


Metal AM on an industrial scale: GKN Additive draws on decades of sintering expertise to commercialise Binder Jetting
Binder Jetting's position as an accepted mass production technology for precision metal components is on the near horizon. The coming success will, however, rely as much on expertise in the sintering process as it does on expertise in jetting binder onto a powder bed to make 'green' parts. This article reports on how GKN Powder Metallurgy's Additive Manufacturing division, GKN Additive, has leveraged decades of sintering expertise in high-capacity continuous furnaces, combined with its application development expertise, to deliver the series production of special filters by Binder Jetting for Schneider Electric. [First published in Metal AM Vol. 9 No. 2, Summer 2023 | 10 minute read | View on Issuu | | Download PDF]

GKN Additive’s use of HP’s metal Binder Jetting (BJT) technology made headlines in the industrial media in September 2022 when it was announced that commercial production of a special filter for Schneider Electric was underway. The announcement highlighted the enormous potential of metal Binder Jetting for industrial applications, including clear cost advantages in serial production, a fast time-to-market, the ability to add innovative product features, and the ability to flexibly adapt products and components to customers’ specific requirements.
Whilst most attention at the time of the announcement was focused on the capabilities of the Binder Jetting process itself, what was also crucial to the success of the project was the sintering expertise that GKN Additive was able to leverage, thanks in large part to its decades of experience producing high performance structural components by Metal Injection Moulding (MIM) and Powder Metallurgy for the automotive industry.

Whilst sintering is becoming a more widely understood process within the metal AM community, what is notable about GKN’s achievement with the filter for Schneider Electric is that these parts were produced on GKN’s continuous sintering furnaces, in contrast to the batch furnaces that are more commonly associated with the sintering of Binder Jetting parts.
By demonstrating its capability to sinter Binder Jetting parts in a continuous furnace system, which lends itself to the production of much higher volumes of components in a more efficient manner than batch systems are capable of, another hurdle on the route to high-volume production by metal Binder Jetting has been overcome.
It should, of course, be noted that the use of batch versus continuous furnaces is alloy-dependent, and the advantage of one furnace type over the other is influenced by factors such as production volume, component size and the specific requirements of an application.

The filter: features and development
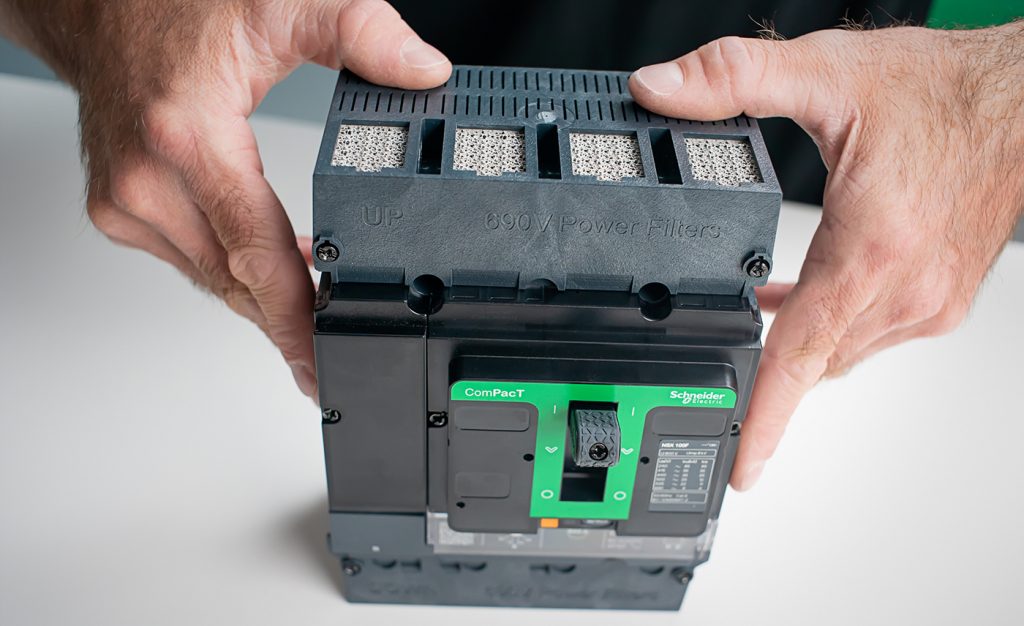
Schneider Electric, global leader in the digital transformation of energy management and automation, developed its metal Binder Jetting filter solution for its ComPacT® circuit breakers, used in large-scale industrial plants and marine applications. In case of a short-circuit, these filters capture the ionised particles and reduce the gas exhaust pressure and temperature induced by the electric arc, allowing a more compact switchgear footprint and leading to a cost-effective solution for its global customers. The filters must withstand extreme temperatures and high pressure due to the plasma, among other things.
Sheet metal assemblies were originally used for the filters, but these came with performance limitations. While developing a new solution, Schneider Electric tested various manufacturing processes, but none of them met the required performance. Using AM, the filter mesh, grid and frame could be manufactured as a monobloc – i.e. in one piece. Laser Beam Powder Bed Fusion (PBF-LB) brought successful results, but proved to be too costly for series production due to the filter’s complex internal structures. The Binder Jetting process proved to be attractive, however, the depowdering of the filter itself presented some initial challenges.

In order to advance the project, HP brought GKN Additive onboard. GKN Additive, an early partner for the commercial development of HP’s Metal Jet technology, benefits from the wider expertise of GKN Powder Metallurgy, the world’s largest producer of sinter products and the second largest manufacturer of metal powders. The company has developed extensive expertise in multiple metal Additive Manufacturing technologies over recent years. As a result of this, and its existing manufacturing capabilities, GKN Additive is able to offer cost-effective industrial-scale production for its customers, while leveraging the significant innovation potential that AM offers.

“As consultants and product developers, we take a very close look at the design of a product and, whenever possible, optimise it for a customer’s requirements and the production process. We refer to this approach as ‘Design for Sintered AM’,” said says Stefan Hundrieser, Global Product Centre (GPC) Manager Additive Manufacturing at GKN PM. After just eight weeks, GKN Additive was able to provide functional sample parts for validation testing.
“With metal Binder Jetting, the production process is the same for sample parts as it is for series production. This is a decisive advantage over other manufacturing technologies when it comes to sample production. Sample parts are traditionally manufactured using a different process and there is always uncertainty about the extent to which the samples represent the later series parts,” emphasised Hundrieser.
“Metal Binder Jetting, in contrast, is not limited to prototype or low-volume production. Even the sample parts have almost the exact same specifications as the finished series parts. Thus, the process enables scalable Additive Manufacturing of metal with precise reproductions of the most complex shapes on an industrial scale – on time and on budget.”
‘Design for Sintered AM’: important impetus for product development
The challenge in this project was to set up robust, profitable series production within a short timeframe. In order to do so, the entire process had to be coordinated and optimised.
“At the beginning of a product’s development, we have the ability to decisively and positively influence the design for improved function and manufacturability. This also influences cost, taking into account cost drivers such as part size (furnace space), weight (powder cost) and depowdering (labour cost) in the overall process. In addition, we can give our customers important impetus for their product development at this stage. This is a fundamental part of our consulting and coaching services and is what makes our ‘Design for Sintered AM’ unique,” stated Hundrieser.
This includes a push to achieve maximum ‘part density’ in the design space – creating a component to be as compact as possible so that it can be produced cost-effectively. The more compact the product, the smaller the space required in the Binder Jetting machine and sintering furnace.

Other key considerations include managing shrinkage and distortion during sintering. Without a deep understanding of the sintering process, there is a risk of poor dimensional accuracy in the final parts – and thus a great amount of scrap. Designing a component that can be sintered without expensive sintering supports or setters, or eliminating the need for post-processing, can save significant process costs. Powder development is also extremely demanding; precise matching to the build and sintering process requires extensive metallurgical expertise.
“It is vital to understand that part design and the creation of the ‘green’ part in the Binder Jetting machine aren’t the whole story,” explained GKN PM R&D engineer Johannes Bergfeld. “It is not until sintering that the ready-to-use product is created. To ensure that it turns out stable, consistently precise with tight tolerances, and well reproducible, you have to know the entire complex process chain very well. This includes the product design and the composition of the powder as well as the build process, depowdering, sintering, post-processing and quality assurance.”

Metal Binder Jetting + Sintering = ‘Sintered AM’
“Sinter-based Additive Manufacturing – or ‘Sintered AM’ as we call it – requires enormous know-how. This is precisely where our expertise lies,” stated Hundrieser. “We have extensive experience in Powder Metallurgy, as well as a high level of expertise in metal Binder Jetting and high-volume sintering. We are able to optimally coordinate all components and parameters – while of course observing the needs and specifications of our customers. We are just as familiar with managing complex projects as we are with maintaining the highest quality standards, such as those often found in the automotive industry. That’s why we have mastered the entire process and can accompany major industrial projects on an equal footing.”
Only nine months after the initial contact with Schneider Electric, GKN Additive was already able to start series production of the filters. For this purpose, the Binder Jetting process was connected to all systems (logistics, production planning, quality assurance, etc.) at the GKN plant in Bad Langensalza, which usually produces far higher quantities of parts for the automotive and other industries – thus creating the conditions for highly efficient process development.
“The plants in which we use Binder Jetting combine the standards of the automotive industry with Additive Manufacturing series production. This allows us to meet even the most complex industrial requirements – far beyond the Additive Manufacturing world,” explained Hundrieser.
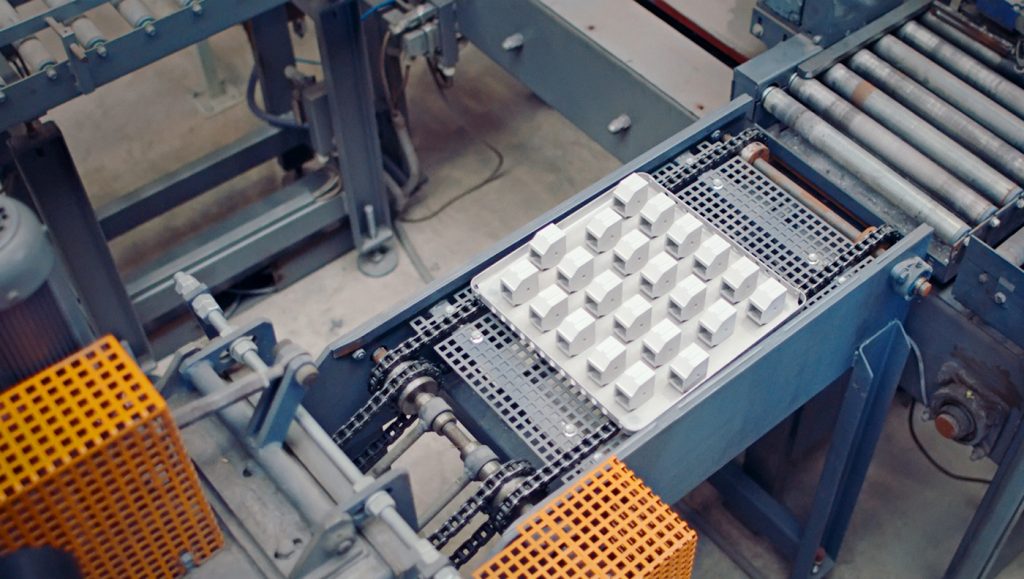
Production was carried out in a three-shift operation with three Binder Jetting machines (expandable to up to twelve machines if required), three curing stations, and a sintering furnace modified for the Binder Jetting process, which can handle up to six machines. Through this approach, up to 1,300 parts per month could be produced in a short timeframe and, with scaling, multiples of this are possible. Over 5,000 parts were delivered for the pilot series.
Another advantage of the Binder Jetting process: the results of process optimisations, such as build parameters or design adjustments, can be quickly evaluated and integrated into the next development step. A special flow test ensures that all parts supplied meet the required specifications. “We have the know-how to meet even demanding quality assurance and documentation requirements. This also applies to our broad base of suppliers used for all possible post-processing operations,” commented Hundrieser.

“The joint project with GKN Additive and HP has completely convinced us of the sinter additive process,” confirmed Thomas Rivoire, Industrialisation leader at Schneider Electric. “Thanks to GKN Additive’s tremendous know-how, we benefit from a highly innovative and flexible process with clear cost advantages in volume production”.
Dr Guillaume Fribourg, Additive Manufacturing expert at Schneider Electric added: “In addition, the redesigned filters feature significant improvements: increased stiffness which results in higher efficiency, and easier integration. However the key benefit is for our customers: reducing the size of the cabinets by 20-30%, thus reducing the global electrical switchgear footprint, and as a consequence the related material consumption, including copper busbars.”
“We master the entire process from powder production to design, part build, sintering and post-processing, and we offer everything from a single source. We have a global presence in Additive Manufacturing and we know the pitfalls and impacts and know which adjusting screws to turn – that is the exclusive added value we offer our customers. We can produce components with complex geometries on an industrial scale and demonstrate additional added value in the products,” stated Hundrieser.

“Binder Jetting makes metal Additive Manufacturing scalable for industrial medium- and high-volume production. But there is much more to this technology: it offers huge optimisation potential for many components,” stated Johannes Bergfeld. “Time-to-market is significantly reduced, and by integrating findings from the process back into the design, we can introduce new ideas and product features at any time – even at short notice. This can include, but is not limited to, optimising flow paths in hydraulics or overcoming installation space or performance problems, for example, in the off-highway sector, or with high-pressure hydraulic components.”
This enables users to respond more quickly to market requirements, adapt products with a high number of variants rapidly and flexibly to customer wishes, while at the same time significantly reducing their inventories. When a series production has long since stopped, products can still be additively manufactured on-demand because the files are available in digital form.
Enormous potential for all industries
Industrial companies from all sectors can benefit from these advantages, especially if they are under high pressure to innovate and are reaching their limits with conventional technologies such as Metal Injection Moulding. “We help discover new dimensions of products and add new value to them: for example, when new functionalities are needed, when the design is not yet fully defined, when delicate geometries or complex components with complicated compositions are involved, or when customised mass production is required. There are still millions of possible applications and project ideas to be discovered,” stated Hundrieser.
“The earlier we are involved in the development process, the better we can implement ‘Design for Sintered AM’ and generate the maximum added value. Yes, Binder Jetting is more expensive than conventional standard manufacturing technologies, but significantly cheaper than other Additive Manufacturing processes. We should also remember that, technically, many products could be produced by Binder Jetting, but not all are commercially worthwhile – other processes may be a better fit.”
“As a global industry partner and one of the leading Additive Manufacturing parts producers, we understand the needs and processes of the industry,” said Hundrieser. “We consult and support customers and interested parties in realising their ideas from the initial concept phase to industrial series production.”
Contact
Christiaan P Klaus
Global Strategic Marketing Manager GKN Powder Metallurgy
[email protected]
www.gknpm.com

LAST MONTH’S MOST-READ ARTICLES












