


What is ‘good’ metal AM? Exploring the industry’s value metrics for production
The Additive Manufacturing industry is in a state of continual evolution. As one group of processes moves towards widespread adoption, others are being introduced and refined. In such a dynamic environment, how do we define AM, and what does 'good' AM look like? This article considers the status quo of conventional manufacturing before comparing key AM processes. Steven Camilleri, Andrew Duguid, Sam Katz and Chris Massar (SPEE3D), Martin McMahon (MAM Solutions), Victor Champagne (US Army Research Laboratory), Ozan Özdemir (Northeastern University), Anthony Naccarelli and Timothy Eden (Penn State), Krishnan Kannoorpatti (Charles Darwin University) and Bruce McLean (University of Sydney) unravel AM's value metrics. [First published in Metal AM Vol. 9 No. 1, Spring 2023 | 20 minute read | View on Issuu | Download PDF]

The term Additive Manufacturing has come to have different meanings in different regions and to different organisations. To an outsider, a linguistic guess about the meaning of Additive Manufacturing suggests that it refers to the action of making something by adding material, presumably contrasting against the process of making something by subtracting material. Formal definitions vary, but generally include concepts such as ‘generate a part from a digital file’ and ‘build a part layer-wise under computer control’, neither of which directly relate to the plain-language meaning. Coupled with the rapid development of new technologies with the label, this has led to apprehension and confusion.
This article will generalise the characteristics of a good non-AM process, identify compatible product features, and contrast these with the wider needs of emerging AM. This model is then used to legitimise and assign merit to technologies that are under the scope of metal Additive Manufacturing, and also validate emerging technologies such as Cold Spray as suitable contenders for the label.
Ultimately, a new list of critical criteria will be proposed that will assist industrial organisations in identifying which metal Additive Manufacturing process, or processes, might be most appropriate for their manufacturing needs.

A return to first principles
Additive Manufacturing is a constantly evolving field, with new processes that might fit the definition developing exponentially. This extolled expansion, however, has led to confusion as the AM label grows conglomerative and somewhat nebulous and, with that confusion, comes pockets of stalled adoption; the disproportionate development of materials, software and hardware; and the despair that arises from hasty adoption of specific AM processes for poorly matched applications.
In short, the very growth of AM may be responsible for slowing its adoption, even when the process may reduce industrial costs or lead times, or improve the sustainability of manufacturing.
In an effort to turn the tide, this paper returns the conversation to first principles. It is important to better understand why AM is fundamentally worthwhile and, ideally, to establish some metrics so that a prospective user of AM can recognise the best options among a field of candidate technologies.
This article is focused on the current state of play for the types of AM that build parts in metal, known as metal Additive Manufacturing. This field of AM is multidisciplinary, drawing on a wide range of technologies and techniques. This includes everything from Laser Beam Powder Bed Fusion (PBF-LB) to Binder Jetting (BJT), Directed Energy Deposition (DED) and beyond. Each of these processes has its own unique characteristics, capabilities, and limitations, which contribute to the obfuscation of the definition of AM as a whole.

The name Additive Manufacturing on its own is somewhat misleading – implying that any process that proposes to ‘manufacture’ by ‘adding’ might fit the description. By this measure, potters in 16,000 BCE China were successfully employing AM. While perhaps technically correct, this is not consistent with how the term is used; clearly, the term isn’t self-explanatory. For those already in the AM field, with experience and context, these issues are small, and the label serves well enough between experts. Digital manufacturing is key to modern AM.
However, for those contemplating entering the field, particularly from industry, the lack of clarity is vexing and off-putting. Technology development activity should include clear communication about its appropriate use and scope, but often does not. Inevitably the progression from technology development to industrial standardisation will address this issue; however, the authors intend that the information in this paper should accelerate the schedule as responsibly as possible.
To legitimise AM processes, the general characteristics of a good non-AM – or traditional – manufacturing process must be defined and contrasted to the wider needs of emerging AM. By drawing from desirable functional characteristics or outcomes rather than describing the attributes of a particular technology, it is hoped that AM can grow within a model that translates its appeal to broader industry.
Unravelling mass production and global supply chains
Before we define the features of ‘good’ Additive Manufacturing, it is important to clarify the important features of traditional methods for generating and supplying products.
Manufacturing is the process of converting simple feedstocks into higher complexity items of increased value and utility, whilst process effectiveness is largely measured in terms of economic cost. Value comes from good product design and good quality, so these should be reasonably maximised. Utility is a foundational requirement that defines the whole process as ‘worth doing’.
Cost is determined by the process inputs such as labour, energy, materials, capital amortisation and product development, so these must be considered and minimised. A rational instigator should decide on selecting a combination of manufacturing processes according to the quality and cost capabilities that those processes offer to the product. By this logic, ‘good’ manufacturing should deliver maximum product value at the minimum manufactured cost, using manufacturing tweaks to the processes to improve this ratio. It is reasonable that an appropriate general measure of the ‘goodness’ of a traditional mass manufacturing process is the value-to-cost trade-off of the chosen manufacturing process for a particular product.

It is worth noting that cost and price are two largely independent measures – cost reflects manufacturing efficiency, but price is a customer-centric measure that should ideally reflect product value. Clearly, any organisation that cannot achieve a price above their cost will lose money, so any manufacturing planning must have information about expected value, expected price and expected cost. The skills needed to estimate these in advance of significant tooling and setup expenditures are highly valued as a result.
Manufacturing is typically done in a multi-step arrangement. For example, if a highly reflective metal product is required, then it might first be cast (to generate the geometry) and then polished (to generate the highly reflective surface). Processes which are used to enhance the properties of a part are typically referred to as finishing processes. The concept of the production line revolutionised manufacturing performance by recognising that there were always separate steps in a good manufacturing process, and so integrated all finishing processes end to end.
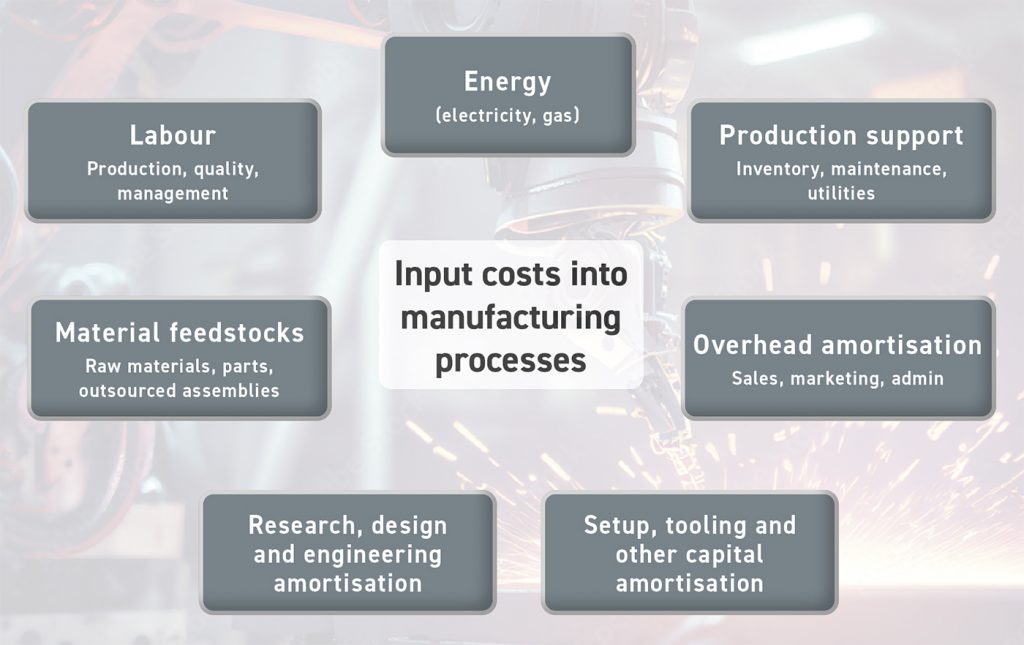
Manufacturing processes are carefully selected in accordance with the requirements of the product and the economic goals of the producer. Each process inevitably forms part of the product, dictating availability, flexibility, materials choices, as well as any limiting form and complexity. There are a range of input costs to any manufacturing process that will usually include some of those identifield in Fig. 2.
Manufacturing strategies developed in the first half of the 20th century focused on economies of scale (which favours standardisation), expensive and highly optimised tooling (which must be amortised across a high volume of production) and high production rates (which reduces labour and overhead amortisation) to minimise cost. Done well, these low-cost mass production philosophies led to the low cost and widespread adoption of extremely complex and high-quality products like cars and computers that might otherwise never have been economically feasible for widespread use.
The development of a robust global supply chain post WW2 has ensured that products can move cheaply and relatively quickly around the world. Particularly, intermodal shipping containers that are transported over sea, road or rail without unpacking, have disrupted logistic costs the world over. This has further concentrated mass production by improving the net cost to volume trade-off, leading to fewer, larger factories that supply to all distant markets. The advantages of mass production and global supply chain are mutually compatible and so the processes have become entwined. This has persisted despite ongoing evidence of supply chain weakness around the world as the effects of the COVID pandemic continue to be felt.
For the purposes of this paper, we shall henceforth refer to mass production and global supply chain as ‘MGS’.

What makes products well- suited for MGS?
A product is ideally suited for MGS if it meets the following suitability criteria:
- More valuable when standardised
The product is improved by standardisation and penalised by customisation. Hence, the product is more valuable when every produced example is identical. Examples include aspirin, roller bearings, mechanical fasteners (bolts), petroleum, coins and batteries. Poor examples include patient-specific medical implants, tailored clothing, personalised sports equipment, or editioned artworks. - Complex, but economic in volume
The product is complex to manufacture, but the cost penalty of this complexity can be strongly ameliorated by volume production efficiencies. A simple way to think about this might be to consider how many kinds of manufacturing steps are required to generate the product. More steps required to generate value means better fit with mass production principles. Examples include mobile phones, automobiles, aircraft, whitegoods and all Wi-Fi enabled products. - Shelf life in months or longer
The product can maintain quality over long shipping distances and periods of warehousing before reaching the point of sale. Good examples include all the above, ideally maintaining close to 100% value over months and years. - Economically shippable
The product can be moved great distances at a cost lower than that of production cost. This suitability criteria rewards small size and weight for the value delivered. The best examples of this might be high-performance CPUs and high-density memory devices. Poor examples of this include mattresses and heavy, low-value construction materials such as bricks. These are normally locally produced for this reason. - Predictable consumption
The product has a consumption rate that can be matched to the ideally high manufacturing rate. Mass producers can face business risks with both overproduction and underproduction. Targeting the ideal rate of production is a valuable skill. Any product with unpredictable demand will perform poorly by this metric, including products like spare parts, discretionary luxury goods, custom sporting goods and apparel, large power transformers, and disruptive new technologies such as electric vehicles. - Good lifecycle compared to time-to-market
Lifecycle is the amount of time a product design is considered desirable. Time-to-market is defined as the first production lead time for the product, including time for ideation, production tooling implementation, product testing, manufacturing, and delivery. If the need for the product has passed in this time, then the product is a poor fit for MGS. Roller bearings and bolts do not go out of fashion and score well by this metric. Any product that includes styling as a core part of its value can score poorly – this might include fashion, furniture, electronics, or collectibles. These industries are known for the waste generated, as the ideals of volume manufacturing conflict with shifting market tastes. - Be roughly human sized
The scale of the product roughly matches human scale. As parts scale up in size linearly across three dimensions, their volume and mass increases cubed. This implies that a human might easily handle parts much smaller than them, but will encounter limits quickly as parts become larger, even with mechanical assistance. Production tools are usually much larger than the parts they produce, leading very quickly to the need to break large parts down into smaller, more manageable parts so that their tools can be of reasonable size. Heavy vehicles, such as harvesters and train cars are perhaps the largest products commonly made without breaking the construction down into block modules.
Ships and aircraft, on the other hand, are built in this modular fashion. These truly large-scale products are also produced in low volumes, which denies the economics of using expensive, efficient amortised tooling. Any product that does not pack neatly into a shipping container is also penalised in terms of shipping efficiency, with the exception of special products such as automobiles that utilise custom-built transport ships. Based on these, the appropriate scale range for good MGS fit might be 10,000 X lighter than a human (i.e. a CPU), or up to 30 X heavier than a human (an automobile).
In summary, MGS is well-matched to certain kinds of product that can be tested with an indicative analysis. To perform this test, a Pugh matrix analysis of the aforementioned examples with a score of 0, 1 or 2 (0-no fit, 1-poor fit, 2-good fit) assigned to each can be constructed (Table 1). The matrix scores indicate that items such as pharmaceuticals and bulk-produced precision machined parts such as bearings and fasteners are ideally suited to MGS, with good consistency of score across most of the ‘well-suited’ items.
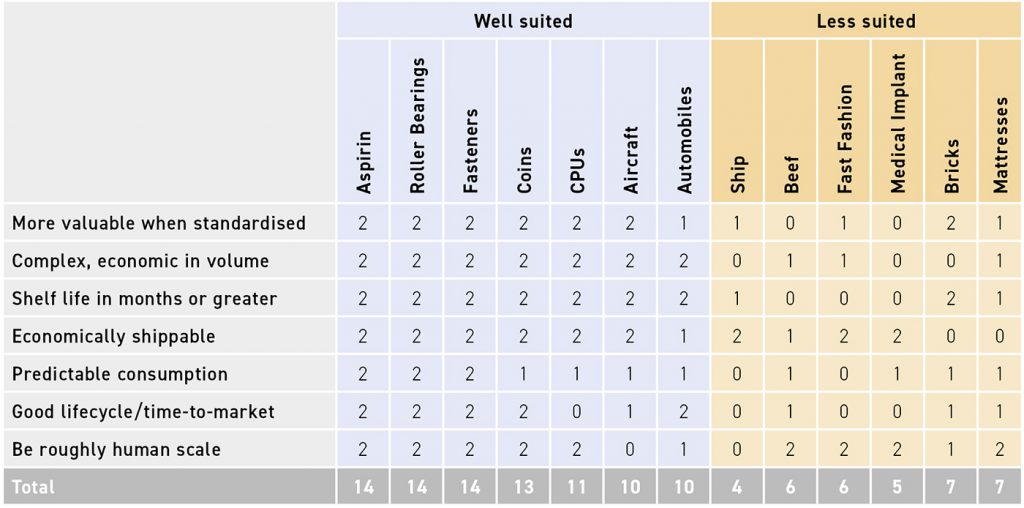
Interestingly, aircraft and automobiles both score only 10/14 on the suitability index. This suggests either a weakness in the scoring method, or – more interestingly – that they may benefit from alternative means of production to MGS. Both have similar lower scoring features, namely consumption unpredictability, long production setup times and large size. New manufacturing and logistic methods would benefit these industries if they were to allow production closer to the point of consumption, or reduce the turnaround time for production, or enable larger parts to be made.
The identified ‘less suitable’ products have scores in the 50% range. Clearly, if methods existed that ameliorated the highlighted shortcomings of mass-produced fast fashion – namely allowing customisation in size, for example, or allowing for more rapid production following design – then these would represent a revolution in that industry, and a corresponding decrease in over-production and waste.
Summarising the above further, what is MGS optimised to do? The suitability measures can be reduced to a shortlist. MGS will excel at the economic production and delivery of a product where the product is:
- Highly complex, for example requiring many production steps or materials;
- Required in a standardised form in high volume for long periods of time; or
- Consumed at particular times in a predictable volume.
If the proposed product fails to comply with any of these requirements then it is arguably unsuitable for MGS, and potentially suitable for other processes of supply. Marginal compliance implies marginal suitability.
It is proposed that the value of Additive Manufacturing lies not in striving to generate value doing what mass production can already do, but in striving to achieve value doing what mass production is at risk of doing poorly, or cannot do. This insight is compatible with how disruptive innovation generally works, not displacing what already exists but creating a new market to one side. Clearly, if mass production does something well and is not easily improved upon, there is an opportunity deficit for any new technique. This isn’t to say that AM should and will be used for mass production where the technology fits.
By this logic, aspirin, roller bearings, fasteners or memory chips likely require no urgent AM solution, and are likely to never require one. It is those circumstances where the product value is clear, but the compatibility with MGS is poor, that AM might thrive.
Defining good Additive Manufacturing
As tooling becomes specifically focused, optimised, and cost effective (per mass production), it is logically also mono use, i.e., less generalised and flexible. In contrast, Additive Manufacturing definitions have consensus that being flexible and digitally controlled are a core value of the term. Since AM technology is intrinsically described as a type of ‘manufacturing without tooling’, it follows logically that it is a type of process that is perhaps never intended to deliver the same outcome as that prized by MGS: the ideal of a minimum amortised production cost at high volume.
AM allows the connection between production and delivery to be handled very differently, since it is generally smaller in scale and favours distributed rather than centralised production. Based on these insights, AM does not share the fundamental goals of MGS. However, before good AM can be comprehensively defined, these differences and the reasons for them should be discussed.
AM must still generate value in the same sense that MGS does. The products of AM must still have the same kinds of worth and end value, even though the manufacturing and logistic processes differ. The usefulness and price of the product still needs to outstrip the production cost. By this logic, value and cost metrics for AM need not be enumerated differently to MGS.
One area of clear difference between MGS and AM is the way production tooling works. In the case of MGS, production tooling is inflexible, expensive, efficient and long-lived. MGS mandates standardised high volume production to amortise the cost of tooling. When considering AM, it is, by comparison, much more flexible, usually much less expensive, usually less productive but can still be long-lived, and essentially without tooling requirements. This is a fundamentally different proposition. AM still must be cost amortised, but such amortisation can be conducted for the AM hardware alone, and over a much higher variety of produced items. The lower production efficiency can be balanced against the low or nil cost for re-tooling.
Clearly, Additive Manufacturing favours a different kind of volume to ‘the higher the better’ favoured by MGS. In the case of AM, one system can usually produce a variety of designs and materials without requiring further capital expenditure or different tooling. For these reasons, AM does not penalise diversity of production in the same way that traditional manufacturing does. This suggests a new way to generate value. AM suits several kinds of product far better than MGS – namely, products that require low-volume production, sporadic or seasonal production, urgent production, rapid time-to-market production or where product availability is critical.
If a manufacturer desires to maximise its market share, then it must ensure that a good product is offered to each part of the available market. It is unlikely that a single product will fit the entire market optimally. Therefore, the market must be broken into segments, with a tailored product offered to each segment. Reductio ad absurdum suggests that the ideal market segmentation would be a tailored product for each consumer.
Somewhere on this spectrum a traditional manufacturer would need to determine the number of discrete product lines that offers the best trade-off between product/market fit and the tooling that must be bought for each. AM offers a disruptive difference, since for the same tooling effort a much wider variety of products can be economically offered. The degree of control offered by AM allows a better, faster, continuous alignment between producer and consumer.
What, then, is the ideal production volume that AM might seek to deliver? There are three modern manufacturing philosophies that apply here. One is Just-in-Time (JIT) production, which aims to minimise inventory cost by manufacturing items and providing them to customers immediately. Another is Single Piece Flow (SPF) which counsels against batch production, preferring tooling that generates one part at a time and minimising sub-assembly queuing between manufacturing processes (Fig. 3).
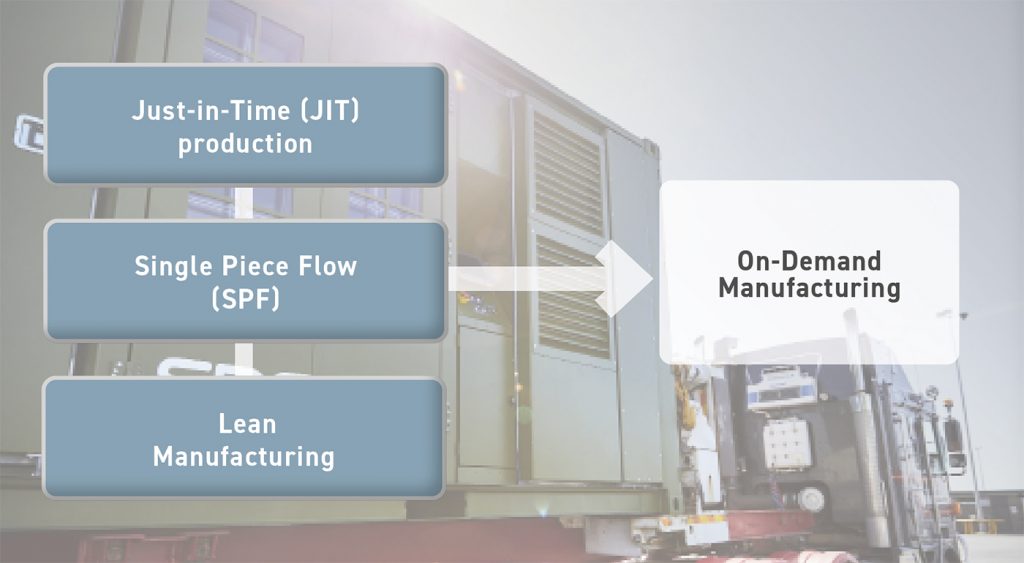
These are consistent with the third philosophy that is Lean Manufacturing, which strives to minimise waste. In combining these three philosophies, the ideal manufacturing process might produce only one individual part, just when it is needed, and with minimal use of materials. Let us define this confluence as On-Demand Manufacturing (ODM).
Espresso-based coffee houses offer a good example of ODM, where the preferred product is produced in a customised form, one at a time, on-demand, with minimum delivery delay spoilage and waiting time. If automobiles could be produced with the same combination of customisation and order to delivery waiting time as an extra-large dark caramel sauce vanilla blend cappuccino without a cost penalty, then the automobile market would be very different. The modern consumer demands access to customised products that reflect their own brand and style, suggesting that the implied value offered by ODM will only increase with time.
By these arguments, the idea that Additive Manufacturing might completely replace mass production is fallacious. MGS provides standardised complexity at a low price, but only at high volumes of production. The most desirable production rate is that which matches consumption perfectly, not always high volume. AM has a different supply paradigm, instead suiting ODM style production. To cover all needs, both MGS and ODM should be employed.
This suggests several optima that might define good AM. The ODM paradigm implies that AM should be optimised to minimise cost for single-piece production (vs volume production for MGS). Similarly, the delay time between defining the production problem, ‘the ask’, and delivering the AM production solution should be minimised (vs long lead times for MGS). This time would include items like solution development, setup, production, validation and testing. Good Additive Manufacturing should maximise speed through all these stages. When single-piece production is done at an optimised cost and ask-to-solution completion speed is maximised, the utility of ODM is maximised. Most ideally, AM production is also portable and capable of operation precisely at the point of need – this minimises the logistic delay between production and deployment of the solution.
Consider the case where two hypothetical future technologies that meet a spare part demand are being compared. One is a warehouse that contains all the prospective parts that might be required, and a robotic retrieval system that can cycle through shelves and boxes to deploy parts on demand via global drone delivery. The other is a local robotic manufacturing and testing factory that stores all of the part data digitally and can additively manufacture, test and deliver the parts on demand. Where the warehouse retrieval time and the factory generation time are similar, the factory does the same job with far less waste in facility overhead, land and energy use and thus should always be the preferred option. This is true even if the spare parts in the warehouse were originally provided at zero cost by an infinitely efficient mass production system.
To accommodate product variety and design freedom, good AM capital should demonstrate the broadest possible capability for characteristics such as manufactured part size, weight, shape, composition, processable material types, material properties, resolution, accuracy, etc. Now considering AM as a type of tooling, broadness or flexibility of capability should be traded against the cost of the process. AM technologies should score higher on the ‘goodness score’ as they become more capable.
Identifying the range of the measure is easy in the first instance – reproducing the example set of manufactured solutions that humanity has generated over the last hundred years of industrial development should suffice; their need has been proven. Superseded technologies – or cases where there is no longer verifiable need – should not be included. Logically it follows that a good AM process should emulate and improve upon the characteristics offered by MGS products.
Flexibility oriented thinking about tooling suggests several good AM metrics, centred around providing a variety of manufacturing capabilities with a minimum change cost. The combination of design, engineering and setup labour that goes into producing a new design is typically referred to as Non-Recurrent Engineering (NRE) cost. Good Additive Manufacturing should seek to minimise this, not by eliminating the skill (and the inherent value that goes along with it) but by providing the human effort with the best possible leverage in terms of AM process reliability, repeatability and predictability. These concepts already exist elsewhere in Industry 4.0 philosophy, specifically with techniques such as Digital Twin, the Internet of Things, and Big Data Analytics.
Another driver for interest in AM as an alternative to traditional manufacturing is accessibility. Prior to the last century, manufacturing was largely artisanal and distributed, participated in widely by a specialist group of individuals whose skills were prized. Artisanal production of widely consumed goods such as furniture or beer has irreversibly shifted to mass production as the dominant process, but niche markets still exist for artisan production of these goods where the higher cost of production is justified with by a higher value, either perceived or real. Where genuine niche advantages cannot or do not exist, product cost dominates, and mass production prevails.
As mentioned, mass production methods require high levels of investment in capital and infrastructure to deliver the low production cost. Mass production similarly requires good access to often global logistics/transport solutions and scaled market access channels. These imply a high level of entry resources that suggests only large organisations can reasonably engage in it. Mass production is an activity that is only accessible to very few. The value of having a wide section of society skilled in design and manufacturing techniques has eroded as a result, an effect widely discussed under the guise of ‘a need to improve sovereign capability.’
AM breaks this paradigm as well. By providing leverage with automated tools that can do the bulk of custom, low volume manufacturing at a low cost, the design and bespoke nature once prized in artisanal manufacturing becomes important once again. AM makes viable manufacturing accessible to the artisan, problem solver or product designer in a way that mass production never can. This characteristic has been referred to as ‘democratisation of production’. AM may be the best possible cure to a lack of sovereign capability, enabling the development of skills in those regions that otherwise lack the fit for high scale MGS.
There are some characteristics of a good AM technology that improve accessibility beyond the capital and process cost. These might include training time, access to consumables, AM equipment repair feasibility, AM equipment durability and lifetime, etc. As a metric, accessibility should score higher as an AM process can be feasibly engaged with by a wider audience and can be used more intuitively with less specialist training. A more useful AM process relies more on the artisan to create the best solution and introduces as little as possible complexity in the interface. This can be thought of as ‘design freedom’.
At the same time, AM manufacturing still requires the same kinds of finishing as products made by MGS. Whether by machining (for precision), heat treating (for strength) or painting (for appearance), additively manufactured components will still require multiple steps in their production. At present it is common to fail to think about the sum total of processes required for AM. When considering the advantages of assigning a product to AM manufacturing against MGS, the time, cost and complexity of these finishing processes should always be included.
It is also important to look at AM suitability metrics, as per the MGS analysis earlier. Logically, if Additive Manufacturing strives to address those manufacturing problems that are not well addressed by MGS, then the suitability criteria should be the inverse of those described earlier. By that definition these are:
- Value from customisation
Rather than deriving value from being standardised, AM products should derive value from being customised, while still maintaining high quality. - Complexity at low cost and in low volumes
Rather than being complex but economically producible in high volume, products should be complex but economically additively manufacturable in low or single-piece volume. - Production at point of need
Rather than the product being shippable globally at low cost, the AM might be economically located at the point of need. - Production on demand
Rather than requiring the market to be predictable to anticipate long manufacturing turn-around times, the market should value production on demand with short turn-around times. - Amortisation across low volumes
Production cost measures, in the case of MGS amortised across high volumes, must instead be amortised across low AM volumes. This implies that product selection should engage faster and cheaper forms of engineering and set-up processes, such as those with more automation. That being said, with a sufficiently complex material or design, AM may provide an improved yield over more MGS processes such as casting.
In summary, it is clear that AM is a different process to MGS, with its own very distinct and important advantages, which should be applied to different kinds of problems. Having defined those problems, it follows that good AM should be those forms of AM that solve the problems the best. If industry is looking to engage with AM, what measures should be used to determine the suitability of a particular process to their needs of the day? These measures should be set out to make ‘gaming’ the numbers difficult, linking back where possible to measurable physical outcomes. A common mistake made when entering AM for the first time is to fail to consider the different manner in which AM machines amortise.
Several of these are immediately evident based on the above list of AM suitability. The requirement that products be complex suggests that shape, size, fidelity and material preferences are significant. The requirement that they be produced on demand, possibly in large size, suggests that build speed is important. The fundamental economic drive (value higher than cost) is more important for AM at low production volumes than high. Material and process costs should be considered on this basis. Other associated costs such as cost of entry and costs of setup and maintenance should be carefully accounted for.
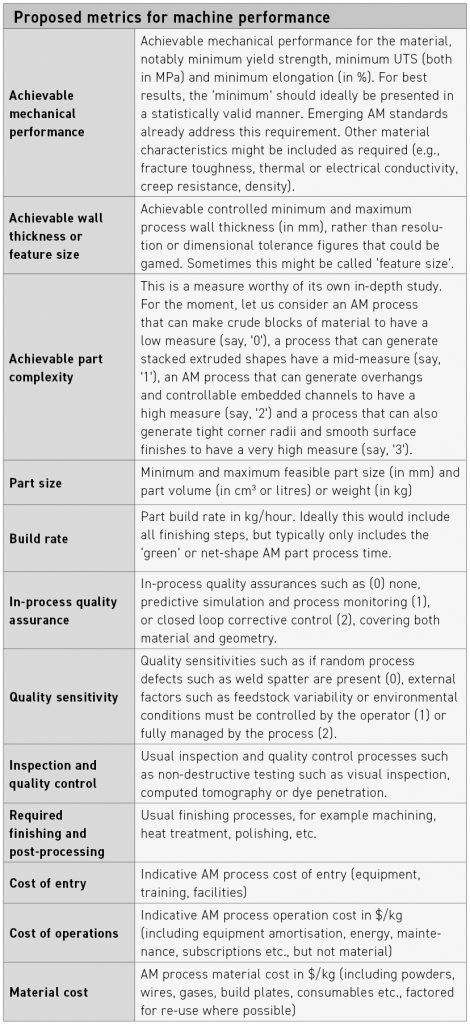
Ideally, at some future point, Additive Manufacturing machine manufacturers could datasheet these parameters, one set allocated to each material that their technology can process. Proposed metrics are shown in Table 2.
It is possible that some of these measures lie in a trade-off space – the obvious example being build rate vs surface finish, wall thickness or mechanical properties. Where these trade-off spaces might prove important to the end user, the data might be provided in a graphical form for reference. A single data set, where all the different capabilities are indicated at one fixed point, should be included. The resultant documentation will look much like the kind of data sheet provided to electronics engineers for an electronic component and should provide the same assistive benefits to certainty of the outcome and rapid product development.
A comparison of Additive Manufacturing process
In the development of both technological solutions and Additive Manufacturing applications, the generation of statistically valid, data-driven, sound approval methodologies is imperative. The methods shall result in adequate proof for validation by the Original Equipment Manufacturer (OEM), deploying stakeholder and/or associated governing bodies. Where applicable, this evidence shall have constituents from any applicable existing standards and regulatory requirements enforced by governing bodies, approval authorities, and stakeholders. The requirements for work health, safety, and environmental authorities shall also be incorporated.
If there are no applicable standards available, qualification, certification, and acceptance procedures of products are required. Qualification demonstrates that the application consistently complies with the certified and agreed outcomes and specified standards. Certification encompasses both the application verification and the validation and provides substantiation for acceptance of the proposed application.
Having identified which products might be suitable for AM processes, and which characteristics of AM should be provided so that process selection can be made, it only remains to evaluate some example AM processes. Practical considerations such as the metrics mentioned earlier will usually drive a prospective user in the direction of a particular AM process.
Candidate processes
Seven candidate Additive Manufacturing processes were selected for comparison against the established metrics using ISO/ASTM 52900: 2021(en) Additive manufacturing — General principles — Fundamentals and vocabulary as a guide. The two sinter-based AM processes selected were Binder Jetting (BJT) and Material Extrusion (MEX), the latter the overall term for both metal-filled filament and pellet extrusion. Two Directed Energy Deposition (DED) processes, laser and wire-based DED (DED-LB/wire) and arc and wire-based DED (DED-Arc/Wire), and two Powder Bed Fusion processes, Laser Beam Powder Bed Fusion (PBF-LB) and Electron Beam Powder Bed Fusion (PBF-EB) were also selected.
The final process in this comparison, Cold Spray Additive Manufacturing (CSAM), whilst not currently classified under ISO/ASTM 52900, is widely recognised as a contending metal AM process with multiple OEM vendors and usage examples. Given the nature of the process, it is proposed that CSAM be considered with the DED category of AM processes.
Binder Jetting
BJT is a powder bed-based technology in which a binder is selectively jetted onto layers of metal powder to create a solid part. The process starts with spreading a layer of metal powder on a build platform, similarly to Powder Bed Fusion processes, after which binder material is jetted from a print head onto specific areas of the powder to bind the particles together. This process is repeated layer by layer until the final part is created.
The part is then separated from the loose powder (very carefully as the parts are fragile and porous in this state), moved to a debinding station which chemically removes the majority of the binder, and then sintered to a high density, a process during which the part shrinks to its final size in a predictable manner.
Material Extrusion
MEX is the ISO term for the well-established and ubiquitous Fused Deposition Modelling (FDM) process. MEX extends this idea to include the concept of filling a polymer feedstock (in the form of pellets or filament) with non-polymer materials. MEX is a viable metal AM process where the feedstock incorporates Metal Injection Moulding (MIM)-grade fine metal powders. Parts are then built in the normal FDM fashion, incorporating up to 80% metal by weight. Completed builds are then handled much like BJT parts, run through a debinding and sintering process to create the final metal component.
Directed Energy Deposition
DED processes are characterised by a lack of a powder bed, relying instead on a material-deploying head that can be directed towards a part to add material at that location. This allows large parts to be built. As mentioned earlier, the mass and volume of a part increases cubically with the linear dimensions – suggesting that build rates are far more important than with smaller powder bed processes. Consequently, DED systems energy inputs are typically tens of kilowatts of power vs the hundreds of watts of power typical with powder bed systems.
The first DED process considered is DED-LB/wire. The deposition head includes a welding wire feeder and a high power laser. As the head moves, a weld pool established on the surface of the part by the laser energy also moves, while the head continuously feeds the welding wire into the pool to add mass to the part. The process allows large-scale parts to be built from high quality material, but limitations of the laser as an energy source prevent high build rates. Other variants of this process might use blown powder instead of a weld wire.
The second process selected for analysis is DED-Arc/wire. This uses an arc welder apparatus as the deposition head. A wire feeder provides a continuous wire feed and a low voltage, high current power supply that melts the wire on contact, depositing material onto a build platform to form each layer by successive welding. The build platform is gradually raised as each layer is added, until the final part is complete. The process is very coarse, and parts must be heat treated and extensively machined.
DED-Arc/wire is typically used to produce large metal components. The process is known for its high build speed and the ability to produce parts with high mechanical strength and durability. However, like other Additive Manufacturing processes, DED-Arc/wire also has some limitations, including the need for specialised equipment and expertise, a limited selection of materials, and the risk of part deformation due to the high heat involved in the welding process.
Laser and Electron PBF
That brings us to the PBF processes. Perhaps the most well-established AM process selected is PBF-LB. This process uses a laser to melt and fuse particles of metal powder together to create a part. The laser is directed at a bed of metal powder along a scan path generated for each cross-section layer of the part. As the build progresses, the bed is lowered and new layers of powder are added, with each cross section stacked and welded to the one below. The bed is held at temperature in an inert gas to prevent oxidation.
Once the part is complete, it is separated from the free powder, cut away from the build platform and is usually heat treated and machined. PBF-LB is commonly used for creating complex metal parts for aerospace, medical, and industrial applications due to its high precision and accuracy. This accuracy is traded against a very low process speed, which is a key contributor to the high part cost that this process in known for. PBF-LB is also known as selective laser melting, and a number of other bespoke OEM terms, but it is worth noting that PBF-LB is the only ISO-specified terminology.
PBF-EB, sometimes referred to as ‘Ebeam’ is another well-established metal Additive Manufacturing process, successfully deployed commercially for many years. This process uses an electron beam instead of a laser beam to provide the thermal energy needed to melt the powder material. Rather than holding the bed at a modest temperature in an inert gas as PBF-LB does, instead the powder bed is held at a high temperature and in a vacuum so that gas molecules do not scatter the electron beam. The electron beam generally imparts more energy at the point of impact than a laser beam would, welding through several layers of material. A part build is generally faster with PBF-EB than PBF-LB (on a per beam basis), with resolution and cost slightly lower.
Cold Spray Additive Manufacturing

The final process under consideration is CSAM. CSAM is arguably a form of Directed Energy Deposition, wherein a powder material is given sufficient kinetic energy that it will densify and bond on contact with a substrate surface. The powder is accelerated with a de Laval nozzle, a key component in a rocket engine, which converts high gas heat and pressure to velocity. Powders are typically accelerated to several times the speed of sound in order to correctly build up on the substrate surface. To build the part’s geometry, the nozzle is rapidly moved in a complex six degrees of freedom motion (the toolpath) with respect to the substrate in a way that allows complex part geometry to build up layer by layer. CSAM can be used with a wide range of metallic and other exotic materials. Once built, parts are usually heat treated and machined prior to use.
316L as a common material to demonstrate process capability
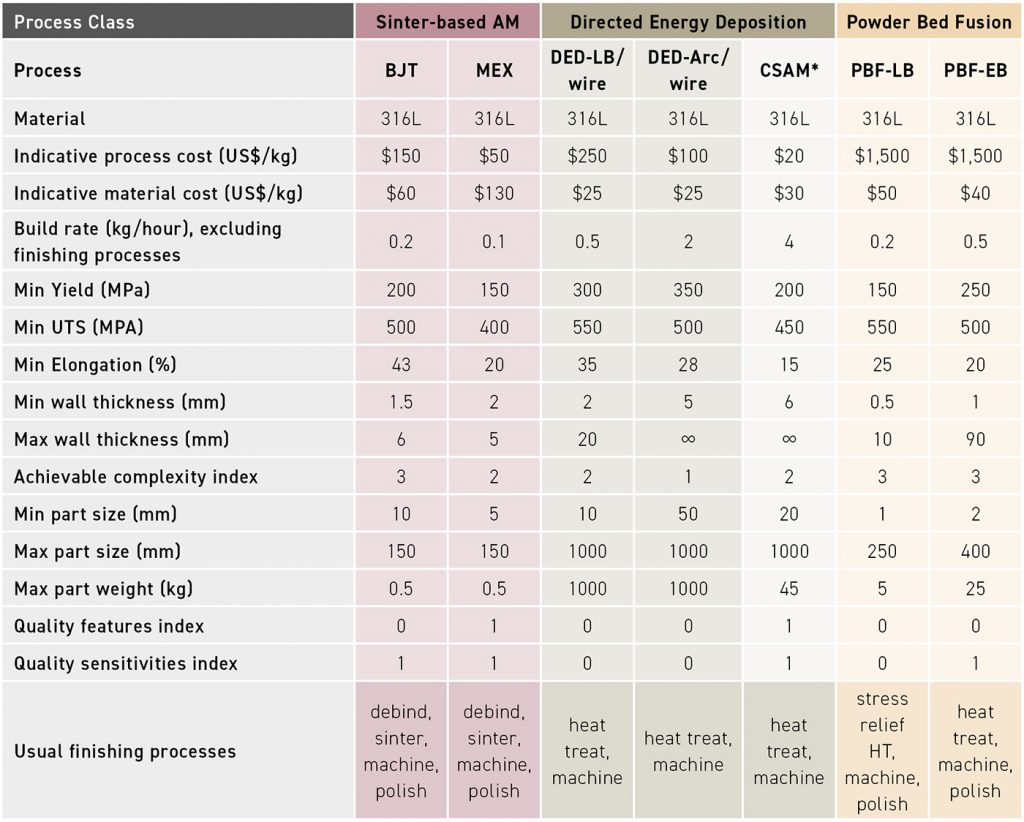
To measure each process by the metrics identified, an evaluation of published data was conducted to establish what was known. A common material, 316 low carbon stainless steel was chosen to simplify comparison. It should be noted that this material is not the best choice for all processes. Process economics are the most difficult measure to determine – each per kilogram process cost was calculated from the amortised process entry cost, consumable cost and energy cost.
It should be further noted that variants exist for each process. The examples chosen represent what might be considered a ‘normal’ entry point for a typical, hypothetical industrial entity seeking to engage in AM for the first time. Further, acknowledging that each process will require a degree of finishing, the table only includes cost and rate information for the ‘raw’ build portion of the process within the AM equipment itself. To add finishing information would be to lose the general nature of the table, as the results will become much more part-specific. A typical post-processing step in heat-treatment of hours to days at low economic cost, and a typical machining step of hours at a similar low economic cost should be considered in addition.
Table 3 shows the results for each AM process. When examining the various AM processes side by side, some conclusions can be drawn.
Select ‘the right horse for the course’
A prospective AM user must select ‘the right horse for the course’. Some AM processes are slow and expensive but can create detailed parts, others are better optimised for larger and cheaper parts. Candidate AM processes are clearly not interchangeable but must be selected in accordance with the business case and/or life cycle cost analysis.
All metal Additive Manufacturing processes require some form of heat treatment
All metal AM processes listed use some form of heat treatment to improve the quality and performance of the parts made. There is discussion in the literature of this being optional in the case of some processes, but heat treatments are usually performed in critical applications. It is hard to imagine a risk-conscious industrial application advocating against a low-cost, high-value adding heat treatment process.
Finishing processes are almost always required
All metal AM processes need further finishing processes to tidy up their geometry and meet tolerances. No AM process listed advertises or guarantees precision, but machining (subtractive) processes do, are inexpensive and provide precision extremely well as a finishing process.
Conclusion
As the Additive Manufacturing industry has developed and new technologies that claim the label have emerged, it has become less clear what the term actually means. To understand Additive Manufacturing, it was necessary to first define what good manufacturing meant. This led to a definition for Mass Production and Global Supply Chain (MGS) a catch-all term that covers manufacturing and delivery improvements over the past hundred years. The products ideally suited for MGS were identified, leading to questions about which processes might be used to service other products. It was suggested that AM might be the evolving group of processes targeting this opportunity, i.e., that AM is being asked to provide solutions for production in the cases when MGS is not the right answer.
Many of the behaviours that Additive Manufacturing is sought to exhibit are not counted by this simple measure, so an investigation of the values that AM seeks to offer was conducted via a literature review. Based on these results, a good AM technology should also value design freedom, process accessibility to the widest audience, single piece production speed, single piece production cost, process portability, NRE cost and process entry cost. Good AM is transformational, offering much more rapid single piece production time and cost than other methods. This capacity means that good AM gives the right organisations new abilities to iterate, adapt or regenerate, that were not possible before.
To simplify first engagement with different kinds of AM, a standard model for listing the capability of an AM technology was proposed. The model was then tested against existing technologies successfully. The model is proposed to be used as a general method for measuring the applicability of the AM label going forward, allowing the comparison of different AM processes for the manufacture of particular products.
Authors
Steven Camilleri, Andrew Duguid, Sam Katz and Dr Chris Massar
SPEE3D, Australia
Dr Martin McMahon
MAM Solutions, UK
Dr Victor Champagne
U.S. Army Research Laboratory, USA
Dr Ozan Ç Özdemir
Northeastern University, USA
Anthony Naccarelli
Penn State, USA
Dr Timothy Eden
Penn State, USA
Dr Krishnan Kannoorpatti
Charles Darwin University, Australia
Bruce McLean
University of Sydney, Australia

LAST MONTH’S MOST-READ ARTICLES












