


From atomisation to analysis: How Carpenter Additive is delivering improved material reliability, economics and quality
Metal Additive Manufacturing is a complex technology in which users struggle with materials reliability and quality on a daily basis. Here, William Herbert, Director Technology and R&D - Carpenter Additive, a division of Carpenter Technology, looks at how the company combines a 130-year heritage as a leader in speciality alloys with modern, digital solutions for powder management and material traceability, and supports the AM supply chain end-to-end by developing advanced materials, improving process economics and quality, and reducing risk in production applications. [First published in Metal AM Vol. 5 No. 4, Winter 2019 | 20 minute read | View on Issuu | Download PDF]

The dreaded message came through early on a Friday morning from the operations supervisor: “Build failure occurred at approximately layer number 3000, almost 90% of the way through the run.” The engineering team had been monitoring the Laser Powder Bed Fusion (L-PBF) machine as it quietly hummed all week, checking its critical process variables like the vital signs of a patient. The sizeable, valve-like component slowly taking shape in the build chamber bore all the hallmarks of a good additive part – intricate fluid flow features, hard-to-reach internals and long lead times for its cast predecessor. The team had spent days preparing the file, optimising the layout, analysing and screening the high-purity stainless-steel powder to be used, identifying potential pitfalls and attempting to avoid them through careful setup. Once the build began, the team had looked through the small window into the machine’s build chamber once every half hour to check whether the laser was still sweeping and sparks still flying. The build was in the final stages of its eight-day sequence when the powder recoater blade scratched on a deformed part feature – a shard of metal jutting out of the powder bed.
A set of instructions was calmly issued back to the operators: “Stop the process. Allow the platform to cool, remove the plate and powder. Clean down the machine and turn it around to start all over again.” But first, the team was called to a meeting to identify the root cause and avoid a recurrence on the next attempt. This first failure had cost a week of valuable labour and machine time and a tight delivery schedule was frustratingly affected.

Anyone who has worked with state-of-the art metal Additive Manufacturing systems will recognise this illustrative example and understand that the time was not completely wasted. Experienced industry colleagues are familiar with the quotidian learnings and continuous improvement of this industry; AM machines are a mass of complex pipework and electronics, with many potential points of failure. No single part build is identical, with each requiring the collective expertise of a group of experienced mechanical engineers and metallurgists, a range of software tools and knowledge accumulated from prior efforts to set up for success. Endless minor setbacks are followed by educated tweaks and corrections, gradually raising the bar for quality with each build, and informing the direction of new projects in a progressively upward trend. Preparing an additively manufactured part for production is an exercise in patience and rigour that can take months, if not years, of continuous improvement.
Materials challenges
Did anyone expect this to be an easy process? Decades after the inception of metal AM, we are still dealing with a fairly futuristic process, which, in large part, has yet to be standardised. L-PBF remains the most widely-used process; powerful fibre lasers, sometimes several at once, are directed through micrometre-perfect optics, laying down miles of seamless weld track in loose metallic powder, itself a highly insulating and occasionally volatile material. Parts produced by L-PBF are made up of thousands of tiny volume elements of material, cooled rapidly from the molten state into low-temperature, thermodynamically metastable solid phases in approximately 1/10,000th of a second.
We cannot always force these materials to behave as we would like. The densification of the powder bed into a bulk solid causes distortions that are hard to predict, hence the need to anchor the slowly materialising component solidly to an inches-thick build plate.

During cooling, the material tries to shrink, warp and pull in every direction, sometimes leading to observable macrocracking. On the microscopic scale, the as-built material invariably contains porosity from entrapped gas, keyhole welding or lack of fusion. Most alloys also undergo phenomena such as hot cracking, since molten alloys do not freeze all at once in a unified block, but instead form a ‘forest’ of extending, solidifying branches called dendrites – with remaining liquid being pushed into the micrometre-sized spaces in between. Where these gaps are not filled, or are pulled open by strain in the material, cracks on the scale of just micrometres can form. These microscopic defects often constrain the types of alloy that can be additively manufactured effectively, and limit the mechanical performance of those that can.
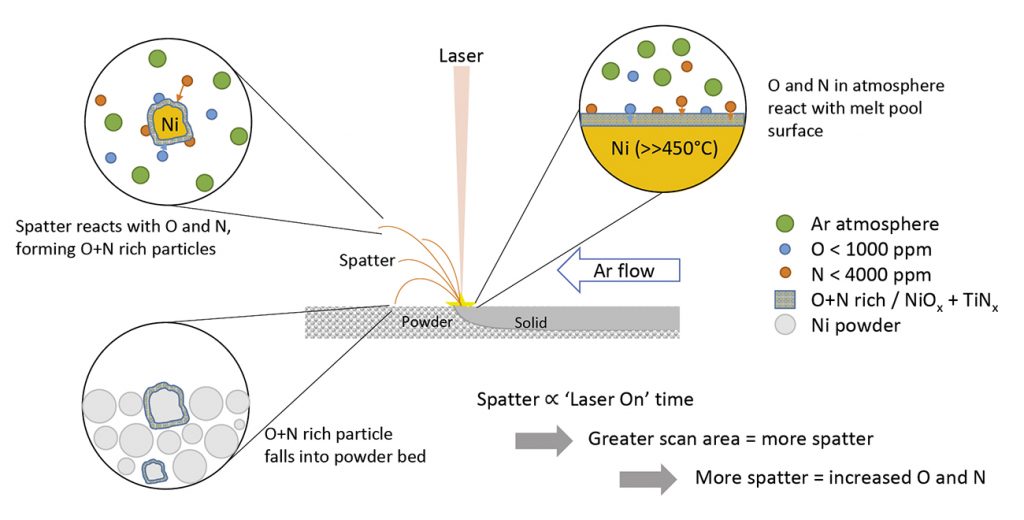
Finally, observing the powder bed during the process, we see the familiar sparks flying – these are in fact minuscule droplets of liquid metal ejected from the laser’s path and burning in the low-level remnants of oxygen in the chamber. A steady flow of inert gas through the chamber is used in an attempt to carry these particles away, but many fall back into the bed of high-quality powder material as contaminating inclusions, which AM engineers nickname ‘spatter’ or ‘soot’ (Fig. 2). When the time comes to recycle unused powder for a fresh build, operators still do not know what influence soot has on the material quality, or how to keep track of it when powder is continuously reused.
The common thread throughout these issues is materials science. Although metal AM is perceived by the wider public as a digital technology, it is still inherently a metallurgical processing approach and thus complementary to other production techniques in which we precisely engineer and control the material’s microstructure – such as casting, forging and welding. Alternative metal AM technologies such as Binder Jetting and wire- or powder-based Directed Energy Deposition (DED) are not necessarily simpler, each having their own metallurgical and practical idiosyncrasies and challenges. Reliability and materials quality are the essential pain points of metal AM today and every user of this technology still goes through experiences like those described above.

The launch of Carpenter Additive
If it were easy to operate industrial metal AM systems – just ‘push a button and wait’ – Carpenter Technology would not be working in this field. A global leader in speciality alloys for over 130 years, the company’s approach is to help its customers solve the most challenging materials and process problems.
Throughout the AM industry’s development over the last two decades, Carpenter Technology has supplied feedstock material and expert advice to those entering the space. So, extending its AM activity further was a natural step; the company aspires to be an irreplaceable partner in the supply chains where it operates, including the aerospace, medical, transportation, energy, consumer and other industrial sectors. In practice, this means collaborating with customers’ engineering teams on their product platforms, advising on materials selection, working on next-generation alloys with specialised formulations and process techniques and developing new materials with specific ‘form, fit and function’ for challenging service requirements. Crucially for the emerging field of AM, Carpenter Technology is experienced in supporting lengthy and intensive qualification initiatives, sometimes beginning years in advance of the planned product launch.

Already one of the world’s largest manufacturers of inert gas atomised powders and a supplier of AS9100-accredited additively manufactured components, in May 2019 Carpenter Technology consolidated its relevant divisions and launched a business unit fully focussed on supporting the metal AM industry with end-to-end expertise under the brand Carpenter Additive. In this article we look at three interconnected areas in which Carpenter Additive is bringing value to its customers: materials and processing technologies, PowderLife™ quality management solutions, and end-to-end manufacturing support.
Speciality materials and processes: The foundation for high-performance applications
Carpenter Technology supplies industry with hundreds of thousands of tons of highly-specified, vacuum-melted alloys in different product forms such as billet, bar, strip, wire, and powder. Our deep familiarity with metallurgical quality assurance and testing, which is required to service our mission-critical supply chains, is a cornerstone of Carpenter Additive’s strategy in AM. Understanding the complex relations in structure-process-properties that dictate an alloy’s performance, Carpenter Technology is well placed to provide expert advice and manufacturing solutions for AM technology.

Unlike subtractive techniques such as CNC machining and, instead, more analogous to casting, during metal AM processing a material’s microstructure is engineered simultaneously with the geometry of the component. Material defects and therefore damage tolerance limits are directly linked to the way the component is manufactured and post-processed. Carpenter Technology is a partner and advisor with experience in high-end processing technologies that can bring a holistic understanding of materials, process and application requirements.
For its current metal AM customers, Carpenter Additive provides a portfolio of standardised powder alloy feedstock in its PowderRange™ portfolio. These materials, which are specifically optimised for different types of AM machine, provide an off-the-shelf solution for more than 80% of application cases today. However, for many new applications and designs, the standardised materials in PowderRange do not allow the user to take full advantage of what AM can offer. Carpenter Additive’s customers frequently ask for advice on how to enhance the performance of these existing alloys, or, when needed, to develop next-generation materials and processes tailored specifically to their requirements.
A walk through Carpenter Technology’s Research and Development Center in Reading, Pennsylvania, USA, illustrates how effectively and quickly we can incubate early product ideas and, subsequently, prove them out with end-to-end materials design or product enhancement – all under one roof. The team always starts with the end-user’s problem, typically as a collaborative exercise with the customer: what are the product requirements? Have they considered all the viable alternative manufacturing routes and can AM provide enough of an advantage to make embarking on an AM design project worthwhile? What are the shortfalls with their current materials and processes and where are there necessary trade-offs in economics versus performance? Once these questions are understood, a wealth of materials design capabilities can be brought to bear on the problem.
Case study: Alloy development for a medical device
A global medical device company approached Carpenter Additive for help with a biocompatible, hypoallergenic (or ultra-low allergenic) stainless steel for medical instrumentation applications. Additive Manufacturing was of interest for its design flexibility, but there could be no compromise on material quality for devices that would be used in medical devices and surgical applications. Existing materials on the marketplace did not meet the company’s stringent requirements for allergenic resistance, strength, and toughness.
Carpenter Additive started with the common stainless steel 316L and determined the alloy’s relatively high nickel content did not satisfy regulatory requirements and customer preferences for hypoallergenic medical materials. However, some existing hypoallergenic alloys gain their strong mechanical properties from cold working, which is not feasible using AM processing.They sought the advice of the R&D computational materials group which, using state-of-the-art neural network simulation tools to screen through tens of thousands of chemistry permutations, narrowed down on the most promising alloy contents for this application space. This included variants of Carpenter Technology’s premium BioDur® 108 stainless steel, an essentially nickel-free stainless steel with very high biocompatibility and high levels of strength, toughness, corrosion and fatigue resistance.

The team ranked the simulated results and, within a day, was able to manufacture the most promising alloy variants as small button samples on the scale of just a few grams using a plasma arc melting system. Then, mimicking conditions within the L-PBF process, the team made laser welds across the buttons and analysed the results carefully under a microscope, allowing them to select the exact alloys for full trials.
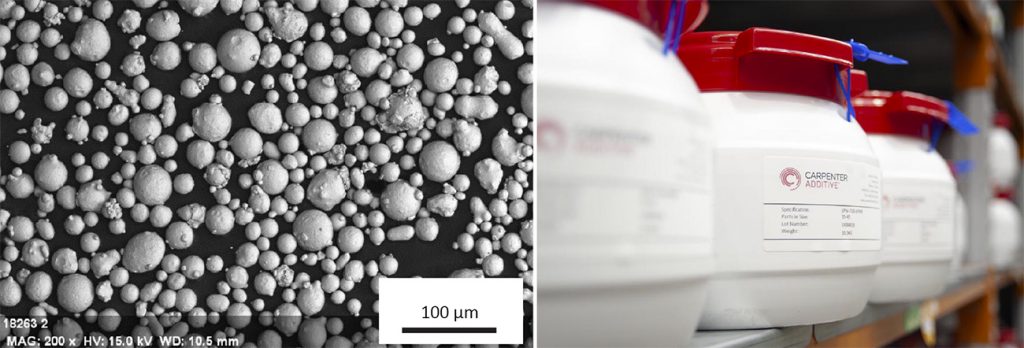
To pilot the full process, the team had to convert the selected alloys into powder feedstock for AM. Within the Reading R&D site also sits a powder atomiser that holds a charge up to 130 kg, and is therefore an ideal tool for small-scale AM trials. Other than its lesser size, the atomiser is identical to its bigger siblings at Carpenter Additive’s industrial plants, which fabricate thousands of tons of AM powder annually and distribute them to customers all over the world.
Adjacent to the R&D atomiser is Carpenter’s Additive Manufacturing Technology Center (AMTC). Built in 2017 and supported by over a hundred staff metallurgists and engineers, the AMTC brings together three different AM modalities within Carpenter Technology’s R&D ecosystem: L-PBF, Binder Jetting and Directed Energy Deposition. The AMTC’s mission is experimental work, early stage materials demonstration and application development. We think of this as our Technology Readiness Level (TRL) 0-3 location, where we can support customers with their fundamental questions and challenges.
The Carpenter team used the new powder feedstock to manufacture a series of AM mechanical test coupons. Down the corridor in the furnace room, the test coupons were subjected to a series of post-processing experiments with the objective of stabilising the material into the desired alloy phases via ageing heat treatment and Hot Isostatic Pressing (HIP). The mechanical properties of the post-processed coupons were measured and summarised in a recommendation for the medical device customer.
The capability to perform this work under one roof within less than two weeks, with the advantages of speed, agility and control it provides, puts Carpenter Additive in a unique position. The business can proceed from early-stage ideas and fundamental challenges to pilot- and full-scale applications in the same location, and with full management of the process steps. Leveraging the depth of knowledge and wider metallurgical engineering talent at Carpenter Technology, the team is available to assist its customers with a wide range of material, process and application challenges. Over the past two years, the materials team at Carpenter Additive has investigated over twenty alloy types and advised dozens of customers on materials selection, process optimisation and part-making applications for AM.
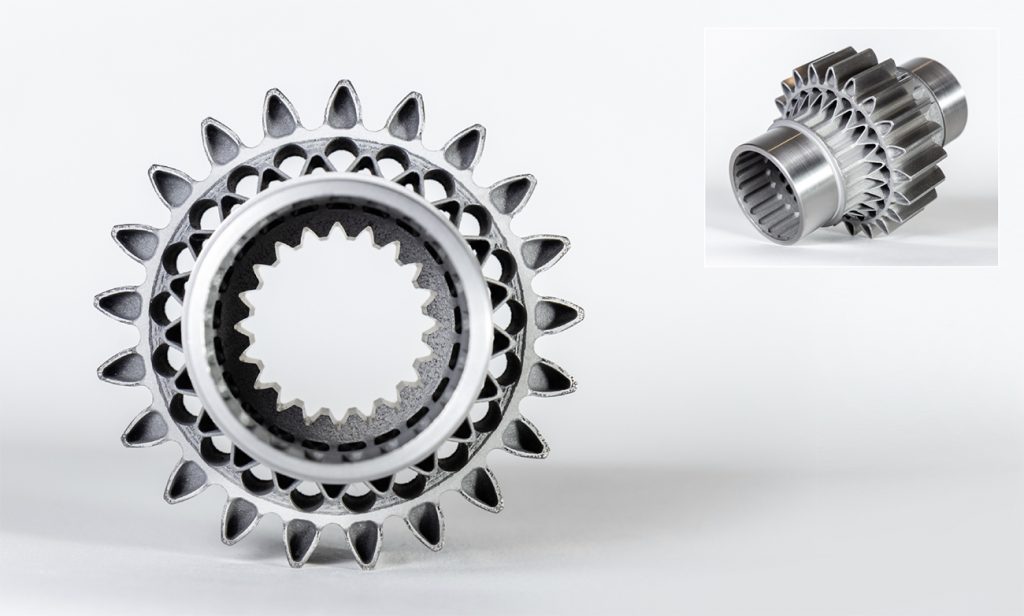
Case study: Aerospace pinion gears
Carpenter and BMT Aerospace International, Oostkamp, Belgium, collaborated in the development of the metal AM aerospace pinion, shown in Fig. 6, manufactured using Carpenter Technology’s Custom 465®, a proprietary, martensitic age-hardenable alloy offering a superior combination of strength, toughness, corrosion resistance, and tolerance to common AM microstructural defects, as compared to other high strength steels such as 17-4, 15-5, and Maraging 300. BMT Aerospace and its subsidiary BMT Additive initiated the project by partnering with Carpenter Technology to produce a redesigned pinion that could leverage the design benefits of Additive Manufacturing, whilst using high quality materials that would attain the high-performance expectations of the application.
The cooperation between the two companies resulted in an optimised and simplified manufacturing process for the part and presented the opportunity to further expand Additive Manufacturing part production across multiple applications. The parts were manufactured by Carpenter Additive, with design, validation and post-processing carried out by BMT Aerospace.
The gears are currently undergoing ground-based flight cycle testing to prove their longevity in wear and corrosion resistance for major aircraft manufacturers. Carpenter’s custom 465 material has approximately 25% higher tensile strength and higher wear resistance compared to AM 17-4PH stainless steel.
Improving manufacturing efficiency with PowderLife™ materials management
Research at Carpenter’s AMTC sets the foundation and supports customers during the early stages of AM development. Much of the industry’s collective effort is still focused on this foundational phase, seeking to identify relevant applications and prove them out at small-scale and low-rate initial production. However, once a material’s performance within design guidelines is understood – and the business case for a new application is signed off – product managers face another series of questions and challenges as they look to scale up production.
These considerations boil down to a combination of economics, supply chain performance and risk. For Carpenter Additive’s strategic customers, who have already achieved expansion of their AM programme or even reached full-rate production, Carpenter Additive sees priorities turning quickly towards operational considerations. These considerations include yield improvement, productivity and overall equipment effectiveness, material waste reduction, and environmental health and safety mitigation with large-scale powder usage.
Carpenter Additive’s PowderLife suite of solutions has been developed specifically with these advanced AM users, who are looking to achieve a series of marginal gains from their AM production programme and drive sustainable improvements, in mind. The PowderLife solutions portfolio includes materials advisory services, customised powder management equipment and digital traceability applications to track and analyse powder reuse in real time on the AM factory floor. Carpenter Additive has found that near-term reductions in per-part cost of up to 30% are possible when a structured and methodical approach to production efficiency is taken using the PowderLife system (Fig. 8).
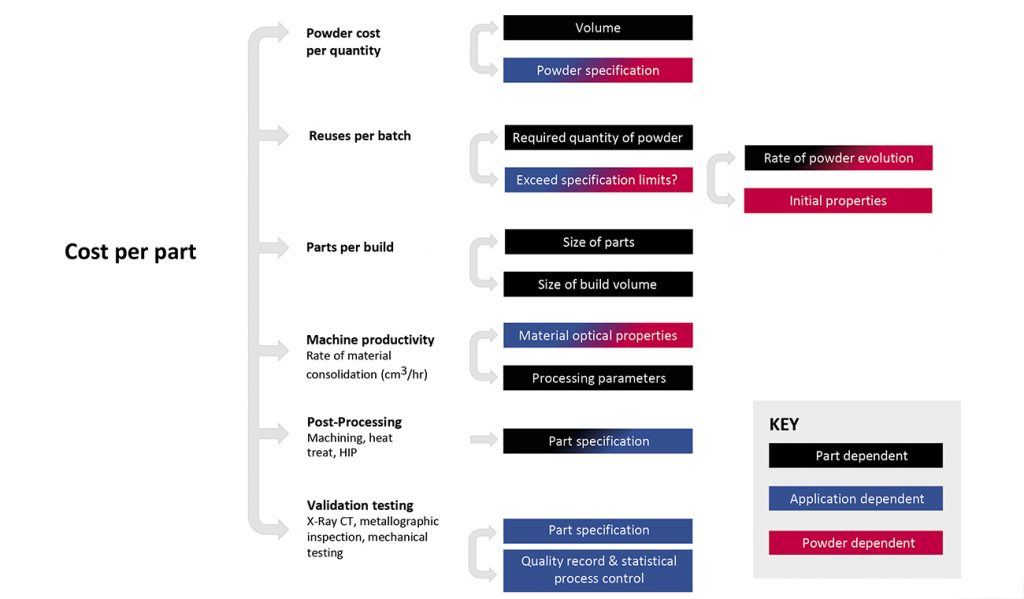
Machine productivity
Typically the largest individual cost line item, machine productivity is related to how efficiently the build volume is filled, the processing parameters and the amount of time it takes to recover the part and set up the machine for the next operation. For current AM technologies and applications, productivity improvements can be found by pushing machines towards the limit of the energy source, such as laser wattage. This is challenging to do whilst maintaining high material quality, because it depends on the alloy’s optical properties, but is possible with some alloy classes. Other efficiencies can be achieved by reducing machine turnover time with efficient powder delivery and recovery solutions.
Material cost
Whilst material cost usually comprises less than 10% of the total per-part cost, it is a highly visible accounting line item because of the large amount of inventory needed to fill machines. Upfront costs can be brought down by examining the engineering specifications with the feedstock producer, such as chemistry and particle size distribution. As highlighted in Fig. 2, inventory degrades over time through multiple reuse cycles, leading to traceability and quality challenges. Extending the reuse of powder requires a careful understanding of the statistical process limits at which powder negatively impacts part quality. More importantly, and especially in highly-regulated end-use industries, clear traceability and digital documentation are essential to avoid the high cost of scrapped parts, as well as for managing recalls of components affected by feedstock quality escapes. Carpenter Additive works with customers across many types of material and application to manage powder reuse. Through the PowderLife programme, we advise on how to standardise processes and minimise costs, while reducing EHS risks associated with open powder exposure to operators.
Secondary processing costs
Post-processing and validation testing are more difficult to control directly, but can comprise a significant fraction of per-part cost, often exceeding 50%. Today, AM producers compensate for the lack of measurable materials design tolerance by inserting witness coupons, or test pieces, alongside components to be built. These provide peace of mind that a destructive test can be carried out to determine build quality, but can add significant expenses over time. Carpenter Additive’s PowderLife programme sets up a long-term solution for customers to reduce the burden of validation testing by maintaining a digital compendium or consistent record of process inputs and statistical materials property outcomes across large numbers of build cycles.
Bringing it all together: End-to-end manufacturing
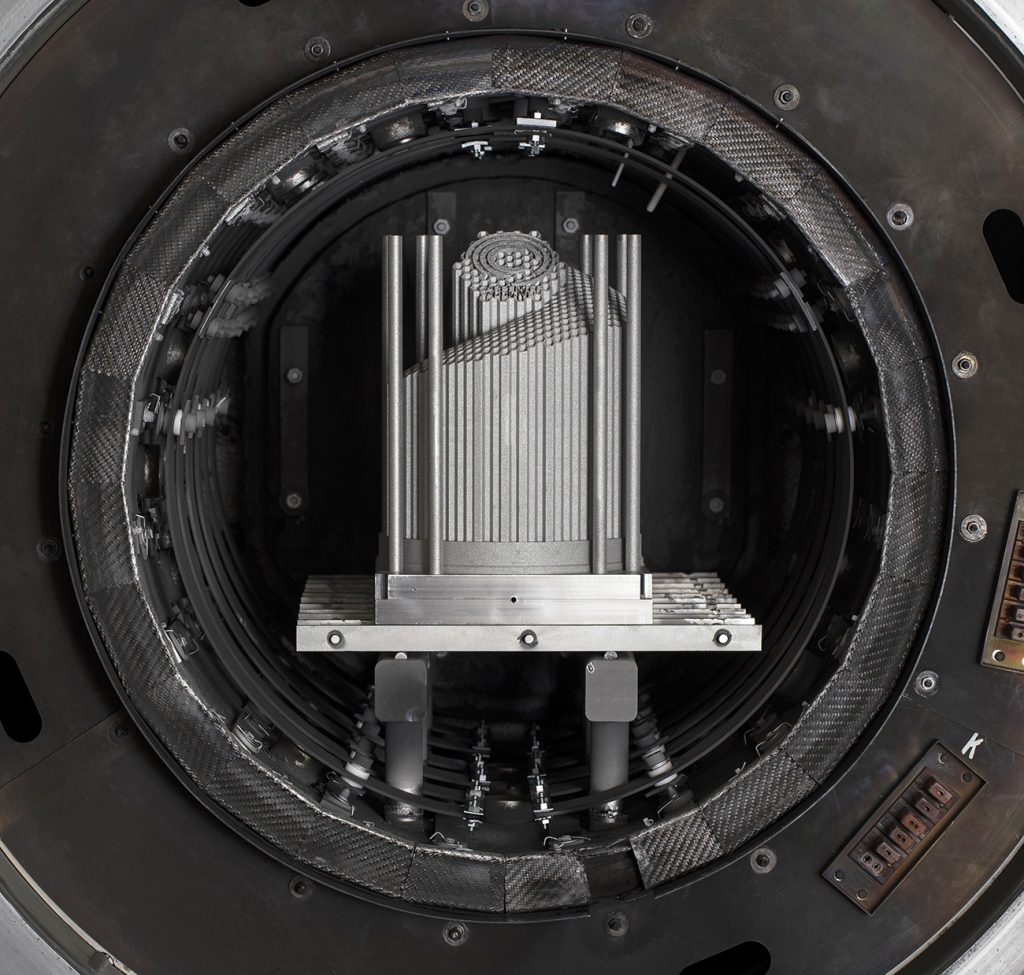
The full range of Carpenter Additive’s technology initiatives can be seen in operation at Carpenter’s Additive Manufacturing production locations in Camarillo, California, USA, and at the newly built Emerging Technology Center (ETC) in Athens, Alabama, USA (Fig. 9). The Camarillo site operates under AS9100 Rev. D and NADCAP certification, meeting the industry’s most stringent quality requirements. The Camarillo facility operates Electron Beam Melting (EBM) machines as well as L-PBF systems, used primarily to service the aerospace, defence and space sectors, although the company has recently seen a steady increase in the number of oil and gas, semiconductor and other industrial applications – signalling that AM is beginning to make a mark on a broader set of end-use markets.

Building on our strong foundation in materials and process technology, the mission of these end-to-end manufacturing locations is to scale up the use of Carpenter Technology’s speciality alloys in AM and drive challenging applications into full production. Our business does not necessarily focus the bulk of our attention on quick turnaround, basic CAD-to-build AM services using today’s mainstream alloys. Instead, new product developments are pushed from the R&D sites and Carpenter Additive puts them into practice through real-life part development. Low rate initial production can then be carried out and the knowledge gained later transferred to customer sites for full-rate production. Many customers also rely on Carpenter Additive to support their AM production needs on an ongoing basis.
The ETC demonstrates scaled-up process and application development, material traceability, component fabrication, post-processing and certification. Automated data collection at every step creates a digital library to reference specifications and results through the whole value chain. At the ETC, materials start life as raw elemental feedstock and are then weighed out and converted to powder using an industrial-scale powder atomiser at one end of the building. Powders are then transported in enclosed containers to alloy-segregated powder processing rooms and fed into L-PBF systems. Built parts, once heat treated or HIPed, are then machined and finished in the post-processing area, before undergoing part inspection and materials validation testing. The PowderLife system collects data and information across the entire lifecycle, creating a documented quality record as well as a future reference that can be used by Carpenter Additive for product enhancement and process optimisation opportunities.
The future of speciality alloys in AM
Carpenter Additive brings a wealth of knowledge and expertise to its customers in metal AM, offering a range of services to help them succeed in bringing viable applications to production. Combining more than a hundred years of metallurgical leadership with modern software and data analytics to provide end-to-end materials traceability, Carpenter works with both customers who are relatively new to AM, and those who have already achieved full scale-up and are looking to drive continuous improvements in materials handling and efficiency. In each of these cases, Carpenter Additive helps the customer to tackle the considerable challenges of this technology while simultaneously driving the future of speciality alloys in AM.
Contact
William Herbert
Tel: +1 610 208 2174
[email protected]

LAST MONTH’S MOST-READ ARTICLES












