


Additive Manufacturing for jewellery and watchmaking: Exploring the potential of sinter-based technologies
Three years ago, Metal AM magazine published a widely read article on the use of Laser Beam Powder Bed Fusion (PBF-LB) technology for precious metal jewellery production. Today, the continuing rise of sinter-based AM technologies promises to open up the jewellery sector yet further, with new opportunities for both mass-market production as well as bespoke pieces. Chiara Armbruster, Sonja Kappler, Carlo Burkhardt, Gerald Mitteramskogler and Apollinaria Frydmann offer an overview of this new generation of solutions and the state of the technology. A number of application examples are also presented. [First published in Metal AM Vol. 9 No. 1, Spring 2023 | 20 minute read | View on Issuu | Download PDF]
Metal Additive Manufacturing has the potential to revolutionise the world of commercial jewellery production. While casting, and to a lesser extent Metal Injection Moulding (MIM), have been go-to methods for mass production in these industries, they come with their own limitations that restrict design freedom. The use of Additive Manufacturing is helping to address these limitations and open a new realm of possibilities for designers.
The jewellery industry, however, has stringent requirements for final product quality. These requirements include excellent surface finish, the need for small and thin-walled structures, and high final density demands. Despite these challenges, the AM of jewellery pieces has established itself as a serious production method. Initially, AM was used to produce lost wax models as a starting point for the casting of prototypes or medium lot sizes, but the technology is now used to produce final customer parts.
The market for metal AM of jewellery applications is expected to experience a compound annual growth rate of 10% from 2021 to 2031, corresponding to a growth in business from $489 million up to $989 million.
There are numerous AM processes for metal now available and these can be broadly categorised into fusion-based and sinter-based processes.

Fusion-based technologies, such as Laser Beam Powder Bed Fusion (PBF-LB), have achieved rapid adoption in the market for the production of complex-shaped metal parts. However, the process for small precision parts with high tolerances and/or surface quality requirements is complex and high equipment costs and low production speeds can introduce cost barriers. The use of fine powder, which generally delivers better surface properties also poses impediments to the use of PBF-LB. Despite this, there have been numerous successes in the jewellery sector as reported in the article ‘Innovation and differentiation: Precious metal Additive Manufacturing in the jewellery sector’, published in Metal AM Vol. 6 No. 2, Summer 2020 [2].
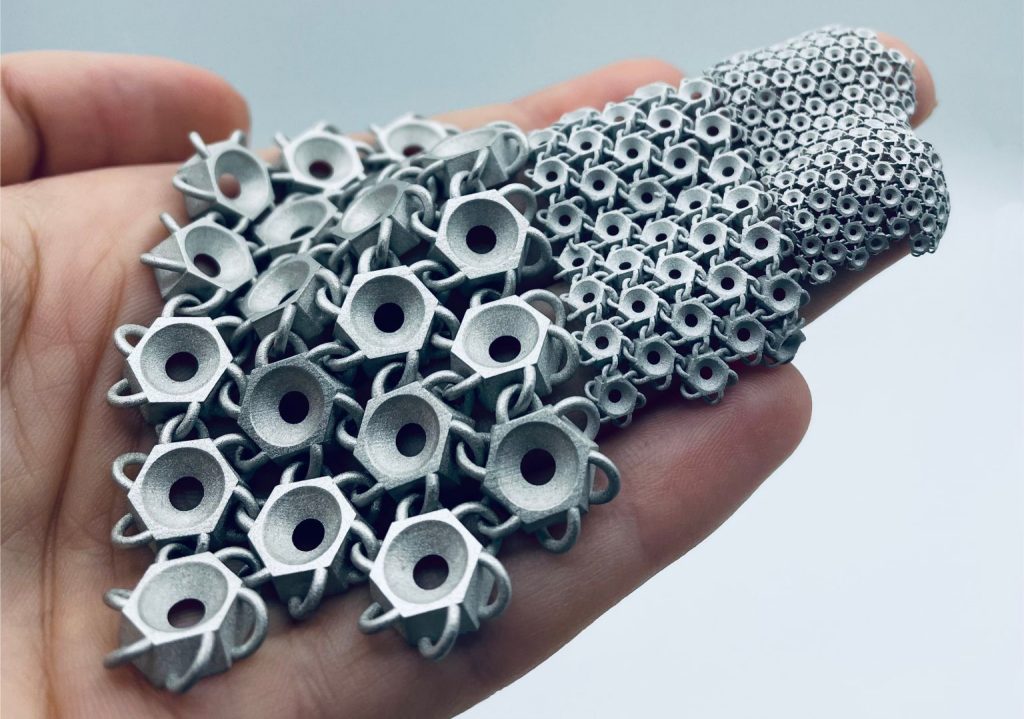
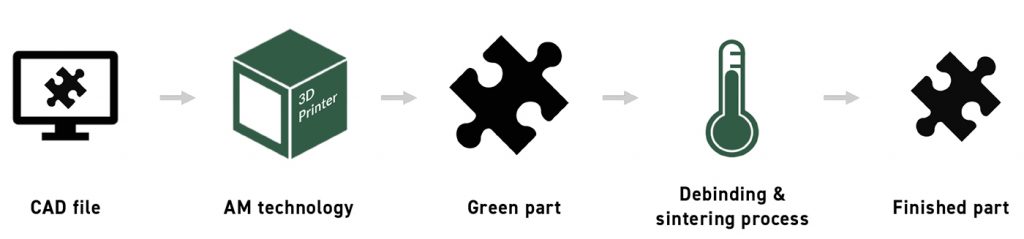
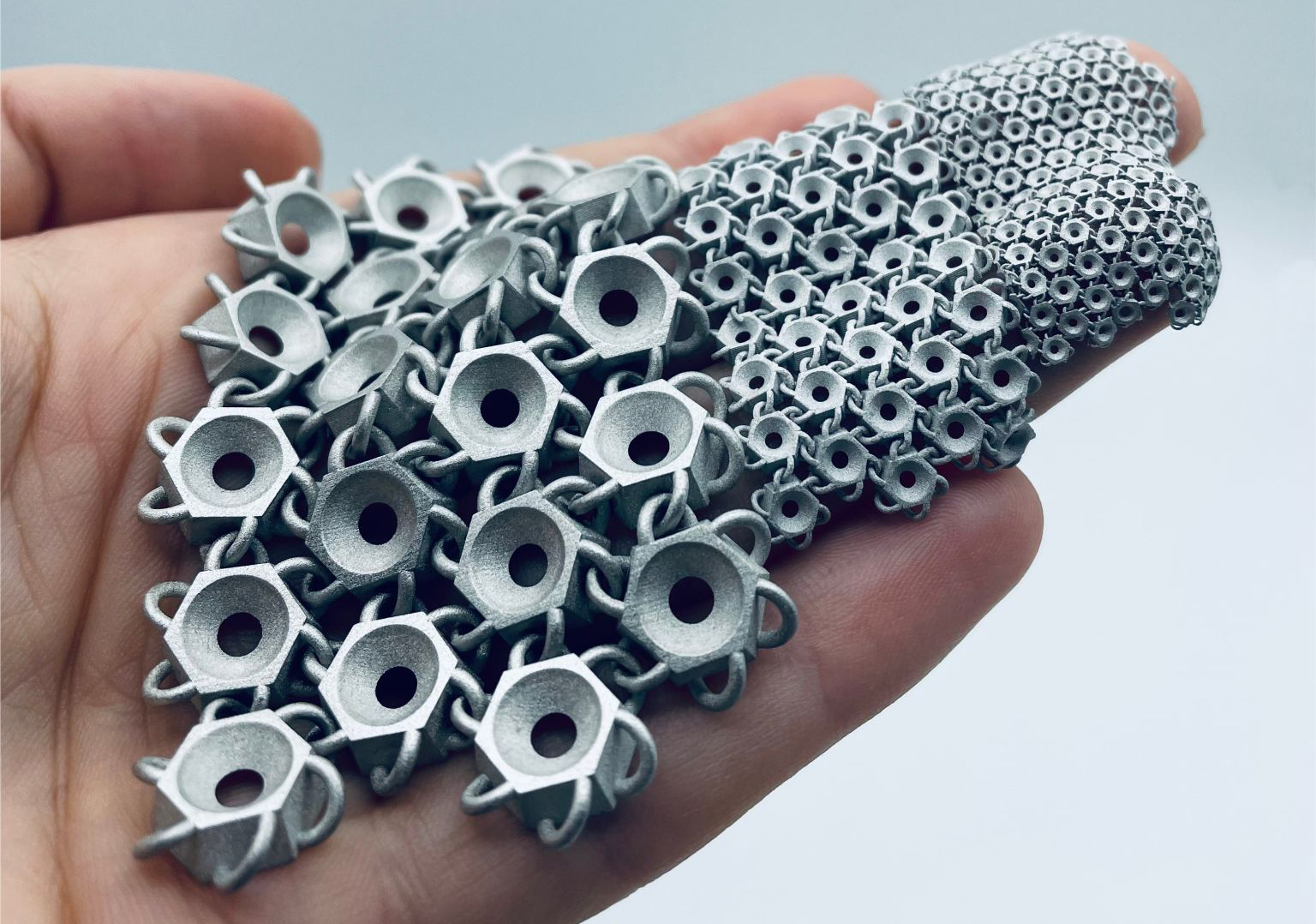
To overcome the restrictions of PBF-LB, sinter-based AM solutions can be used to produce high-precision parts. In this type of Additive Manufacturing, sometimes indirect AM, a polymeric ‘green’ part with a high metal powder content is additively manufactured. The polymer is then removed in consecutive steps and the metal particles fuse during sintering, typically in a vacuum furnace, to form a dense, metallic component.
Sinter-based AM process allows for a wider range of available metal powders, including those that are unsuitable for PBF-LB due to laser absorption issues or being prone to stresses caused by rapid heating and cooling rates when ‘welding’ with laser beams. The microstructures of parts produced by sinter-based AM processes are free of internal stresses – a key factor for high fatigue strength and the mechanical performance of the part. Companies such as Incus GmbH, Austria, and MetShape GmbH, Germany, are working together to develop and offer different materials relevant to the jewellery industry, including silver, gold, copper, cobalt chrome, and many more.
With the availability of new sinter-based AM solutions, designers can create small, high-precision metal parts with high surface quality and tight tolerances. The industry can look forward to a wider range of available metal powders and increased innovation as these new technologies continue to evolve and improve.
This article explores two of the main sinter-based AM technologies available to the jewellery industry.
Vat Photopolymerisation
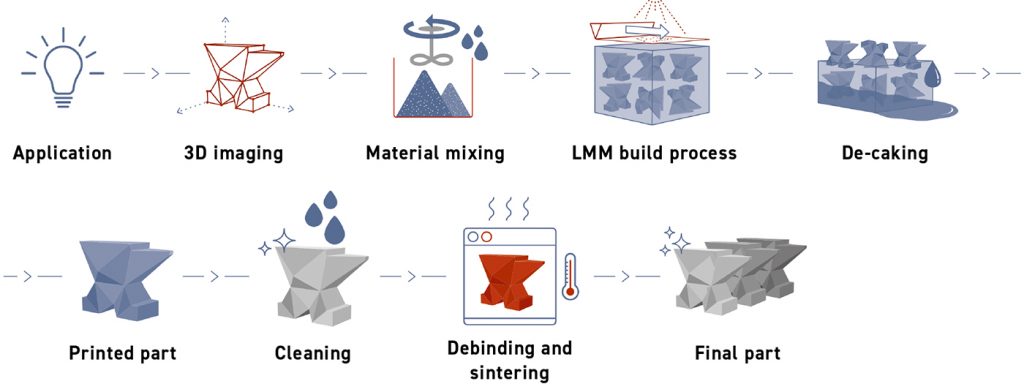
Incus, as an AM technology provider, and MetShape, an early adopter and development partner, have teamed up to bring what Incus refers to as Lithography-based Metal Manufacturing (LMM) to the jewellery and luxury goods industry. LMM, defined as a Vat Photopolymerisation (VPP) process under ‘ISO/ASTM 52900:2021(en)
Additive manufacturing — General principles — Fundamentals and vocabulary ISO’s AM terminology guidelines’, is an AM process that builds parts by dispersing metal powders in a light-sensitive photopolymer resin or binder. The mixture or feedstock is selectively polymerised by exposure to light, resulting in the layer-by-layer production of green parts with exceptional surface quality and high resolution.

As one of the oldest polymer AM technologies, VPP has a track record of producing parts with both a high-quality surface finish and complexity at an economic build rate, and enables the processing of MIM-grade powders that are typically too fine for PBF-LB. These powders show a high activity in sintering, resulting in the high final density that is necessary for highly polishable surfaces.
The current model of Incus’s LMM machine, the Hammer Lab35, is intended for material development and medium volume production. Equipped with simple-to-operate software, it takes minutes to set VPP build parameters and start a new build job. This technology offers significant advantages over conventional AM technologies, including a wide range in part size (from 1-120 mm), high green part strength, and a smooth surface finish (Ra < 3 μm).

However, one major cost driver of the total cost-per-part of sinter-based AM is the depowdering and cleaning of the as-built parts. Because the photopolymer resins used in VPP result in a high green part strength that is similar to ‘as-moulded’ green MIM components, an easy and potentially automated extraction of the green parts is possible. Ultrasonic cleaning can also be used to remove any unpolymerised feedstock from the surface. Automating this process reduces the potential for scrap by improper handling and significantly reduces manufacturing costs, especially for small and complex pieces where the cost of manufacturing alone is only a fraction of the total cost per part.
Incus will launch its high-volume production concept, the Hammer Pro, at Formnext 2023 in Frankfurt, which will show build speeds competitive with currently available metal Binder Jetting technologies. The Hammer Lab35 AM machine has a build volume of 89.6 x 56 x 120 mm and a resolution of 35 µm. The machine is just one stage in the whole processing chain of any sinter-based AM solution, but its unique features make it an attractive choice for the jewellery and luxury goods industry.

Metal BJT and other sinter-based technologies
Aside from LMM, there are also other sinter-based AM technologies that can be used for jewellery manufacturing. Metal Binder Jetting (BJT) technology in particular allows manufacturing of both small and large quantities of precise parts. The first process step in metal BJT is to create a green part by spreading a layer of metal powder onto the bed of an inkjet printer and forming a part, layer by layer, by the selective deposition of a binder. After the green part has been built, it has to be extracted from the bed of loose powder before a debinding and sintering process, similar to other sinter-based AM technologies, is carried out. With metal BJT technology, surface qualities of Ra 3-5 µm and tolerances of ±0.1 mm can be achieved.
The higher resolution of LMM outperforms metal BJT in respect to surface quality and very small, filigree parts. Green parts manufactured with LMM technology are also often less fragile than metal BJT green parts, making handling less complex. However, metal BJT technology not only offers higher productivity, but can also be cost competitive, especially for larger parts.

Other sinter-based technologies such as pellet or filament-based Material Extrusion (MEX), also known as Fused Deposition Modelling (FDM) or Fused Filament Fabrication (FFF) are not yet able to achieve competitive surface qualities and are therefore less applicable for jewellery applications where surface quality is crucial. These technologies are rather useful for larger parts where surface quality is less important, but productivity and prices are decisive factors.
As MetShape is not only a production service provider, but also specialises in the development of debinding and sintering processes for additively manufactured parts, they have established a huge knowledge base regarding the design of parts applicable for sinter-based AM, as well as sintering supports and process parameters. This allows them to enable their customers to optimise their part design for AM and manufacture with the most suitable sinter-based technology for their application purposes. Besides part production, MetShape also offers toll sintering services for all sinter-based technologies.
Individualisation as the key trend for AM jewellery
The jewellery industry is experiencing a significant shift towards customisation and individualisation, which has created many new business opportunities. While traditional manufacturing processes were reliant on drawn designs and handcrafted production, the digital age has accelerated the individualisation trend using digital design tools. AM technologies are enabling a similar trend and providing great application opportunities in the dental industry for patient-specific dental brackets and restorations. With Additive Manufacturing offering an excellent starting position when producing customised products in short manufacturing cycles, many jewellery companies are expected to test their possibilities with new manufacturing technologies. Sinter-based AM technologies such BJT and LMM are specialised in high precision applications and can accelerate the economic customisation of jewellery products.
One example of a highly customised product made using Additive Manufacturing is a pendant, as shown in Fig. 6, based on the street map of Vienna. The intricate pattern of the city’s geographical outline was produced using the Hammer Lab35 technology, which offers a resolution of 35 µm and a layer thickness of 25 µm. The Hammer Lab35 allows up to six pieces to be additively manufactured in a single layer on the building platform in less than thirty minutes, including setting up the machine. For longer build jobs, the entire build volume with multiple layers can be utilised without the need for support structures. The extraction or decaking of all the green parts requires only limited manual operations and can be completed in under five minutes. The use of MIM grade powder (d50 around 8-12 µm) allows for exceptional surface aesthetics (<3 µm Ra) in every direction after sintering. With standard polishing or sandblasting operations, surface quality similar to MIM can be achieved.

Small-batch production is often a challenge for manufacturers in the jewellery industry, as creating a specific mould for each unique part can be cost prohibitive. Incorporating the right Additive Manufacturing technology can bring new design and production possibilities, as well as customisation options for clients. Personalised rings, as shown in Fig. 7, and pendants are an upcoming customer trend due to the self-expression and subsequent emotional attachment customised gifts enable. Sinter-based AM can easily adapt economically to different designs and variations without set-up times and tool manufacturing. Especially for very detailed and complex jewellery applications, sinter-based AM can be an economic alternative to investment casting or MIM technology.

High-volume production with sinter-based AM
Within the jewellery industry there is a huge difference between luxury pieces and ‘mass market’ jewellery. The focus of the luxury industry are the highest quality, individualisation, and the production of exquisite art pieces, whereas, in the non-luxury jewellery industry, costs, high-volume production, and delivery times are decisive factors.
Opportunities for sinter-based AM for high-volume production of jewellery goods lie in the high flexibility of design variants, as well as the ability to deliver on demand-driven production volumes. Sinter-based AM processes are better suited to high-volume production thanks to a lack of support structures, processes with high build speeds, and lower overall costs. However, post-processing is a considerable cost factor in all AM technologies and makes many applications less economical. To minimise post-processing costs, experience along the whole process chain – in particular, sintering – is crucial to come up with parts that do not need any post-processing steps and can go directly to polishing or other refining processes.

When comparing the production costs of sinter-based AM with investment casting or any other process used for high-volume production of jewellery, part design is crucial. For existing simple high-volume products, traditional production may inevitably be more economical. Where conventional technologies reach their limits due to, for example, design complexity or differences in wall thickness, production with high precision sinter-based AM technologies like LMM becomes more attractive.
One possible application for sinter-based AM in high volumes are bracelet links (Fig. 8). For this application, precision and dimensional accuracy is crucial as the pieces need to be linked together. Jewellery pieces also require a certain level of surface finishing, easily enabled when automated processes like electropolishing are applied on high-precision, sinter-based LMM parts.

Additive Manufacturing enables outstanding new jewellery
When using AM technologies for jewellery pieces, one of the biggest advantages is the design freedom that is enabled by support-free sinter-based AM technologies. LMM combines the principles of investment casting with the benefits of digital design and manufacturing to produce exquisite pieces of jewellery with intricate geometries that were previously impossible to achieve with traditional methods.
By using LMM, jewellery manufacturers can produce complex structures such as interwoven, interlinked, and twisted parts in the highest quality without the need to design support structures to connect the pieces to the build platform or to support overhanging structures. Overhangs, cavities, and sharp edges can be reliably reproduced. Designers can let their creativity run free when designing new jewellery pieces. In addition, the negative effects of supports on the surface of the parts can also be avoided. Because of the high-quality recoating mechanism and high resolution of the industrial projector unit, the surface aesthetics are the same in every build direction and independent of part orientation.

Jewellery pieces, especially luxury watches, often consist of many customised parts and have relatively low production volumes. These factors limit the use of traditional production technologies such as MIM for economic reasons, leaving a gap in the market for an alternative solution that can produce small and micro parts with high precision in low quantities (Fig. 9). Also, additively manufactured parts can easily be finished with polishing processes like electropolishing or plasma polishing, as well as galvanic procedures like gold alloy plating (Fig. 10). With this combination and knowledge of sinter-based AM and finishing services, the visions of jewellery designers can be fulfilled and previously impossible to manufacture pieces can be created.

Another use case for Additive Manufacturing often requested by customers is watch parts. From the watch case up to the pointers and numbers on the dial, almost every piece of a watch can be additively manufactured. Of course, there are some parts where it isn’t economically viable to use sinter-based AM solutions – but, for complex parts of low or medium annual production quantities, or even one-off pieces, it makes sense to take a closer look at sinter-based AM and consider it as an economic and precise manufacturing process.
Small and precise parts with micro drillings and thin walls are essential in the jewellery industry, where small details can make all the difference. In order to produce these pieces in the required accuracy, the green parts need to be strong enough to handle the depowdering/material removal procedures after the build process. Showing a similar green part strength to MIM, the green parts produced with LMM can easily be processed and handled in preparation for the sintering operation. Any excess feedstock in holes of parts flows out and, where necessary, compressed air can be used. The excess material can be recycled for the next build run.
Hironori Kondo, an Additive Manufacturing specialist, has used Incus technology as a solution for a number of challenging projects, including a gyroidal geometry as seen in Fig. 11. The self-supporting build – free of support structures – allowed Kondo to achieve a flawless result, with no discernible imperfections after manufacture, removal and sintering. The benefits of the LMM process delivered the desired surface aesthetics without the need for additional polishing.

Precious metal AM via LMM takes the jewellery industry to the next level
The processing of precious metals by AM – such as sterling silver, gold, and platinum – is becoming increasingly popular in the jewellery industry. While a few manufacturers have already adopted this technology using Laser Beam Powder Bed Fusion, the field of precious metals in sinter-based AM is still in its early stages of development. LMM technology has proven to manufacture green parts in the best possible resolution and quality for sinter-based metal AM. While already well established for steel and copper alloys, the debinding and sintering still need to be further optimised for this new and exciting range of materials. The experts at Incus and MetShape have already built extensive knowledge in this area and are excited to work with you on new challenges.

Authors
Chiara Armbruster and Sonja Kappler
MetShape GmbH, Germany
[email protected]
[email protected]
www.metshape.com
Prof. Dr. Carlo Burkhardt
The Institute for Precious and Technology Metals (STI),
Pforzheim University, Germany
[email protected]
www.hs-pforzheim.de
Dr. Gerald Mitteramskogler and Apollinaria Frydmann
Incus GmbH, Austria
[email protected]
www.incus3d.com
MetShape
MetShape GmbH is a production service provider specialising in sinter-based Additive Manufacturing of high-precision small and micro metal parts. The company has developed a unique process know-how and next to the part production focused especially on the sintering process of their applied two-step production process. Consequently, MetShape also offers services alongside the part production with the LMM technology and its unique process know-how enables them to offer high-quality, finished components that can be used for series applications.
The Institute for Precious and Technology Metals – STI
The Institute for Precious and Technology Metals (STI) at Pforzheim University is an accredited materials laboratory, working closely with a large number of SME and large enterprises on materials optimisation, failure analyses and quality improvements of standard and speciality materials. With its research activities on recycling of permanent magnets and sinter-based additive manufacturing, it is at the forefront of European research, coordinating and participating in a number of European and national projects with an overall budget of >€30 million.
Incus
Incus GmbH is an engineering company based in Vienna, Austria, that provides an innovative solution for the additive manufacturing of high-performance metals. The company was founded in 2019 by Dr Gerald Mitteramskogler, a mechanical engineering professional with more than ten years of experience in Additive Manufacturing.
References
[1] “3D Printing Jewelry Markets 2023: Market Study and Forecast”, www.smartechanalysis.com
[2] ‘Innovation and differentiation: Precious metal Additive Manufacturing in the jewellery sector’, Metal AM Vol. 6 No. 2, Summer 2020 www.metal-am.com/articles/innovation-and-differentiation-precious-metal-additive-manufacturing-3d-printing-in-the-jewellery-sector/
LAST MONTH’S MOST-READ ARTICLES












