


Seurat Technologies: Evolving AM to finally out-compete conventional manufacturing
Every so often, something comes along that gets the whole Additive Manufacturing industry talking. Over the past two years, few companies have generated as much intrigue as Seurat Technologies, the Lawrence Livermore National Laboratory spin-out named for the French pointillist, bringing with it a technology roadmap that promises to evolve metal AM to the crucial point of out-competing conventional manufacturing methods. In this Metal AM exclusive, James DeMuth, Seurat CEO, offers the deepest look yet into the technology behind his company’s promise. [First published in Metal AM Vol. 7 No. 1, Spring 2022 | 20 minute read | View on Issuu | Download PDF]
Manufacturing needs to change to evolve. While Additive Manufacturing has held the promise of bringing about change, it has not, to date, delivered on two fronts. Firstly, goods continue to be cheaper to buy when manufactured on the other side of the world. The current economy incentivises the offshoring of not just manufacturing, but skilled labour, which takes jobs and technical expertise away from local industry. Manufacturing must become domestic, regional, or local, and AM provides the key to unlock this opportunity.
Secondly, manufacturing continues to be a major producer of greenhouse gases, with toxic fuels burned to make and transport goods. Adopting reuse, recycling, and reducing initiatives is a positive change, but becoming carbon-free will usher in the next manufacturing era. While AM has made steps in this area, it has yet to become a carbon-free solution.

Additive Manufacturing has the potential to reinvent how parts are made. So far, however, it has mostly been used as an alternative for high-value applications in niche markets. This limited scope of influence is a problem: the existing technologies are not hitting the necessary price points, production rates, and quality measures to truly disrupt the conventional manufacturing market.
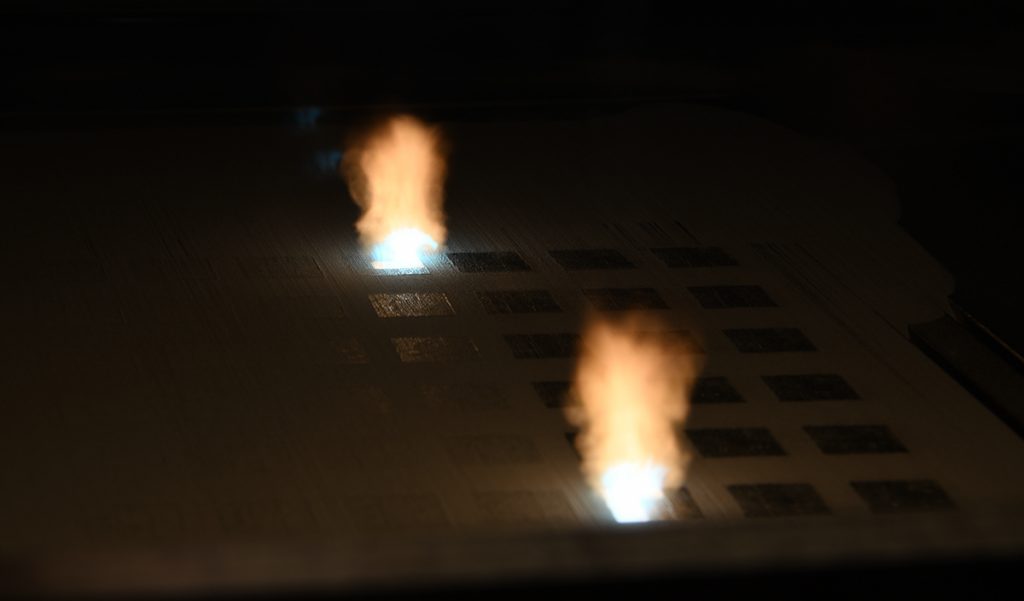
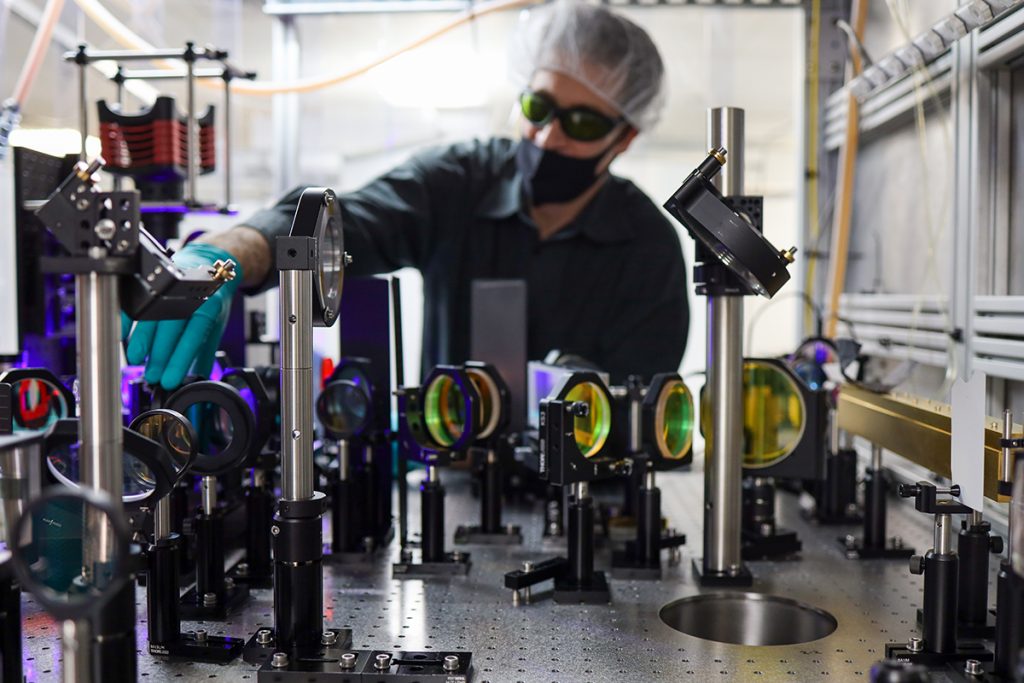
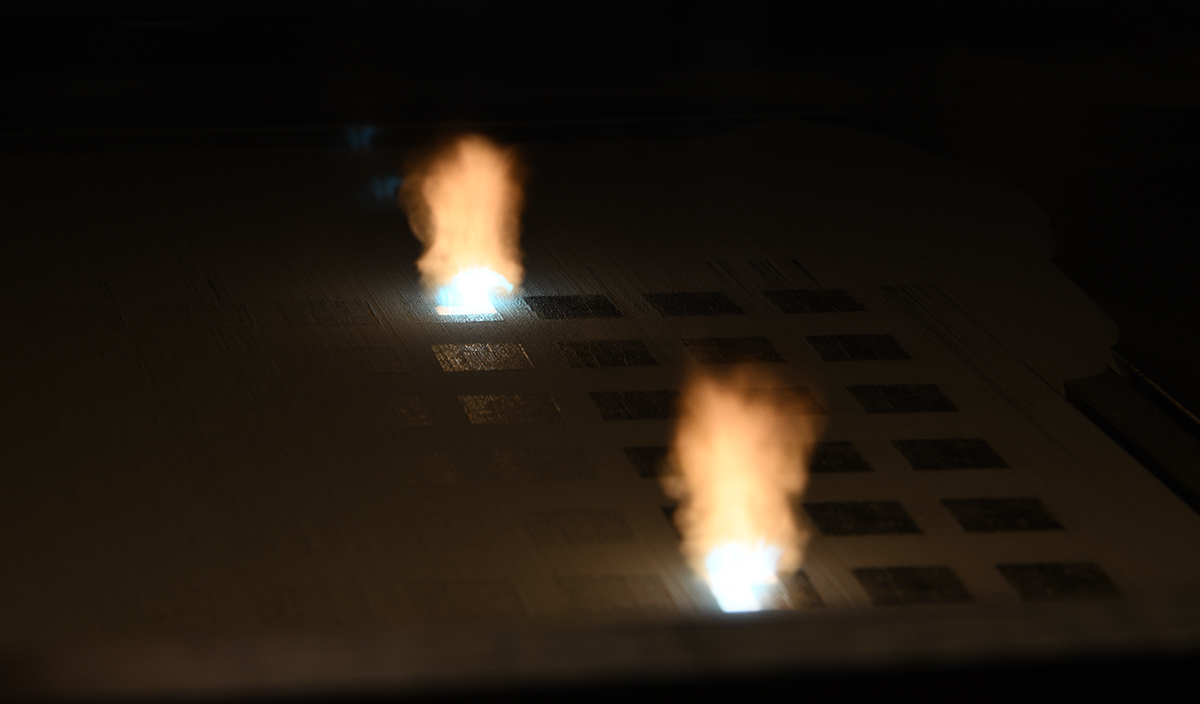
Seurat Technologies has plotted the course to change the future of manufacturing by leveraging next-gen technology and going to market as a parts producer. The company’s name is inspired by French artist Georges Seurat (pronounced Sur-rah), the originator of the pointillist style. In pointillism, complete images emerge from small, distinct dots of colour that blend in the viewer’s eye. Using the same basic principle, but with laser energy and powdered materials instead of paint and canvas, Seurat Technologies’ Area PrintingTM technology (pictured in action, Fig. 2) creates objects by ‘connecting the dots’ to bring a new perspective to the Additive Manufacturing industry.
Using this technology, Seurat Technologies’ mission is to democratise Additive Manufacturing by scaling it such that it out-competes conventional manufacturing processes such as machining, casting and forging, all on a per-price basis – while maintaining all the benefits of AM. In addition, Seurat’s AM process is powered by 100% renewable energy, thereby offsetting CO2 emissions from traditionally ‘dirty’ processes, such as casting.
These are big claims for a new Additive Manufacturing company, but this startup is backed by decades of laser and optics development across the giants of the US national laboratory system, leveraging techniques that, when applied to Additive Manufacturing, result in massive scalability in per-part economics. One of the titans behind Seurat Technologies is Lawrence Livermore National Laboratory (LLNL), which developed Seurat’s Area Printing technology in late 2011 to address metal Additive Manufacturing deficiencies that revealed themselves when working on a nuclear fusion energy project. To harness and contain the energy of 192 high-powered lasers, LLNL researchers needed a fusion chamber that could withstand intense thermal loads and thermal fatigue. Although AM could deliver the design complexity and speciality material required, the time required to build the fusion chamber was estimated to be over two centuries!
Surrounded by sophisticated laser technology and some of the brightest minds in the field, Seurat Technologies embarked on the development of what is now called Area Printing with the intent of removing the AM throughput barrier. In 2015, the company spun out of LLNL with an exclusive licence to the patented technology. It is now running its beta machine, employs fifty-eight staff, has filed more than 160 patent and trademark applications, and has received $79 million in funding from nine venture partners.
Area Printing breaks through the barriers that impede other solutions, allowing metal Additive Manufacturing to become practical, feasible, and desirable for a broad range of applications currently served by traditional manufacturing. With unparalleled scalability and unit economics at or below those of conventional methods, Seurat Technologies can facilitate change in supply chains and decarbonise manufacturing while delivering all the advantages of AM, such as lightweighting, optimisation, inventory reduction, etc.
How does Seurat Technologies’ Area Printing work?
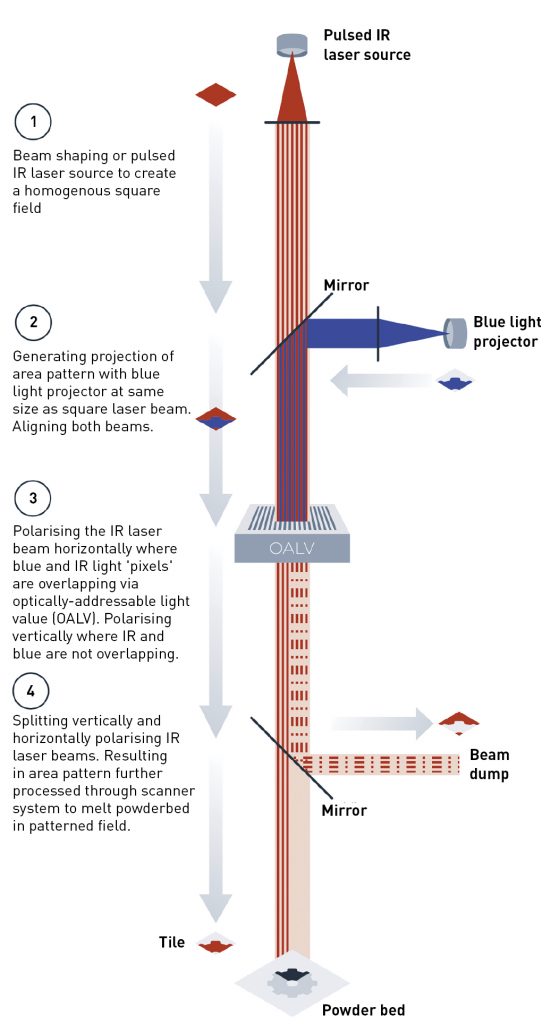
Area Printing currently employs a modular laser source that generates high-energy, pulsed IR output in the range of 30 kW (future generations will use even higher laser outputs to accelerate throughput). Beam shaping transforms the output into a homogeneous, uniform, square field. The next operation is projecting a pattern of low-intensity, blue laser light onto the square IR laser beam. The blue-light pattern represents the part geometry in the exposure area, much like that used in polymer Direct Laser Printing (DLP). In Seurat’s Gen 1 machine, the pattern uses 2.3 million pixels and, within each tile, each pixel is always perfectly aligned. An infographic illustrating the process is shown in Fig. 2.
The intersection of IR and blue light is the precursor to creating an ‘on/off’ condition, meaning that the laser energy will be directed to the powder bed to melt powders in the prescribed pattern. Using a polarising rotation mirror, the IR field with embedded blue light assumes a positive, vertically oriented state, while the excluded regions become horizontally oriented. The polarised beam then passes through an optically aligned light valve (OALV), which directs the positive-state laser energy to the powder bed and dumps the unwanted portion of the IR beam. This process is repeated forty times per second to melt powder in forty unique tiles, in a single second.

The use of the terms ‘on’ and ‘off’ states for the IR delivery is misleading, however; Area Printing isn’t a binary process. Grayscale imaging can be performed at the blue-laser pattern-generation step to adjust the energy delivered to each pixel. This capability provides control over heating and cooling during the build, which can be leveraged to address distortion, manipulate grain structure, adjust material properties, improve surface finish and reduce (or eliminate) support structures, all on a per-pixel basis.
Why AM scalability is so challenging
The key to making Seurat Technologies’ promises a reality is that, in Area Printing, throughput is independent of resolution. Conversely, with the established Powder Bed Fusion (PBF) and Directed Energy Deposition (DED) technologies on the market, breaking that connection gets complicated and scalability is impeded. Throughput rates for PBF and DED – as well as Area Printing – are a function of the amount of laser energy put into the machine. But with PBF and DED, it isn’t as simple as increasing laser power to make parts faster; if power is increased while maintaining focus, these technologies drive futher into the key-hole melting regime, and as they progress above the optimum energy density (W/mm2), they become subtractive laser-drilling operations. There have traditionally been two options to increase throughput with higher laser power: use a larger spot size, or use multiple laser spots. The first option destroys resolution, and the second complicates the process while diminishing the return with every laser added.
In a single-laser solution, the barrier is that spot size is proportional to the laser’s power. So, if a laser’s wattage increases by 400%, the illuminated area also increases by 400%. Instead of the usual 80 µm spot, parts would be built with a 160 µm resolution. The outcome is a larger minimum feature size and more postprocessing. To have more laser energy and preserve the 80 µm spot, the solution has been to use multiple lasers with lower power, making the system more complex.
However, the throughput issue here is that four, eight, or twelve lasers do not deliver melting speeds four, eight or twelve times faster, because they simply can’t operate as efficiently as a single laser. The reason for this is that each laser beam must avoid the plume of smoke and soot emitted by other beams; soot plumes readily absorb laser energy, which can result in unwelded or partially welded areas. The highly choreographed beam interactions necessary dictate that all lasers cannot operate at anywhere near full output. Further, in currently available PBF-LB machines, a lot of surface tension is created by the melting process, which can create beaded molten material; this unwanted material will then fuse to the part geometry and can compromise part quality.

Area Printing is a Powder Bed Fusion technology with a different approach, which enables it to deliver both high throughput and high resolution. The first-generation production system (Gen 1) will use 30 kW of laser energy to make metal parts by embedding the laser beams with a 6–10 µm resolution (at the bed). Using 10–150 times the power of a competitive single-laser technology, Area Printing delivers optimal energy density by patterning the beam, which distributes the laser’s power over a prescribed area defined by millions of individually controllable pixels. Staying within the optimal power density range while controlling heating and cooling rates also minimises smoke, soot and spatter, all of which routinely cause build defects and errors. This has always been a significant issue in series production.
Seurat Technologies’ Area Printing roadmap
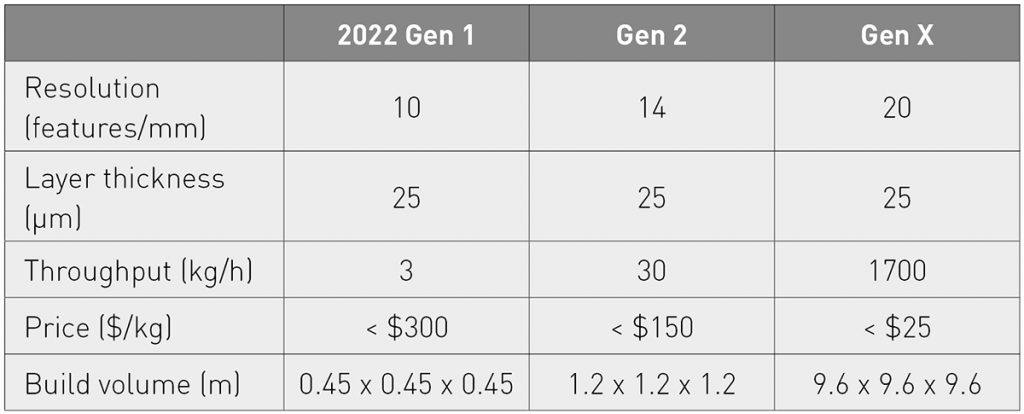
Area Printing technology uses a highly scalable architecture that facilitates improvements in throughput, cost and quality without compromise (Table 1). This technology roadmap is well defined through the next decade, allowing for a steady progression down the $/kg cost curve. The throughput and price targets for these systems are technologically and economically feasible due to the inherent scalability of the Seurat Printing System.
These throughput increases are achievable by upscaling the technology in the proof-of-concept machine that is in operation today. The key is to deliver more energy over larger areas (tiles), which demands more (or larger) laser modules and larger patterning areas. Additionally, the rate of delivery of each tile to the powder bed can be increased. Reaching 1,700 kg/h with Gen X will require laser technology advancements that make incredibly high energy delivery practical, both in terms of cost and physical size.
The $150/kg price target is also within reach with modest research and development. AM users are aware that the key elements of price for AM parts are machine operation (amortised machine cost and operational expenses), post-processing, and materials. Higher throughputs will decrease the machine operation component. Part fidelity (resolution, dimensional accuracy, and surface finish) reduces the post-processing cost. For the material cost, our analysis shows that as the consumption rate grows, the price per ton will decrease significantly. To achieve the $25/kg part-cost target, advancements will be needed in the powder production supply chain.

Throughput and economics
With the targeted performance numbers stated in the technology roadmap, how does Area Printing stack up against traditional manufacturing processes and conventional Additive Manufacturing technologies?
Economics
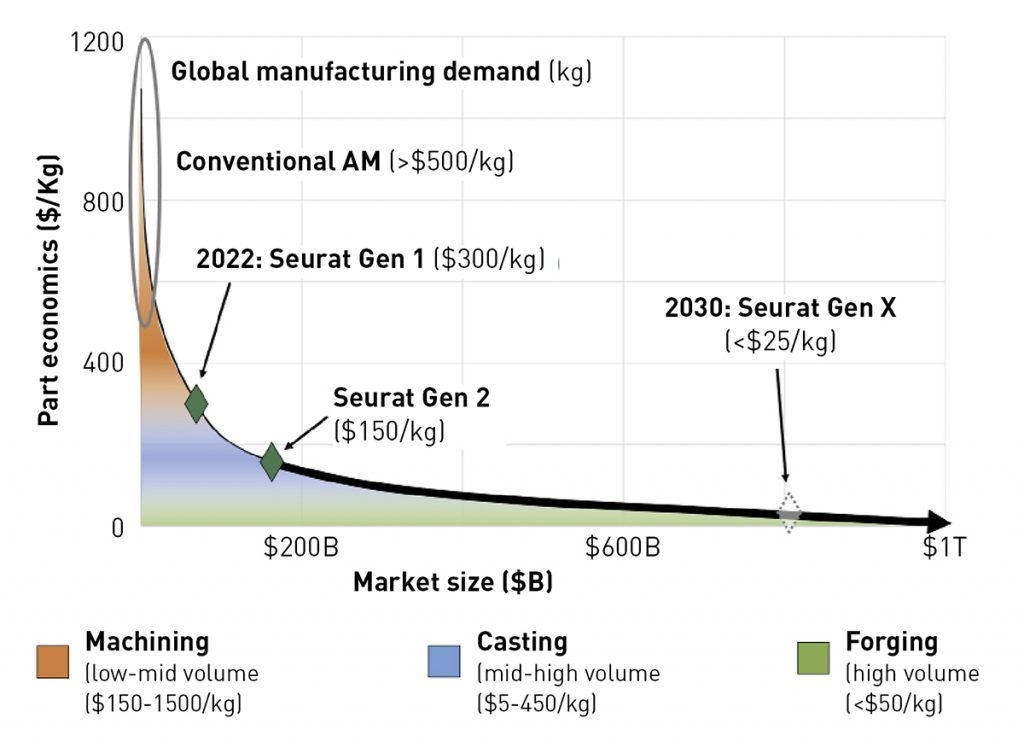
The $1 trillion metal part manufacturing market is heavily skewed to low-cost processes. Nearly 80% of the market is addressed with methods that manufacture parts for less than $150/kg. Clearly, as parts get more economical, the market potential increases. Equally obvious is that today’s Additive Manufacturing processes are limited to a narrow sliver of the market, with output costs starting at $500/kg.
With the release of the Gen 1 platform, a $300/kg output cost positions Area Printing in the transition zone between machining and casting (Fig. 6). When Gen 2 is operational, the forecast $150/kg price will make it an economical competitor for castings. That opens the door to nearly 20% of the metal manufacturing market. And in less than a decade, Gen X (with an output cost of < $25/kg) has the potential to make AM an economical competitor to 80% of the total market.
Throughput
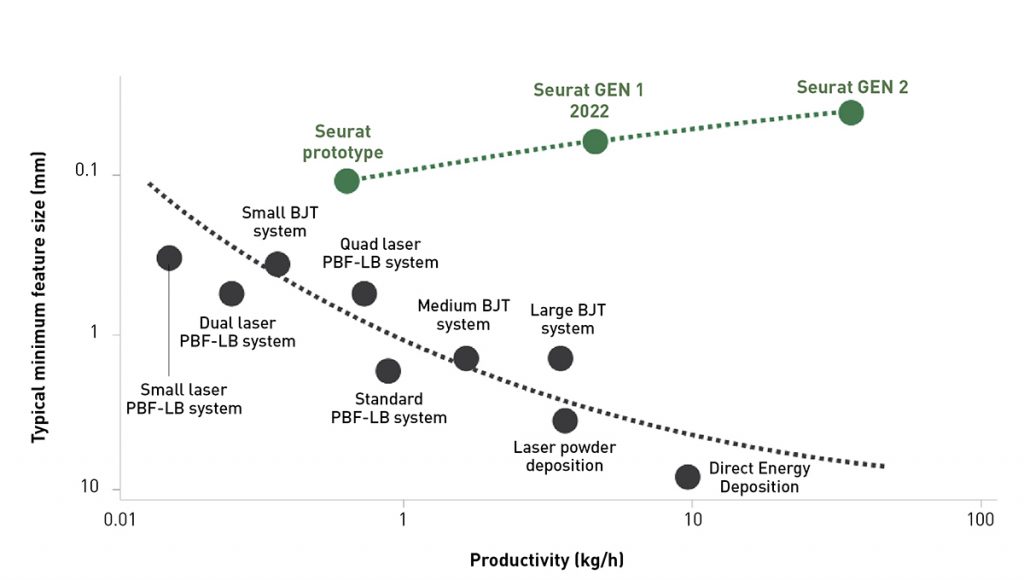
Conventional Additive Manufacturing processes trade resolution for throughput. Area Printing breaks that paradigm. With the release of Gen 1 and Gen 2 machines, Seurat will have a trajectory that isn’t only off the curve; it plots a new course. The scalability of Area Printing allows throughput to increase as resolution improves (Fig. 7).
Output: quality and materials
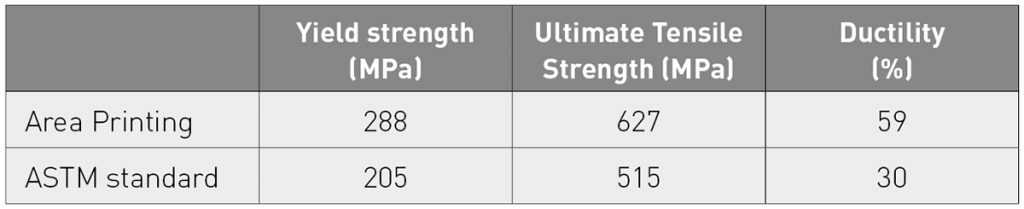
A fast and affordable manufacturing process is meaningless when speed and affordability means sacrificing quality or providing materials that do not meet an application’s needs. Testing output from the proof-of-concept machine has shown that Area Printing offers high densities, high-quality surfaces, and material properties that exceed ASTM standards. Sample parts from the proof-of-concept machine achieved image resolutions of 6 to 10 µm (XY), 25 µm (Z), surface roughness of 2 µm, and showed excellent material properties (Table 2).
Any meltable material is a candidate for Area Printing. However, Seurat Technologies’ focus is presently on metals, and initially specifically on steel and Inconel alloys. These were selected due to being non-reactive, minimising powder handling safety and regulations when storing and processing tons of the alloy. These alloys are also thermodynamically challenging for all metal AM processes. Overcoming these challenges allowed us to garner insights that will benefit the Area Printing of other alloys.
Compared to the current range of laser-based AM machines on the market, Area Printing provides distinct benefits when building challenging or ‘unweldable’ alloys. These advantages arise from the control and influence Seurat has over energy delivery during the build process. Another example is grayscale patterning, which allows precise control of both heating and cooling rates to overcome problems resulting from distortion, grain orientation, and other issues that impede the AM of desirable alloys.

Go-to-market through Additive Manufacturing depots
Seurat Technologies has made a deliberate decision to offer manufacturing services rather than selling machines. The goal is to be a global manufacturing leader, establishing Additive Manufacturing depots around the world to manufacture parts locally and decentralise global manufacturing. The key factor for this plan is the need to characterise, quantify, control and qualify metal AM processes. Providing that expertise, Seurat accelerates the path to adoption for each part and every application. Shown in Fig. 9 is an injection mould tool produced by Seurat for United Aircraft Technologies.

Central to this plan is the Area Printing Production (APP) Program. The APP Program consists of three phases: material validation; machine, process, and application validation; and production readiness. Progressing through each phase, Seurat works with the customer to achieve specified material properties; match application targets, such as part price; refine the process; and ultimately achieve reproducibility and repeatability needed to scale up for manufacturing in high volumes. Since the APP process is resource intensive, Seurat will be working with select customers targeting high-volume manufacturing. Ideally, the candidates will require the production of more than 200 metric tons per year of parts with Area Printing.
Decarbonising manufacturing
Seurat Technologies is on a mission to expand the Additive Manufacturing market while transforming global manufacturing for people and our planet. Our contributions will be through Area Printing and sustainability practices. Manufacturing must evolve, starting with a new approach to the tenuous global supply chain. Manufacturing must be brought back to sit alongside operations that consume the product output. By opening the door to more of the metal manufacturing market, Area Printing contributes to this evolution via a distributed network of AM depots.
Carbon-free production is critical in the effort to usher in the next generation of manufacturing. Seurat has a two-fold approach to sustainability. First, Area Printing reduces CO2 emissions by displacing carbon-emitting manufacturing processes. Second, Seurat’s production facilities will be entirely powered by renewable energy as of spring 2022. With the energy-dense process and the planned output tonnage, this has a marked effect on CO2 emissions, unlike the minimal impact if renewables were used on AM machines for prototyping and low-volume production.
None of this would be possible when chasing incremental gains. Instead, Seurat is breaking barriers by decoupling throughput and resolution. Area Printing is an extremely scalable technology which will make metal Additive Manufacturing a fast and affordable option to deliver the consistent quality demanded by high-volume production.
Author
James DeMuth, CEO
Seurat Technologies
Wilmington, Massachusetts, USA
LAST MONTH’S MOST-READ ARTICLES












