRC, where fully machined tensile specimens are thermally cycled and subsequently tested to evaluate the resulting microstructural and property changes.
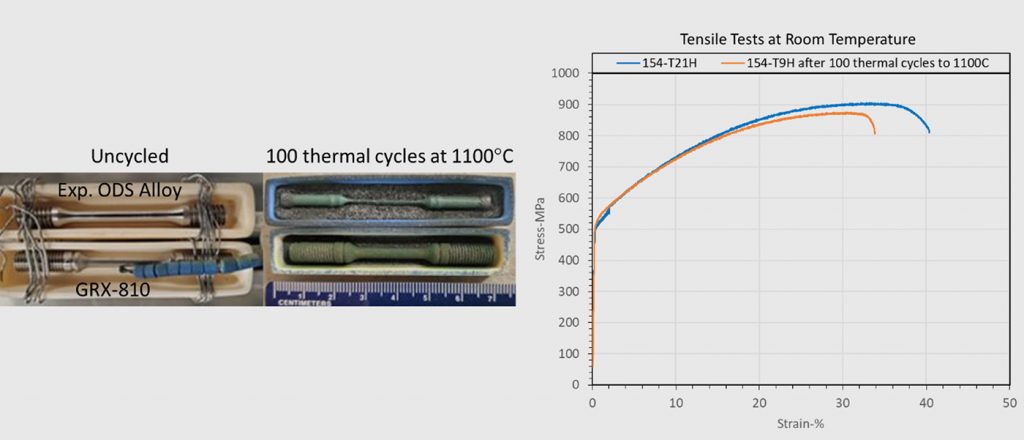
In Fig. 12, GRX-810 and another experimental ODS alloy underwent 100 1-hour cycles at 1,100°C. GRX-810 exhibited virtually no weight change, while over 70% of the mass in the experimental alloy was consumed. More notable was the minimal change, if any, observed in GRX-810 tensile properties following the thermal cycling. This result best highlights the alloy’s ability to be thermally cycled – from high temperature back to room temperature – without any microstructural evolution or degradation. These findings suggest that GRX-810 may perform well in the extreme environments encountered with spaceflight.
Data can only take you so far
Performing static load creep test in a lab under idealised, controlled conditions – no vibrations, air flow, or other disturbances – is one thing. It is another entirely to expose the same material in an actual operating environment, where the variables are not all controlled. What unexpected behaviours or limitations might a new material reveal that are not apparent in the lab?
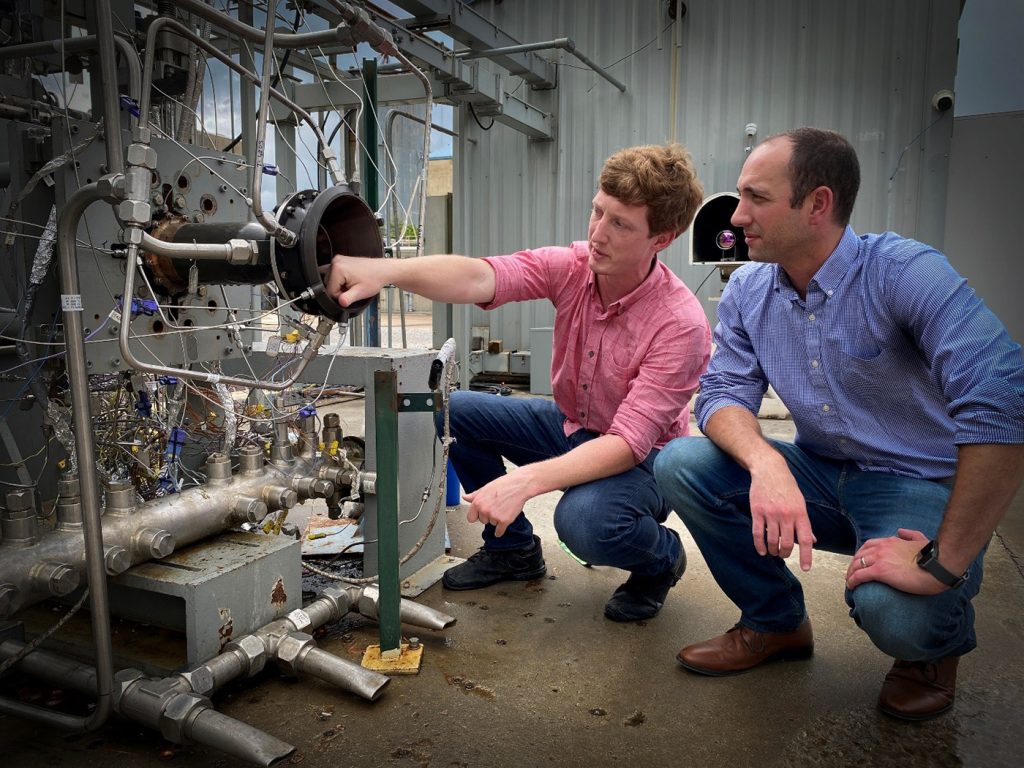
In the summer of 2023, less than two years after the first GRX-810 build jobs, enough feedstock was being produced by NASA to explore part design and components for liquid rocket engine hot-fire testing. Two different series were performed using GRX-810 components. The first was incorporating GRX-810 injectors in the NASA RAMFIRE project using liquid hydrogen (LH2) and liquid oxygen (LOX) propellants. The second test series employed a GRX-810 injector, GRCop-42 combustion chamber, and a GRX-810 nozzle using liquid methane (LCH4) and LOX propellants. An image from this hot-fire test is shown in Fig. 13.

The test series found GRX-810 to be robust against the extreme thermal, pressure, and mechanical forces associated with rapid cycling of the hot-fire test series. It was decided that the best way to explore GRX-810’s performance at high temperature was by continually reducing the cooling fuel flow through the nozzle to increase the temperature of the nozzle. This is why the nozzle in the GRX-810 is glowing red hot when most hot fires don’t push their components to this extent. The injectors and nozzles tested in both series performed incredibly well, especially when compared to other AM injectors produced using state-of-the-art superalloys such as Alloy 625.
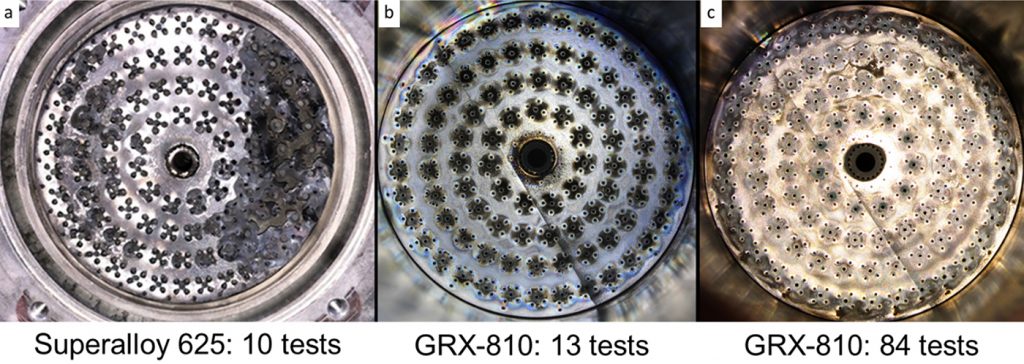
An empirical comparison of the durability and corrosion resistance of GRX-810 compared to Alloy 625 can be shown in Fig. 14. In a similar test series, the superalloy 625 injector experienced significant erosion after ten test cycles. In comparison, the GRX-810 injector experienced almost no erosion after thirteen cycles and only after eighty cycles did some erosion appear at the injector outer edges. This comparison also highlights the ability of GRX-810 to be built into similar geometries as those currently used in other AM superalloys. To date, the addition of the nano-oxides has not been found to limit wall thickness and other intricate geometries necessary for these complex aerospace components. The successful hot-fire tests and scale up to industrial-size machines created the conditions for the successful commercialisation of GRX-810. NASA continues to use GRX-810 for propulsion components and is leveraging it to enable new propulsion concepts, such as rotating detonation rocket engines, where operating environments are even more severe than traditional deflagration-combustion engines. In short, new alloys like GRX-810 enable new technologies.
In the summer of 2024, four commercial partners were given co-exclusive licences to produce GRX-810 and sell it commercially. All four companies: Linde AMT, Elementum3D, Carpenter Technologies, and Powder Alloy Corporation, have successfully produced and qualified their versions of GRX-810. The first commercial shipments of GRX-810 occurred in October of 2024, less than three years after the alloy was first additively manufactured. In that short time, the production of GRX-810 went from 0.5 kg per hour – as used to coat powder in a NASA lab – to hundreds and thousands of kilograms per week. This rapid turnaround highlights both the advances in model-driven alloy design and NASA’s ability to develop materials capable of withstanding the extreme environments of space travel.
Conclusions and next steps
What does this mean moving forward with GRX-810 and alloy design in general? NASA plans to continue advancing and supporting the use of GRX-810 across industry. This includes exploring additional AM techniques, such as Directed Energy Deposition and wire arc additive. GRX-810 is increasingly being deployed for a variety of flight demonstrations and each new test provides further insight about the alloy’s behaviour under different environments. One key lesson is that alloy development must be intentional, guided by requirements and data, optimised through the entire lifecycle including feedstock, building, and post-processing – and ultimately validated in the actual operating environment.
In the long term, the ability to utilise this next-generation alloy will help realise other advanced technologies, such as rotating detonation rocket engines and high-speed vehicles, and enable future exploration. Discussions around space travel have evolved in recent years, with renewed interest in pushing the boundaries of human exploration to establish a more permanent presence on the Moon and beyond. Achieving our most ambitious objectives will require new materials, components, and propulsion technologies. Such technologies were not feasible in the 20th century because the materials available at the time could not meet the necessary performance requirements.
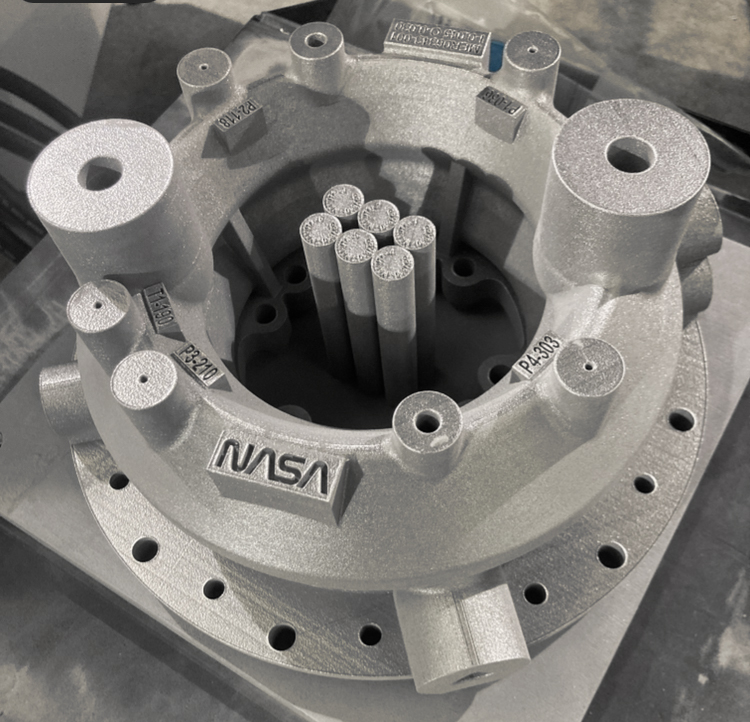
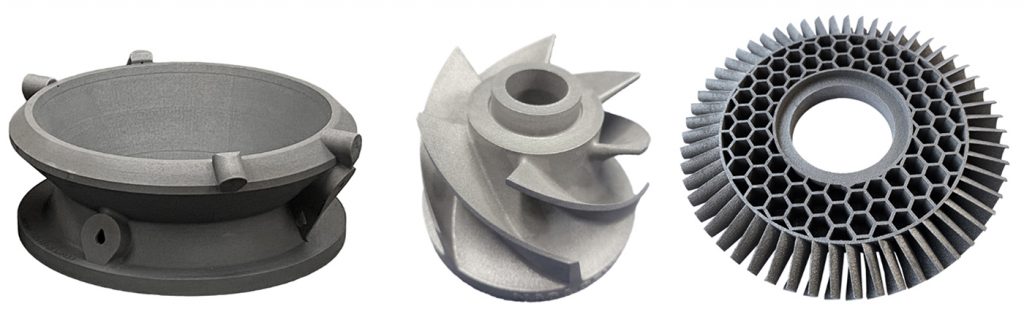
Fig. 17 shows a selection of GRX-810 components featuring a range of complex geometries. GRX-810 represents a new class of 21st century alloys that can now be leveraged to develop and realise these new vehicle and propulsion systems. NASA has already begun this effort, developing ODS alloys tailored for a variety of environments, such as ORCAlloy-21 and Alloy 754-ODS for oxygen-rich environments, and GR-91 ODS for nuclear propulsion.
A year ago, if a commercial space company or defence contractor had sought to use ODS alloys for critical components, industrial metal providers would likely have responded, “That’s impossible – these shapes cannot be made with ODS feedstock.” Today, thanks to the maturity of Additive Manufacturing, that constraint no longer exists. New, exotic, dispersion-strengthened alloys can now be produced in incredibly complex geometries. As this new alloy system is explored, made possible by Additive Manufacturing and accelerated by AI, it will support technologies that have the potential to significantly advance human spaceflight.

References
[1] T.M. Smith, A.C. Thompson, T.P. Gabb, C.L. Bowman, C.A. Kantzos, Efficient production of a high-performance dispersion element alloy, (2020) 1–9. doi:10.1038/s41598-020-66436-5
[2] Roland Irmann, Sintered Aluminium with High Strength at Elevated Temperatures, Metallurgia. 46 (1952) 125–133
[3] T.M. Smith, C.A. Kantzos, N.A. Zarkevich, B.J. Harder, M. Heczko, P.R. Gradl, et al., A 3D printable alloy designed for extreme environments, 617 (2023). doi:10.1038/s41586-023-05893-0
[4] T. Smith, C. Kantzos, B. Harder, A. Bezold, M. Heczko, J. Miao, et al., The mechanisms underlying the improved high-temperature properties of GRX-810, Nat. Commun.
[5] T. Totemeier, T. Lillo, Effect of orientation on the tensile and creep properties of coarse-grained INCONEL alloy MA754, Met. Mater. Trans. A. 36 (2006) 785–795
[6] W. Quadakkers, Oxidation of ODS Alloys, J.Phys. IV. 3 (1993) 177–186
Authors
Dr Timothy M Smith
Research Materials Engineer at NASA Glenn Research Center
Dr Paul Gradl
Principal Engineer at NASA Marshall Space Flight Center
NASA Glenn Research Center
21000 Brookpark Rd
Cleveland, OH
44135, United States
From the archives
The GRCop story: The development, production and Additive Manufacturing of NASA’s rocket engine alloys
The new space race is powered by metal Additive Manufacturing. In turn, the Additive Manufacturing of rocket engines is powered by advanced alloys. Of these, NASA’s GRCop family has found use in numerous critical applications.
In this article from the Winter 2023 issue of Metal AM, Austin Whitt and David Ellis, NASA Glenn Research Center, and Paul Gradl, NASA Marshall Space Flight Center, dig deep into the history, production, processing and maturation of these unique materials. As the authors reveal, there is good reason why Additive Manufacturing of GRCop begins by understanding the process-microstructure-property-performance relationship.
Read online here >>>
LAST MONTH’S MOST-READ ARTICLES












