


LPW Technology: AM materials specialist expands into metal powder production
LPW Technology, a provider of ultra-clean metal powders for Additive Manufacturing, recently celebrated the official opening of its new purpose-built metal powder manufacturing facility in Widnes, Cheshire, UK. The result of a £20 million investment, the company expects that this new plant will be capable of producing around 1,000 tonnes of gas atomised alloy powders per annum, with complete digital integration of manufacturing control processes. Bernard Williams, Consulting Editor at Metal AM magazine, reports on his visit to the official opening of the 9,700 m2 plant and tour of the new facility. [First published in Metal AM Vol. 4 No. 2, Summer 2018 | 15 minute read | View on Issuu | Download PDF]

LPW Technology Ltd was established in Lymm, Cheshire, UK, by Dr Phil Carroll in 2007, initially as a consultancy for developing machines and expert application support for metal AM processes. Over the first few years, Dr Carroll, who obtained his PhD in alloy development at the University of Sheffield, realised that no matter how good the Additive Manufacturing hardware or process, if the metal powders were not consistent it would be impossible to produce consistent additively manufactured parts from them. Therefore, over a period of less than ten years, the company focused on developing a full range of optimised alloy powders specifically for Laser Powder Bed Fusion (LPBF), Laser Metal Deposition (LMD) and Electron Beam Melting (EBM).
Over the course of its development, LPW established that there is no single powder production process which is suited for all metal AM applications, and that one must develop and optimise powders for each process in order to achieve consistency.

As a result of its efforts, LPW’s sales turnover has risen from around £100,000 in its first year, when it employed only two people, to an anticipated turnover of more than £15 million in 2018, with a staff of eighty-five. With this rapid growth, the company relocated to larger facilities first in Daresbury, then in Runcorn, before finally making a significant investment in a new purpose-built AM metal powder manufacturing facility in Widnes, near Liverpool, capable of meeting the company’s growing need to produce small-to-medium volume batches of very clean gas atomised powders in-house; primarily custom titanium, nickel, cobalt, aluminium and steel alloys.

The £20 million powder production facility, officially opened in June 2018, received significant financial support from the UK government’s Advanced Manufacturing Supply Chain Initiative (AMSCI) and a strategic investment from Stratasys, Israel. LPW has been working with Stratasys for over four years to gain a deeper understanding of AM manufacturing across vertical markets including medical, aerospace, defence and automotive. Alon Elie, Vice President of Corporate Development at Stratasys, told Metal AM magazine that the company, which is already a significant player in metal AM, sees its investment in LPW as further strengthening its capabilities in this rapidly growing sector.

Dr Carroll stated that, in building the new powder plant, the company wanted full control over all aspects of production. “We’re not inheriting an established powder atomisation facility that has been there for ten or twenty years,” he commented, “we’ve built an AM powder plant specifically to be digital. Purity, particle size, consistency and cleanliness are our watchwords.”

A powder production plant tailored to AM applications
LPW states that the Widnes powder production plant is the first dedicated exclusively to the manufacture of a new generation of ultra-clean metal and alloy powders suitable for use in safety critical industries, such as aerospace. The new powder plant has adopted pharmaceutical levels of cleanliness, with pressure, temperature and humidity control in manufacturing cells that are dedicated to specific materials, and areas of the plant divided by air showers and interlocking doors. These cleanroom conditions aim to remove any risk of cross-contamination of powders and the complete digital control of all manufacturing stages gives the company the capability to make what it claims will be the cleanest metal alloy powders in the world.
At the heart of the plant is a custom designed vacuum inert gas atomisation system, presently capable of producing around 1,000 tonnes/year of ultra-clean alloy powders, with ample room remaining for additional powder production units on the seven acre site. Feedstock is sourced in the form of qualified bought-in bar stock, which is melted at temperatures of up to 1700°C in a 400 kW electric furnace having a melting capacity of around 450 kg, depending on the alloy powder being produced. Ceramic crucibles are used for melting, each dedicated to a specific metal or alloy to avoid cross-contamination of elements. The melt is then poured into 30 kg tundishes heated with an induction coil before being fed into the atomising chamber. Argon gas at pressures of around 80 bar is primarily used as the atomising medium and the company has designed its own atomising nozzle and melt flow-gas pressure combination in order to achieve a high level of the desired median powder particle size. The target powder particle size for AM is in the 15–70 µm range and the company aims to achieve a yield of around 70% in this range from the melt when the atomisation plant is fully operational and the process has been optimised. Total cycle time for each melt batch using the new atomiser is said to be around two and a half hours. Fig. 4 shows the new atomiser at the LPW plant.

The gas atomised powders, having a spherical and smooth particle shape, are collected at the bottom of the fifteen metre high atomisation chamber and samples are transferred to a new state-of-the-art LPW PowderLab for chemical analysis, morphology, flow and contamination analysis before being released for further processing. Using SEM equipment, the PowderLab can also identify whether the powder particles have internal porosity caused by gas entrapment during the atomisation process.
Sieving and blending of the atomised powders is carried out in a separate area, where the environment is again strictly controlled. This section of the plant is equipped with two large scale sieving machines capable of sieving down to 15 µm particle size in precise cuts. Each material has allocated sieve decks in the full range of sizes and each sieve is clearly labelled with an identification number marked with the alloy powder it must be used on. Air classification equipment is used to classify powders below 15 µm. Blending is carried out in a V-cone blender.

In addition to the atomised powders produced in-house, LPW will continue to process powders made by other processes such as Electrode Induction Melting Gas Atomisation (EIGA), Plasma Atomisation (PA) and the Plasma Rotating Electrode Process (PREP). Particle size is critical for different AM machines and all alloy powders produced can be optimised to their specific application or AM machine type through sieving, blending and sizing.
The PowderLife system
Key to the successful functioning of LPW’s new digital factory is its proprietary PowderLife system, which has been fully integrated into the operation in Widnes. The result of an ongoing R&D effort by the company, PowderLife has a number of separate elements which, when combined, have helped to produce an innovative range of tailored alloy powders for AM. Transportation and storage solutions, as well as powerful software and sensors, enable the monitoring of powders produced at LPW, with a focus on powder properties and material traceability from initial supply through to use and reuse.
“As the first step in a supply chain for powder which is going to companies that will eventually be building parts for aircraft, F1 cars and rockets, for example, we are designing products and services to supply materials which can be relied on to perform in critical applications,” stated Joseph Roddis, Mechanical Design Engineer at LPW. Using 2D printing as an analogy, Roddis explained that in a colour inkjet printer, “you don’t pour ink into the printer yourself, you install the cartridge and go. We want to be able to deliver what is basically an ink cartridge,” he added. “As a result, we developed PowderLife, which mitigates contamination, provides traceability all the way through the supply chain and delivers metal powder ready for direct use when it arrives with the customer.”
PowderTrace and PowderEye
PowderTrace, part of the PowderLife offering, includes specially designed smart hoppers made from medical grade stainless steel to store and transport powders for AM in quantities up to 1 tonne. The hoppers, which are primed with argon to create an inert environment and have a positive pressure to prevent powder degradation in storage, can be connected to blenders and adapted for use with all standard AM machines. They are fitted with load cells to monitor the powder mass so that operators know when the powder level is low, and are designed to be returned to LPW after use for refilling.
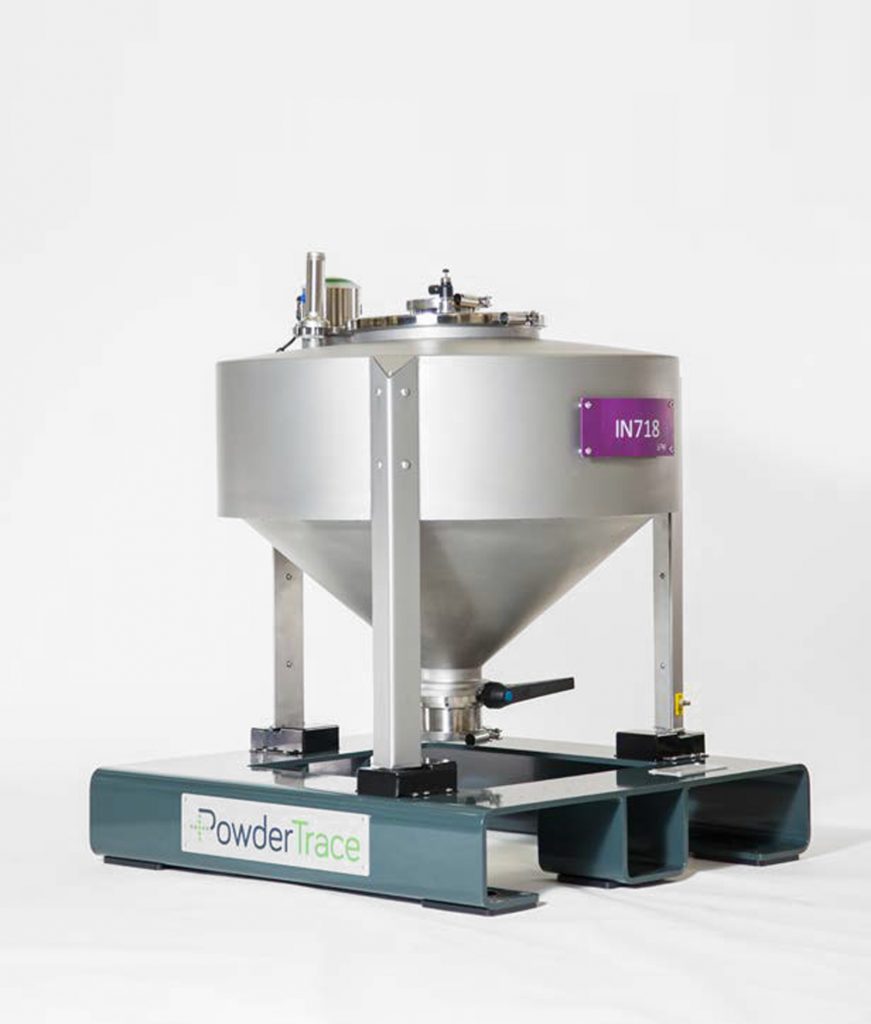
PowderTrace hoppers are fitted with LPW’s PowderEye sensor technology for real-time wireless monitoring of the temperature, humidity, pressure and oxygen content of the powder in the hopper during transportation and storage, as well as the environment in the user’s plant. PowderEye sensors, developed specifically for metal AM powders, are also used to measure the environment in sieving and blending equipment, and collect and collate data for LPW’s cloud-based powder lifecycle management software – PowderSolve.
Data covering temperature, humidity, oxygen content, pressure and mass are sent to the database via an encrypted wireless connection if within range (100 m), or stored internally until a connection is available. This ensures complete data retention wherever the powder hopper is located.

PowderSolve
LPW’s PowderSolve is a unique suite of software from LPW that provides complete traceability of AM powders and parts throughout the AM process, including mechanical test data. It also manages powder build data, with the ability to trace material to a particular build, and gives accurate information on powder stock quantities. A number of LPW customers in the nuclear, defence and automotive sectors are already using PowderSolve software to manage data from powders across multiple locations, giving a clear overview of production status and traceability. It was also reported that a US medical implant manufacturer has now implemented the software for its metal AM operation.

“What we’re looking for is end-to-end traceability within a closed loop system,” explained Callum Healey, Design Manager. “Data are collected directly from our manufacturing and testing processes and recorded directly into PowderSolve, to ensure full traceability of our powders in manufacture. Once the powder ships, our customers that are using PowderSolve are able to track that powder through its use in their machine, therefore having traceability all the way through from the melt of the powder to its use in parts. This helps us to have confidence in the powder all the way through the process.”
LPW’s in-house PowderLab
In addition to manufacturing AM-specific metal and alloy powders, the new LPW facility houses a well-equipped PowderLab capable of fully characterising metal powders; analysing powder flow, apparent density, morphology, etc. A Trumpf TruPrint 1000 AM machine is available in the lab for process parameter development, powder degradation studies and to analyse the root causes of failed builds. Results from these tests are uploaded into PowderSolve.
A current goal under development in the lab is to make it possible for users to decant powders directly from LPW’s PowderTrace hoppers into their own Additive Manufacturing systems and process them, all while maintaining a constant link between the hopper and PowderSolve. Graham Robertson, Project Manager, explained: “I’ve visited many metal AM facilities over the past five years and I’ve seen many ten kilo powder containers with hand written notes all over them, messages scribbled out and then written on again, to say for example, ‘this is now at recycle five.’ That is not a sustainable approach to maintain production in critical applications such as aerospace. Our hoppers are labelled with QR codes; you scan that and all of the information on the powder’s current state will be available in PowderSolve or on the app.”

Drawing on the work carried out within its PowderLab, LPW has published a number of case studies and datasheets for public use, with the aim of furthering the understanding of powders for metal AM among the wider manufacturing community.
The latest service datasheet to be released by the PowderLab covers apparent density testing. “The apparent density measurement is a quick, cost-effective, standardised method of characterising the volume occupied by a given mass of metal powder,” said Lisa Holman, LPW’s Laboratory Manager. “It provides a useful measure of powder consistency for comparison and assurance. Not only do we conduct this test in our state-of-the-art laboratory, we also include the equipment in the LPW PowderFlow kit allowing Hall and Carney flow testing, apparent density test and angle of repose to be performed in the end-user’s own facility.”

The PowderLab previously issued a data sheet on tap density testing for metal powders. “Tap density is influenced by the metal powder’s particle shape and particle size distribution, among other properties,” says Holman. “The results can give an indication of the powder’s cohesivity, which can influence flow and affect its behaviour in the AM process. It’s a useful measure of powder consistency for comparison and assurance, and also indicates how a powder might consolidate in transit.”
The PowderLab is working to the ISO 17025 standard, whilst the company’s metal powders are produced to the AS9100, ISO13485 and ISO9001 standards. Key to its certification as a supplier to the safety-critical aerospace and medical industries are the steps LPW has taken to prevent contamination, nowhere more evident than in the PowderLab. Aside from an emergency exit, the only entrance into the Physical and Chemical Testing Laboratory is via an air shower. All powders arriving in the lab, whether from production or a customer, enter through a wall hatch and are immediately assigned a sample code and a QR code linked to a datasheet in PowderSolve, through which testing is scheduled. In addition, contamination stations throughout the Widnes facility are constantly monitored by the laboratory staff to ensure contamination has not been introduced at any point.
LPW’s current metal powder range
LPW has to-date created a unique and comprehensive range of off-the-shelf and custom metal AM powders, manufactured by external suppliers but optimised by LPW for specific machine type including those from EOS, SLM Solutions, Concept Laser, Renishaw, 3D Systems, Trumpf and Arcam. The company states that, for many alloys, it can offer different products of the same composition, which have been optimised for a particular application. For example, custom powders can be provided with improved flowability for ‘flow-critical’ AM machine platforms, or powders can be produced with lower residual elements and controlled interstitials for applications demanding enhanced mechanical properties. LPW also undertakes reconditioning of alloy powders that have been used several times within an AM machine. Powder purity, morphology and surface contamination change during use, especially interstitials (O2, N2 and H2), and need to be brought into specification before reuse.
Powder alloys already optimised for AM by LPW include AlSi17Mg and AlSi10Mg aluminium alloys, Co6 and CoCr cobalt alloys, a range of stainless steels and high alloy steel powders, nickel base superalloys and titanium and Ti6Al4V alloy. Other alloys in the company’s AM range include tungsten carbide, copper, tantalum and tungsten. All powders are shipped with a test certificate to assure the customer of their consistency and specification and that they have been checked and confirmed by the LPW PowderLab.
One recent addition to the company’s portfolio of customised AM powders is Scalmalloy®, an aluminium-magnesium-scandium alloy developed by Airbus APWorks GmbH. Scalmalloy is said to be the world’s first material specifically developed for AM and, due to its high cooling rates and rapid solidification during atomisation, it possesses a unique microstructure which remains stable at high temperatures. It offers exceptionally high fatigue properties, weldability, strength and ductility compared to other aluminium alloy powders, which makes it particularly well-suited to aerospace, transportation and defence applications, among many others.

LPW states that, compared to all other aerospace aluminium alloys, Scalmalloy additionally offers a unique level of corrosion resistance and its high strength-to-weight ratio makes it perfect for light-weighting applications, crucial to optimising the build to use ratio in component design. As a result it gives the lowest buy-to-fly ratio compared to conventionally designed and manufactured aerospace parts
Commenting on what sets LPW’s powder range apart from that of other suppliers, Steve Graham, Quality Assurance Manager, stated, “In terms of the workflow, if you look at the way traditional powder mills are run, there is a high risk of cross-contamination – not just across alloys but in terms of the environment in which the powder is produced, for exposure to oxygen, etc. All of our powders are in enclosed systems, right to the point when they are transferred into the customer’s AM machine. The goal is that none of our powder should ever see oxygen.”
While he could not comment on activities currently underway at other LPW sites globally, he stated that the end-goal is, “to increase manufacturing capacity across LPW’s facilities. In terms of secondary processing facilities, we’ve increased capacity at our Pittsburgh, USA, site, adding blending and sieving capabilities.” LPW’s US operation recently moved to a new 1,115 m2 factory, with facilities for sieving, blending and packaging, and it is expected that that a new, larger laboratory will increase the company’s analytical and reconditioning capabilities to improve the reusability of its powders.
Conclusion
There is no doubt that the market for metal powders for AM will continue to see tremendous growth in the coming years. Whilst this growth is attracting many new entrants to the field, it should be remembered that technology for the production of advanced AM grade metal powders, originally developed for powder metallurgical processes such as Metal Injection Moulding (MIM) and Hot Isostatic Pressing (HIP), has been evolved by specialist companies over decades. New entrants to this market face significant challenges, from control of the powder production process and the need to ensure a sufficient yield of the required size fractions, to developing the required in-depth understanding of the specific requirements of final applications. With more than ten years of expertise in the evaluation and optimisation of metal powders for AM and an established customer base, combined with a strong in-house R&D team, LPW is uniquely positioned to succeed in expanding its offering to the AM industry.
Contact
Dr Nicola Jones
Marketing Manager
LPW Technology Ltd
Dennis Road
Widnes
Cheshire, WA8 0GU
United Kingdom
Tel: +44 1928 240 530
[email protected]
www.lpwtechnology.com
Author
Bernard Williams,
Consulting Editor
Metal AM
[email protected]

LAST MONTH’S MOST-READ ARTICLES












