


DfAM insight: How to choose candidate products for AM production applications
With the right training and experience, a design engineer can quickly make an informed decision on whether a production part might be suitable for Additive Manufacturing. For the rest of us, some basic rules can be applied to understand if a product is a good fit. Here, Ray Huff and Terry Wohlers outline six questions that should be asked before going down the AM route for series production, and present a selection of successful real-world application examples that illustrate the issues raised. [First published in Metal AM Vol. 5 No. 2, Summer 2019 | 10 minute read | View on Issuu | Download PDF]

Using Additive Manufacturing for the production of metal parts can reduce time and cost, provide more manufacturing flexibility, and potentially improve product performance. Often, news reports suggest that a wide range of products can be made using AM. However, one must consider the inherent and sometimes hidden costs and other considerations of producing metal parts by AM, while knowing how to identify products that are a good fit. It is important to explore the benefits of metal AM and how to identify if or when they apply to your products before beginning production.
How to identify candidate parts
Is the product complex?
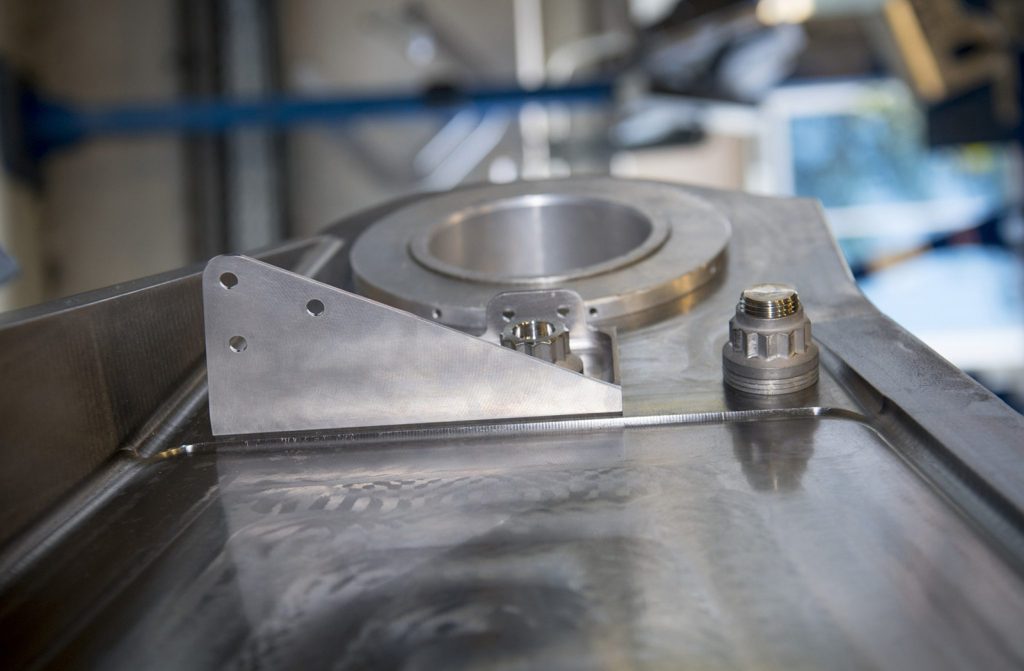
Part complexity is difficult to quantify, but it is relatively easy to explain and conceptualise. Parts that include a combination of undercuts, internal channels, organic contours, lattices, and the like, may be considered complex (Fig. 1). Parts with a greater number of these types of features are increasingly complex.
If a part is simple enough to be machined in a single operation on a 3-axis CNC machine, it isn’t usually a good candidate for metal AM. This is something that Associate Consultant and Head Instructor Olaf Diegel explains in the Design for Additive Manufacturing (DfAM) courses he leads for Wohlers Associates. Such parts, in most production volumes, will not support a case for AM.

Parts of high complexity become much more expensive using conventional methods of manufacturing, yet they can be affordable using AM. If a part requires two or more operations on a 4-axis CNC machine, it may be a candidate for AM. Other considerations, such as the material type and its availability and cost, are also a part of the decision-making process.
A single part may not be complex, but consolidating two or more parts into one could lead to more complexity. It is possible to digitally consolidate many parts into a single part, resulting in an assembly that is produced in its entirety by AM. In this case, the benefits of AM extend to a reduction in joints, welds, and possible weak points, as well as part numbers, inventory, assembly, labour, maintenance, and certification paperwork. When taking all of these benefits into account, AM can become a compelling method of production.
Can a product be designed to take advantage of AM’s benefits?
To make AM feasible for production, it is often necessary to design – or redesign – parts for AM. Part consolidation, as discussed, is one example of this. Learning to join two parts in a way that reduces material, maintains or increases strength and avoids stress concentrations comes with learning the principles of DfAM, coupled with practice.
DfAM knowledge costs time and money in hands-on learning and experimentation, but the benefits are far-reaching. Weight reduction, product performance and other benefits can offset the added costs of designing parts for AM. Over time, it becomes more natural to identify and design parts and assemblies for AM.
An example of the long-term benefits of DfAM is reducing the mass of a part. Lightweighting a part through DfAM can reduce the amount of material in production and also lower long-term operating costs, particularly in the transportation industry. Reducing weight by half a kilogram on a commercial jet can save many thousands of dollars in fuel savings over time. It is also possible to design parts for less expensive materials, such as by using an aluminium alloy instead of titanium.
Will AM reduce material waste?
Adding material to produce a part is typically more material-efficient than removing it by milling or some other operation. With AM, material is only added where it is needed, resulting in a low-waste operation. The need for support structures is an exception, but good design can keep these to a minimum for certain parts. A reduction in waste adds up even more when processing high-value materials.

Can AM be used to reduce lead time?
AM does not require any tooling to build a part, which can save a significant amount of time and money. Good methods of DfAM can help minimise the need for post-processing of the part. These factors can lead to fast production of relatively low volumes of parts, compared to conventional methods. Reducing lead time can have a big impact on a product’s time to market, with products sometimes entering the field in record time. Design updates, corrections, and changes can be inserted into production very quickly. The production of assembly tooling for conventional methods of manufacturing can be produced quickly using AM and at a much lower cost. This is an excellent application of AM that is often overlooked.
Is your part made in low volume or with high product variation?
AM shines most in low production volumes, including volumes of one. These are production runs in which the cost of tooling per part would be very high using conventional methods. Medium-volume production is becoming an option with relatively small parts, enabled by fast processes and automation. Some AM technology, such as metal Binder Jetting, promises fast build speeds, though such methods are still a distance from the mainstream.

Would as-cast material properties meet product requirements?
In most cases, metal Powder Bed Fusion (PBF) produces parts comparable in surface finish to cast parts. Plan to machine and finish all mating surfaces and other features with critical dimensions. The material properties of parts made by metal PBF usually exceed those of cast parts and can be close to wrought properties. For aerospace parts, Hot Isostatic Pressing (HIP) is usually required to eliminate porosity. Metal PBF machines typically produce parts with a density of 99% or better.
Examples of using metal AM for series production
An expanding number of companies have learned, often by trial and error, the criteria for selecting candidate products for production by AM. The more they do it, the easier it becomes. The following is a sampling of what has been produced to date in a range of industry sectors.
Titanium brackets in aerospace serial production
Airbus began testing metal AM parts several years ago, demonstrating flyable titanium parts as early as 2015. After testing Sciaky’s Electron Beam AM (EBAM®) high-deposition rate process, which uses wire feedstock, Airbus identified a titanium bracket that would benefit from the process in serial production for the A350 (Figs. 2-3). The titanium alloy bracket entered serial production in 2017.
Why did this part succeed in serial production? Although very simple, it benefitted from AM’s material saving capabilities. It was made of a relatively high-cost material, making material savings in production very relevant to the cost of production. The material is commonly used in aerospace, so properties were predictable without a mountain of testing and qualification. The process is said to be time-efficient, though it requires post-machining. Even with limited DfAM modifications, the material savings and well-understood material made the bracket a good choice for AM.

Convertible top mounting brackets
In 2018, BMW announced that it was using metal AM to produce mounting brackets for its i8 Roadster (Fig. 4). The brackets are produced in an aluminium alloy on PBF machines. BMW designed the bracket using topology optimisation, resulting in the characteristic organic look of an optimised metal AM part.

The part is lighter than its plastic injection moulded counterpart, yet much stiffer, thus providing superior support to the roadster’s soft convertible top. The part was not only optimised for stiffness and material savings, it also stands upright during the build, allowing the company to concurrently produce many of the parts on a single build plate with minimal support material. These factors enable the metal AM part to outperform the conventional version.
Brake calipers
In January 2018, Bugatti announced the production of a titanium brake caliper using metal AM. At the time of the announcement, the caliper was believed to be the largest in the automotive industry, and the largest functional titanium part made by AM (Fig. 5). While these claims were worthy of note, they would mean little if the part were not also economical to produce by AM.

In collaboration with Fraunhofer Research Institute for Additive Manufacturing Technologies (IAPT), Bugatti used DfAM to make the brake caliper 40% lighter and stronger than its conventional aluminium counterpart. For Bugatti, this alone was enough to make a case for the new design. As a premium automotive application, the caliper is a low-volume, high-value part. Producing it by AM presented interesting cost and performance benefits.

Braille handrail covers
Deutsche Bahn has been exploring AM for production applications since 2016. The company used AM in the production of more than 1,000 individual handrail signs for its train stations (Fig 6). Each handrail includes text in German and braille. To individualise each sign, an app was developed that employees used to submit handrail production requests from their smartphones. The company reported as much as a 50% cost savings using this novel approach to production.

Formula 1 parts
AM’s impact on the supply chain is a tremendous advantage to companies nimble enough to take advantage of it. CA Models reported a lead time reduction from six weeks to six days – a reduction of 85% – when using AM to produce a double-water inlet/outlet component for a Formula 1 car. The part is complex in shape and needed to be hollow for fluid flow (Fig. 7). The company optimised the build orientation and added material, digitally, to faces that would require post-machining in preparation for producing it by AM.

What will your winning application be?
As shown, metal AM offers many benefits for production components. Applying one or more of them can help make the case for using AM. Applications where several benefits apply could be a winning solution, resulting in cost and time savings to a company. Learning to spot the opportunities is key and is best accomplished by learning the rules of DfAM as they apply to production parts. No single metal AM process or material will be right for all applications, so knowing the available options is key to not getting stuck in a single mindset. With metal AM, the value is in knowing when and how to apply the technology.
Authors
Ray Huff and Terry Wohlers
Wohlers Associates, Inc.
Fort Collins
Colorado 80525
USA
www.wohlersassociates.com

LAST MONTH’S MOST-READ ARTICLES












