


NanoAL: Alloy development on an open parameter PBF-LB machine, from installation through to Rapid Alloy Screening
When NanoAL, LLC, a company with a decade of aluminium alloy development experience, decided to speed up its development of alloys for AM, it turned to SLM Solutions' SLM®125 PBF-LB machine. As NanoAL's Matthew Simmers explains, the company needed a workhorse machine that fulfilled a number of requirements, from open parameters and material flexibility to specifications and build quality that closely mirrored larger, production-focused machines. This article explores machine choice, installation, and operation in supporting NanoAL's Rapid Alloy Screening (RAS) process. [First published in Metal AM Vol. 8 No. 4, Winter 2022 | 20 minute read | View on Issuu | Download PDF]
NanoAL was founded in 2013 as a spin-out from the materials research department of Northwestern University, Illinois, USA, with the goal of expanding upon and commercialising seventeen years of research in advanced aluminium alloys. This entry into the start-up world of material development has led NanoAL to work with global corporations to develop advanced aluminium alloys for applications in energy, semiconductors, automotive, beverage packaging, and general industry.
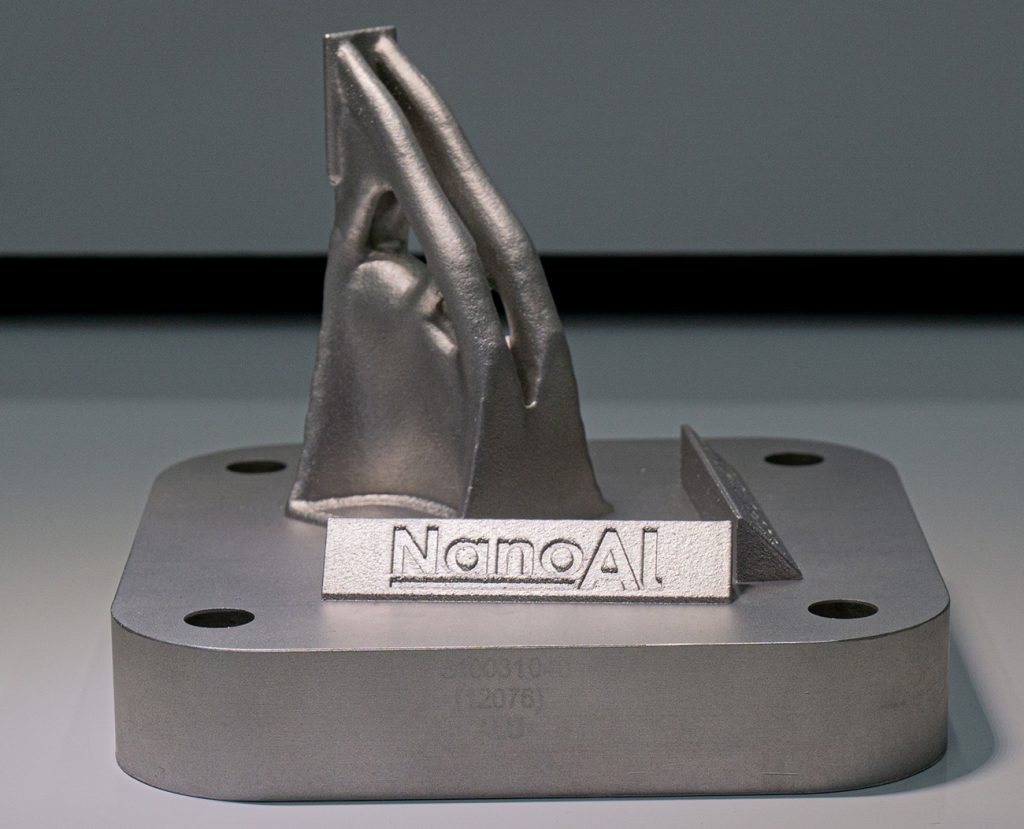
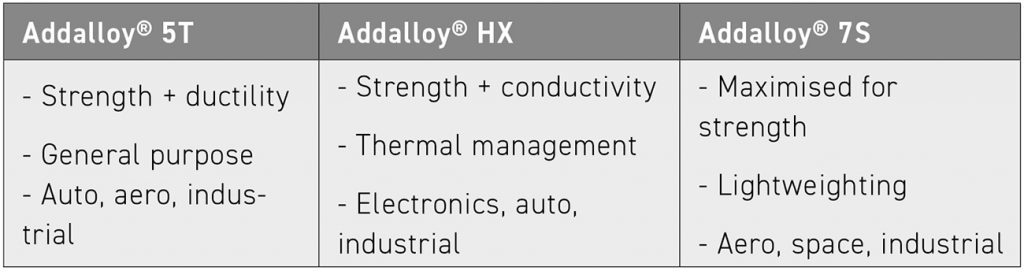
Along the way, the concept of Addalloy® aluminium powders emerged, as the NanoAL alloy design methodology was first turned towards Additive Manufacturing. NanoAL’s AM powders are specially formulated to take advantage of the fundamental physics of the powder production and Laser Beam Powder Bed Fusion (PBF-LB) processes. In 2020, the company’s first product for AM, Addalloy 5T, was announced, a 5000-series based high-strength alloy that can be one-step stress relieved and peak aged without quenching (Fig. 1). Fast forward to the fourth quarter of 2022, and the Addalloy concept has expanded to include additional available alloys as well as customised powder development services for public and private partners.

Today, NanoAL continues to solve material problems using a thoughtful, scientific approach that takes into account the end-user’s economic requirements at the earliest stages of development. NanoAL specialises in aluminium alloy development, but works broadly across traditional and advanced manufacturing processes including sheet rolling, die casting, wire forming, and AM powders. The development team utilises an internally created metallurgical toolbox called Rapid Alloy Screening (RAS) that rapidly produces empirical data against modelled predictions. In 2021, NanoAL further expanded its capabilities for development in Additive Manufacturing with the addition of an SLM Solutions SLM 125 PBF-LB machine to the RAS toolbox.
NanoAL selected the SLM 125 from amongst stiff competition in the marketplace for its open-parameter platform, optimal build chamber size, and simple material changeover process. Although smaller in effective build volume, it is representative of the larger format PBF-LB machines on the market, with excellent process gas flow, a powerful 400 W laser, and a production-grade powder distribution system. Very quickly, the SLM 125 proved its merit.
SLM 125: The little big hitter

The SLM 125 metal PBF-LB machine has been a workhorse in the dental field, building customised dental devices such as bridges and crowns for years. As a machine, it is both flexible and capable; perfect for high-value applications that use expensive raw materials, or for one-off builds of customised devices. Now, universities and material companies are noticing that the SLM 125 is well suited to the laboratory environment, as it is an excellent bridge between entry-level PBF-LB machines, which are often too small and underpowered, and the more productive, and significantly more expensive mid-format machines in the 220 mm build chamber size.

This is important for the purposes of research and development of new alloys, something that metal Additive Manufacturing certainly needs. The SLM 125 has many of the benefits of a larger SLM Solutions machine, but also much of the flexibility needed for companies and universities that are not running production parts. Size and utilities are often a particular consideration for laboratories, where space is at a premium and a full-scale custom build out is not possible. Compared to other systems available today, the SLM 125 has a compact build chamber with a hopper-fed powder spreading system, which results in a small machine footprint (1400 x 900 x 2460 mm) relative to the part size that can be produced.
Utility requirements for metal AM machines include power, clean air supply, and inert gas – typically argon or nitrogen (Fig. 3). The circuit amperage for a dedicated lab space consisting of the SLM 125, the laser cooling system, a powder reconditioning sieve, a metal dusts vacuum, lighting, and dedicated HVAC is approximately 100–120 A. Air and inert gas system options can be selected at the user’s preference. NanoAL installed a screw-type air compressor with downstream filtration, drying and separation to achieve the high-class air required for the laser optics. The SLM 125 can be connected to argon and nitrogen at the same time, which is convenient for development since plumbing does not need to be changed over. The user selects the desired gas from the SLM 125’s user interface for each build.
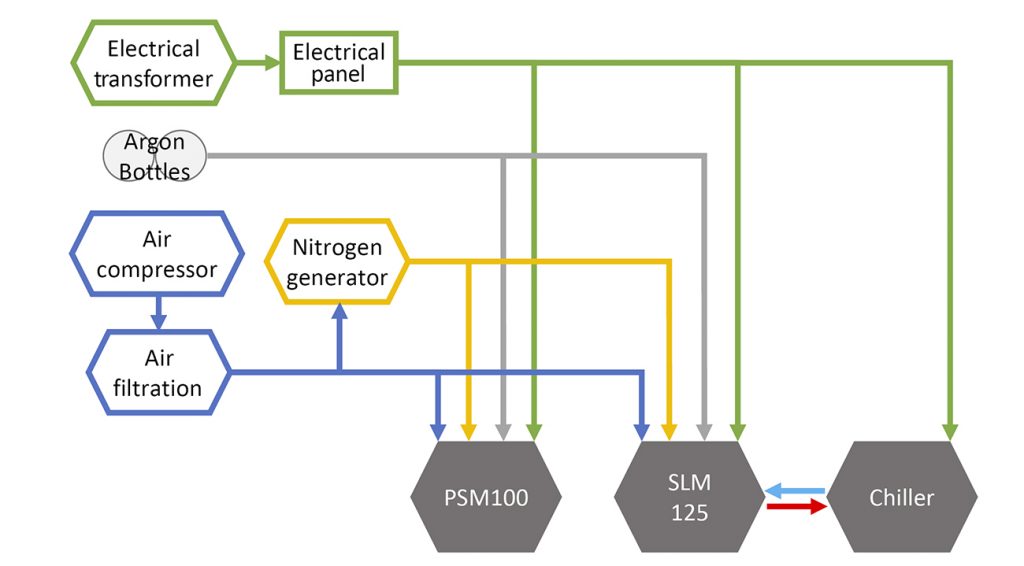
Most installations will elect to provide argon from an array of bottles or a larger dewar purchased from a compressed gas distributor. Nitrogen can be similarly sourced from the same distributor, but it can also be conveniently generated on-site with a compact nitrogen generating tower that is connected to the same air supply system as the laser optic.
While the SLM 125 is the smallest machine in the SLM Solutions portfolio, it offers greater capabilities than other small commercial machines currently in the market and is more representative of the processes utilised in larger-format machines. This allows a single machine to mature a new alloy from the research stage into commercialisation. In terms of the build chamber and mechanics, the SLM 125’s systems are essentially scaled-down versions of those found in its bigger brother, the SLM 280.

The build chamber piston, build plates, inert gas pumping system, condensate filter, powder dispenser and recoater are all mechanically similar to the SLM 280 in design and function, which gives users confidence that developing build parameter sets on the SLM 125 will be translatable to larger platforms where material properties can be replicated and validated. Equipped with a single 400 W laser, the SLM 125 has the same power and scan speeds as the entry-level SLM 280, and the build volume is also preheatable up to 200°C which further increases its ability to handle alloys that are sensitive to thermal stress.
Setting up the room
Unlike many polymeric AM machines, which can often be safely used in an office or even a home environment, metal PBF-LB machines require special safety considerations. Metal powders for AM are sized in microns. Some common powder sizes are +15/-45 µm, +15/-53 µm, and +20/-63 µm. These metal powders may have health, safety, and environmental risks associated with them. To mitigate these risks, metal powder AM machines are often installed in specialised rooms that are designed and engineered to suit the process and the materials. To ensure the safe and proper operation of the SLM 125 in its laboratory, NanoAL engaged with the local fire department, external safety consultants, and engineering contractors to determine the needs of the electrical service, HVAC, and fire suppression in the space. An existing room was upfit from its original state to provide the necessary utilities and operating environment and to meet the engineering design requirements put in place to mitigate dust migration and upgraded fire protection.
Dust migration
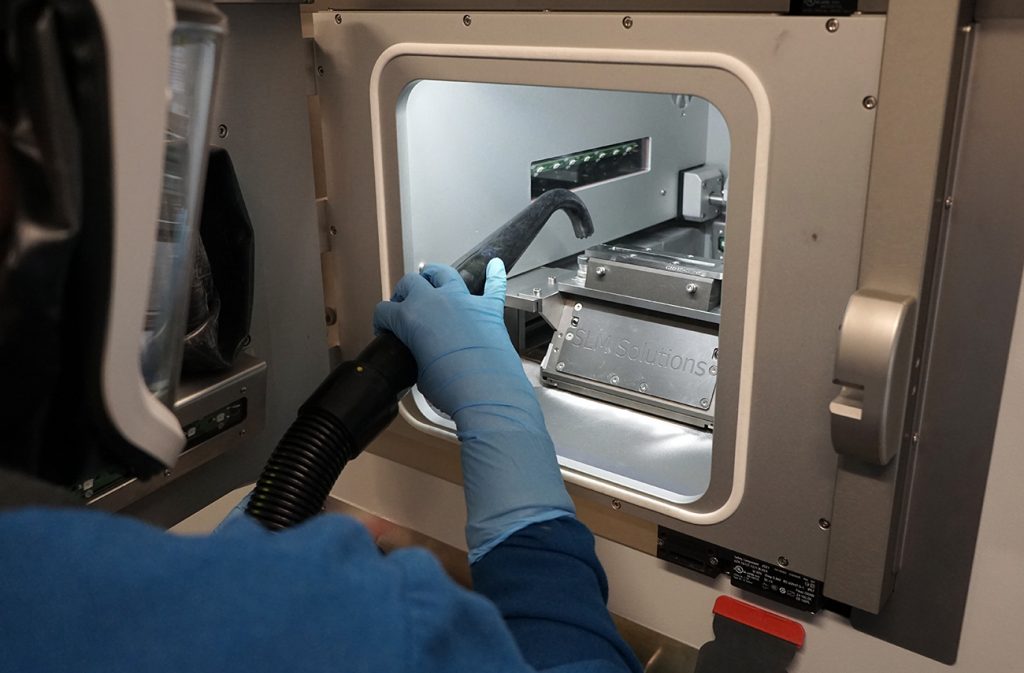
While metal AM powders tend to disperse into air easily, NanoAL specialises in aluminium powders, which are much lower density than other AM metals such as steel, copper, and titanium. This means that aluminium powders are the most likely to become airborne during handling operations such as loading and unloading the machines – the manual process shown in Fig. 4. Dust migration is a central concern because metal dusts may:
- Be harmful if inhaled or swallowed
- Irritate the eyes, nose, and throats tissues
- Contaminate other areas of the laboratory, causing cleanliness issues
- Be explosive when dispersed into the air
The walls, doors, floors, and ceiling act as the primary barriers of the enclosed room. All penetrations into the room for process gas supply, plumbing lines, power, and data cables were sealed. Engineering controls were incorporated to further ensure metal powder does not escape the room. Dedicated in-room mini-split heating/cooling units were installed to separate the climate control within the room from the primary HVAC throughout the rest of the lab. Make-up air was ducted into the room and was paired with a dedicated room exhaust system. The supply and exhaust side were balanced to create a slightly negative pressure inside the room. The negative pressure ensures that any unsealed penetrations would not be routes for metal powder to escape. Personal protective equipment (PPE) is worn by operators to prevent exposure to metal powder during handling. The PPE includes a Powered Air-Purifying Respirator (PAPR) with a full-face shield to cover eyes, nose and mouth, and a fire resistant overgarment with long-cuff nitrile gloves.
Fire protection

Metal powders may have certain fire related hazards. NanoAL contracted a fire and safety engineering firm to confirm the local and national regulations required for working with aluminium powder. A dry-chemical fire suppression system (Figs. 5 and 6) was necessary to meet the potential hazards outlined in NFPA 651 ‘Machining and Finishing of Aluminum and the Production and Handling of Aluminum Powders.’ There are two potential hazards when working with aluminium powders that drive this requirement. First: aluminium powders may present a metal fire hazard if a fire spreads from an adjacent area of the building to the AM room. An overhead water suppression system is not suitable for a metal fire as it may cause the fire to spread more rapidly. Second: aluminium powders can react with water from an overhead sprinkler system to evolve hydrogen, a flammable gas. The small metal powders used in AM have a very large surface area relative to their volume, which increases the rate of this reaction. The local fire department provided the final review and approval of the engineered dry chemical fire suppression system.

Developing alloys for AM
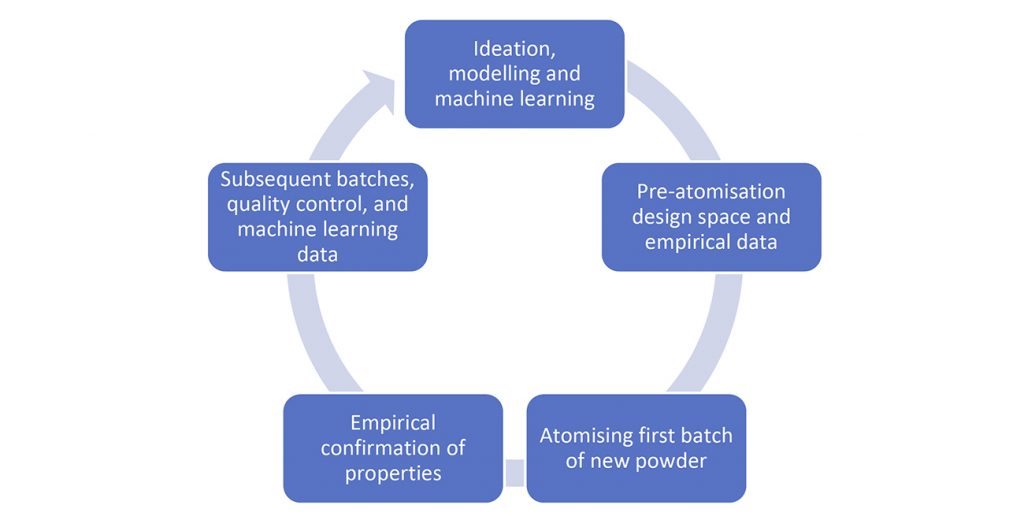
Alloy development for AM tends to follow a certain path, starting in ideation, moving through initial parameter development with testing and validation, and finally to application development, production scale up, and commercialisation. For NanoAL, the Rapid Alloy Screening process (Fig. 7) is put to work at the very first step: ideation.
Rapid Alloy Screening (RAS)
When starting a new alloy development programme, NanoAL uses machine learning to scan its proprietary metallurgical database for compositions suitable to new application requirements and the physics inherent to the AM process. A design of experiment is created to explore the new design space and then the alloy coupons are produced by NanoAL utilising a specially developed casting process. The coupons are loaded into the SLM 125 in an array to test the whole DOE space with a single experiment, including a fundamental study in the laser power and scan speed relationship for each composition in the test. The results of this experiment are the first brick from which the foundation for a new alloy is laid.

At this point, a hurdle is encountered by all alloy developers: the first trial atomisation. When developing a new alloy, making the commitment to atomise a powder for the first time is an important moment. There are many uncertainties. Will it atomise well? What will the yield be? Is the morphology suitable? And, most importantly, is the composition correct?
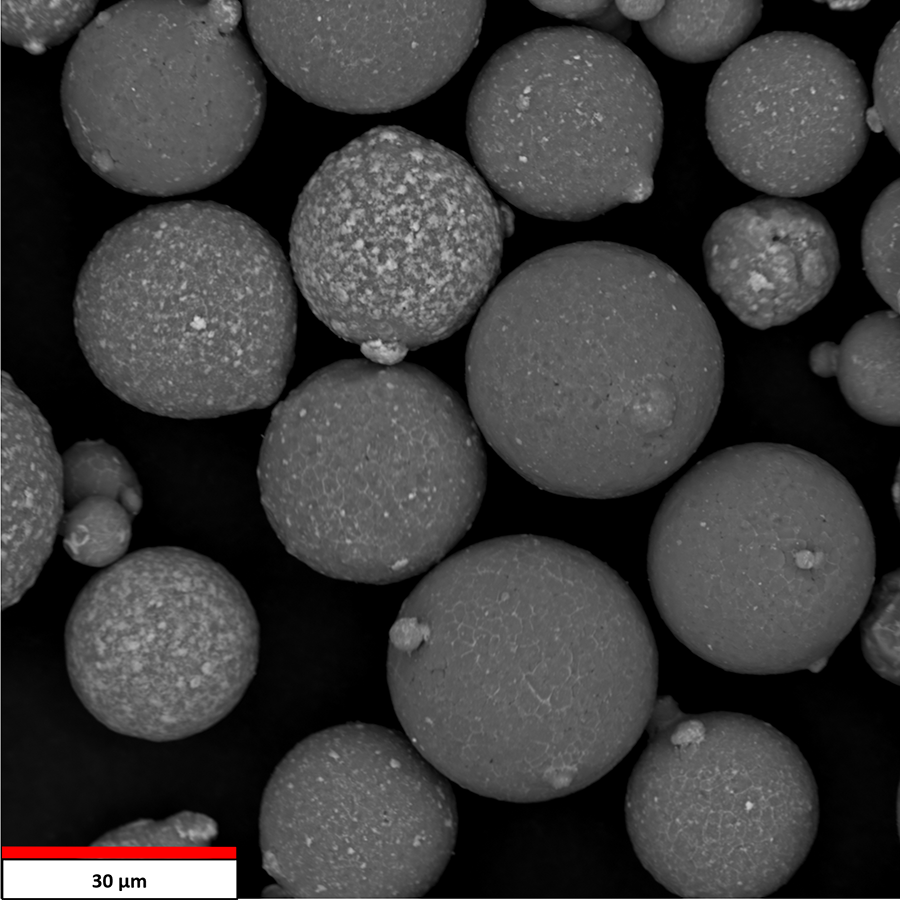
Compositions developed by NanoAL during the ideation phase are well informed, having already been simulated on computer, produced with empirical casting trials, and tested with empirical laser scanning assessments. However, they are not without risk, and each subsequent atomisation requires that NanoAL accommodate for any adjustment in the alloy’s composition, sizing, morphology, or any other critical aspect, adding significant lead time and cost to a programme. NanoAL creates a complete powder specification and partners with established metal powder producers to atomise it at the research scale. An SEM image of trial powders atomised to NanoAL’s specification is shown in Fig. 8.
The amount of powder yielded in the desired particle size range can be unpredictable in a trial run, and the SLM 125 is well suited to accommodate this variability. Its build chamber size and powder feed systems mean as little as 3 kg of aluminium powder can produce basic results defining the suitable build parameter range and basic material properties, including XY tensile performance (Fig. 9). With larger quantities of powder, the SLM 125 can generate coupons for Z and XYZ oriented mechanical coupons. Coupons from the SLM 125 are machined at NanoAL using a CNC lathe to produce repeatable and reliable test specimens. With every step of the process in-house, development builds can be built, heat treated, machined, and characterised within forty-eight hours.

An alloy composition can be locked in with as few as one or two research-scale atomisations. From here, the SLM 125 continues to contribute to the maturation of the new alloy. Incoming production batches of alloy powder go through the typical quality control checks such as powder size distribution analysis, elemental composition analysis, morphology, density, and flow checks.
NanoAL uses the SLM 125 to perform a build performance check on all incoming Addalloy powder batches to confirm that new batches of powder additively manufacture in the same parameter window and with the same resulting properties as previous batches. The results of all atomisations are recorded in a proprietary database that is applied to future machine learning to generate new alloy designs.
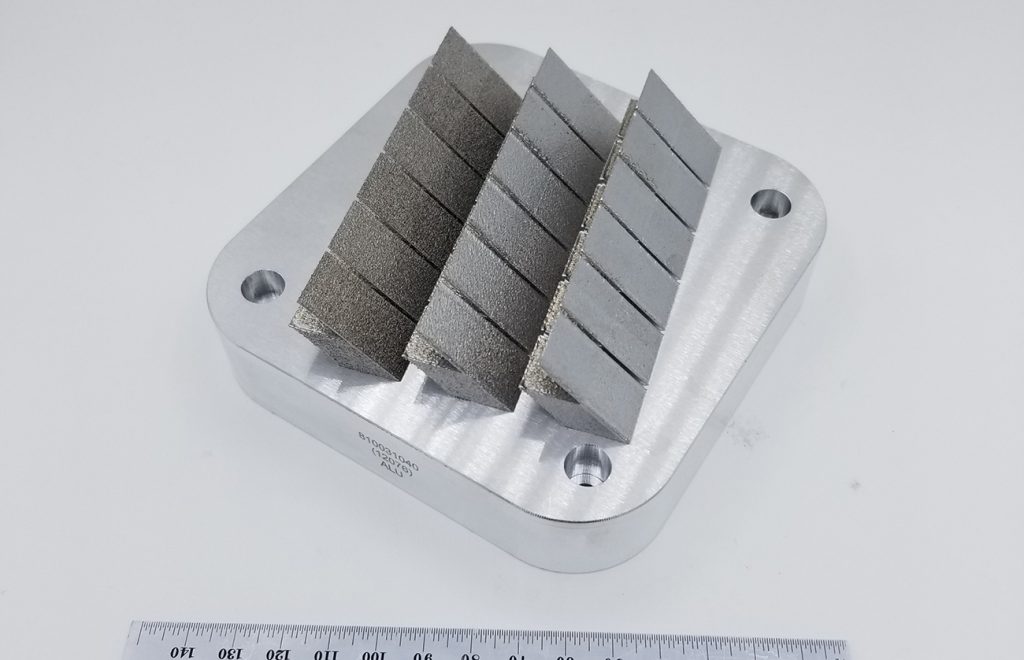
Application development for end-user programmes is performed on the SLM 125 as well. Demonstrator components up to 10.2 x 10.2 x 10.2 cm (length x width x height) can be built for customers which may be used for bench scale testing or to get concepts prototyped and ideas communicated. NanoAL runs specific development programmes on the SLM 125 to meet customer needs for thin walls, large cross sections, unsupported overhang angles, and surface finish (an example is shown in Fig. 10).
The open parameters of the SLM 125 allow the fine-tuning of build parameters directly by NanoAL engineers, without the need for back-and-forth communication with the OEM to make changes to the profile for new alloys. In a recent programme to develop a novel alloy, NanoAL performed more than forty back-to-back builds on the SLM 125 to develop a complete profile for hatch, border, and thin wall parameters.
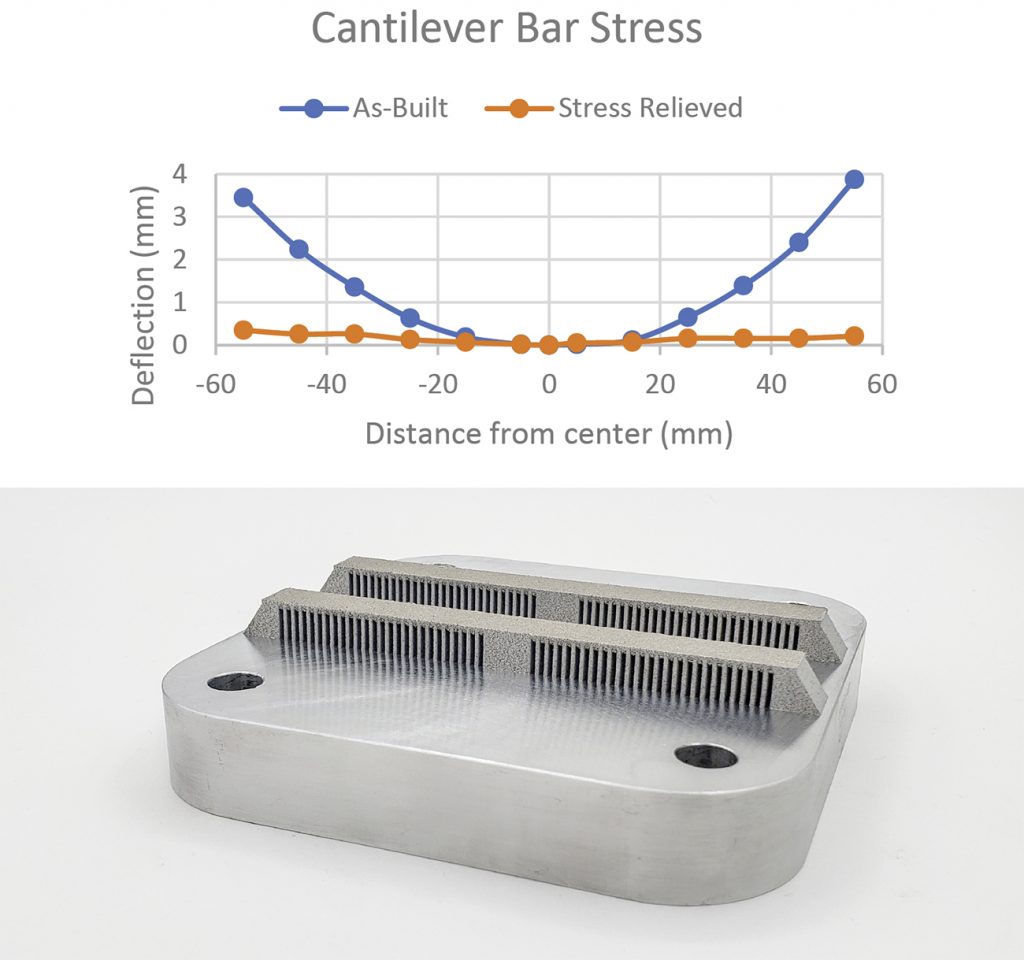
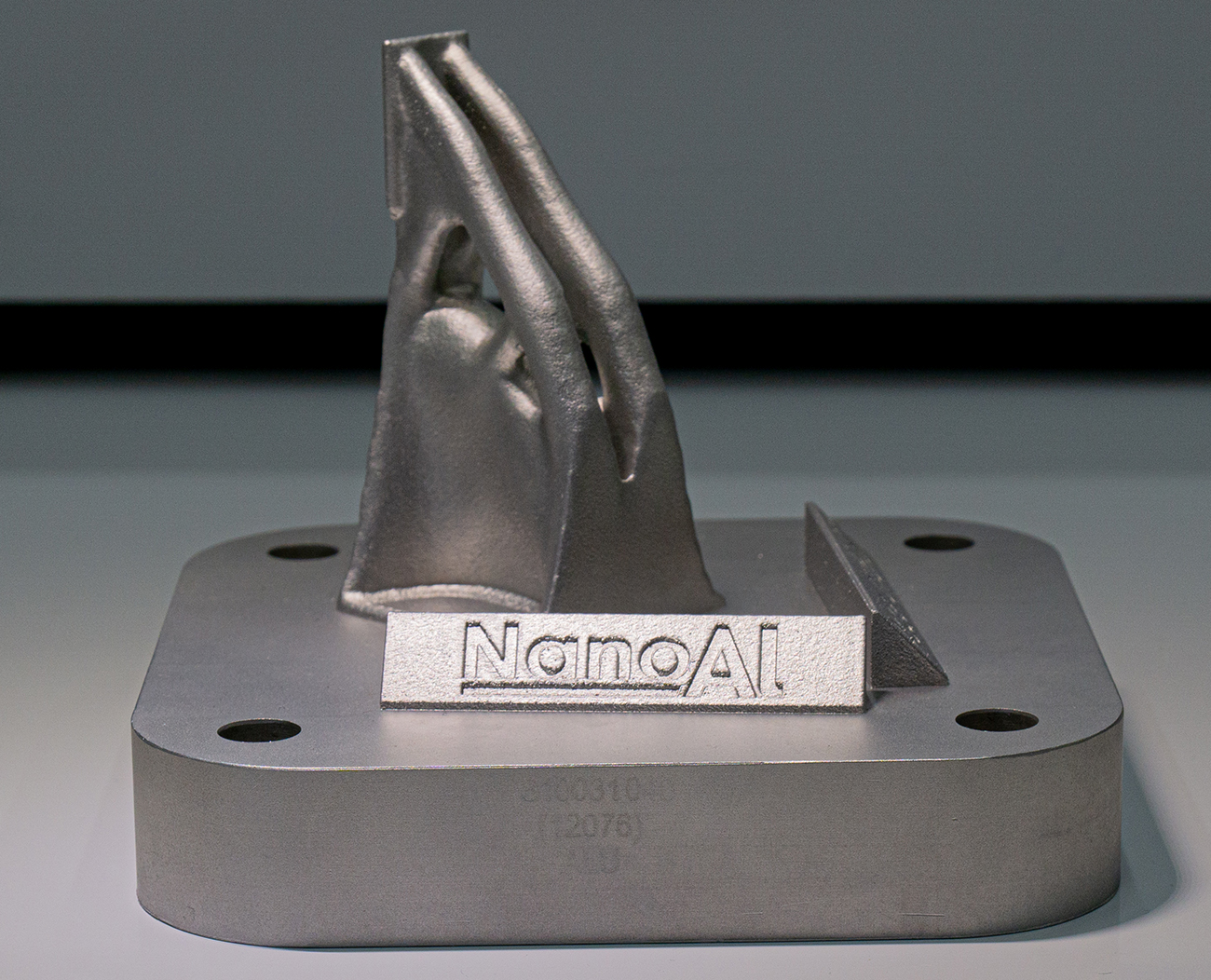
At NanoAL, several Addalloy alloys are at different stages of development, and the SLM 125 can flexibly adapt to the needs of each. Alloys may be changed over in the machine each week, or at times the SLM 125 may be dedicated to a single alloy for up to two months of focused, programmatic work. The SLM 125 allows flexibility and agility as each alloy programme moves forward and contributes brick by brick to assemble the technical and commercial foundation for the Addalloy family of powders. Fig. 11 shows a cantilever bar build used for residual stress testing to develop optimal stress relief treatments for new alloys.
A hot topic in a hot market
Alloy development for the AM industry is a hot topic, with seemingly weekly announcements being made about new alloys, or alloys in development, by known AM players and stealth startups alike. Traditional wrought or cast alloys may not be suitable for some, or all, metal AM processes. Often, the alloys that do work with AM are not desirable for certain applications due to trade-offs between fundamental material properties and additive manufacturability.
Many hurdles exist for the adoption of AM alloys, from developing process knowledge to establishing industry standards; however, these are not necessarily unique problems specific to new alloys, as they also impact the adoption of alloys considered standard today. For PBF-LB materials, the SLM 125 is uniquely positioned to fit the needs of a developing company, research organisation, laboratory, or university, with capabilities that lend themselves to the needs of NanoAL’s material engineers to advance the development of aluminium alloys designed for AM. This presents the opportunity for new alloys to enter a nascent, yet growing, market, and for parts makers to tailor the ideal alloy for their application.
Contact
Matthew Simmers
Director, NanoAL, LLC.
[email protected]
LAST MONTH’S MOST-READ ARTICLES












