


Size and shape optimisation of metal powders for Additive Manufacturing
The consistency of metal powder particle size, shape and flow is essential for those companies looking to move to serial production of high quality components. The correct characterisation of powders enables the necessary quality control to ensure powder behaviour is predictable and repeatable from batch to batch. Dr Paul Kippax, Product Group Manager, Malvern Instruments, and Dr Robert Deffley, Research & Development Manager, LPW Technology, report on the process undertaken at LPW to ensure its powders meet customer expectations. [First published in Metal AM Vol. 1 No. 3, Autumn 2015 | 10 minute read | View on Issuu | Download PDF]

As the Additive Manufacturing industry matures and transitions from prototype manufacture to commercial production, attention to the properties of metal powders used in AM is growing. Amongst the most important considerations is the identification of powders that will process efficiently in a given machine. Securing a consistent supply of such material can be a challenge, but is crucial for profitable operation in the long term as organisations adopt AM for serial production, and imperative in sectors such as the biomedical and aerospace industries where the use of certified materials is necessary to meet stringent standards for quality and safety.

LPW Technology is a global leader in the development, optimisation and supply of metal powders for AM, and relies heavily on characterisation technology to meet evolving and increasingly exacting customer requirements. This article looks at how the company uses particle size and shape measurement systems from Malvern Instruments to provide the information needed to support the quality control and assurance of AM powders.
The requirements for Additive Manufacturing
In its early years, AM was known for the manufacture of prototypes, primarily using polymer powders. However, during the last decade, AM applications in commercial-scale manufacturing have become increasingly routine. The biomedical, automotive and aerospace sectors have all recognised the advantages of this technology for the production of high value, intricate and/or bespoke components, and have begun to use AM in the full-scale production of high specification metal components.
The quality of AM processes relies heavily on powder properties such as flowability and, to a lesser extent, packing density, since during manufacture, powder must flow freely from a feed hopper, then disperse across the working surface rapidly and evenly in a layer just tens of microns thick. A poorly flowing powder can severely compromise manufacturing efficiency by increasing the frequency of plant shutdowns and/or impacting the quality and integrity of the finished component. An inconsistent powder supply translates directly into variable product quality which is always undesirable, and is, in some instances/sectors, simply unacceptable.
However, achieving acceptable performance can be challenging. Most AM metal powders are necessarily fine (median particle size (Dv 50), in the range of 20 to 60 microns), to deliver regular, smooth layers of the required depth and the necessary detail in the final component. Such fine powders typically exhibit relatively poor flow properties though using particles that are regular and spherical can be a helpful in improving flow behaviour. Reproducible and reliable powder characterisation is critical to the identification of powders which will process successfully within a particular machine, which may have a unique spreader and rake design.
LPW Technology applies various processing steps for both sizing and shaping, to precisely control AM powder production and ensure the consistency of supply, to certified standards where required. A battery of characterisation techniques enables rigorous quality control to the very close tolerances required in serial production to ensure powder performance is repeatable from batch to batch. Particle size, shape and flow measurement are essential elements of the company’s analytical strategy.
An analytical strategy for AM powders
Sieve analysis is one of the earliest techniques developed for particle size measurement and remains in use for metal powders; indeed, sieving is also deployed as a processing step so the test is a good representation of the processed powder. LPW Technology applies sieve analysis to coarser metal powders as part of material acceptance testing, but it is a relatively slow and low resolution method that struggles to deliver the reproducibility (especially below 45 microns) associated with newer, highly-automated alternatives. Sieve analysis classifies particles according to the sieve aperture dimension and equivalent sphere diameter, which tends to correspond to the particles’ second-largest rather than their primary dimension. This means that shape can have a pronounced effect on size results and create a source of error. Elongated particles, for example, may be classified by sieve analysis as having a finer particle size distribution than that calculated using alternative methods.
Laser diffraction particle size analysis is a fast and fully automated method, with a dynamic range that comfortably covers the sizing requirements for AM metal powders. LPW Technology values laser diffraction for its high throughput, which is particularly valuable in routine QC. The technique reproducibly quantifies the amount of fine material present within powders, an assessment which is challenging for sieve analysis due to the problems associated with fine meshes and the cohesivity of fine powder. Fines can have a pronounced effect on packing behaviour and flow properties, so accurately quantifying their levels is essential. However, as with sieving, laser diffraction results are influenced by particle shape, since the size calculations underpinning the technique are based on the assumption that particles are spherical.

To complement these size analysis methods, automated imaging systems can be used to measure powder size and shape distributions by capturing individual images of particles. Modern systems can capture and process tens of thousands of images within minutes and are therefore able to rapidly produce statistically-relevant size and shape distribution data, which can elucidate differences in powder behaviour. Many metal powders are produced by atomisation processes, in which the thermal conductivity of the molten metal plays an important role in determining the speed of cooling and consequently the shape of the solidified particle. In addition, collisions between molten/semi-molten particles affect their shape with the fusion of particles giving rise to agglomerates and satellites of irregular shape.
The following case study shows how LPW Technology has used laser diffraction and automated analytical imaging techniques to understand the flow property differences between two different metal powders used in AM.
Case study: Exploring the flow properties of AlSiMg powders
Aluminium-Silicon-Magnesium (AlSiMg) alloys are popular in AM due to their ability to produce components with a good strength to weight ratio. A number of different AlSiMg alloys are commercially available, and these vary considerably in their physical characteristics. In this study a comparison of the properties of two batches of commercially available AlSiMg powders was carried out in order to predict their suitability for AM processes.
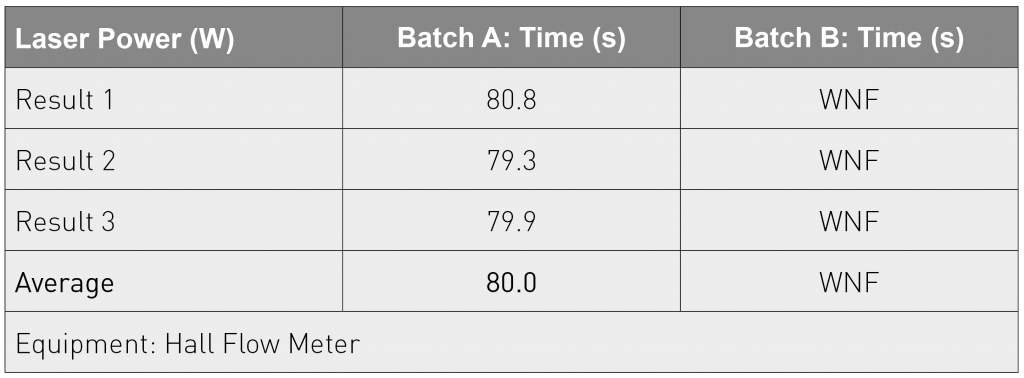
The two samples tested were taken from two different batches of AlSi10Mg, Batch A and Batch B, which were produced using two different gas atomisation methods. In the first round of testing, a Hall flow meter was used to assess the flow properties of each sample. The Hall flow meter is used to measure the time taken for 50 g of powder to flow through an opening with specific dimensions. The results (Table 1) show that while Batch A flows under standard test conditions, Batch B does not. These data suggest that Batch B does not flow sufficiently well to deliver acceptable performance in the manufacturing environment.
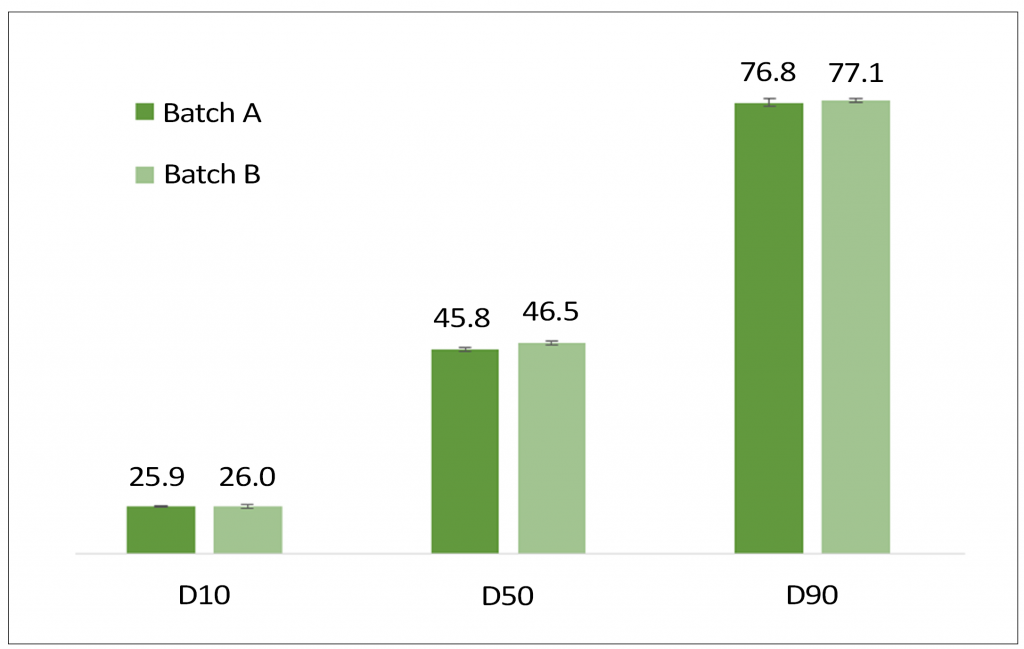
A laser diffraction particle size analyser, the Mastersizer 3000 from Malvern Instruments (Fig. 1), was used to produce particle size data for each sample. The particle size distribution recorded for the two samples is highly reproducible (Fig. 2) and indicates that both samples are similar in terms of particle size. So, why the difference in flowability?
Shape data for the two samples were then collected using a Morphologi G3 automated image analyser from Malvern Instruments (Fig. 3). Table 2 shows the generated metrics for each sample, including circularity, convexity and elongation.
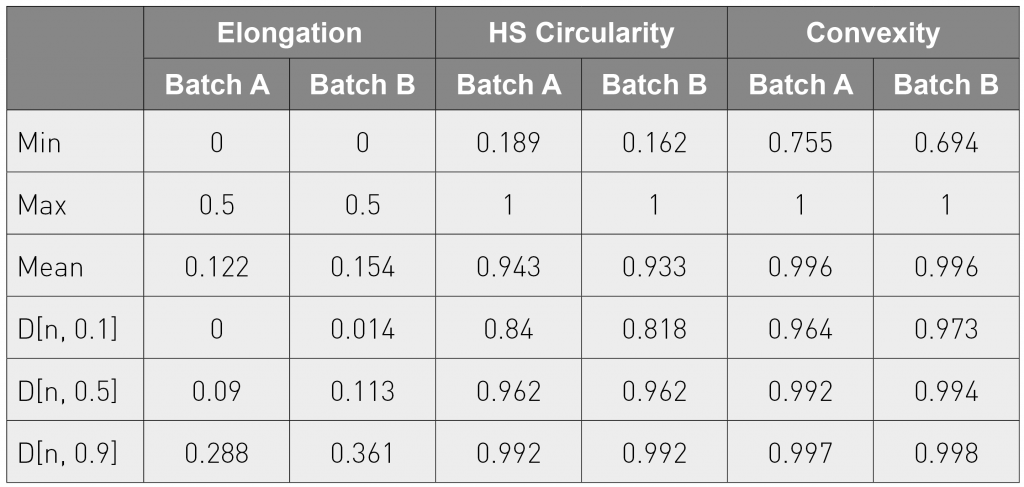
These three parameters quantify different aspects of the shape of the particles (circularity/ elongation) and the smoothness of the particle perimeter (convexity). The closer the circularity of a particle to 1, the more spherical it is. Elongation is based on the ratio of the longest to shortest dimensions of the particle, with values closer to 1 indicating long, thin, needle-shaped particles. The above results therefore show that the particles in Batch B are less spherical than those in Batch A.

Particles with convexity close to 1 have a smooth outline while those that are more irregular have a value closer to 0. The results therefore also suggest that the Batch A particles are also slightly smoother than the Batch B particles. Images gathered during automated image analysis confirm the results and provide greater insight into the nature of the two powders and the differences between them.

Analytical imaging was therefore able to explain the observed differences in flow behaviour between the two samples of AlSiMg powder. The results show how relatively subtle differences in metal powder properties can result in a ‘pass or fail’ in suitability for AM applications. The poor flow rate of Batch B makes it ill-suited to routine AM despite its perceived similarity to the Batch A sample.
In conclusion
The flowability of powders used in AM is critical, and is directly impacted by both particle size and shape. Fine particles are particularly significant because of their potential impact on both packing behaviour and flow properties, which directly affect the density and strength of a finished component.
Laser diffraction particle size analysis is a useful technique for the characterisation of AM metal powders, as it gives a rapid, high-throughput particle size and particle size distribution measurement. This technique provides the resolution required to accurately quantify all the size fractions present, right down to the level of fines. However, in the case of some metal powders, it is only when shape data is provided that an understanding of differences in flow behaviour is unlocked. Here, automated imaging acts as a powerful complementary technique, providing the statistically significant shape data needed to secure a consistently high-performing powder.

Authors
Dr Paul Kippax
Product Group Manager
Malvern Instruments
Dr Rob Deffley
Research & Development Manager
LPW Technology
Contact
Malvern Instruments Ltd
Enigma Business Park,
Grovewood Road,
Malvern,
Worcestershire, WR14 1XZ, UK
Tel: +44 (0) 1684 892456
www.malvern.com

LAST MONTH’S MOST-READ ARTICLES












