


Case study: The development of a multi-material heat sink by Additive Manufacturing using Aerosint technology
Additive Manufacturing offers the opportunity to transform industrial production. Currently, however, AM components are typically produced in only one material, which in many cases does not allow for full performance utilisation. In this article, Xiaoshuang Li and Arthur Seibel describe, through a heat sink case study, how multi-material design and manufacturing can increase component performance as well as integrate additional functionalities when using the Laser Beam Powder Bed Fusion (PBF-LB) process. [First published in Metal AM Vol. 9 No. 1, Spring 2023 | 20 minute read | View on Issuu | Download PDF]
Since its foundation in 2016, Aerosint has been developing its proprietary Selective Powder Deposition (SPD) technology, which selectively deposits two (or more) powders to form individual layers with adjustable thicknesses. This technology can be integrated into any powder bed Additive Manufacturing process, including Laser Beam Powder Bed Fusion (PBF-LB) and Binder Jetting (BJT). The applications for multi-material solutions can be diverse and will grow as new material pairs are validated. The company’s development roadmap was further consolidated after its acquisition by Desktop Metal in June 2021.
Aerosint’s SPD system is currently available on the Aconity MIDI+ and Micro Additive Manufacturing machines. In addition to R&D machines, integration into production machines is in progress. Plans are also in place to integrate this solution into the P1 machines from Desktop Metal. In 2022, Aerosint also launched a binder-free ‘press and sinter’ approach to make multi-material parts using SPD. In this process, the SPD recoater is used to fill a die with multiple powders followed by pressing and sintering. This enables, for example, the manufacture of multi-metal parts and metal-ceramic parts.

As well as offering its SPD technology, Aerosint provides R&D services with PBF-LB and BJT machines to help companies identify and develop multi-material applications. A wide range of materials is available, including M300 tool steel, 17-4 PH and 316L stainless steels, CuCrZr, and Inconel 625 for the PBF-LB process, and titanium alloys and some ceramics for sinter-based processes.
For the case study presented here, Aerosint worked with the Fraunhofer Research Institution for Additive Manufacturing Technologies IAPT in Hamburg, Germany. The focus was the industrialisation of this technology and the associated technology transfer in order to enable completely new and resource-efficient products. Fraunhofer IAPT has a particular focus on sustainable innovations in the field of Additive Manufacturing, with a portfolio including development, training on process and design via the development of novel component concepts, and through to industrially-focused work such as factory planning and digitalisation.
The multi-material heat sink
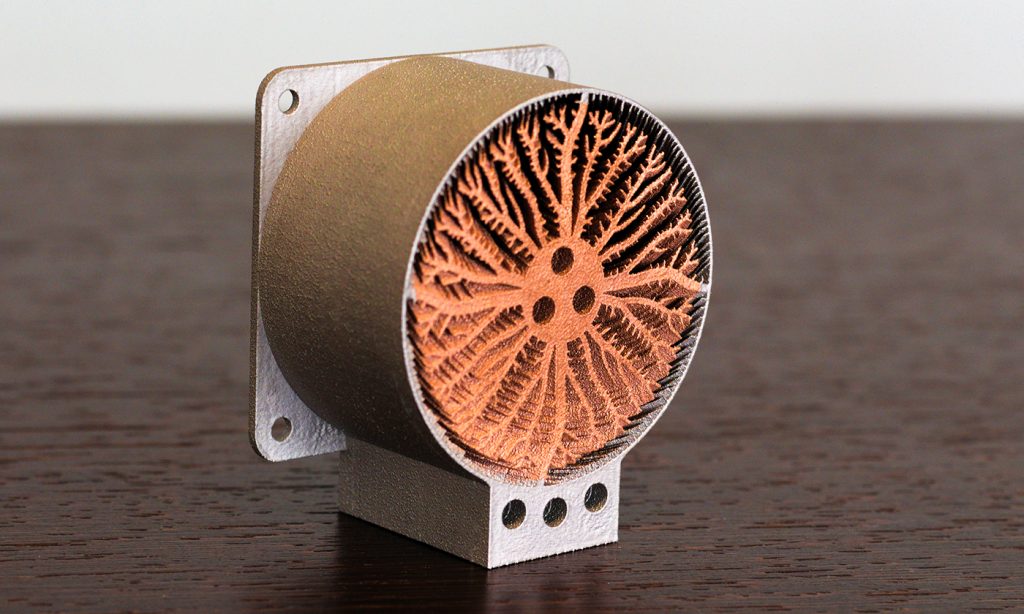
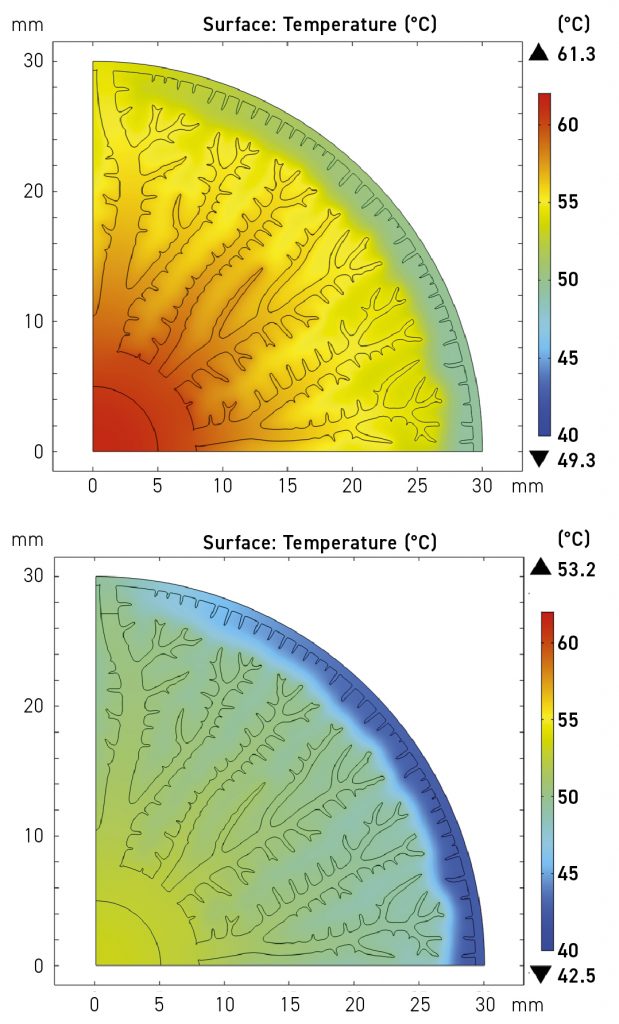
As a promising use case for multi-material Additive Manufacturing design, Fraunhofer IAPT developed the topology-optimised heat sink as shown in Fig. 2. Topology-optimised heat sinks typically have highly complex geometries that lead to weight reduction, improved thermal performance and decreased pressure drop. As it is impossible to produce such complex geometries conventionally, Additive Manufacturing is the process of choice. Here, the high precision of a laser and use of fine powders enable the creation of intricate, detailed geometries. The specific laser path and laser diameter of the PBF-LB process were taken into account during the design phase to ensure good manufacturability.

The multi-material heat sink consists of a high-strength, corrosion-resistant 316L steel casing that provides structural shielding for a coral-like core made from ductile CuCrZr alloy. The selected copper alloy has significantly higher thermal conductivity than other common materials (e.g., two times that of AlSi10Mg and sixteen times greater than 316L steel). Copper-base heat sinks are an essential tool in applications where major heat dissipation occurs in confined spaces.
Selective Powder Deposition
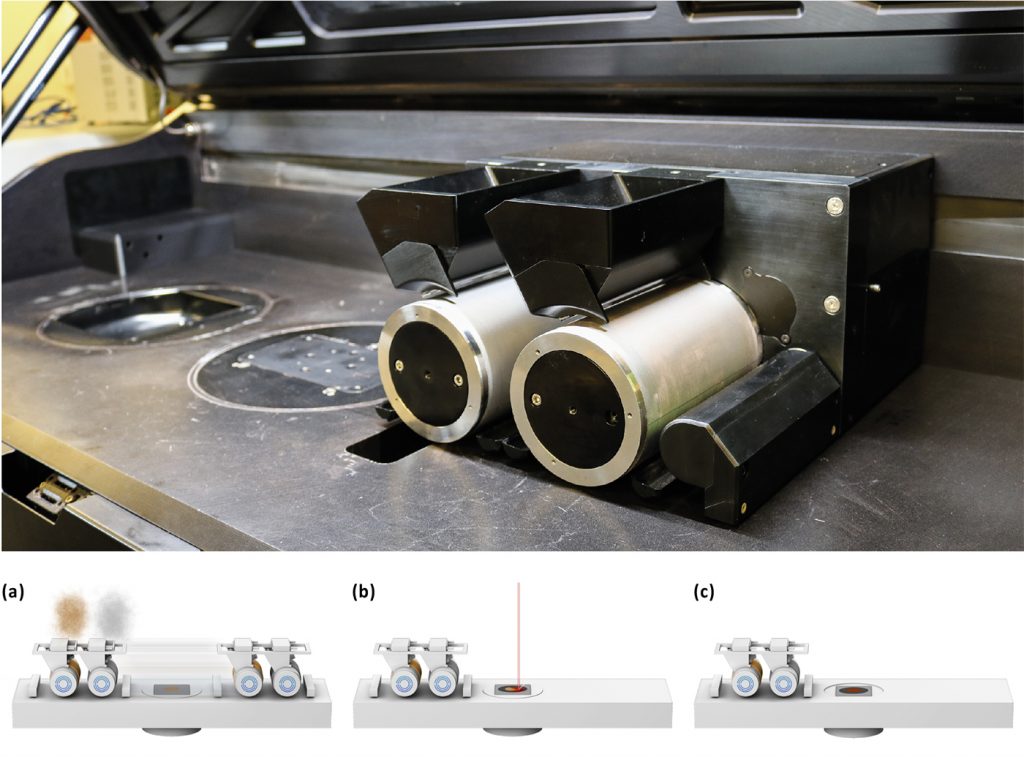
To be able to manufacture the heat sink by multi-material PBF-LB, Aerosint’s Selective Powder Deposition (SPD) system was installed on a MIDI+ machine supplied by Aconity3D GmbH (Fig. 3). As an alternative to single material roller or blade recoaters, Aerosint’s SPD recoater is able to precisely pattern dual powder layers. After the patterning process, a laser fuses the two different metal powders using optimised laser parameters. This process is repeated layer after layer until the part is fully consolidated.
The SPD system consists of two rotary meshes that can carry a wide range of powders, including flowable metallic, ceramic and polymer powders. The powders can be simultaneously deposited on a build substrate at a speed of up to 50 mm/sec, which results in the formation of any desired pattern with a minimum size of approx. 0.5 x 0.5 mm2. The dissimilar materials can then be scanned and consolidated separately or continuously. Different scanning strategies can be selected to ensure sufficient metallurgical bonding at the interface. The build area is currently limited to 140 (X) x 96 (Y) mm2 on the Aconity MIDI+ build platform.

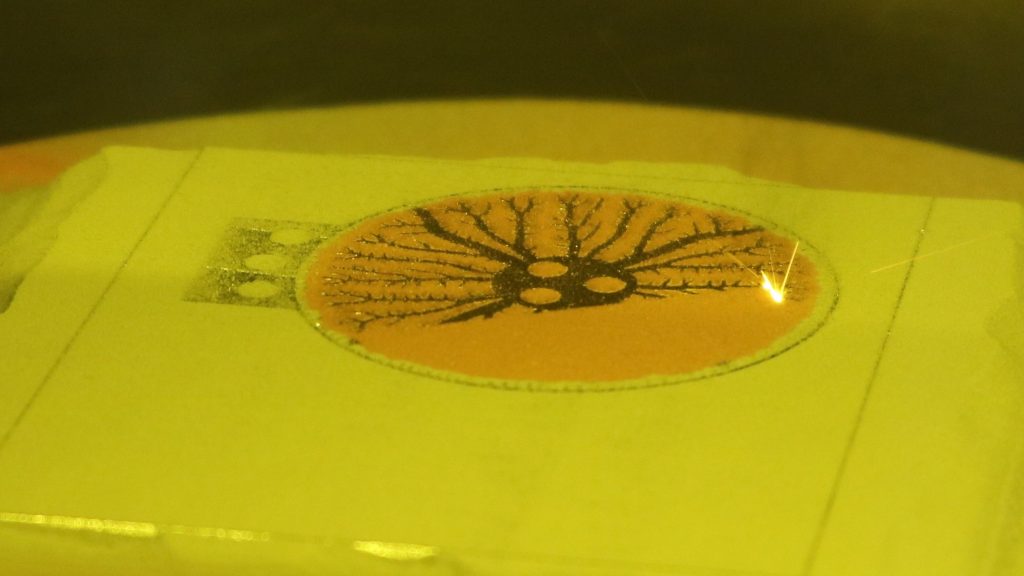
The two dissimilar materials used in this use case – CuCrZr alloy and 316L stainless steel – have significantly different properties. As a copper alloy with high purity, CuCrZr alloy has very low absorption of IR light, resulting in a high energy input to form stable melt pools and tracks. Such high energy input can cause overheating and the vaporisation of 316L steel. Therefore, it is necessary to apply different processing parameters and sequentially melt them. After Additive Manufacturing, the component was shot peened to realise the desired surface finish.
Additional issues
To achieve high thermal conductivity, it is usually essential to perform ageing post-heat treatment. Previous studies by Aerosint show that ageing at 520°C in an oven for one hour with air cooling leads to a twofold increase in the thermal conductivity of the CuCrZr alloy. During the ageing process, particles precipitate from the supersaturated (Cu) matrix in the CuCrZr alloy. Generally, this ageing temperature and holding time fall in the window of the stress relief heat treatment for 316L steel. For this reason, it is not strictly necessary to carry out additional heat treatment steps for such multi-material components.
As part of process sustainability, powder recycling is a general concern when it comes to powder bed-based Additive Manufacturing processes. Aerosint’s SPD system can provide a viable approach to this challenge by using just enough powder for building components. The unconsolidated powder bed can be formed by depositing either mixed/degraded powders or a low-cost powder. This requires a third mesh in the SPD system, which is technically feasible. In this case, the high cost of powder recycling can be reduced. This cost advantage of using the SPD system is also applicable when working with single material via PBF-LB.

Another approach is the use of a controlled amount of powder for the unscanned powder bed – for example, by only ejecting powders every second line. For some special material combinations, like magnetic with non-magnetic material, systems with magnets can be used to separate the two different powders. Only virgin materials are used for building components, contributing to consistent part quality, which can simplify the part qualification process.
Further applications
From the manufacturability perspective, it is quite simple to combine alloys from the same base material (e.g., different types of steels, titanium, and aluminium alloys with different properties). Often, these materials have a lot of overlap in their processing windows; in other words, the existing laser scanning path for each individual material can be applied on a multi-material powder bed. In this case, it is unnecessary to develop unique scanning strategies for the material interface.
After careful investigation, it was found that some steels can be combined with Inconel alloys in the same way. Inconel alloys can provide excellent properties like oxidation and corrosion and creep resistance at high temperatures. These materials are often more expensive than steel, so replacing some of the Inconel with steel can lower the cost per piece. This can be potentially used in the energy, oil and gas, as well as aerospace industries.
As shown in this case study, multi-material parts made from Cu alloy with high thermal conductivity and structural materials have a broad range of applications for thermal management. Heat exchangers and cooling elements are often used in data centres, automobiles, chemical industries, combustion units, moulds, inserts, etc.
For the plastic injection moulding industry, a reduction in cooling time can speed up the entire production cycle. For small mould inserts, there is very limited space for conformal cooling channels, so using Cu pins inside the inserts becomes the only way to accelerate heat dissipation.
Another promising application is a thrust chamber consisting of Cu alloy and an Inconel jacket. NASA has been attempting to manufacture such bi-metallic components by a hybrid approach combining PBF-LB and Direct Energy Deposition (DED). In principle, multi-material PBF-LB can replace such a hybrid process.
Similar to metamaterials, some novel components can exhibit properties that cannot be found in naturally occurring materials. Different design models were mathematically developed by researchers. Often, those models have complex geometries and involve two or more materials which can be manufactured by PBF-LB.
Conclusion and future work
This article demonstrates that a topology-optimised heat sink developed by Fraunhofer IAPT and produced using multi-material Additive Manufacturing can lead to higher performance components with additional functionalities (Fig. 5). Such innovative heat sinks provide solutions to demanding applications in the automotive and aerospace industries where heat dissipation and space savings are critical and can, for example, increase the performance and service life of electronic parts. Furthermore, producing this multi-functional component in one process significantly reduces lead time and results in lower production costs.
The innovative multi-material single-step PBF-LB Additive Manufacturing process allows not only tuning region-specific properties by using different materials, but also fabrication of complex geometries inherent from the PBF-LB process. Therefore, additional functionalities can be flexibly added to components with optimised designs in order to bring in higher value while driving production costs down.
Multi-material Additive Manufacturing is still an emerging technology with very limited understanding of the process, especially at the material interface [1]. One of the evident challenges is to select metallurgically compatible materials to avoid the formation of brittle phases at the fusion boundary. Those phases can lead to crack initiation due to the high temperature gradient and residual stress occurring in the PBF-LB process. The thermal expansion coefficient of materials is another critical aspect to be considered: unmatched temperature-dependent deformation can cause high stress localisation at the interface and its vicinity. Other important factors in multi-material AM are melting point, cross-contamination, heat treatment and so on.
From the technology perspective, there are still many efforts to be made in order to improve the robustness and reliability of the process for industrialisation. For a start, the recoating speed needs to be increased to be comparable with the speed commonly used in the single-material PBF-LB process. For some applications, a smaller pixel size may become necessary. Scaling up the recoater to enable manufacturing of large parts is also a big demand from industrial customers. It has been proven that monitoring tools are important in the PBF-LB process to enhance process control and product quality. Methods like powder bed quality monitoring and melt pool monitoring are also essential for the multi-material PBF-LB process [2]. An additional challenge is the alignment between the laser path and the multi-material powder bed, which is particularly crucial for processing dissimilar materials using sequential scanning strategies.
Last but not least, the entire workflow needs to be modified and tailored to deploy multi-material PBF-LB. Beginning with Design for Additive Manufacturing, the use of a second material adds complexity to generative design since there are more constraints from process limitation, material interaction and property transition across the interface. Slicing and preparation of build files requires new features to be developed and implemented in software. Materials have different strengths and hardnesses, which affect the material removal rate in post-processing steps like surface finishing and support removal.
Nevertheless, multi-material Additive Manufacturing is the ideal approach to manufacturing high-performance components with integrated functionalities contributed by different materials. Such components will accelerate the course of greener manufacturing and revolutionise product innovation.
Authors
Dr. Xiaoshuang Li
Aerosint SA
Rue d’Abhooz 31
4040 Herstal
Belgium
[email protected]
www.aerosint.com
Priv.-Doz. Dr.-Ing. habil. Arthur Seibel
Fraunhofer Research Institution for Additive Manufacturing Technologies IAPT
Am Schleusengraben 14
21029 Hamburg
Germany
[email protected]
www.iapt.fraunhofer.de
References
[1] Seidel, C. (2022). Multi-material metal parts by powder bed fusion: new application opportunities. Metal AM, 8(2), 145–151. www.metal-am.com/articles/multi-material-metal-parts-by-powder-bed-fusion-new-application-opportunities/
[2] Fraunhofer IAPT (2021). Additive Monitoring Study – Benchmark of In-process Monitoring Systems for PBF-LB Machines. Available via: [email protected]
LAST MONTH’S MOST-READ ARTICLES












