


Hot Isostatic Pressing and AM: How to improve product quality and productivity for critical applications
Metal Additive Manufacturing is rapidly gaining momentum across a broad range of industries and is often used for producing components for challenging applications such as medical implants and rocket engines. To maximise the mechanical strength and fatigue resistance of such critical AM parts, they must be processed by Hot Isostatic Pressing (HIP) to eliminate any residual porosity, and heat treated. Jim Shipley from Quintus Technologies provides an overview of HIP and High Pressure Heat Treatment technology for Powder Bed Fusion AM and considers the opportunities that a new generation of HIP equipment presents. [First published in Metal AM Vol. 9 No. 3, Autumn 2023 | 20 minute read | View on Issuu | | Download PDF]
![Fig. 1 HIP treatment closes pores and cracks in AM parts, improving mechanical strength substantially. X-ray tomography showing pore closure (Courtesy A Du Plessis, E MacDonald) [1]](http://www.metal-am.com/wp-content/uploads/sites/4/2024/01/fig-01-5-1024x569.jpg)
Over the past decade, metal Additive Manufacturing, and in particular Laser Beam Powder Bed Fusion (PBF-LB), has become an established technology in a number of industrial sectors. Without some of the limitations of traditional production methods, Additive Manufacturing has enabled engineers to design products with higher performance, lower production cost, longer service life, reduced weight, and a potentially reduced environmental impact.
In parallel to the advancement of AM technology, methods to improve mechanical properties through post-processing have been adopted by the industry. Post-processing methods such as Hot Isostatic Pressing (HIP) and High Pressure Heat Treatment (HPHT™) can significantly improve durability and fatigue resistance while offering the potential for shorter overall production times.

Companies in a wide range of industries are rapidly adopting this new technology, especially for use in critical applications in demanding industries such as automotive, aerospace, defence, energy and medical, where performance and safety are crucial. There are four technologies that will be covered in this article:
- Hot Isostatic Pressing
- High Pressure Heat treatment Technologies for the minimisation of oxidation, and alpha-case discolouration
- Digitalisation
Understanding the benefits offered by these technologies allows manufacturing companies to optimise their production, improve product performance, and reduce cost.
HIP for increasing mechanical strength and improving quality
The mechanical strength of AM parts in their as-built condition is generally extremely good, although, as with all manufacturing processes, there can be quality considerations. The process of adding layer after layer may give rise to pores, pockets of unfused powder, and micro cracks. These defects cause stress concentration and act as crack initiation points, having a detrimental effect on fatigue resistance and ductility [2].
Hot Isostatic Pressing is a well-proven technology for minimising porosity in AM components. During the HIP process, the manufactured parts are subjected to both high temperatures and very high pressures in a controlled atmosphere, usually argon or nitrogen gas.
The combination of high temperature and pressure closes the pores and cracks in the material, eliminates residual stresses, and ensures the metal is properly fused. The result is up to a hundred times higher fatigue resistance, and often significantly higher ductility and fracture toughness compared to as-built parts.
![Fig. 2 S-N curve of specimens with hatch distance of 0.15 mm (initial RD = 98%) after HIP with in-HIP quenching and ageing (Graph courtesy of A Kaletsch from work leading to publication [3])](https://www.metal-am.com/wp-content/uploads/sites/4/2024/01/fig-02-4-1024x573.jpg)
A well-calibrated AM process can minimise the risk of porosity in AM components to an acceptable level for some applications. For critical applications, however, porosity must be eliminated as it can lead to differences in mechanical strength, either between parts from the same batch, or in different sections of larger components. The HIP treatment of AM parts can mitigate this problem, resulting in a homogenisation of the as-built microstructure and a minimised variation in mechanical properties. HIP treatment leads to more predictable minimum design limits, and, in turn, offers the potential to save weight and cost. This is not only relevant for industries where weight is an important factor, such as aerospace and automotive, but also means that all types of products can be manufactured using less material and, thus, be more sustainable.

New HIP cycles promise even better results
HIP has been successfully used to densify castings for many decades. The nature of the Additive Manufacturing process is quite different from conventional casting, resulting in different microstructures in the as-manufactured condition. For example, the solidification and cooling rates in Laser Beam Powder Bed Fusion (PBF-LB) are very high compared to a few degrees per minutes for castings, resulting in microstructural differences even for the same alloy.
Despite these differences, some of the commercial HIP treatment cycles used for AM parts today are the same as for cast and wrought material and are not optimised for AM [4]. Several studies have shown that there is potential to achieve significant improvements in material strength when optimising the HIP process specifically to AM material, and these cycles can be different depending on the additively manufactured microstructure.
The answer to the question of why existing standards for HIP treatment are suboptimal lies in how high temperatures affect the crystalline grains that make up metal objects. The yield stress at room temperature is inversely proportional to the square root of the average diameter of these grains. In other words, the smaller the grains, the stronger the material.

When a metal is exposed to temperatures above its recrystallisation temperature, the grains increase in size. The higher the temperature and the longer the exposure time, the more the grains grow. Several studies have shown that temperatures and exposure times traditionally used for HIP treatment cause substantial grain growth, with a detrimental effect on fatigue strength.
The solution to this problem is usually to reduce the temperature and/or the exposure time, unless specific structures with large grains are needed. A study performed with Quintus Technologies examined the effect of HIP treatment of Inconel 718, an alloy commonly used for Additive Manufacturing in the aerospace industry. The use of different temperatures showed that all the positive effects in terms of defect elimination can be achieved at lower temperatures than traditionally used, and without significant grain coarsening [5].
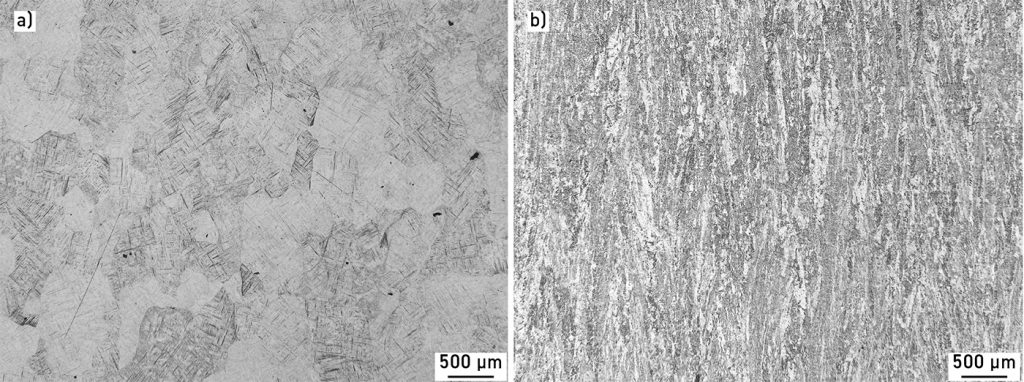
In the study, the porosity and microstructure of test samples of Inconel 718 that had been HIP treated at 1,120°C and 1,185°C respectively were compared. The results showed that the elimination of pores was just as effective at 1,120°C as at 1,185°C. Additionally, significant grain growth took place at the higher temperature, but not at 1,120°C. These results indicate that grain coarsening can be avoided by using lower temperatures in HIP cycles.

Another way to control grain growth is to shorten the HIP treatment time, which can be done with increased pressure. In another study, the effect of doubling the pressure while reducing cycle time was investigated. The researchers compared the defect content of test specimens subjected to a standard four-hour HIP treatment at 100 MPa with that of specimens HIP treated at 200 MPa for one hour. The defect content of the test specimens were equivalent to one another, proving that the higher pressure makes it possible to reduce the HIP treatment time by 75% without affecting the densification.
Studies where HIP cycles with lower HIP temperatures, shorter thermal processing time, and higher pressures have been used on AM parts show that there is potential to achieve significant improvements in material properties when optimising HIP processes specifically to an AM material. As an example, researchers studying the titanium alloy Ti-6Al-4V have found that a modified HIP cycle with lower temperature and higher pressure resulted in improved fatigue strength and significantly higher yield and tensile strength with retained ductility compared to the traditional HIP cycle.
To be able to run these new AM-optimised HIP cycles, the HIP equipment must be able to provide higher pressures and higher cooling rates than most HIP units currently used in the service sector. Quintus Technologies has spearheaded the development of new, improved HIP cycles for Additive Manufacturing and offers equipment designed for HIP treatment at pressures up to 207 MPa (2,070 bar/30,000 psi). These HIP systems offer excellent pressure and temperature control and can perform HIP treatments at extreme temperatures and pressures – up to 2,000°C and 207 MPa (2,070 bar/30,000 psi).
Boosting productivity with High Pressure Heat Treatment
HIP is often combined with different heat treatments (e.g. quenching, solution heat treatment and ageing) to further enhance the mechanical strength of AM parts. The latest generation of HIP equipment from Quintus Technologies offers the possibility to perform heat treatment directly in the HIP unit. This technology is called High Pressure Heat Treatment (HPHT) and not only reduces energy and operational costs, but also enables substantial increases in productivity and product quality.
High Pressure Heat Treatment is made possible by Uniform Rapid Cooling (URC®) and Uniform Rapid Quenching (URQ®) technologies designed and developed by Quintus. Thanks to the wire-wound design of Quintus HIP systems and patented cooling solutions, precise control over the processing temperature and cooling rate are possible. This, in turn, enables operators to tailor the microstructure and mechanical properties of the material.
The gas circulating in the furnace acts as an intermediary cooling medium between the HIP treated objects and the cooling water and has a temperature similar to the payload. This makes the cooling process much gentler than oil or water cooling, for example, and minimises the risk for cracks and deformations. Quintus URC HIP systems can cool payloads at rates of 1,700°C/minute at critical temperatures and URQ systems offer cooling rates of more than 4,000°C/minute (i.e. cooling rate and isostatic pressure gives microstructures equivalent to oil quench for carbon steels).
For maximum accuracy in steering the temperature, a thermocouple can be placed in the AM part and connected to the control system, ensuring cooling rates are kept within the tightest temperature corridors.
The precise control of the temperature in a Quintus HIP system, enabling it to both serve as a HIP and thermal treatment solution, makes it possible to save substantially on investment costs, since fewer pieces of equipment are required. It also speeds up production and saves energy as the AM parts do not have to be cooled and then reheated, as in traditional processes with separate heat treatment steps. Avoiding re-heating also prevents further grain coarsening, as discussed above [6].
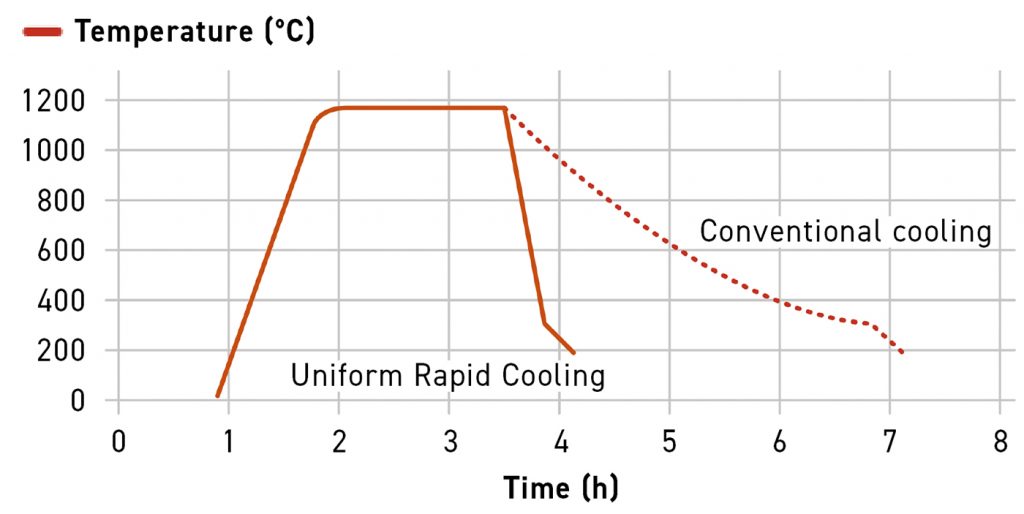
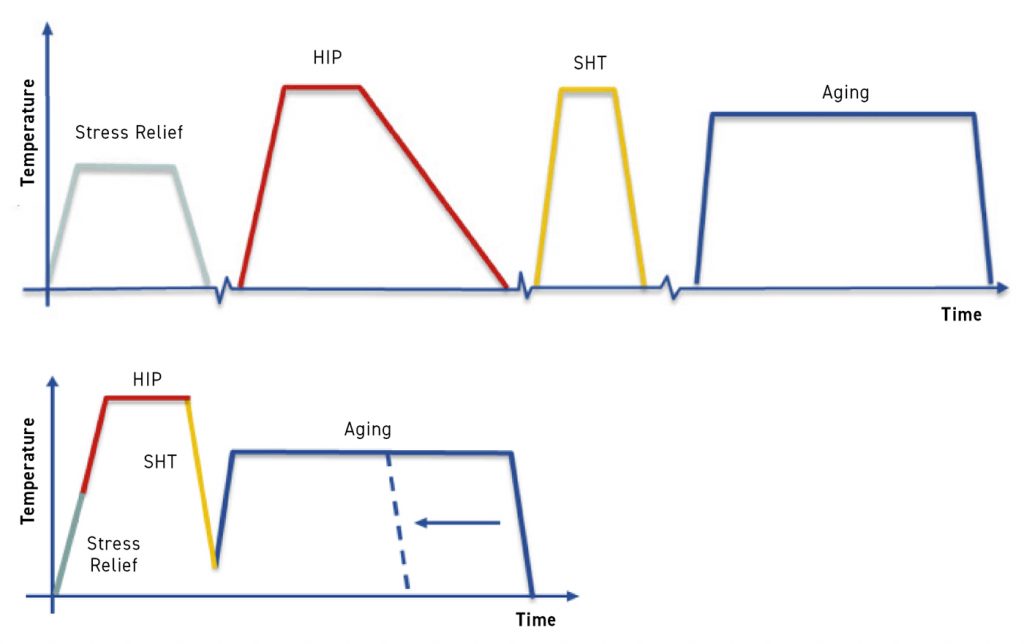
Integrating HIP and heat treatment reduces processing time and, therefore, promises a considerable increase in productivity. Quintus’ unique cooling technology was initially developed to increase productivity by speeding up the cooling step of the HIP cycle. In a Quintus HIP, the payload can be cooled in a matter of minutes rather than hours as with conventional units (Fig. 4). Productivity is improved even further when combining HIP and heat treatment. The time for heating and cooling in several of the steps is shortened or eliminated, just as time spent on transport, storage, goods receipt controls and waiting. A typical heat treatment process for AM parts is shown in Fig. 5, clearly demonstrating the time savings. The actual treatment time (not counting transport, etc.) is often reduced by more than 50%, enabling a 100% increase in productivity [7].
Fine tuning material properties
With the accurate control over the heating profile, densification segment, cooling profile, and pressure profile comes the possibility to control the microstructure of the processed AM parts and, in turn, customise mechanical properties.
With High Pressure Heat Treatment, grain growth is generally not a problem since the material is exposed to heat for a shorter total time compared to traditional heat treatment processes. This has a positive effect on fatigue resistance and mechanical strength. Another benefit of HPHT over conventional heat treatment is that the treatments are performed under pressure, which offers new possibilities to control the microstructure. The pressure during heat treatment also helps mitigate the risk of thermally induced porosity.
In addition, the combination of HPHT and HIP reduces the problem of anisotropic mechanical properties, which are common with AM parts. Due to the nature of the PBF-LB process, the grains are columnar in the build direction, which gives the parts different mechanical properties in different directions. This is problematic in many cases. Since HIP is performed at a temperature above the recrystallisation temperature, a HIP treatment can help homogenise the microstructure.
Tailored HIP cycles that improve mechanical properties are of great interest for a wide range of safety-critical applications. HPHT offers a way to increase the mechanical performance of the produced components that ensures a robust production process with consistent results.
The high pressure heat treatment of CoCr ASTM F75
Post-treatment of ASTM F75, a cobalt-chrome alloy commonly used for orthopaedic implants, illustrates the benefits of integrating HIP and heat treatment. During processing, ASTM F75 is prone to form carbides that, in some scenarios, may negatively affect mechanical properties. The standard HIP treatment of this material dissolves the carbides, but they will form again during the cool down from the HIP temperature unless the cooling is done fast enough, at around 200°C/min.
Conventional thermal processing involves HIP and an extra solution anneal treatment in a vacuum furnace at 1,200-1,230°C for 4 hours after the HIP treatment, with the sole purpose of removing the carbides to obtain the desired microstructure. Thanks to the rapid cooling offered by a Quintus HIP system, ASTM F75 parts can be cooled directly in the HIP at a high enough rate to avoid carbide formation, eliminating the need for a separate solution treatment. This means that only one thermal treatment is required instead of two; one piece of equipment is required instead of two; and the material will spend four hours less at high temperature, which is beneficial for the microstructure.
Avoiding oxidation and discolouration
Contamination of the HIP atmosphere during processing can lead to the formation of oxides, alpha case, nitrates, and carbides on AM parts. Even at low concentrations, the partial pressure of reactive gases such as oxygen becomes very high, resulting in oxidation on the surfaces of materials with high oxygen affinity, such as aluminium, titanium and chromium, as well as a wide range of alloys containing these elements. This oxidation can cause discolouration, and, more importantly, have a negative effect on corrosion and fatigue resistance.
Titanium alloys are among the materials that are most affected by oxidation. The high pressure and temperature during HIP, along with potential contaminants, can cause surface oxidation. Oxygen can also diffuse into the material to cause alpha case, a brittle phase that is detrimental to fatigue performance. Alpha case is often removed electromechanically or through machining, adding cost and production time [8].
However, for some complex structures with internal channels and complex structures, removing alpha case afterwards is very challenging or impossible. The consequences of this should not be underestimated – for example, in trabecular structures on medical implants for bone ingrowth in cementless systems where strength and fatigue resistance are critical (Fig. 7) [9].

The traditional way of minimising oxidation is to wrap components in high oxygen affinity foil such as titanium. However, protecting all the parts individually adds to production time and cost while reducing productivity. Oxidation under certain conditions can also damage the heaters in the HIP unit and carbon oxides can form soot that must be removed between batches.
The aforementioned problems can be addressed with Quintus Purus®, an innovative solution that allows the user to control the amount of oxygen species in the HIP vessel before running the cycle. Purus comprises a special control software, well-defined best-practice routines, and a hardware component. It is available with all new Quintus compact HIP equipment and can also be retrofitted to existing compact HIP units from Quintus Technologies.
The result is extremely clean parts. Quintus Purus makes it possible to produce titanium parts with significantly reduced oxidation problems, and the same is true for stainless steel and nickel-base alloys where oxides are an issue due to high alloy content of elements with high affinity for oxygen, such as chromium, aluminium and titanium.
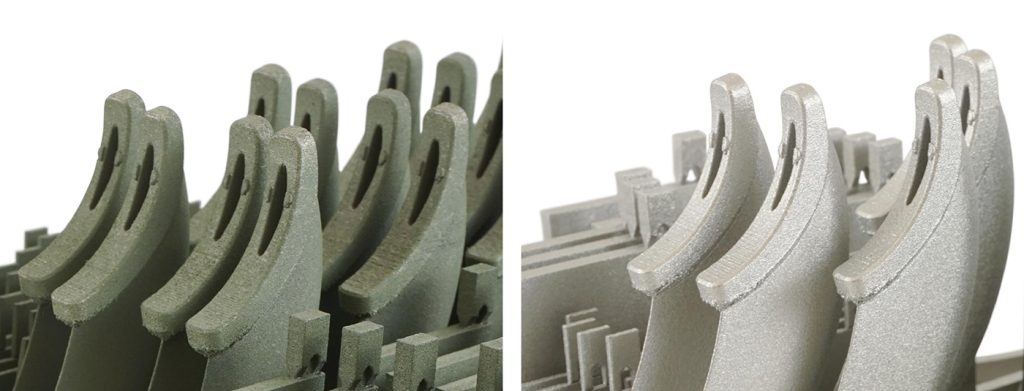
Quintus Purus reduces the need for costly post-processing after the HIP cycle, as well as the need for wrapping or bagging parts to shield them from the HIP atmosphere. The result is a time- and resource-efficient manufacturing process with significantly lower cost and shorter production time. Fig. 8 shows the effect of using and not using Quintus Purus technology on two samples of additively manufactured stainless steel parts. The left sample shows clear discolouration resulting from oxidation, whereas the right sample is unaffected.
Increased productivity through digitalisation
The digitalisation of HIP equipment introduces new possibilities for automation, increased productivity, higher operational reliability, and lower operating cost. Quintus Technologies offers digital capabilities for its HIP equipment that allow customers to fully integrate their HIP units in a digital production line and leverage the benefits of Industry 4.0 and IoT.
The processing data from a Quintus system is collected and stored on the customers’ servers, but can also be accessed in a private cloud as needed. This enables instant access to data to create tailored reports, product overviews, and updated documentation. Analysing the data allows for process optimisation and an increase in productivity (e.g. by rationalised production flows and improved production planning). Operating data can also be exported to a quality system for automatic creation of quality documents, eliminating substantial amounts of administrative work and reducing human error.
Quintus’ connected services allow the condition of a machine to be continuously monitored to ensure the highest operational reliability and safety possible. Customers can perform condition-based, predictive maintenance instead of relying on set service intervals in order to maximise uptime and reduce service costs. As part of the agreement with the customer, the predictive maintenance package is connected to the Quintus Care Portal for quick and easy access to spare and wear parts.
The route to more sustainable production
The development of modern HIP systems where HIP and heat treatment can be performed in one cycle, and the process can be controlled to prevent oxidation, has resulted in substantial gains in productivity, product quality, and production economy. There are, however, also significant sustainability benefits offered by modern HIP systems. The most obvious is perhaps the large energy savings that are realised when integrating HIP and heat treatment since the produced parts are no longer cooled and reheated for every step in the process.
Another important sustainability factor is reduced powder consumption and waste. Adding HIP with heat treatment capabilities to a production line enables stronger materials and higher structural integrity, making it possible to design lighter components with longer service life. It also ensures consistent product quality and minimises yield loss due to fluctuating quality. The combination of Additive Manufacturing, HIP, and High Pressure Heat Treatment has already proven to result in substantial sustainability benefits. As development continues to accelerate, the combination of these technologies holds great promise for future enhancements in both productivity and sustainability.
Contact
Jim Shipley
Manager for Business Development
Quintus Technologies
Quintusvägen 2, SE 721 66 Västerås, Sweden
[email protected]
www.quintustechnologies.com
References
[1] Hot isostatic pressing in metal additive manufacturing: X-ray tomography reveals details of pore closure. A Du Plessis, E. Macdonald Additive Manufacturing, Volume 34, August 2020, 101191 https://doi.org/10.1016/j.addma.2020.101191
[2] Shipley, James, HIP Treatment of Additively Manufactured Inconel 718 Components for Aerospace Applications, Quintus Technologies whitepaper, 2020, [LINK]
[3] A. Kaletsch, S. Qin, S. Herzog, C. Broeckmann, Influence of high initial porosity introduced by laser powder bed fusion on the fatigue strength of Inconel 718 after post-processing with hot isostatic pressing. Additive Manufacturing 47 (2021) 102331
[4] Ahlfors, Magnus and Beamer, Chad, Hot Isostatic Pressing for Orthopaedic Implants, Quintus Technologies whitepaper, 2020 – [LINK]
[5] Optimum HIP temperature for PBF IN718, presentation, Quintus Technologies (2020).
[6] Introduction to HIP and HPHT™, Quintus Technologies whitepaper, 2021 – [LINK]
[7] Developments in Post Treatment Technologies, Quintus Technologies whitepaper, 2021 – [LINK]
[8] Shipley, James, Magnusson, Anders, and Beamer, Chad, Latest developments in High Pressure Heat Treatment of aerospace components, Quintus Technologies whitepaper, 2022 – [LINK]
[9] Magnusson, Anders et al., Quintus Purus®. Enabling clean processing in Hot Isostatic Pressing, Quintus Technologies whitepaper, 2023 – [LINK]
Insourcing vs. outsourcing HIP treatment
Many manufacturers outsource their HIP processes to external service providers rather than having the HIP process inhouse. This is a cost-effective alternative when volumes are relatively small, since a service provider can consolidate AM parts from different customers in one HIP cycle. As the HIP market continues to grow, so does the number of HIP service providers. Quintus can assist in connecting you with relevant partners. Many are operating modern Quintus HIP equipment and offer the possibility to run customised HIP cycles and HPHT, meaning the question of whether or not to insource often comes down to factors such as flexibility, control, and lead times. However, an increasing number of manufacturers are insourcing HIP treatment. Their most common reasons for this include:
Shorter production time
Since transport time to and from the service provider is eliminated, the lead time for HIP treatment can be significantly reduced. Investing in a modern HIP press where HIP and heat treatment are integrated, can often eliminate certain process steps, reducing production time even further.
Risk reduction
Since transportation to and from a service provider is eliminated, so are the risks related to transport delays and damaged or lost goods.
Production flexibility
Insourcing HIP gives manufacturers full flexibility over their production schedule and lead times. When needed, time-critical deliveries can be fast-tracked through the internal schedule. This can be very valuable in industries where short lead times and flexibility are key. Lean processing in state-of-the-art AM production is made possible by on-site digitalised HPHT equipment.
Control over quality and process improvement
With the full HIP and heat treatment process inhouse, the quality system can be further developed to avoid mistakes and the number of inspections can be reduced. Issues that may arise with external HIP treatment can include a loss of traceability, components being treated with the wrong HIP parameters, and surface contamination such as surface oxidation and alpha casing. Internal know-how and expertise on how to run the HIP process will be developed over time to avoid quality issues and delays.
Optimised HIP and HT processes
When operating the HIP process inhouse, manufacturers are not limited to the standard HIP cycles generally offered by service providers. Instead, the HIP process can be tailored for the needs and requirements of specific parts and materials to achieve maximum performance and quality. This possibility is extremely important for AM parts since optimised HIP cycles specifically designed for AM materials can result in significantly improved mechanical properties compared to the standard HIP cycles. This can also lead to the development and control of their own IP.
Lower total production cost
Having a high utilisation rate on an inhouse HIP system yields the lowest operating cost for the HIP process. The cost for heat treatment can be reduced if a combined HIP and heat treatment approach can be used. Since transportation to external sub-contractors can be avoided, the cost of transportation is eliminated, as well as insurance during transport. There are also potential indirect cost savings from improved quality control routines, more flexible planning, and shorter delivery times.
Trends in the HIP industry

How is the HIP market?
“The HIP market is growing steadily due to an increased need for HIP in key industries such as medical, aerospace, defence, energy and automotive. These industries are growing faster than the general economy, many at a double-digit pace. In addition, the utilisation of AM equipment is growing at over 25% per year, meaning AM machines are producing more and more components. These parts often need HIP treatment, and as a consequence, we see a growing number of service providers for HIP treatment, as well as more and more OEMs investing in in-house HIP capacity.”
Which developments in AM and heat treatment do you find most interesting?
“Personally, I am very excited to see what will happen over the coming years in the area of high entropy alloys. These materials have exceptional properties, such as extreme mechanical strength or corrosion resistance. Additive Manufacturing and HIP are key technologies when producing components in these alloys and Quintus Technologies is involved in several research projects. These new materials will have a great impact in many applications in the future, including aerospace and electric vehicles.”
What trends do you see for HIP equipment?
“The first thing is that we see a demand for bigger and bigger systems. Customers are becoming increasingly aware of the benefits of HIP with integrated heat treatment and want systems capable of handling larger components and higher throughput. We are currently designing highly productive HIP equipment with a hot zone diameter of over four metres. The second trend is a strong interest in High Pressure Heat Treatment, and a renaissance for our URQ® systems that enables very fast quenching in the HIP. Much of this is driven by Additive Manufacturing of aluminium alloys and wear resistant steels (e.g. in defence applications), and these materials need a very high-speed quench.”
What are you currently working on at Quintus?
“We are more and more interested in controlling the microstructure of components during the HPHT cycle, which is of course also dependent on the microstructure prior to HIP. Our aim is to be able to advise customers on how to achieve the desired microstructure time after time dependent on their own AM processing knowledge. We’re moving to real Lean Additive Manufacturing, and away from the focus on powder and printing only, what we prefer to call pre-processing. We are also continuing to develop methods to minimise issues with oxidation, new HIP cycles for different materials, and a lot of other things. There are many exciting projects in the pipeline.”
![Fig. 1 HIP treatment closes pores and cracks in AM parts, improving mechanical strength substantially. X-ray tomography showing pore closure (Courtesy A Du Plessis, E MacDonald) [1]](https://www.metal-am.com/wp-content/uploads/sites/4/2024/01/fig-01-5.jpg)
LAST MONTH’S MOST-READ ARTICLES












