


Beyond particle size: Exploring the influence of particle shape on metal powder performance
In recent years much effort has been put into developing powders that are optimised for AM processes. As a result, a far greater understanding of the complex requirements for powders now exists. Particle size is widely recognised as a key property, but there is also an appreciation that particle shape has an important role to play. As Malvern Panalytical’s Debbie Huck-Jones and Cathryn Langley, explain, finer particles are advantageous from the perspective of packing behaviour, but are typically associated with poor flowability, compromising processing efficiency. Controlling particle shape can help to alleviate this problem. [First published in Metal AM Vol. 3 No. 4, Winter 2017 | 10 minute read | View on Issuu | Download PDF]

Additive Manufacturing has evolved over the last decade into a commercially viable manufacturing process with particular utility for the creation of novel and complex parts with intricate geometries and for the production of low-to-medium volumes of small components at competitive cost. Exploiting the full potential of AM relies on the availability of a consistent supply of suitably specified metal powders, particularly for applications in highly regulated industries such as the aerospace and biomedical sectors. As a result, much effort has been invested in the identification of robust correlations between powder properties and their performance in AM processes, and in learning how to manufacture powders that meet these demanding specifications.
Particle characterisation technology is essential for optimising AM powders and ensuring consistent, high quality production. Particle size is a key property, but there is widespread recognition that particle shape also has an important role to play; finer particles are advantageous from the perspective of packing behaviour, but are typically associated with poor flowability, which can compromise processing efficiency. Controlling particle shape can help to alleviate this problem. In this article, the impact of particle size and shape on metal powder performance is considered, highlighting the value of automated imaging in quantifying particle shape. Case study data illustrates what can be measured and the insight gained.

Optimising the physical characteristics of AM powders
Two of the major AM processes can broadly be classified as powder bed or blown powder. In powder bed processes, successive powder layers are spread across a build platform and then fused or bound in specific areas to progressively construct the component. With a blown powder process, powder flows through a nozzle in a carrier gas stream at relatively high pressures into a melt pool on the surface of the component. In both cases, the flow properties of the metal powder strongly influence process efficiency and also, potentially, the quality of the finished component. Powders that flow freely and spread evenly to give a uniform layer, free of air voids, are essential for powder bed processes, while consistent aerated flowability underpins the efficiency of blown powder processes.
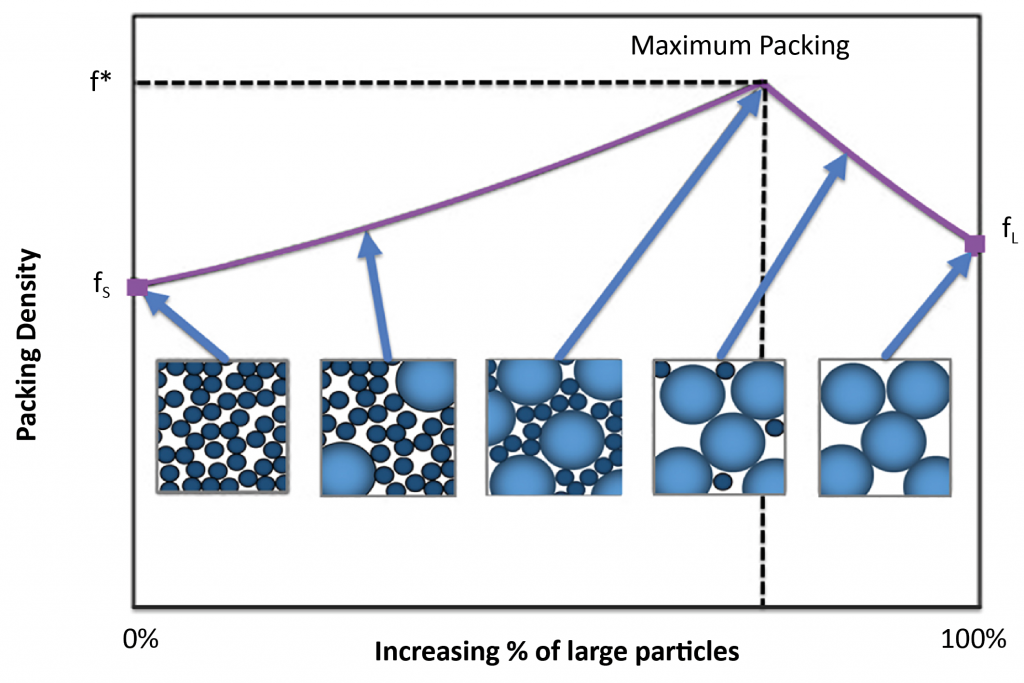
Most feedstocks used in AM consist of fine powders with median particle sizes, typically in the range of 20-60 µm. This is essential to meet the requirement to form, for example, a powder bed just tens of microns thick. Fine particles can also be advantageous in terms of packing behaviour, especially in a powder with a relatively broad particle size distribution (Fig. 2). Such powders deliver the high bulk density associated with consistently high quality, minimally flawed finished components. On the other hand, because the forces of attraction between particles increase with decreasing particle size, finer particles tend to have relatively poor flowability.
Fortunately, particle size is not the only property that influences powder flowability. Other parameters that have an effect include porosity, surface texture, density, electrostatic charge and particle shape. Particles that are smooth and/or regularly shaped generally flow more easily than those of analogous size that are rougher and/or more irregular. This can be attributed to reduced interparticle friction (surface roughness) and a lower tendency towards mechanical interlocking (particle irregularity). By manipulating particle shape, it is therefore possible to offset the low flowability associated with fine powders to enhance AM process efficiency. Furthermore, smooth spherical particles also tend to pack efficiently and so can be additionally advantageous from the perspective of achieving high bulk densities.

While smooth, spherical powders may be preferable for many AM applications, they can be difficult to manufacture. The majority of metal powders for AM are produced using gas atomisation processes and the resulting product tends to be relatively spherical. However, particle shape can be influenced by the thermal conductivity of the molten metal, which affects the speed of cooling during particle formation and the associated solidification process. In addition, collisions and subsequent fusion between molten/semi-molten particles can form irregularly-shaped particles.
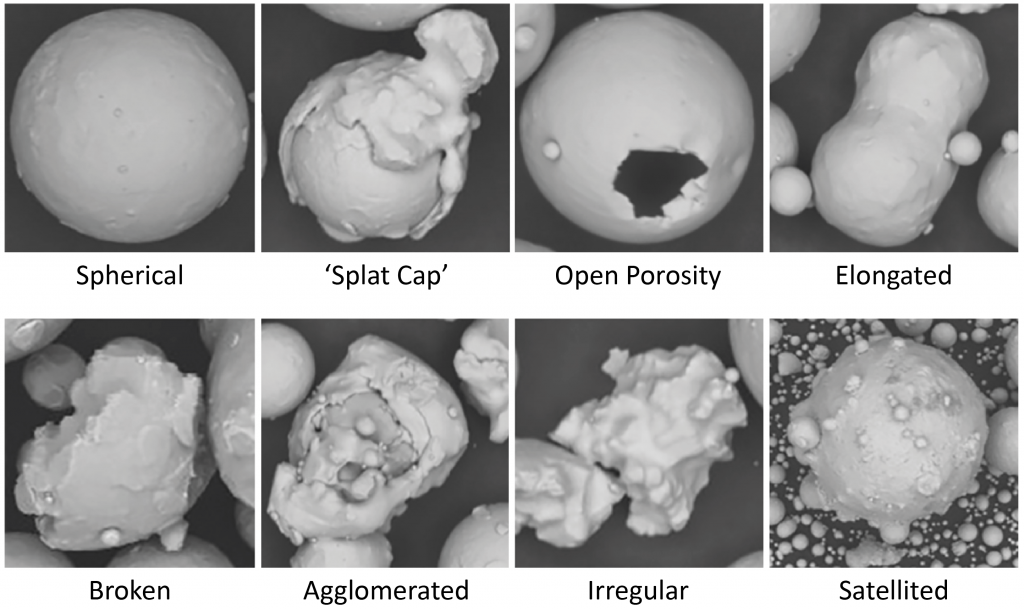
In reality, gas atomised metal powders may contain particles exhibiting any of the features illustrated in Fig. 3, with satellited particles a particular problem. These not only compromise flowability and packing behaviour, but may also present an airborne health and safety risk because of the very fine nature of the easily-detached satellite particles. Alternative metal powder manufacturing processes include plasma atomisation or the plasma rotating electrode process (PREP), both of which produce more spherical particles but at a higher price.
In summary, when it comes to selecting a powder for an AM application, particle shape may well be critical, as well as particle size, but a specification for highly regular, spherical particles will typically be associated with a premium price tag, compared to a more forgiving shape specification. For AM processors, understanding the impact of particle shape is therefore crucial to enabling selection of the most cost-effective feedstock. For metal powder manufacturers on the other hand, learning how to control shape is the key to higher value products. In both cases, robust particle shape data is a critical requirement.
Automated imaging for robust, statistically significant particle shape measurement
Metal powders are typically sized by sieving, or more rapidly and accurately by laser diffraction technology. Fast, non-destructive and highly automated, laser diffraction analysis delivers a complete particle size distribution for a sample in less than a minute and can also be implemented online for the continuous monitoring of metal powder manufacturing processes. Automated imaging is highly complementary to laser diffraction and augments size data with greater insight into particle morphology by providing detailed information about particle shape.

Automated imaging systems capture images of tens of thousands of particles in just a few minutes. Parameters calculated from these images are used to generate number-based particle size and shape distributions, which can be used to characterise morphology in a more precise, objective and robust way compared with traditional microscopy techniques. Furthermore, because of the large number of particles imaged, the results are more statistically relevant than Scanning Electron Microscopy (SEM) for example.
The size parameter reported by automated imaging is circular equivalent diameter (CED) – the circle with a diameter of equivalent area to the 2D image of the particle. The three most commonly used descriptors of shape are elongation, circularity and convexity, as defined in Table 1.
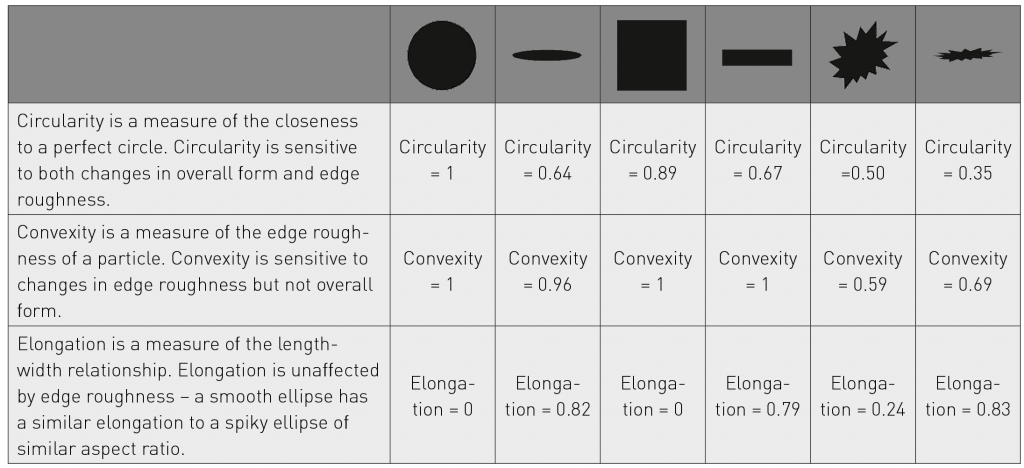
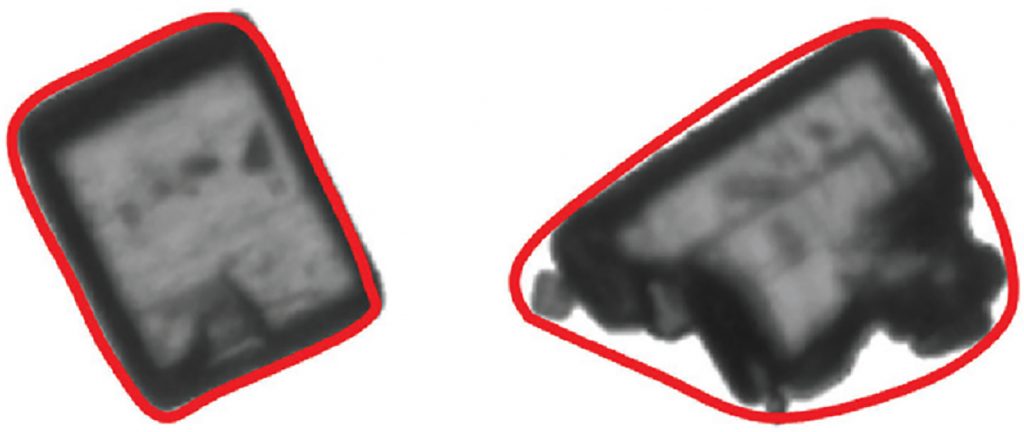
Elongation and circularity both describe overall particle form. Elongation is the ratio of particle width to length and differentiates long, needle-like particles (elongation close to 1) from those with more regular symmetry that resemble cubes or spheres (lower elongation closer to 0). Circularity, as its name suggests, can indicate the sphericity of a particle with values approaching 1 associated with greater roundness. Convexity is associated with the outline of the particle shape and is defined as the ratio of the convex hull perimeter – the shape that would be outlined by an elastic band placed around the particle – to the actual perimeter (Fig. 4). This means that smooth particles have a convexity close to 1, while those that are less regularly shaped – with a rougher surface, for example, or agglomerates – have lower values.
Using these parameters, metal powder samples can be classified as rough or smooth, highly spherical or irregular and/or some combination properties such as smooth but non-spherical. Such data enable detailed exploration of the correlation between particle shape and process performance and the knowledge-led selection of an optimal feedstock, as illustrated by the following case study.
Comparing the properties of Aluminium-Silicon-Magnesium powders
Aluminium-Silicon-Magnesium (AlSiMg) powders, for which there are a number of different alloys commercially available, are valued for their ability to produce components with a good strength-to-weight ratio. The results reported here are from a study carried out by LPW Technology (Runcorn, UK) to compare the properties of two commercially available products and assess their suitability for AM processes.

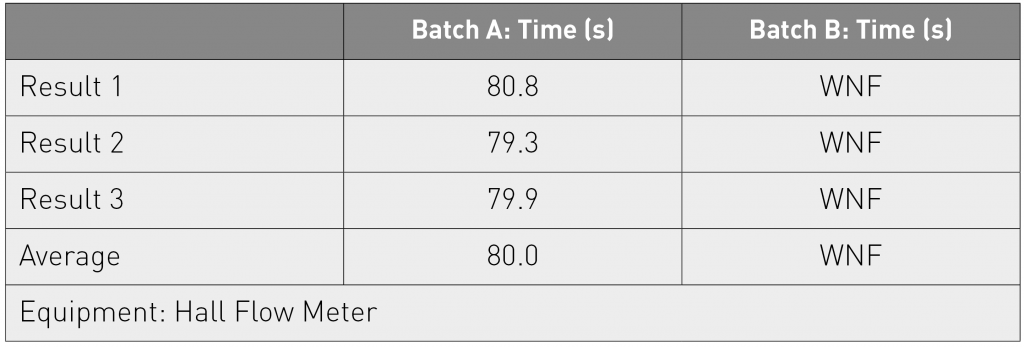
Table 2 shows flow data for samples of the two products, Batch A and Batch B. Flow testing was carried out using a Hall Flow Meter, which determines flowability from measurements of the time taken for 50 g of powder to flow through an opening of specific dimensions. The results indicate that Batch A flows under standard test conditions while Batch B does not. This is significant, indicating that Batch B is poorly suited to AM processing relative to Batch A. The two batches were known to have been produced using different gas atomisation processes, so particle characterisation was carried out to determine whether associated differences in particle morphology could provide a rationale for flow performance.
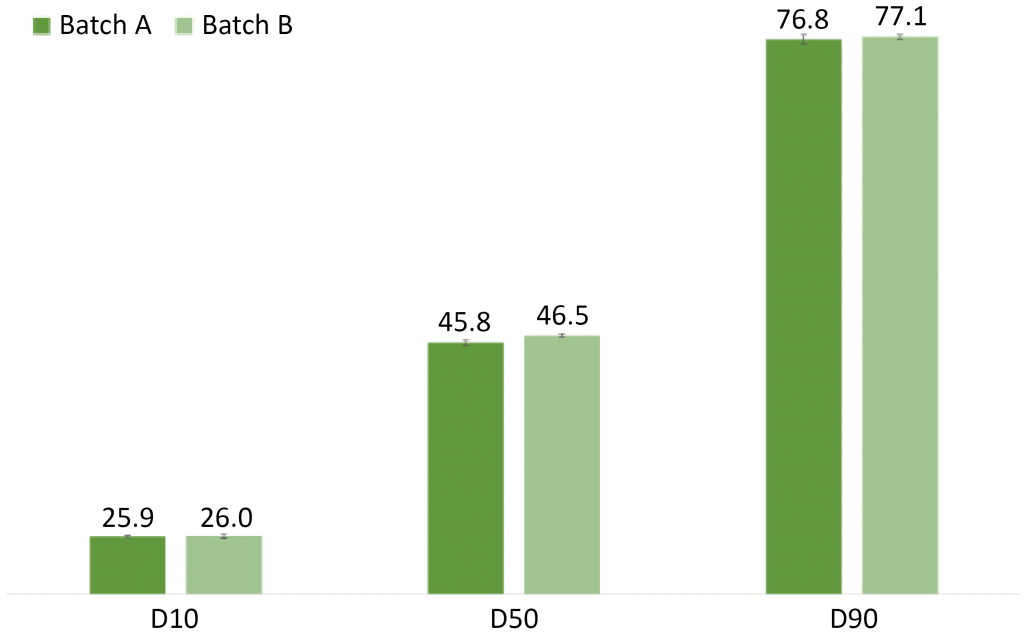
Particle size distributions for the two batches were measured using a laser diffraction particle size analyser (Mastersizer 3000, Malvern Panalytical, Malvern, UK). The resulting data are summarised in Fig. 5, where D10, D50 and D90 are the diameter below which 10%, 50% and 90% of the sample lie respectively, on the basis of volume. These highly reproducible results indicate that the samples are strikingly similar in terms of particle size and that differences in flowability cannot be correlated with particle size distribution.
Particle shape distributions for the two batches were collected using an automated image analyser (Morphologi G3, Malvern Panalytical, Malvern, UK). These are summarised in Table 3, where D[n,0.1], D[n,0.5] and D[n,0.9] are the values of the given parameters below which 10%, 50% and 90% of the sample lie respectively, on the basis of number of particles.
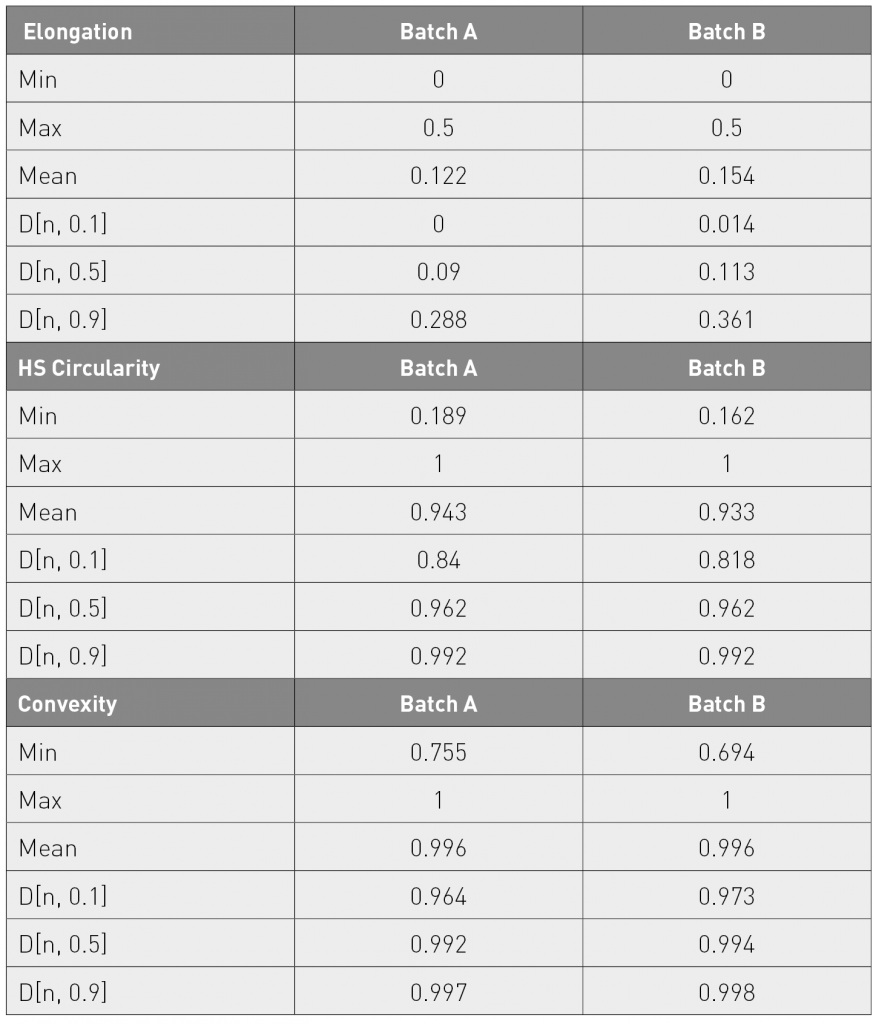
Here, then, the particle shape data generated by automated imaging is able to differentiate the powders and provide a rationale for the observed difference in flowability. It is interesting to note that though the differences in particle shape are relatively subtle, they result in the difference between a ‘pass or fail’ for AM application, as assessed by the flow testing. This observation highlights the importance of precise, reproducible, statistically significant particle shape data.
Looking ahead
Early work in the field of AM focused on the development of the associated hardware, but there is now widespread recognition that the powders used in the resulting machines merit equal consideration if the full potential of this transformational technology is to be realised. Those working at the forefront of metal powder supply are already exploiting correlations between particle shape and flowability to deliver powders that are consistently free-flowing and, at the same time, pack to a high bulk density. Automated imaging efficiently provides the reliable particle shape data needed to progress in this area and is therefore of considerable value to both metal powder suppliers and AM processors as they work towards new levels of performance.
Authors
Debbie Huck-Jones, Product Manager – Analytical Imaging, and Cathryn Langley, Product Manager – Laser Diffraction
Malvern Panalytical
Enigma Business Park,
Grovewood Road,
Malvern,
Worcestershire
WR14 1XZ
UK
Tel: +44 1684 892456
Fax: +44 1684 892789
www.malvern.com

LAST MONTH’S MOST-READ ARTICLES












