


Atherton Bikes: The journey from world title success to mastering Additive Manufacturing for performance bike production
The story of Atherton Bikes stands out as a shining example of how metal Additive Manufacturing (AM) can be successfully embraced and commercialised by a small, dedicated team of people. In the case of the Atherton family, the technology has not only enabled them to maximise their performance at the pinnacle of professional mountain biking, but has also opened a path to commercial bike production in an industry where frame manufacturing is dominated by Taiwan and China. In an article that will appeal to anyone considering the use of metal AM, the Atherton Bikes team shares its experiences with Robin Weston. [First published in Metal AM Vol. 6 No. 3, Autumn/Fall 2020 | 20 minute read | View on Issuu | Download PDF]

Until I started researching this article, I had no idea I had something in common with Dan Atherton. If you’re into mountain biking, you’ll be familiar with the Atherton family – for those whose interests lie elsewhere, the three siblings, Dan, Gee and Rachel, have been cleaning up the silverware in the Downhill and Enduro mountain bike world since 2004. The common ground? As kids, Dan and I both built bikes. I don’t know about Dan, but in my case, the catalyst for this was the probably slightly unusual childhood that I experienced. My father, who was a woodwork teacher (figure this out if you can) taught me to weld using oxy-acetylene at the age of thirteen. Although not a remotely successful joining technique for wood, welding did prove to be a useful skill for keeping the family’s beaten up car on the road and scraping through the UK’s national roadworthiness test each year.

I used this relatively uncommon skill, in children at least, to construct ever more weird and wacky bikes. That’s where the similarity ends though, with no competition titles to my name. I also imagine Dan’s childhood bikes were much more purposeful, whereas my efforts were created more as a result of the fact that I could weld, so I just welded stuff. Look out for this pitfall if you’re considering metal Additive Manufacturing: it doesn’t suit every application.
I’m still a confirmed bike enthusiast and occasional oxy-acetylene welder, but I keep the two hobbies separate these days. Bikes and metal joining, as we will see, are inextricably linked and, whilst carbon fibre technology has made an enormous impact on the bike manufacturing industry, metal is still the go-to material for those parts that take the most abuse.
Solutions looking for a problem

It is dangerous to generalise, but for the most part, we take the products we use every day entirely for granted, from the tiniest widget to the most complex of products such as cars, aeroplanes, smartphones, computers and a myriad of other ‘stuff’. The reality is that most of the population is unaware just how much effort must go into R&D, testing, manufacturing processes, training and documentation to be able to consistently manufacture products that comply with international standards for performance and safety.
As someone involved in technology product management for most of my career, I came into engineering via the apprenticeship route before returning to university to further my education. I am still amazed by the processes used in manufacturing and the levels of nuance, intellect and sheer dogged determination required. This is the case when developing a stable, dependable manufacturing process using established ‘standard’ technologies, let alone new technologies such as metal AM.

Since the industrial revolution, metal forming has continually evolved, with a myriad of discoveries and mini-revolutions taking place along the way. From the mid-1850s and the advent of steel, engineering materials and processes have been refined continuously in order to deliver higher and higher levels of performance. Sometimes, it is innovation that promotes change; solutions looking for a problem to solve. At other times, it is the ambition to achieve the impossible, or pure necessity, that drives advances.
In its early years, Additive Manufacturing, and metal Additive Manufacturing in particular, was a technology looking for problems to solve. Its adoption has been challenged by the dichotomy of promising freedom to over-constrained engineers, whilst being unable to demonstrate the track record necessary in order to be employed in the most demanding industries, where standards rule manufacturing output. Ironically, this is where many of the most appropriate opportunities for successful and worthy metal AM adoption can be found.
Since emerging at the turn of the millennium, metal Additive Manufacturing, particularly Laser Beam Powder Bed Fusion (PBF-LB), has developed significantly. This maturity is to be expected, given the promise of greater design freedom and operational agility it promises, plus a range of other benefits that emerge when the end-use capabilities permitted by AM show up in the final product.

Many well-established organisations have spent years investing significantly to prove, mainly to themselves and their existing customers, that harnessing metal AM in manufacturing is a vital step in remaining competitive, both from a technical and commercial viewpoint. This is, of course, an expensive business and companies guard their findings fiercely, especially now that their investments are starting to pay off. Because of this, companies willing to offer an insight into their metal AM journey are often circumspect, preferring to keep things mostly under wraps, at least until the obligatory NDAs are signed. Whilst their reticence is understandable, this can act to decelerate the pace of adoption, so when companies are willing to talk about their AM experiences, there is something to be gained for the whole industry. Thankfully, the team behind Atherton Bikes was happy to give some insight into their journey.
Life in a parallel universe

While things were maturing in the Additive Manufacturing world, the Atherton siblings were making their mark in the world of Enduro and Downhill mountain biking, establishing themselves at the very top of the sport. As in many success stories, the beginning is humble and Dan, Gee and Rachel are no exception, with their passion for the sport fuelling their early campaigns rather than big bucks from sponsorships. However, as the results came, so did the deals.
Early on, accommodation for races came in the form of a white van and technical support from willing volunteers. Spares for inevitable breakages were ‘blagged, begged or borrowed’, and Dan’s apprenticeship in downhill mountain-bike building and set up, which laid the foundation stone for the family’s own bike manufacture, began with Dan learning quickly that not all downhill mountain bikes are equal.

This early experience continues to inform the family’s bike development. With win-or-lose margins in the realm of seconds, Dan’s attention to detail is vital when identifying opportunities to improve. Knowing what to change is one thing. Executing that change in a controlled way, which doesn’t diminish or eliminate the improvements already made, is a much more formidable challenge that requires a command of the engineering data combined with a manufacturing process that can respond quickly.
With this critical factor in mind, the Athertons knew that when the time came to pursue their long-held ambition to engineer, build and sell their own bike, following the conventional approach would not provide the edge they wanted. Well-trodden supply chains, often more focused on volume manufacture in Asia, would not offer the level of freedom or opportunity for original thinking demanded by the most elite bikes and riders. Dan stated, “We have always forged our own path in our riding – we always push to achieve things in our own way, on our own terms – we’ve never been interested in following the crowd.”
Technology transfer from aerospace engineering

To achieve the impossible required a technology leap, and this came in the form of some early developments by a small team of fanatical aeronautics engineers. While pioneering the use of metal AM and carbon fibre in their day jobs in aircraft manufacturing, the team overcame the frustrations of long project timescales in civil aerospace by ‘moonlighting’ as bike designers with a couple of industry veterans. As an antidote to their day jobs, they used their combined expertise to pioneer the use of AM and carbon fibre technology to design and engineer a new mountain bike.
Never ones to follow convention, this project caught the attention of the Athertons. It turns out that this kind of technology transfer is not uncommon in the bike world: a quick internet search yields several bike-related AM projects, from the fanciful and fun end of the spectrum to the deadly serious end, which states: we are going to change the bike world forever.
“Strong, light, cheap – pick any two”
When manufacturing new products, it is vital to select processes that are capable, cost-effective and appropriate for the task. This requires a deep understanding of all the factors that will govern success and the inevitable trade-offs between cost, quality, and performance in use. It’s a little oversimplified, but the old adage, “You can have any two of the following: fast, cheap or good, but not all three,” or the version attributed to bike industry veteran Keith Bontrager, “Strong, light, cheap – pick any two,” holds.
No prizes for guessing that in the case of Atherton Bikes, it is strength and lightness that are most important. Not known for compromising on their ambitions, the Athertons also recognise that achieving competitive pricing is vital. For most metal AM applications, and PBF-LB in particular, this is usually how the equation resolves, and it is probably one of the first decision points when choosing metal AM as a process.
Establishing opportunities to add value to the end product, or the manufacturing workflow that may be enhanced by metal AM’s capabilities, is one of the first questions to answer; failure to truthfully assess the question ‘why metal AM?’ usually leads to disappointing outcomes.
Competition-level mountain bikes: The engineering challenge

The function of a mountain bike is to carry the rider and to be tough enough to take the abuse from rough terrain. A quick look at the catalogues of most bike manufacturers reveals that lower-end models tend to be built using familiar materials such as steel and lower-grade aluminium. These are significantly over-engineered in order to pass the standard EN15194 and ISO4201 bike safety tests before they can go on sale.
To be competitive, higher-end bikes need to be lighter, so more exotic materials are used such as aircraft-grade aluminium and mass-produced carbon fibre. Beyond this, we head into the territory referred to by marketers as halo products: those that reside confidently at the very top of the pecking order. Bikes at this level draw on the best technology, materials and processes from high-performance industrial applications in aeronautics and F1 motorsport.
To be credible, they also need to be tested beyond the standard EN and ISO tests. For this, manufacturers turn to the EFBE TRI-TEST, in which tests are conducted under five usage conditions or levels as defined by ASTM F2043-13 / EN 17406. Depending on the riding application, bikes progress through the levels, with Level 5 providing the most extreme test conditions. Bikes that make it through to Level 5 are subjected to tests that mimic the conditions of speeds above 40 km/h and jumps and drops in excess of 1.2 metres. If you have ever watched any world-class downhill mountain bike footage, the phrase “in excess of 1.2 metres” actually equates to something more like “drops of over 12 metres”.
As for speed, anything up to terminal velocity is considered fair game. Bikes designed to take this level of abuse without failing, whilst performing at the pinnacle of competition, need to be light and tough, so only the best design, engineering materials and processes cut it.
Carbon fibre and titanium: A perfect combination

For demanding structural applications, two materials rise to the top when considering high performance: carbon fibre and titanium, in this case Ti6Al4V, or Ti64 for short. Neither is perfect at everything, and both can be difficult to work. Titanium is expensive and hard to process, and carbon fibre requires moulding expertise and precise lay-up to achieve the best results.
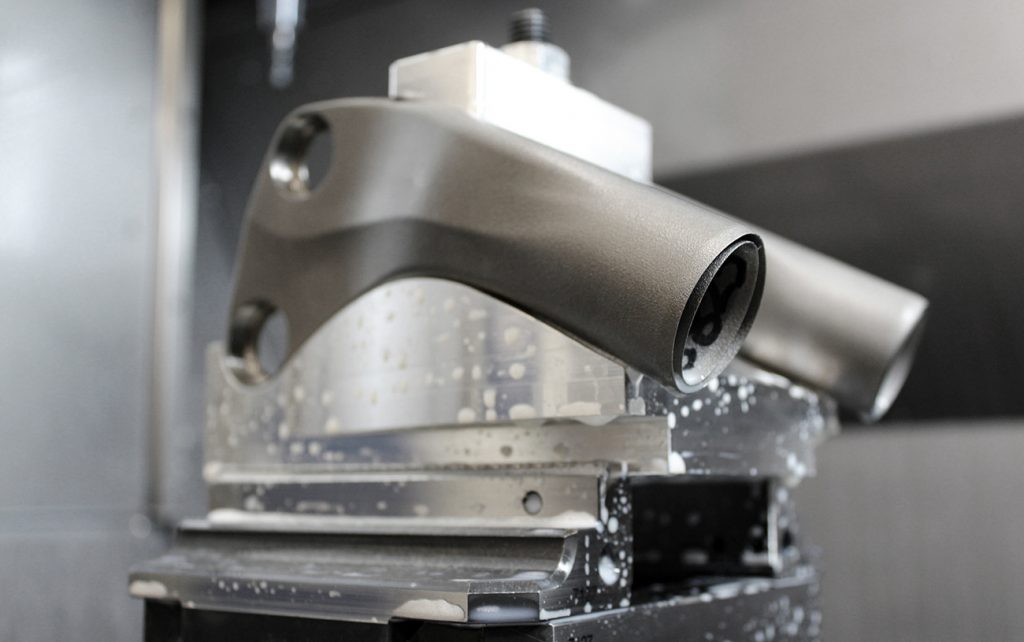
By blending the best of both – lightweight carbon fibre tubes for high strength and stiffness under specific load conditions, and supremely resilient titanium lugs that take the brunt of the stresses at the joints – the team at Atherton has created a bike that is both lightweight and tough. The result: a super stiff frame that performs without wasting the rider’s energy input.
Coupled to this are the advantages of metal AM in allowing design and manufacturing freedom for the lugs, which are the interfacing geometry between the carbon fibre tubes. In this application, Atherton has achieved the perfect blend of lightness and resilience, with AM offering the freedom to create a double lap joint to increase surface area for the bond whilst adding minimal weight. The specific load cases are one of the few closely guarded secrets; however, Ben Farmer, Atherton Bikes CTO, suggested that they are significant multiples of the rider’s weight when landing from the maximum expected jump height.
Whilst AM-produced Ti64 has an Ultimate Tensile Strength (UTS) of just over 1000 MPa after heat treatment, it is impractical to use this as a design limit for such a fatigue-critical application. To ensure a long product life under the most gruelling punishment, a minimum factor of safety is designed into the titanium components. This is generally based on no more than 50% of the peak stress for PBF-LB-produced Ti64, calculated on fatigue conditions of 10,000,000 load cycles.
Typically, peak stress at this level is 550 to 600 MPa for wrought Ti64 with PBF-LB-produced Ti64 bulk properties marginally lower at around 500 MPa. But these results are after machining, so don’t include the influence of surface condition on fatigue life. To allow for unmachined surfaces to be used in the end product, an additional allowance is made that is below the fatigue run-out stress for ‘as-built’ stress-relieved Ti6Al4V.
After two seasons campaigning, the team has podiumed multiple times with its metal AM-lugged bike. There have been several offs and crashes, some injuries, bruises and occasional broken bones, but absolutely no frame failures in any of the bikes built. As Gee sagely comments, “We got through our first ever season without breaking a frame – unfortunately, we did manage to break Rachel, who suffered a snapped Achilles tendon in practice at Les Gets.”
The track record of zero failures also includes the test bike that underwent the entire five-stage EFBE TRI-TEST and, as Ben was keen to point out, that test bike wasn’t a shiny new out-of-the-box model: it was the prototype that had been vigorously and relentlessly thrashed by Dan through the Dyfi Bike Park, the Atherton family’s other venture, located in Mid Wales, which Ben Farmer reckons has probably resulted in a marginally harder life than that led by the pampered race bikes.
Swift action: Design iterations in days, not months

Besides light weight and stiffness, one of the primary drivers for the Athertons’ adoption of AM technology was the ability to iterate the design to achieve marginal but vital improvements in the performance of the bike and rider. Dan recognised that metal AM offers the opportunity to revise and adapt the bike design and geometry at a rate and frequency that cannot be achieved by conventional bike manufacturing processes, whilst maintaining top-level performance.
“In the past, when riding and developing conventionally manufactured bikes, a design iteration could take months to execute from start to finish,” he explained. “With metal AM, and the way we approach design and build, this process is routinely reduced to less than four weeks from initial design to a complete bike ready for the next race.”
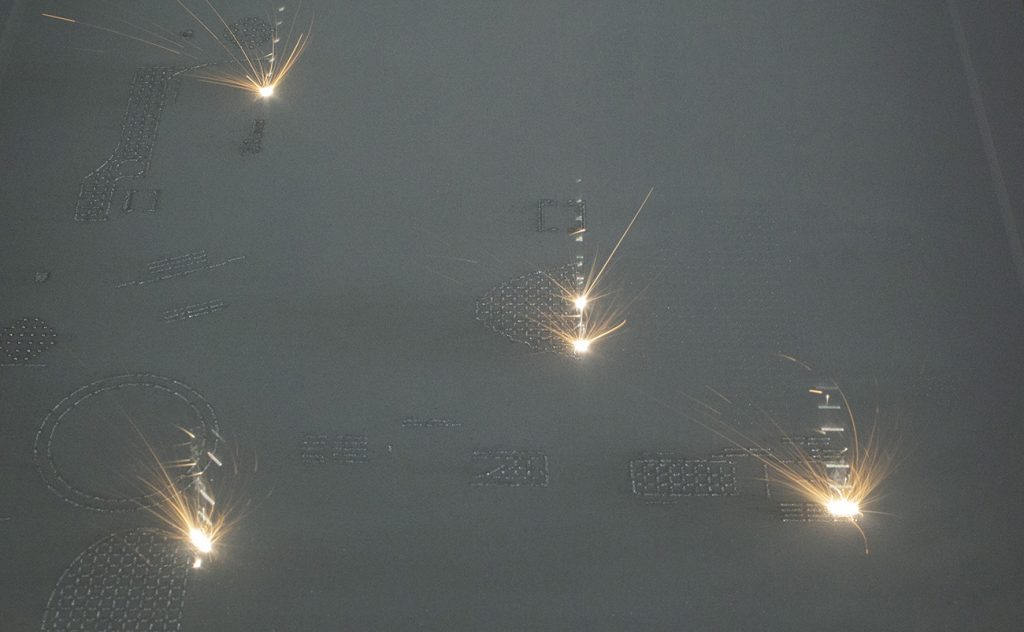
In one case, by ‘burning the midnight oil’ and planning ahead, from finishing racing on Sunday, revised CAD was engineered by Monday lunchtime and a fresh AM build was running by Monday evening. With a complete frame lug-set taking 16 hours to build on the latest multi-laser AM system, this allowed just enough time to de-build, heat treat and finish machine the parts in time for the frame bonding process on Thursday.
As Ben Farmer attests, “It was a very tight timescale and, due to the accelerated bonding process requiring external heating, the frame was still hot to the touch when it left for the airport bound for Switzerland on Thursday night.” Once received, it was built up and ready for practice on Friday. Whilst this is not a typical approach, it does show the potential to execute very rapid changes to what are complex components.
The importance of experience – your own or that of others
As you may have guessed, Ben Farmer was one of those moonlighting aero engineers and is a co-founder of the Atherton Bike brand. When I spoke to him whilst researching this article, he was keen to stress that the capability that they have has come from many years spent building the required skills and experience in industrial projects. “We have benefited hugely from developing our knowledge of AM and composite technologies in our day jobs as aeronautics and Formula 1 engineers, before embarking on the Atherton projects.”
How regular companies acquire this level of knowledge around AM remains one of the barriers to adoption. Considering design for function, along with the principles of Design for Additive Manufacturing (DfAM), and navigating the demands of both, presents an engineering challenge that requires experience. Inevitably, this is a potential barrier to new adopters who may find success difficult to achieve without support from experts. Proficiency in metal AM is rarely achieved without a close relationship between designers and production engineers, combined with robust support from the technology and materials supply chain.
For those reading this who are new to metal Additive Manufacturing, it is crucial to understand that, even after you have navigated the complex AM design process, complexities just keep coming. Even small changes to part orientation between different builds can have an impact. Some factors peculiar to metal AM include the need for sacrificial features such as disks within tube-shaped areas that have to be built and then removed by machining, or permanent ribs inside the part. These are particularly prevalent in titanium parts, where distortion and the residual stresses generated in a part by the PBF-LB process itself need careful management.
I have my own memories of early PBF-LB developments in titanium, with parts pulling themselves apart before we could get them into the stress-relieving heat-treatment process. Much of this has been overcome by better AM systems that can control the build atmosphere more precisely and create better processing conditions, coupled with more advanced processing strategies, materials and parameters, but still needs to be carefully considered.
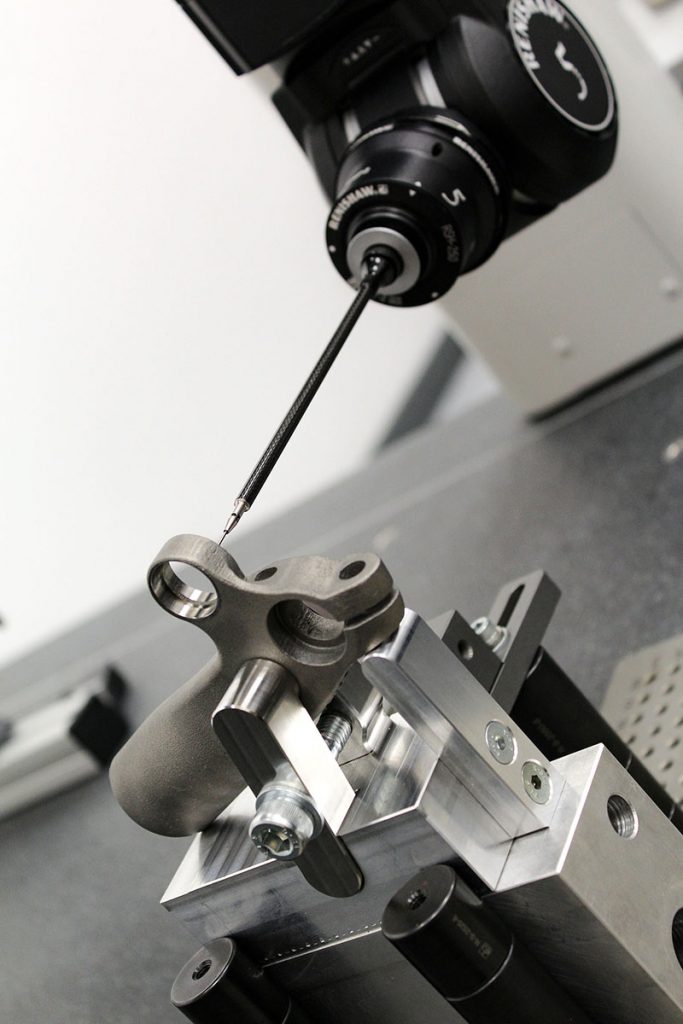
Fixturing the freeform shapes that AM can produce for post-processing can also be a challenge, and this requires some creativity and ingenuity. From the start, Ben and the team prioritised the non-machined features, such as the interfacing lap joints used to bond the carbon fibre tubes, at the expense of a little more material allowance on those that were machined.
When considering the commercial product, however, and with an eye to producing in higher volumes, some further economic factors come into play. With conventional carbon fibre bike manufacture, there are high upfront costs in terms of tooling; however, with volume production, these costs rapidly diminish as they are amortised over the entire production run until the tool life expires. With metal AM these costs do not decrease much over a production run, so greater attention must be paid to reducing material usage, and with it the build-time for the components, over the entire product life. Whilst this does not have a significant impact on the relatively low number of factory race machines produced by Atherton, the commercial product requires that the cost impact of each frame component over the entire production run is optimised.
Another area of sensitivity with PBF-LB parts is heat treatment and, whilst the best mechanical properties for titanium are achieved using a vacuum furnace, these are inherently expensive and tend only to accommodate a small number of framesets. Argon furnace heat treatment, by contrast, has lower capital equipment cost and higher ongoing running costs. As Ben attests, “Now we have a competitive bike, both in terms of performance on the mountain and commercially, the challenge is to scale up”.
The ‘win on Sunday, sell on Monday’ factor
The Athertons’ desire to create their bike brand goes way beyond their podium successes on their own hardware. The ‘win on Sunday, sell on Monday’ factor, coined by Bob Tasca in the 1960s to sell Ford cars, is a vital component in their future success with a commercial product. Dan is clear, “Without the race success, it’s just another bike in a crowded market. Riders are fanatical and care intensely about the technology and the performance it brings.”
Atherton is now progressing through the first fifty build slots for its commercial frames, with Ben keen to reinforce that there is absolutely no difference between the ‘works’ machines and the commercial product. If you want one though, you’ll have to be patient: the first options on bagging your slice of Atherton success are to those dedicated fans who signed up to follow the Atherton brand and the newsletter at its inception.
The company is, however, making preparations to bring the Additive Manufacturing process in-house to increase the production rate and cut waiting times. When I asked about the possibility of considering other AM technologies such as metal Binder Jetting (BJT) for subsequent commercial products, I got a pretty straight answer from Ben. “We are open-minded about other technologies, but it comes down to three things: tolerancing, mechanical performance and materials choice – beside the obvious questions about cost. Presently we see Powder Bed Fusion as the benchmark technology and the only one able to deliver all three, particularly our material choice, Ti6Al4V”.
The clear expectation is that, independent of how things develop commercially, the Athertons’ flagship products are likely to feature PBF-LB because of its maturity, and the significant improvements in productivity brought about by multi-laser AM systems. Maintaining a watch on how other technologies are developing will, of course, be an ever-present consideration.
It’s not too late, or too early, for your right place and right time

What strikes me about many of the AM projects I hear or read about is that the most impressive ones are journeys of discovery, going back years and sometimes over a decade. For those would-be AM adopters who have yet to start their AM journey, I can see that this could look quite daunting, and might foster the perception that those who are not making progress with AM already have somehow missed the boat.
There are a few things to consider when assessing this situation. Firstly, AM is just another manufacturing process: inappropriately applied, it will disappoint, but get it right and new products and businesses emerge. So, if your project doesn’t work out, don’t just write off AM, but think about what AM offers, assess if it supports the needs of another project or application, and try again, better prepared and armed with more knowledge.
Also, consider this (and I speak as an ex-product manager at a metal AM system manufacturer): all those who started their AM projects a decade or more ago had to contend with immature technology, limited process knowledge, and nothing like the digital tools and supply chain available today to support AM adoption. What took years for some can now be achieved in a fraction of the time using today’s technologies and knowledge base. AM technology is not static: what didn’t work yesterday may well work today.
The Athertons have applied PBF-LB metal Additive Manufacturing to the parts of a high-performance bike that make the most sense for that technology. It’s not a question of missing out; anyone using AM needs to do it for the right reasons, which means understanding the capabilities offered by the various technology types and learning from your peers. You’re in the right place for that if you’re reading Metal AM magazine.

Author
Robin Weston
AutonAMy Ltd
Cheshire, United Kingdom
[email protected]
Robin Weston is Director of AutonAMy, an advisory firm that supports companies and individuals looking to make sense of metal Additive Manufacturing. He has twenty years of industrial product management experience.
Atherton Bikes
For more information on Atherton Bikes visit www.athertonbikes.com

LAST MONTH’S MOST-READ ARTICLES












