


Tailored materials for AM: How a ‘powder kit’ can achieve greater material diversity with fewer resources in PBF-LB
The use of metal AM is ramping up, and so, as a result, is the demand for metal powders. However, the variety of materials available remains relatively small. This is due, among other things, to the exacting requirements for the powders used, and the method of production. In addition, the production of smaller quantities of powder can be uneconomical. In a project funded by the AiF, the IWM at Germany’s RWTH Aachen University and Fraunhofer IFAM have developed a sustainable 'powder kit' for the individual and robust production of metal powder mixtures with subsequent alloying during PBF-LB processing. The partners share their progress. [First published in Metal AM Vol. 8 No. 4, Winter 2022 | 20 minute read | View on Issuu | Download PDF]
Additive Manufacturing offers many advantages and allows maximum design freedom in the design and production of components. These advantages have enabled AM technologies to become well established in fields such as automotive or aerospace. However, the fields of application for AM require not only the best possible designed geometry, but also optimised material properties. This requires an appropriately adapted material.
In conventional, subtractive production processes, there are hundreds of different steels, aluminium alloys, wear-resistant cobalt-chrome alloys and more for each specific application. In AM, the choice across all metallic materials is limited to less than thirty materials, so not all requirements can be covered. The central idea of this project was to cover as many material properties as possible with a small selection of powders that are mixed in varying proportions as required.
The right elements ensure a high diversity of material properties
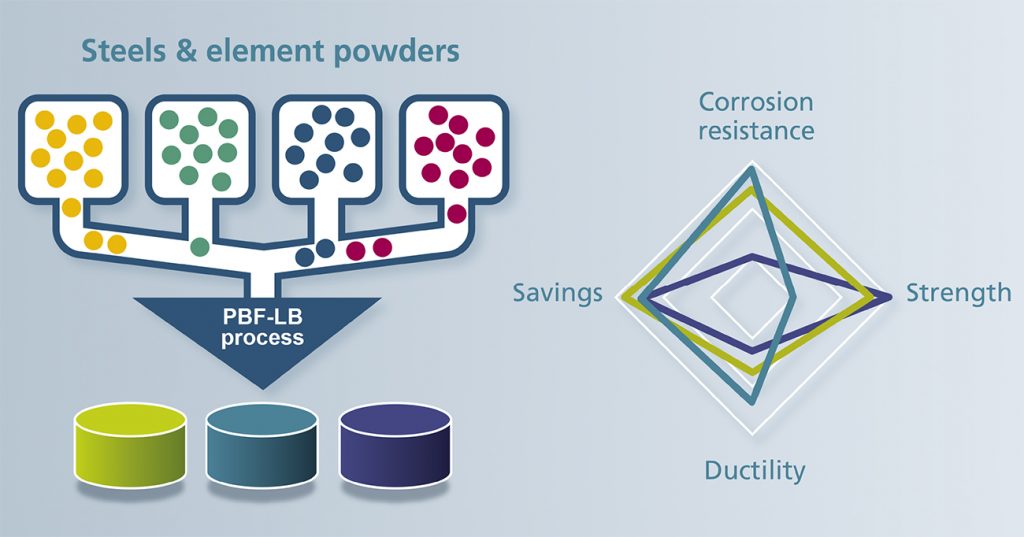
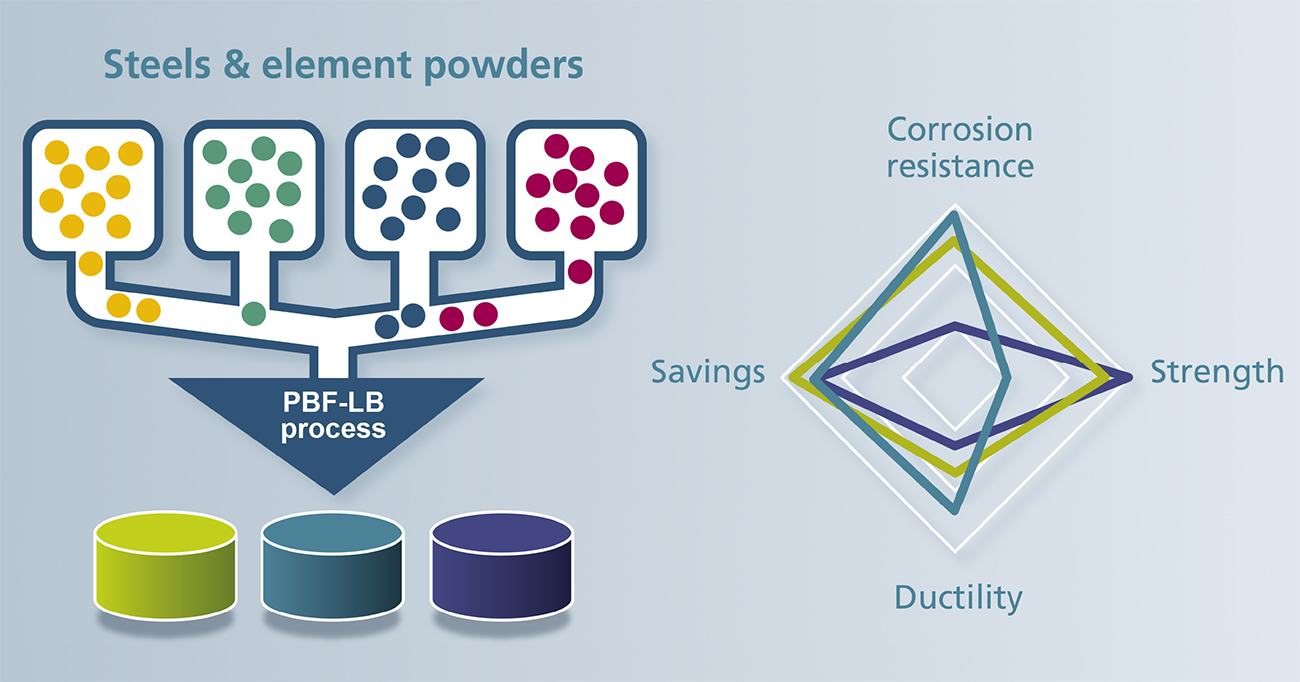
Commonly required material properties include corrosion resistance, strength, hardness and thermal conductivity. Many steel alloys consist of the same elements, such as carbon, chromium and nickel, but differ in the respective proportions. With the aid of the ‘LPBF Powder Building Kit,’ the user can select the appropriate powders by entering the desired property profile and mix them in the specific quantity ratio. The concept is shown in Fig. 1. One type of material used for special applications are duplex steels, which combine high strength with high toughness due to their typical austenite-ferrite mixed structure. Super duplex steels have increased contents of chromium, molybdenum and nitrogen to achieve seawater resistance [1].
In this work, the corrosion behaviour of specimens prepared by PBF-LB and tailored super duplex steel powder blends is investigated. The goal of these powder blends is to tailor the configuration of specific component properties by adding elemental powders to a base powder. It is possible to additively manufacture and modify the properties of steel alloys using commercially available element powders and master alloys. Due to the high energy input of the laser beam into the material, which heats it above the liquidus temperature, it is possible to produce alloys within the PBF-LB process via melting [2]. By varying elemental powders (powder construction kit), the component developer is no longer dependent on a narrow portfolio of powder suppliers, but can select individually and produce their own alloys and material properties.
The laser beam-based processing of elemental powders enables design freedom in combination with material diversity. The approach of processing elemental powders by laser cladding (DED) is widely used because no segregation problems can occur in the powder bed. However, the geometric flexibility and accuracy of this process is limited compared to PBF-LB. Examples of important research are the production of stainless steels X2CrNiMo17-12-2 and X14CrMoS17 (430L) [3], elemental powder DED for rapid material developments [4] or developments for graded steels [5]. Previous publications on this research project have shown that segregation of powder mixtures in PBF-based AM processes is low if certain parameters and methods are used [6].
Materials and methods
Powders & parts
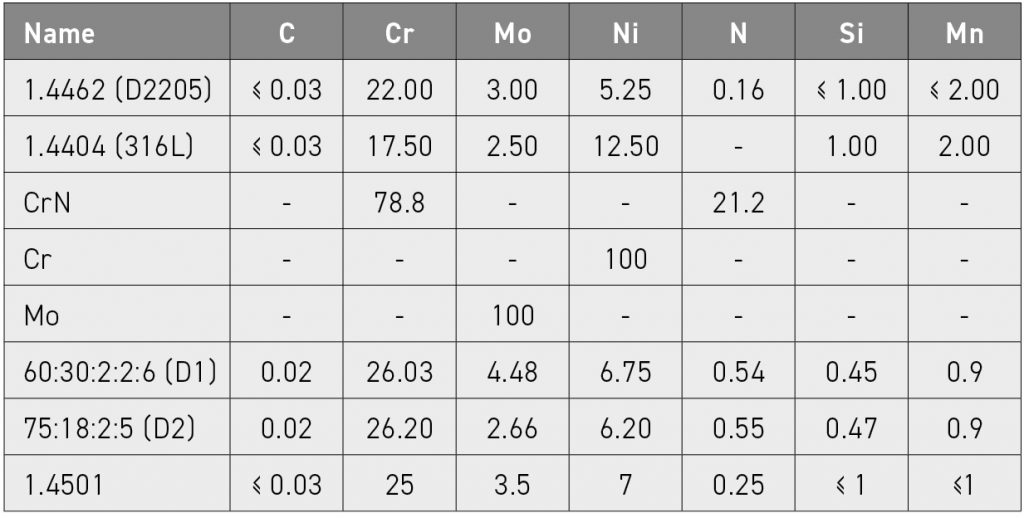
Two duplex alloy compositions (D1 & D2) – similar to a standard corrosion resistant super duplex steel (1.4501) – were chosen and realised by blending four and five commercially available powders, respectively. The alloys are based on 1.4462 and modified by additions of 1.4404, Cr, CrN and Mo. All powders have a spherical shape whereas the CrN powder is mechanically crushed with an irregular shape. The mixing ration of the two alloys can be found in Table 1.

The mixing duration and methodology was selected based on prior works [6]. According to these, the Turbula mixer (three-dimensional shaking mixing) provides sufficient mixing of the powder after a mixing time of fifteen minutes. The blends ‘60:30:2:2:6’ and ‘75:18:2:5’ were blended for thirty minutes. The alloying content of the powders and the calculated composition from the mixing ratio is listed in Table 2. The nominal composition of 1.4501 is provided for comparison.
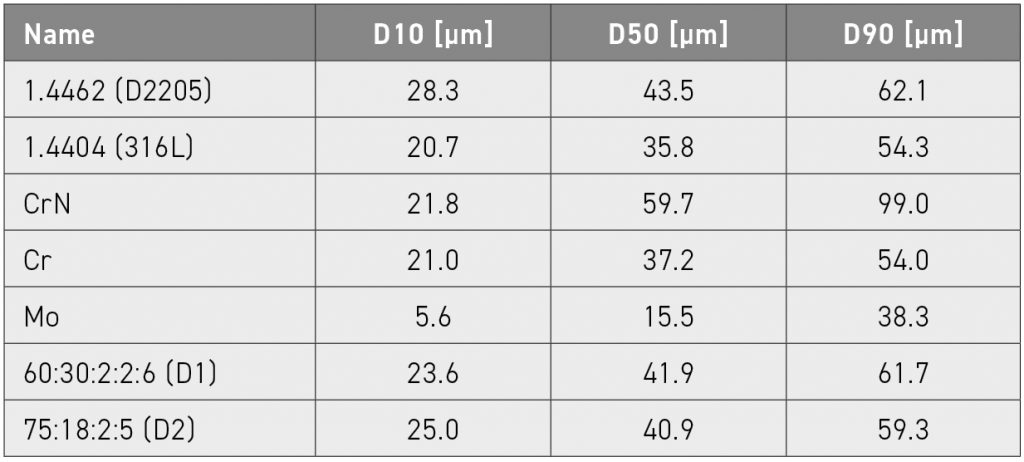
According to Shenoy, the influence of particle size is considered the most important concerning segregation [7]. The publication prior to this work confirmed the conclusions [6]. The particle size distribution of the powders used for the blends in this work were determined by a particle size measuring device from Beckman Coulter LS. The particle size distributions of the utilised powders are provided in Table 3. The mechanically crushed CrN powder is slightly coarser than the 1.4462 and 1.4404, while the Mo powder is finer.
The SEM and EDX images identify the different elements on a qualitative basis. Fig. 2 shows that the blended elements can be found well distributed across the screened scene of D1. Furthermore, it confirms that the Mo powder is much finer than the others. Fig. 3 helps to identify the elements of D2. There is no Mo element powder, therefore the Ni analysis is illustrated, which helps to distinguish the 1.4462 from the 1.4404. The brighter green particles contain higher Ni, which identifies them as 1.4404.


The materials (1.4462; D1; D2) were processed on a Trumpf TruPrint 1000 with a laser beam focus of 30 μm. The parameters were fixed for all samples: a laser power of 195 W, a scan speed of 800 mm s-1 and a hatch distance of 50 μm. In combination with a layer thickness of 40 μm, an energy density of 122 J mm3 results for manufacturing these parts. Two build jobs were manufactured, one for the tensile specimen in X and Z directions and one for cubes (10 x 10 x 10 mm) and a plate (50 x 10 x 1 mm) for the corrosion tests.
In the following, half of the specimens of each blend received a diffusion annealing (DA) at 1270°C for 2 h. Afterwards, each specimen including the ones from diffusion annealing were solution annealed (SA) in respect to their specific alloy composition. The temperatures were calculated by Thermocalc [8], which recommended 1060°C for steel 1.4462, 1070°C for D1 and 1120°C for D2.
Blend and part analysis
For mixture D1, a quantitative wet chemical analysis was performed to determine the actual chemical composition of the mixture and to verify the calculated values. EDX analysis was performed to investigate the composition of the parts. Since super duplex steels are intended for corrosive environments, they are inherently very resistant. Therefore, the mixtures were analysed using a current density potential curve. Tests were performed using a 3.5% NaCl solution at room temperature. The surface of each specimen was ground and polished.
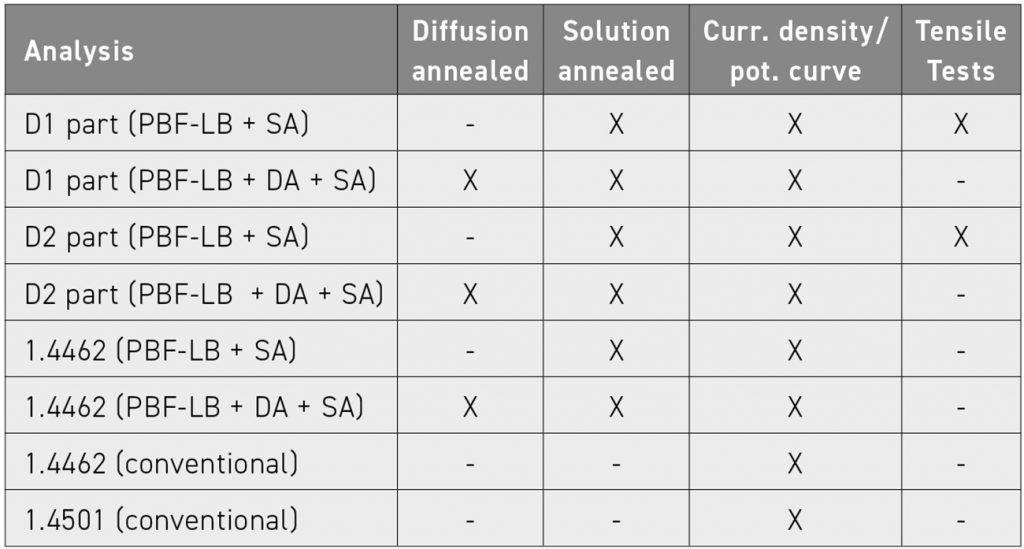
Parts made from the base powder 1.4462 and purchased conventionally manufactured parts made from 1.4662 and 1.4501 were compared with the blends as a reference. Tensile tests were performed at room temperature with B4x20 specimens according to DIN 50125. Only specimens of D1 and D2 were tested in the solution-annealed condition and compared with values of 1.4501 from the literature. In addition, the three specimens were prepared in the horizontal (X) or vertical (Z) direction. An overview can be found in Table 4.
Results
Wet chemical analysis
The values resulting from the wet chemical analysis are shown in Table 5. It shows that the actual values for Cr, Mo, Mn and Si are slightly higher. The content of Ni is slightly lower. The N content is 50% lower than calculated, which may be related to the solubility of nitrogen in iron [9]. The higher Cr content may be due to a slightly incorrect amount of the ingredients used for the blend.

Composition of PBF-LB parts
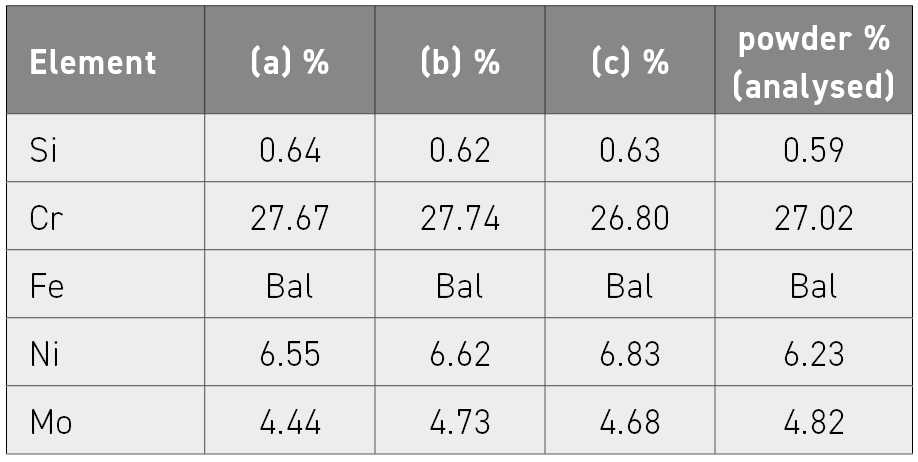
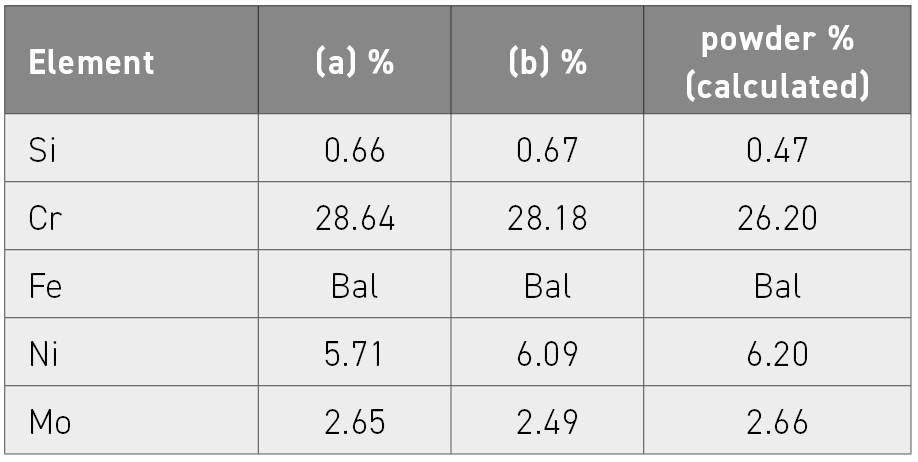
The EDX measurement results are shown in Table 6 and Table 7. The measured and calculated powder compositions are given in each case for reference. Several different positions were analysed (Figs. 4 and 5). As shown, all values are very similar to the powder values from the wet chemical analysis. Cr is again slightly elevated, while the other elements are very close to their individual target values. As mentioned earlier, this may be due to the slightly incorrect amount of ingredients used for the blend. The results suggest that the various powders, including the elemental ones, are well fused and largely homogeneously distributed in the volume of the sample. This also confirms the results of the wet chemical analysis of mixture D1.
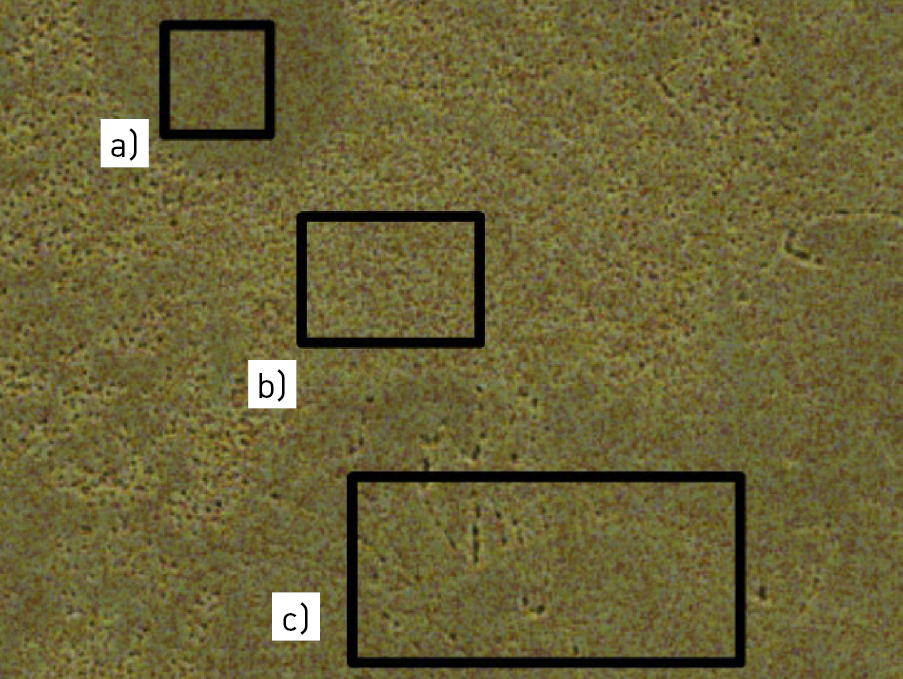
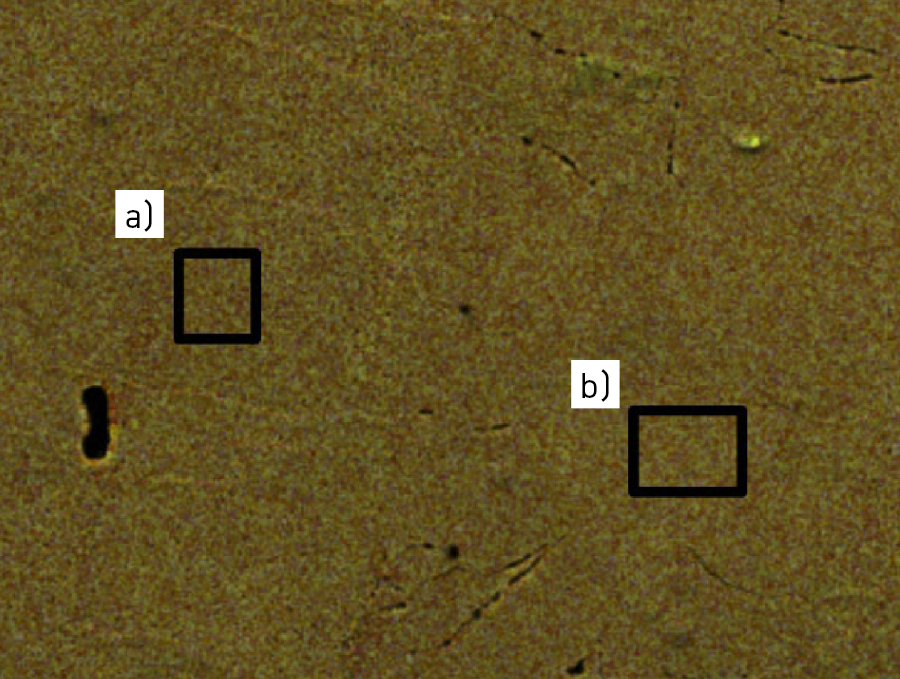
Figs. 4 and 5 show an area of about 120 x 120 µm2, corresponding to four scan vectors of the laser. A few non-melted particles were found. These appear very local and are probably related to their original size. Smaller particles require less energy to dissolve in the matrix of the sample. The laser spot has a diameter of 30 µm and the exposure time is very short (800 mm/s), so heat transfer can only cover a certain area in this period [10].
Corrosion results
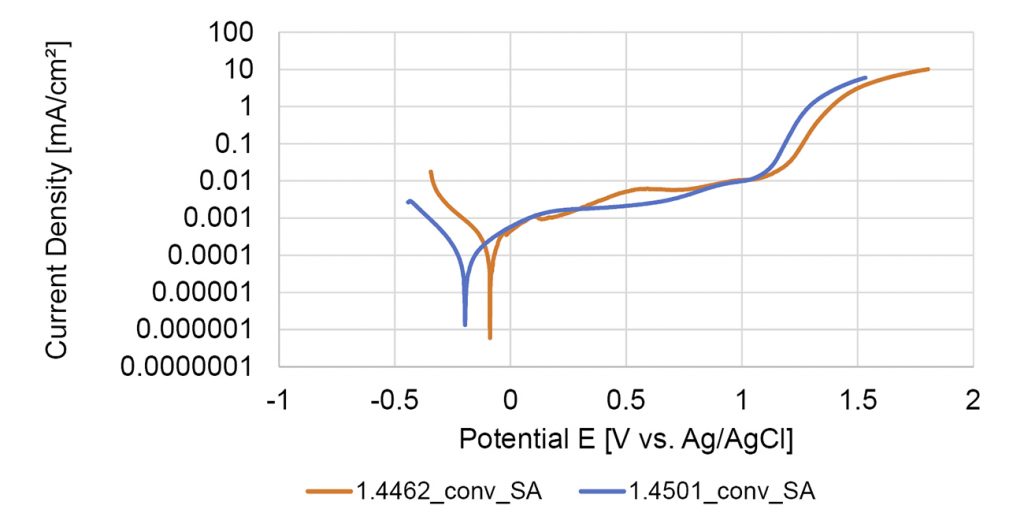
As a benchmark, Fig. 6 shows the corrosion behaviour of conventionally produced 1.4462 and 1.4501. Although 1.4501 has a higher content of Cr, Mo and Ni, the current density increases at a lower potential, passivation starts slightly earlier than for 1.4462, but, with higher potential, the values coincide. The 1.4501 material reaches its critical pitting potential slightly earlier than 1.4462. Fig. 7 compares the values of the conventionally fabricated and the PBF-LB fabricated 1.4462 alloy. The results show that the PBF-LB parts are much more susceptible to corrosion because the current density is higher at each point of the analysis.
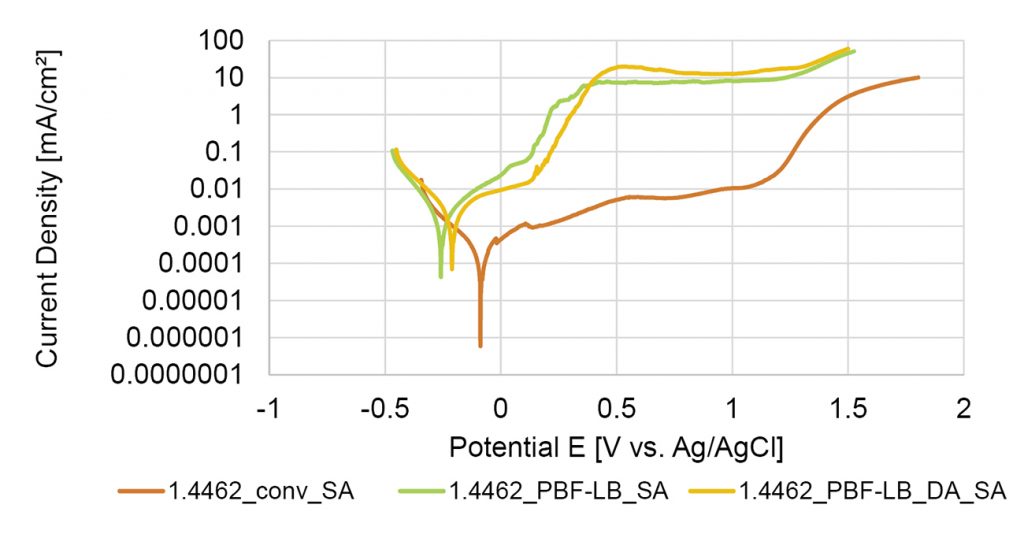
Diffusion annealing can shift the corrosion to a slightly higher potential, but the corrosion resistance is still much lower than conventional parts. The results show that the PBF-LB process itself already has a great influence on the corrosion behaviour. In other work, the influence of the PBF-LB process on the corrosion behaviour of AISI 316L was studied. Similar corrosion resistance was found in the as-cast [11], rolled and PBF-LB [12] states. The parameters identified as most influential were porosity and defects. Since density was measured at 98.5%, it is likely that the PBF-LB parameters used in this work result in higher porosity and defects compared to conventionally manufactured parts. This would explain the lower corrosion resistance of the PBF-LB parts in the pre-alloyed (1.4462) and mixed (D1 & D2) states.
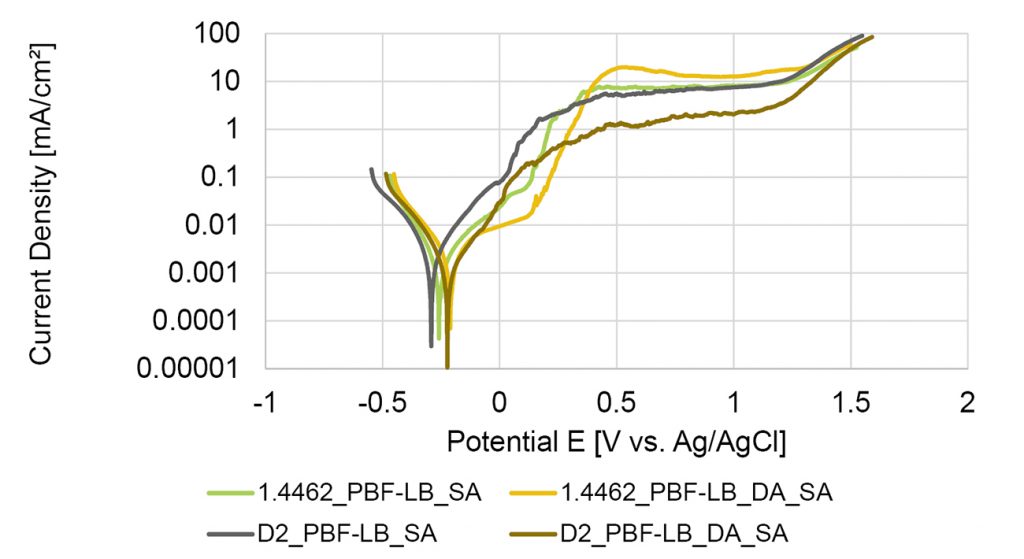
Because Fig. 7 demonstrates that the PBF-LB process has such a strong effect on the material properties, the D1 and D2 mixtures are compared only to the pre-alloyed and PBF-LB fabricated 1.4462. Fig. 8 compares D1 and 1.4462, and the values show that diffusion annealing increases the corrosion resistance compared to the fabricated samples. The corrosion resistance also increased compared to the alloy 1.4462. This indicates that the corrosion-resistant elements are more homogeneously distributed in the matrix of the specimen after heat treatment [13]. Without diffusion annealing after the build process, the specimens exhibit higher current densities between 0-0.25 V than all other parts. The critical pitting potential is reached first in the fabricated and solution annealed specimen. The others show the critical potential at about 1.25 V.
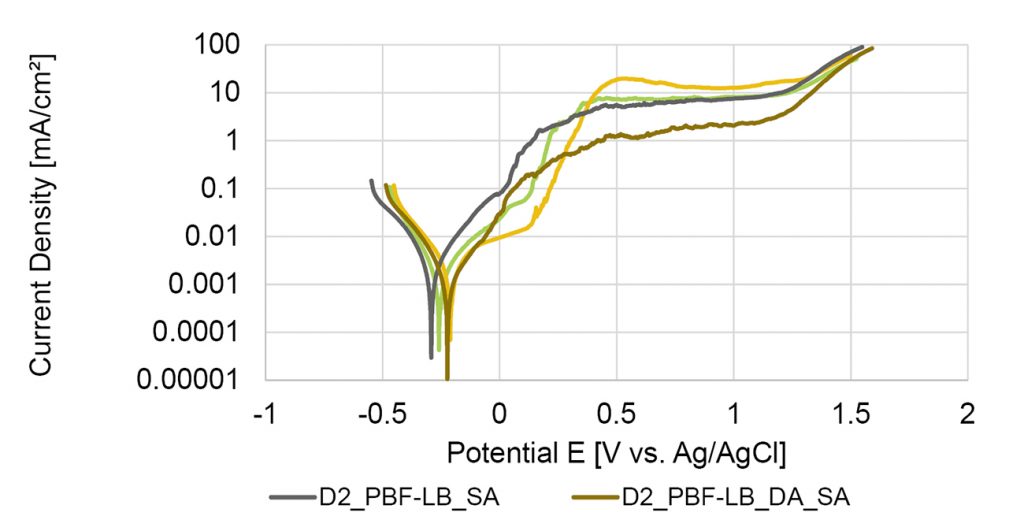
Fig. 9 shows the corrosion behaviour of D2 compared to PBF-LB 1.4462. Here, the corrosion behaviour is very similar, and the added elements have only a minor positive influence on the corrosion resistance.
Tensile tests
Table 8 presents the average results (x), including the standard deviation (s), of the D1 mix in the X and Z directions compared to the target values of conventionally produced 1.4501. The values for the tensile strength Rm and Rp 0.2 of D1 are within the tolerances of 1.4501. Only the elongation is lower than expected for this material. Early failure in this case may be due to material defects, but also to the presence of intermetallic phases with high Cr and Mo content [14].
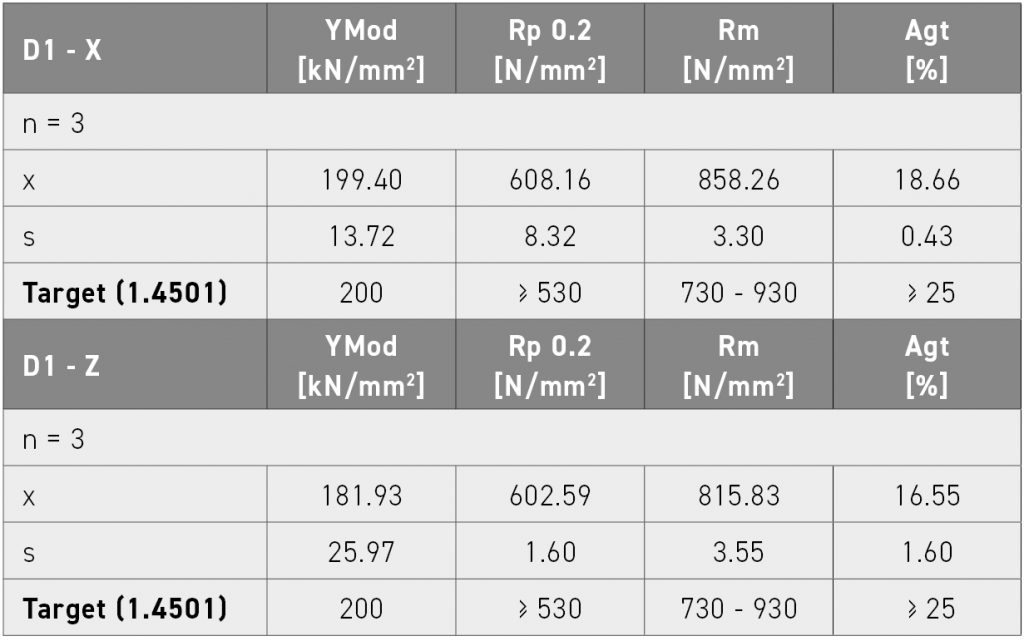
The modulus of elasticity was determined from the stress-strain curve and may be inaccurate. The modulus of elasticity of the Z specimen does not reach 200 kN/mm on average, and the standard deviation is twice that of the X specimen. Since all values of the Z specimen are lower, this is probably due to the anisotropic material behaviour of PBF-LB components. This behaviour is generally caused by the rapid melting and solidification process [15]. In general, the stress in the direction of the layers must be lower than orthogonal to the layers.
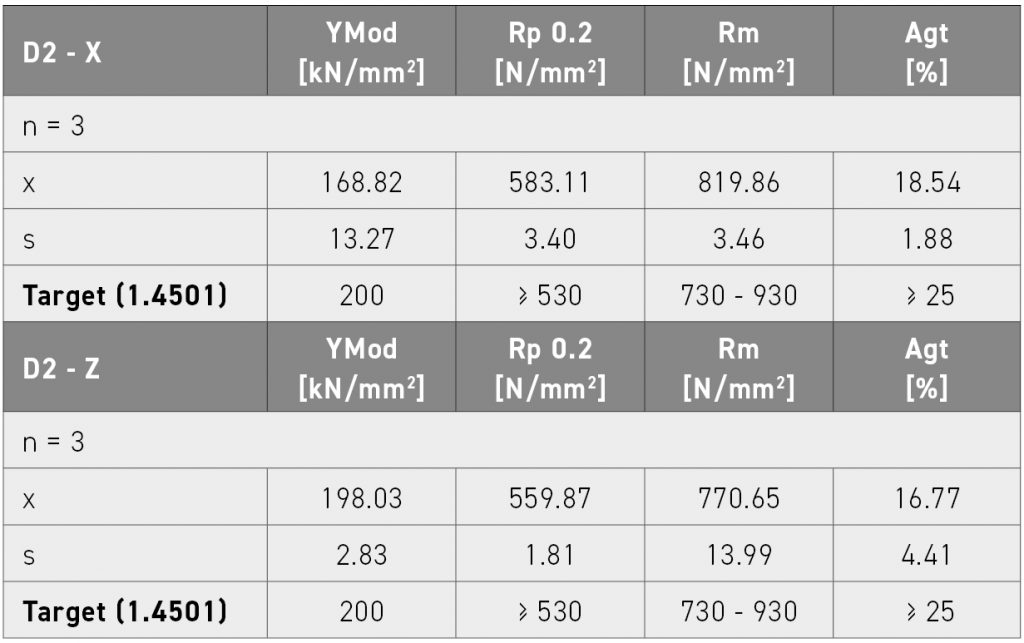
A similar behaviour can be observed in the results for D2. Table 9 shows the average results (x), including the standard deviation (s), of the D2 mix in the X and Z directions compared to the target values of conventionally produced 1.4501. The modulus of elasticity is low for the X specimen, but the other values are within tolerances and in a similar range to the other specimens.
Conclusions
In this research, two different metal powder blends were processed by PBF-LB and compared with samples of pre-alloyed powder and conventionally produced parts. The investigation focused on the homogeneity of the parts and the corrosion resistance and tensile strength that depend on it. The following conclusions can be drawn from the work:
- The parts produced with the powder mixtures were successfully manufactured with PBF-LB, and the chemical composition corresponds to the analysed or calculated powder composition
- Some non-fused particles may occur locally
- Diffusion annealing can reduce the inhomogeneity and improve the corrosion resistance.
- The PBF-LB process itself has a great influence on the corrosion behaviour, especially on the porosity
- The tensile tests show that the parts can be loaded in the same way as conventionally manufactured parts, since the tensile strength is within the tolerances of the material. Only the elongation is somewhat lower
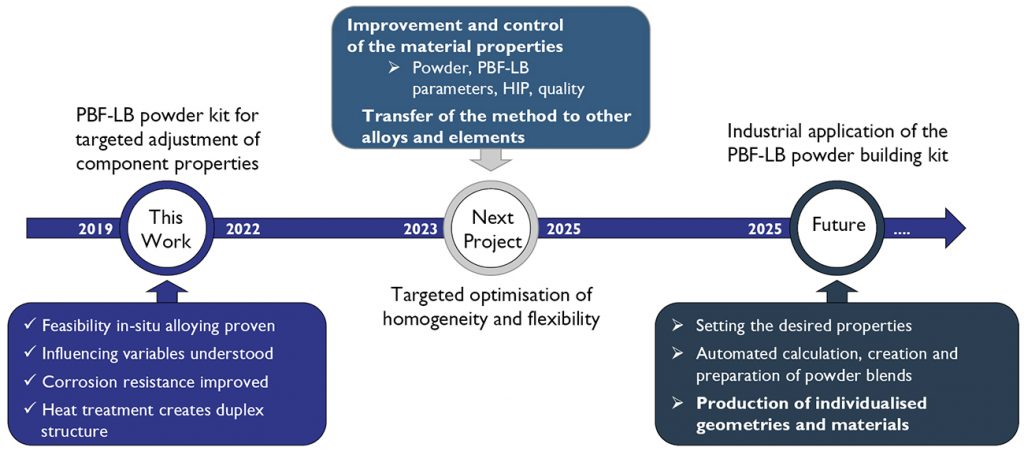
Further research needs to be conducted to determine a parameter set for stable chemical and microstructural homogeneity at each location of the samples. A reliable process with homogeneous parts is required to bring these alloys into industrial applications. Further investigation should include a systematic analysis of the heat treatment conditions and the resulting mechanical properties. Heat treatment can potentially lead to a more reliable microstructure. The expected timeline for the powder kit’s development is shown in Fig. 10.
Contact
Michael Norda
Project Leader Additive Manufacturing
Fraunhofer IFAM
Wiener Straße 12 28359 Bremen,
Germany
References
[1] ‘The corrosion of superduplex stainless steel in different types of seawater,’ Francis, Ruthie & Byrne, Glenn & Warburton, Geoffrey. s.l.: NACE – International Corrosion Conference Series, 2011
[2] Mohammad Hossein Mosallanejad, Behzad Niroumand, Alberta Aversa, Abdollah Saboori. ‘In-situ alloying in laser-based additive manufacturing processes: A critical review,’ in Journal of Alloys and Compounds. 2021, Bd. Volume 872
[3] Clayton, R M, ‘The use of elemental powder mixes in laser-based additive manufacturing,’ Missouri: Missouri University of Science and Technology, 2013
[4] C Haase, F Tang, M Wilms, A Weisheit and B Hallstedt, ‘Combining thermodynamic modeling and 3D printing of elemental powder blends for high-throughput investigation of high-entropy alloys – Towards rapid alloy screening and design,’ in Materials Science & Engineering. 2017, S. Bd. 688, pp. 180-189
[5] W Li, X Chen, L Yan, J Zhang, X Zhang and F Liou, ‘Additive manufacturing of a new Fe-Cr-Ni alloy with gradually changing compositions with elemental powder mixes and thermodynamic calculation,’ in Journal of Advanced Manufacturing Technologies. 2018, S. Bd. 95, pp. 1013-1023
[6] ‘Influence of Powder Properties on the Mixing Behaviour of Metal Powders in LPBF,’ Michael Norda, Marie Luise Köhler. Digital Conference: s.n., 2021. EuroPM
[7] Shenoy, P, ‘Dry mixing of spice powders investigation of effect of powder properties on mixture quality of binary powder mixtures,’ s.l.: University College Cork, 2014
[8] Thermocalc Website. [Online] [Accessed: 25.04.2022] https://thermocalc.com/
[9] Satir, Anne and Feichtinger, Heinrich, ‘On the solubility of Nitrogen in liquid iron and steel alloys using elevated pressure,’ in Zeitschrift fuer Metallkunde 52. 09 1991, S. 689
[10] THC Childs, C Hauser, and M Badrossamay, ‘Selective laser sintering (melting) of stainless and tool steel powders: experiments and modelling,’ Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture. 2005, S. 219(4):339-357
[11] ‘Corrosion behavior of 316L austenitic steel processed by selective laser melting, hot-isostatic pressing, and casting,’ K Geenen, A Rottger, W Theisen. 2017, Mater. Corros. 68, S. 764-775
[12] Amol B Kale, Byung-Kyu Kim, Dong-Ik Kim, E G Castle, M Reece, Shi-Hoon Choi, ‘An investigation of the corrosion behavior of 316L stainless steel fabricated by SLM and SPS techniques,’ in Materials Characterization. 2020, Bd. Volume 163
[13] Houbaert, T, Ros-Yañez and Y, ‘High-silicon steel produced by hot dipping and diffusion annealing,’ in Journal of Applied Physics 91. 13. May 2002
[14] Saeidi K, Alvi S, Lofaj F, Petkov VI, Akhtar F, ‘Advanced Mechanical Strength in Post Heat Treated SLM 2507 at Room and High Temperature Promoted by Hard/Ductile Sigma Precipitates,’ in Metals 2019;9:199.
[15] Decheng Kong, Xiaoqing Ni, Chaofang Dong, Liang Zhang, Cheng Man, Xuequn Cheng, and Xiaogang Li, ‘Anisotropy in the microstructure and mechanical property for the bulk and porous 316L stainless steel fabricated via selective laser melting,’ in Materials Letters Volume 235. January 2019, S. 1-5.
Acknowledgements
The work presented was funded by IGF project 20933N of the ‘Forschungsgesellschaft Stahlverformung e.V.’ via the AiF as part of the IGF program by the Bundesministerium für Wirtschaft und Energie.
About the project
The two-and-a-half-year project ‘LPBF Powder Construction Kit’ (IGF 20933 N) started on 01.11.2019 and was completed on 30.04.2022. Work is already underway to continue the development. Interested companies are cordially invited to participate in the project-accompanying committee of the subsequent research project ’Targeted optimisation of homogeneity and flexibility in the LPBF powder building kit,’ to help shape the investigations in this research project and to find out about the current results. Funding for the project is to be applied for within the framework of the programme for the promotion of joint industrial research (IGF) via the Research Association for Steel Forming (FSV).
LAST MONTH’S MOST-READ ARTICLES












