


Developing an effective metal powder specification for Binder Jet Additive Manufacturing
Powder specifications vary significantly across the various metal Additive Manufacturing technologies. As Andrew Klein, Director of R&D at The ExOne Company, and Jamie Clayton, Operations Director at Freeman Technology explain, powders for binder jetting in particular have very specific process-related requirements. In the following article, the two offer their insight into the rapid assessment and qualification process for a new 316L stainless steel powder. [First published in Metal AM Vol. 5 No. 2, Summer 2019 | 15 minute read | View on Issuu | Download PDF]

Binder Jetting is an established metal Additive Manufacturing technology with notable advantages relative to other AM processes. Build times tend to be relatively fast and large-scale structures are readily manufactured. Binding powder layers during processing, rather than thermally fusing them, avoids the build up of residual stress in the finished component. As demand for this cost-effective technology grows, it becomes increasingly important to broaden the range of qualified metal powder feedstocks available.
ExOne, based in Pittsburgh, Pennsylvania, USA, is a global leader in Binder Jetting technology, providing machines, AM products and related services. The company routinely faces the challenge of assessing new metal powders from customers to determine how the technology will perform for a given application and is actively engaged in qualifying new materials. This article looks at how ExOne has learned to differentiate powders that will perform well from those that will not, and the pivotal role of powder flow measurements in defining specifications.

An introduction to Binder Jetting
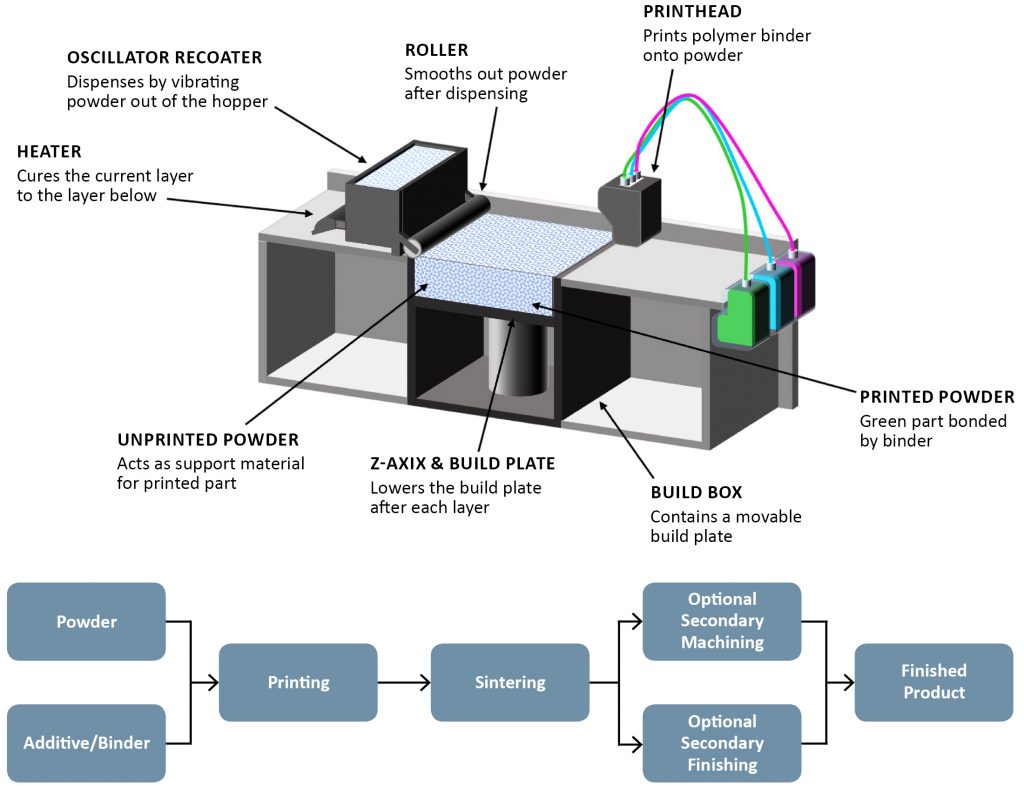
In the Binder Jetting process, a recoater and roller spread fine layers of metal powder across the build plate. The printhead then releases droplets of polymeric binder into the powder bed to selectively bind defined areas, and the build plate is subsequently lowered in readiness for spreading another layer of powder. Binding successive layers of powder progressively builds a green part or body which is removed from the build box for further processing. Metal powder not bound into the finished component, typically around 95% of the powder feed, is recycled.
The green body produced in the build process is subject to partial or full sintering, burn out of the binder and fusing of the metal particles, to give a finished component with the required properties. Infiltration is also an option. This involves filling the interstitial pores of a cured metal matrix with a low melting alloy such as bronze to achieve densification without shrinkage. With infiltration, shrinkage may be limited to around 1%, while with sintering it is usually in the order of 15%, though sintering has the advantage of producing a densified (between 96–99%), single alloy component and is usually the preference for industrial applications.
When it comes to choosing a manufacturing method for a specific application, Binder Jetting is most commonly compared with either Powder Bed Fusion (PBF) or Metal Injection Moulding (MIM), since it shares certain characteristics of both techniques.
Binder Jetting is differentiated from PBF by the fact that heat is not employed during the build process. This avoids the development of residual stresses in the part and the associated need for secondary post-processing to relieve them. It also eliminates any requirement to support the structure during construction, via anchoring to the build plate, to avoid thermally induced warping. In Binder Jetting, the part is supported solely by loose powder in the build box. Furthermore, Binder Jetting is typically a less material- and time-intensive process, offering superior spreading speeds and often proving the most cost-effective AM option overall.
When it comes to comparisons with MIM, Binder Jetting is simpler and more flexible as there is no requirement for a mould. A single Binder Jetting machine can simultaneously produce different parts, small and large, including complex geometries, and lead times tend to be shorter. These benefits are particularly attractive for short/low-volume production runs. If the requirement is for a high-volume run of a small component, for instance, then the economics may well be in favour of MIM, since the investment cost of a mould, potentially in the region of $50,000, is low per unit. On the other hand, for lower volume runs, in the order of a few hundred thousand, Binder Jetting is likely to be more economically advantageous, with the exact switchover volume depending on the specific part/application.

In summary, Binder Jetting combines certain attractions of both MIM and PBF, producing parts with mechanical properties (strength, elongation, hardness, density) that compare favourably with those made by any metal manufacturing technique. This makes it a compelling, cost-efficient choice for a range of applications across the aerospace, energy/oil and gas, automotive, pump and tap industries. The ability to easily produce legacy and custom parts is especially valuable. Specifying powders that will perform well in the Binder Jetting machine is critical to meeting these diverse applications.
Specifying powders for Binder Jetting
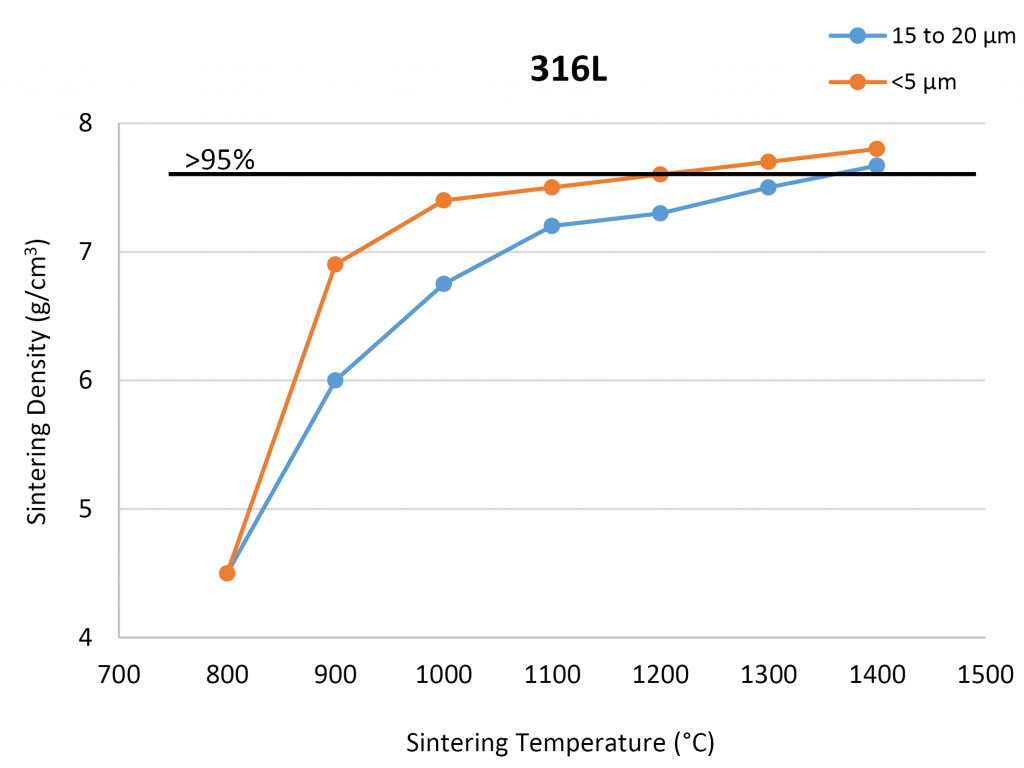
Particle size and size distribution (Dv10, Dv50 and Dv90) are primary parameters for metal powders for Binder Jetting, with finer particles offering superior sintering characteristics. Fig. 3 shows how reducing the Dv50 of the powder from 15–20 µm down to < 5 µm facilitates sintering at a lower temperature, over a narrower temperature range. This has the advantage of reducing the likelihood of slumping and distortion during the sintering process, making it easier to produce finished components with precise dimensional integrity. Fine powders are, in essence, integral to high-resolution production.
However, finer powders tend to be less free flowing than coarser analogues. Analysing the flow of powders is especially important because ExOne’s systems are capable of handling both spherical gas atomised powders and angular water atomised powders. Binder compatibility is also routinely assessed by measuring how long it takes for a known volume of solution to soak into a sample of powder; curing of the resulting sample enables further assessment of this aspect of performance.
Experience at ExOne shows that these characteristics alone are unable to reliably determine whether a powder will perform efficiently. When the company relied solely on these characterisation techniques/tests, it was necessary to trial the powder in a Binder Jetting machine to determine whether it would work effectively; a costly, time-consuming approach. Around three years ago, the decision was taken to invest in technology to quantify powder flowability, with the aim of establishing a test regime to robustly differentiate poorly performing powders without resorting to a production trial. The company chose to invest in an FT4 Powder Rheometer® produced by Freeman Technology, Tewkesbury, UK, an instrument that offers dynamic, shear and bulk property measurement.

Establishing flowability specifications for Binder Jetting powders
ExOne handles a significant number of different metal powders, from customers looking to determine whether Binder Jetting is feasible for a specific application, for its parts-on-demand service, and in connection with the development and supply of qualified materials for customer use. Following the purchase of the new powder tester, the company began to measure a comprehensive set of bulk powder properties for each material encountered, using standard test protocols [1]. Correlating variables from this growing database with manufacturing performance made it possible to develop specifications defining powders with desirable characteristics and to establish optimal processing parameters for powders with specific properties. The company now rapidly assesses the suitability of new powders by applying acceptability criteria that include values for the following flowability metrics:
- Stability Index (SI)
- Flow Rate Index (FRI)
- Cohesion
- Wall Friction Angle
- Permeability
- Compressibility
SI and FRI are dynamic powder flow properties. Dynamic properties such as Basic Flowability Energy (BFE) and Specific Energy (SE) are generated from measurements of the axial and rotational force (torque) acting on the helical blade of the tester as it is rotated along a prescribed path, through a conditioned powder sample. BFE is measured with a downward traverse of the blade which subjects the powder to forced flow conditions, pushing it down against the confining base of the sample vessel. SE, in contrast, is measured with an upward traverse that applies a gentle lifting action, making values more representative of unconfined flow behaviour in a low stress state. SI and FRI both derive from BFE measurements. SI is a measure of how BFE changes with repeat testing of the same sample while FRI quantifies change in BFE as a function of flow rate (impeller speed), indicating whether the powder flows more (or less) easily at higher flow rates.

Cohesion and Wall Friction Angle (WFA) are both shear properties. Shear Cell testing involves measurement of the force required to shear one consolidated powder plane relative to another and is particularly useful for determining the ease with which a consolidated powder will transition from the static to dynamic state. WFA quantifies the strength of interactions between the powder and a certain material of construction and is measured by shearing the powder against a representative coupon, rather than another powder plane. WFA is used directly in hopper design methodologies (along with other shear parameters) but is more broadly indicative of the compatibility of a specific “powder/material of construction” combination and quantifies the likelihood that material will adhere to processing equipment.
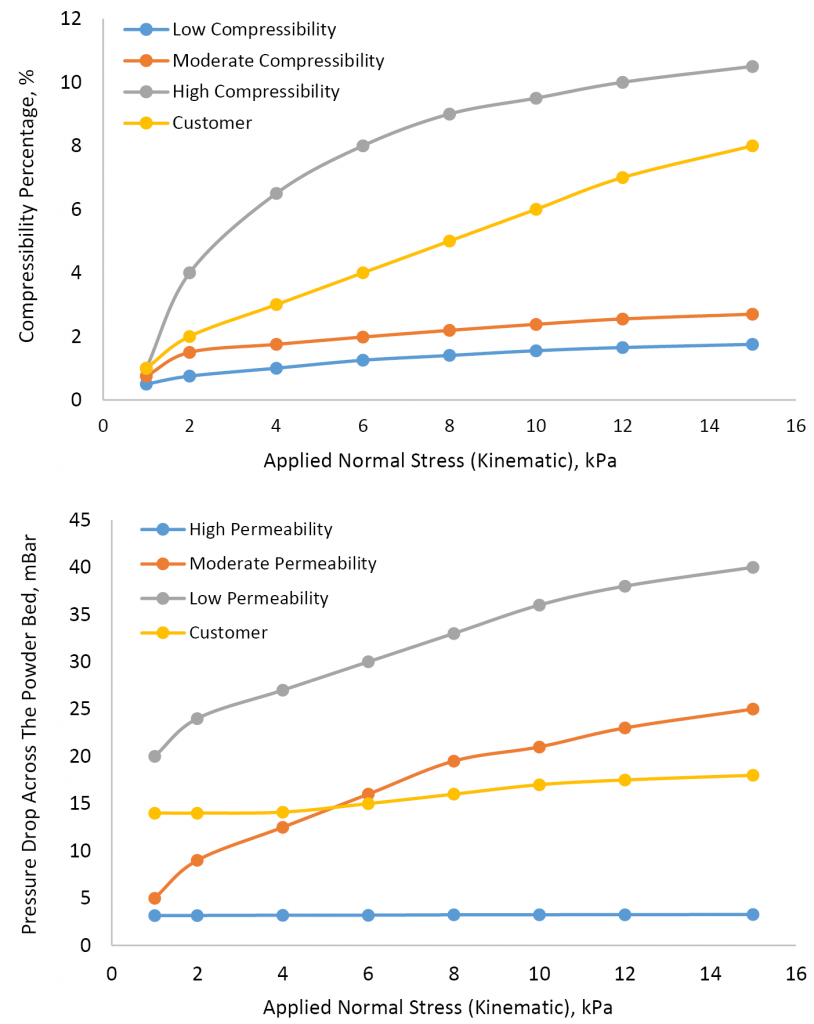
Compressibility and permeability are both bulk powder properties. Compressibility is determined by measuring bulk density as a function of applied pressure while permeability, which is indicative of the resistance the powder presents to gas flow, is quantified from measurements of pressure drop across the bed at a certain air flow rate.
Measuring all these properties, along with particle size and morphology, makes it possible to predict how a powder will behave during production, as illustrated by the following example studies.
Case study: Assessing customer powders
Table 1 and Fig. 4 show established acceptance criteria for the six flowability properties that ExOne uses to answer the customer question: ‘Can I process this powder?’ An important point to note is that, for some properties, the ranges of acceptability are relatively broad. While these boundaries define the limits of processability, the optimal processing parameters vary considerably depending on where the properties of the powder lie within these ranges. Established correlations not only indicate whether the powder is suitable for manufacturing but also define the most suitable processing parameters.
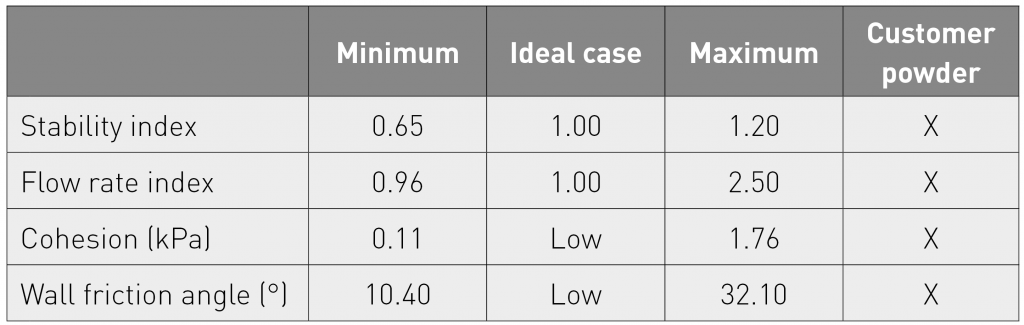
The ranges identified remain subject to change should a new powder exhibit behaviour lying outside the established correlations. However, this happens relatively rarely. It is now possible to determine whether a new powder is suitable for processing in just a few hours; a significant improvement on the days, weeks or even months that were historically invested in feasibility studies, prior to purchase of the powder tester.
Case study: Assessing the suitability of new powder supply
As a result of offering a parts-on-demand service, ExOne is a significant user of metal powders, the cost of which directly impacts component price and profitability. Establishing less expensive metal supplies is therefore a valuable activity, provided that the powders fully meet production requirements. The data shown in Table 2 is for two supplies of 316L stainless steel powder.
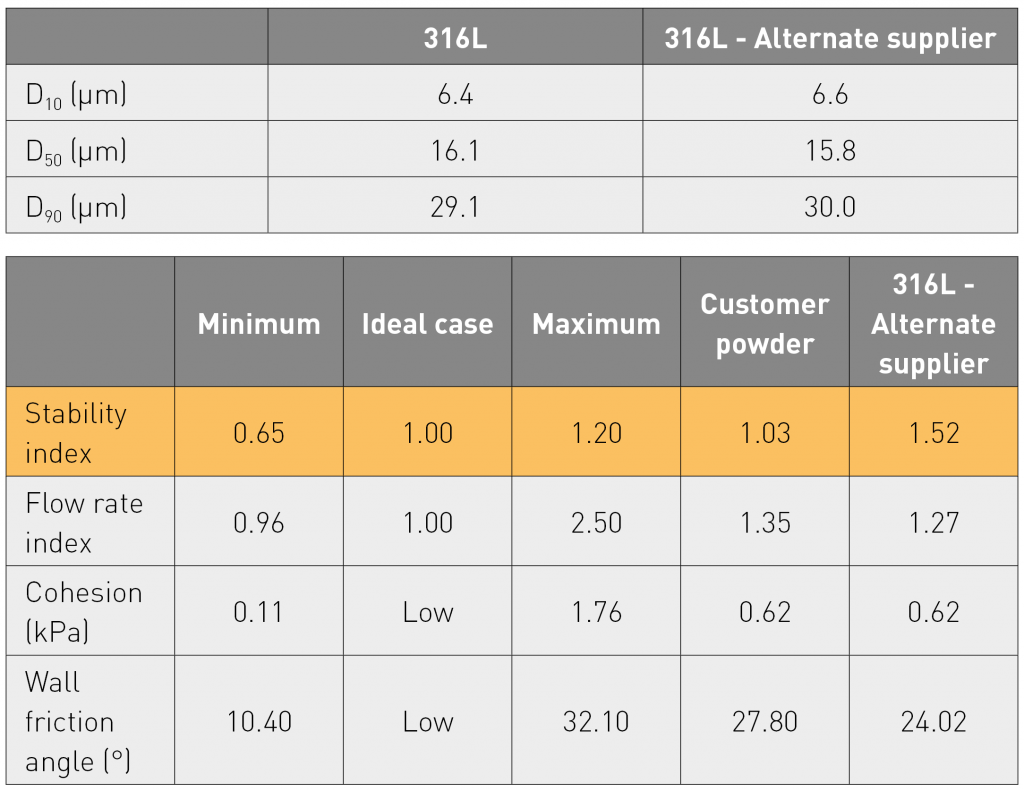
These two water atomised powders exhibit very similar particle size distribution data, with Dv10, Dv50 and Dv90 all essentially equivalent, within acceptable tolerances. The morphology of the two samples was also found to be comparable (as analysed by scanning electron microscopy – data not shown). With respect to flowability, FRI, cohesion and wall friction angle all lie within the boundaries of acceptability. However, SI does not. SI is numerically defined as the ratio of BFE measured after seven repeat tests to BFE measured in test one. The results therefore indicate that BFE is increasing with repeat testing, or more fundamentally that the powder is physically unstable.
The implications of this difference were investigated by running the powder through the AM system. Initially it performed well, but part quality gradually degraded over time. After four to five cycles, as the powder was progressively recycled, it became impossible to run the system successfully with the alternative supply, though the original material retained performance under the same conditions. The machine was cleaned out and the entire testing process was repeated, but the same effect was again observed. Closer investigation of the alternative supply revealed that it had more flaky particles than the original, that ultimately became prone to interlocking. The measurement of SI clearly identified this physical instability and the associated limitations and unsuitability of the cheaper material.
Case study: Developing a new qualified material
In this final study, the results shown are for a new material developed to extend the company’s range of qualified materials for Binder Jetting. 17-4PH is a widely used stainless steel, particularly in MIM, prized for its hardness and strength, relative to 316L, with applications in the dental and medical industries and for the manufacture of firearms. Table 3 and Fig. 5 show how the properties of a 17-4PH powder compare with those of an established 316L powder for Binder Jetting.
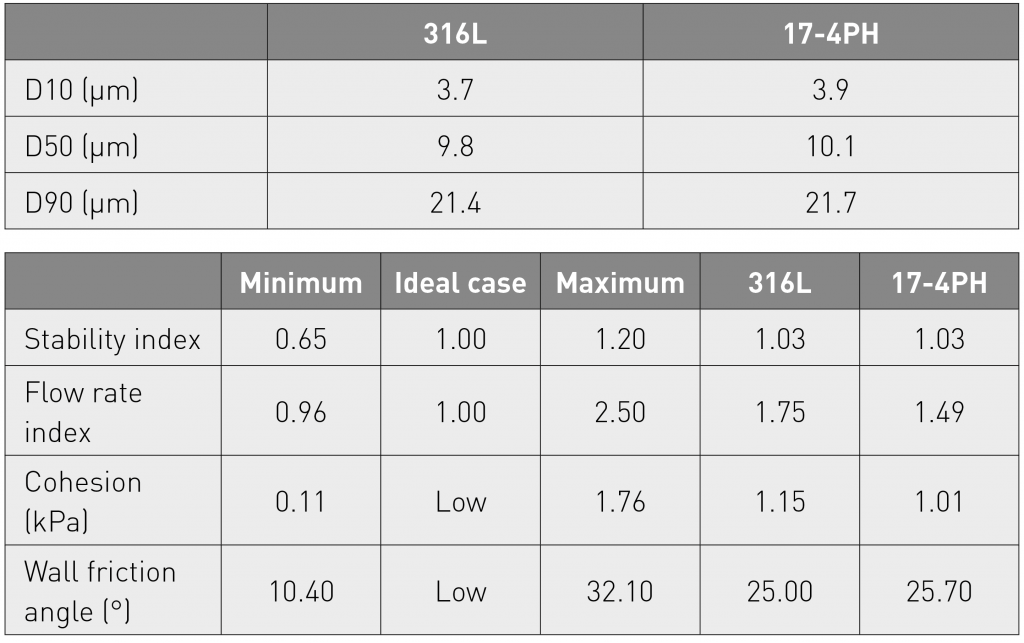
In this case, the two powders are extremely similar, in terms of particle size metrics and all flowability characteristics. The 17-4PH powder exhibits relatively high compressibility and low permeability, but, in both cases, the measured values are closely similar to those for the established 316L powder. These results predict that the new material will perform in a very similar way to the existing 316L stainless steel powder, a prediction confirmed in production trials.

In conclusion
Binder Jetting is uniquely attractive as a metal manufacturing process, combining compelling features of both PBF and MIM to offer flexibility and cost-efficiency. These advantages are driving uptake of the technology, intensifying the need to be able to robustly identify metal powder feedstocks that will perform successfully in Binder Jetting systems. Experience at ExOne indicates that bulk powder property measurement is essential to differentiate powders that will perform well from those that will not and to identify optimal operating parameters for each specific powder.
Using an FT4 Powder Rheometer, the company has established acceptance criteria for dynamic, shear and bulk powder properties that securely identify high-performance powders for Binder Jetting in just a few hours, without any requirement for a production trial. Powder property data have proved an essential complement to particle size and shape data for this assessment, with the adoption of an effective powder testing strategy saving the company time and money in feedstock sourcing and the day-to-day servicing of customer requirements.
Authors
Andrew Klein
Director of R&D
ExOne Company
www.exone.com
Jamie Clayton
Operations Director
Freeman Technology (a Micromeritics company)
www.freemantech.co.uk
References
[1] R Freeman, Measuring the flow properties of consolidated, conditioned and aerated powders — A comparative study using a powder rheometer and a rotational shear cell, Powder Technology, 174 (2007) 25-33.

LAST MONTH’S MOST-READ ARTICLES












