


Advancing rocket propulsion through Additive Manufacturing, novel surface finishing technologies and public-private partnerships
Whilst Additive Manufacturing is undoubtedly having a huge impact on the design and manufacture of rocket propulsion systems, most notably combustion chambers and nozzles, the Achilles’ heel of most AM processes is as-built surface finish. Whilst in many AM applications surface finish may be largely irrelevant to a component’s function or performance, when it comes to high-cycle fatigue properties, achieving the required level of smoothness is critical to performance. In this article, Justin Michaud, REM Surface Engineering, reports on advancements achieved in this area through a public-private partnership with NASA. [First published in Metal AM Vol. 6 No. 3, Autumn/Fall 2020 | 20 minute read | View on Issuu | Download PDF]
Metal Additive Manufacturing has for a number of years been seen as a way to reduce costs, increase capabilities and advance the state of the art for rocket propulsion applications. In 2013, Elon Musk famously revealed the SuperDraco engine, built by Laser Beam Powder Bed Fusion (PBF-LB) using an unspecified Inconel® alloy [1]. The potential to manufacture complex components such as this engine chamber as a single part, without the requirement for costly tooling, offers the potential to greatly accelerate the design to testing process [2]. NASA, in conjunction with Virgin Orbit, has successfully tested a combustion chamber incorporating a PBF-LB copper alloy (GrCOP-84) combustion chamber liner with a nickel superalloy structural jacket applied to its exterior [3], citing considerable manufacturing timescale advantages.

“Traditionally, it takes many months to manufacture, test and deliver a conventional combustion chamber. We can reduce that time considerably,” explained Paul Gradl, a senior engineer at NASA. Companies such as Relativity Space, Rocket Lab, Aerojet Rocketdyne, Orbex, Ariane, Vector Space Systems, Ursa Major, Blue Origin, Launcher, Masten Space Systems and many others are all looking to use AM and capitalise on its potential cost, lead-time and design advantages.
However, AM is not without its challenges and the need to advance the technology readiness level (TRL) of AM processes, as well as the required post-processing steps, is a generally accepted industry fact. Where the knowledge and capabilities do exist to fully realise additively manufactured rocket propulsion components, the associated data is often confidential and thus does not fully benefit the industry as a whole. To this end, NASA’s Game Changing Development (GCD) Program, under the Space Technology Mission Directorate (STMD), serves as a perfect vehicle to help fund and accelerate the necessary technology developments and public data to advance and increase the use of AM for rocket propulsion and other high-risk/high-value applications. The GCD’s stated goal is to take mid-TRL range technologies, “from initial lab concepts to a complete engineering development prototype,” [4] in support of the STMD’s goal to develop “transformative space technologies to enable future missions” [5].

Underneath the GCD is the Rapid Analysis and Manufacturing Propulsion Technology (RAMPT) programme. The RAMPT programme calls for the development of enabling technologies, improved production methods and advanced design and analysis tools related to the agency’s objectives to expand human presence in the solar system, to mature novel design and manufacturing technologies to increase scale, significantly reduce cost and improve performance for regeneratively cooled thrust-chamber assemblies, specifically the combustion chamber and nozzle for government and industry programmes [6].
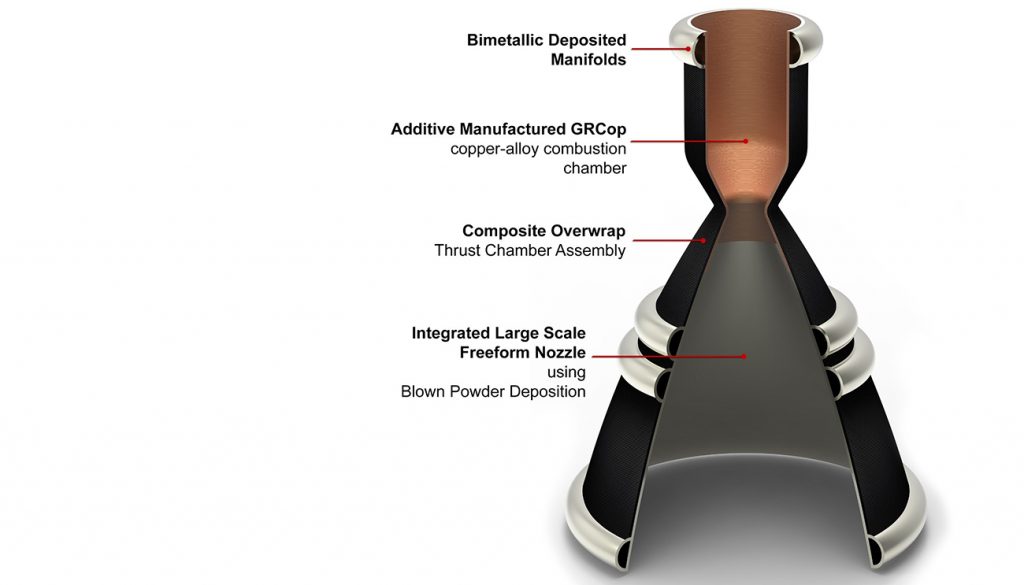
The programme cites the combustion chamber and nozzle, the two primary components of the thrust chamber, as “the longest lead [time], highest cost and heaviest component(s) in the engine system” and aims to address these issues by significantly increasing the scale of current AM technologies while integrating necessary special process development, hardware development, and testing to mature the overall concept. Some of the directed goals of the programme include the use of bimetallic manifolds, GrCOP AM combustion chambers mated to Directed Energy Deposition (DED) – in this case Blown Powder Deposition (BP-DED) – nozzles, and regenerative cooling via thin-walled structures and cooling channels (Fig. 1). The programme, which is underway, aims to partner with industry and academia to accomplish these goals while simultaneously advancing overall public and private capabilities for rocket propulsion and related industries. “NASA has been actively engaged in and leading technology development efforts to evolve and mature the entire supply chain of Additive Manufacturing, including not just the AM build process, but also post-processing areas such as surface enhancement, which we see as an important part of both our programmes and the needs of the AM industry at large,” stated Gradl.
The challenge of surface finishing AM components
As referenced, there are challenges to realising the potential of AM. For critical applications such as rocket nozzles and combustion chambers, AM-produced components must undergo certain post-processing steps in order to meet the necessary design and performance requirements. Surface finish is a known challenge for all AM processes; the complexity that AM allows from a design perspective can increase the challenge of improving the as-built surface finish and/or removing material from an AM component uniformly. Many companies and technologies have sought to address these surface finishing challenges; one such company is REM Surface Engineering (REM).

REM is a third-generation, family-owned business with operations in the US and Europe specialising in surface finishing (polishing) technology. The company invented what is now commonly known as isotropic superfinishing – a technology created by combining the chemical activation of a surface with mass-finishing equipment to effect material removal, thereby creating optimal surface quality and process efficiency, while maintaining component shape more accurately than competitive technologies. REM’s isotropic superfinishing processes are used on many conventionally manufactured components, ranging from high-volume, pre-plating applications, such as hand tools, to gas and steam turbine compressor blades, and most prevalently to flight-critical aerospace gearing, where over seventy known platforms make use of REM’s ISF® process.
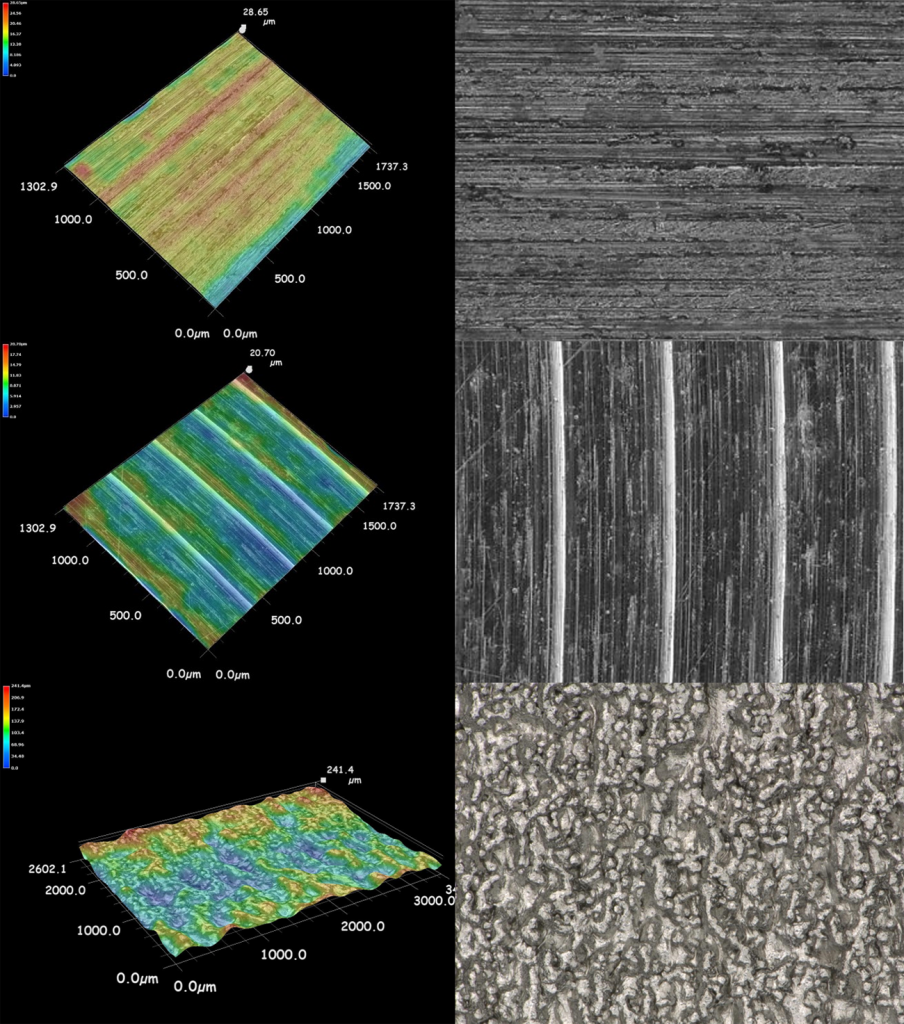
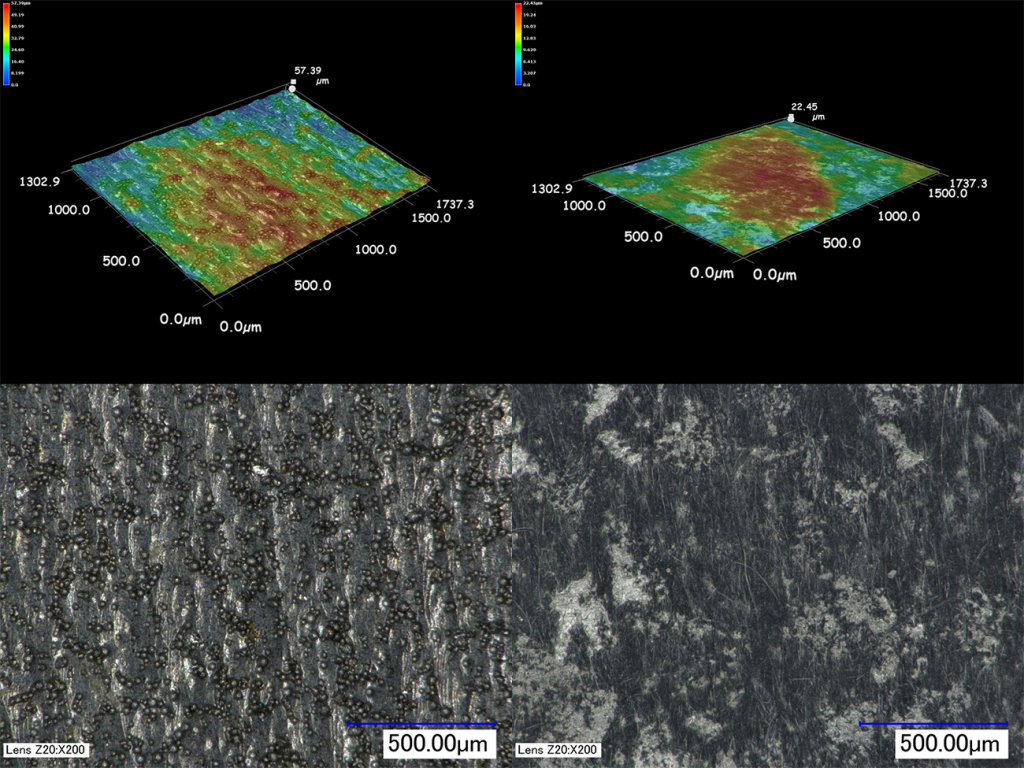
It was REM’s link to the aerospace industry that first brought it into contact with AM, in around 2010, in the form of Ti6Al4V components produced by Electron Beam Powder Bed Fusion (PBF-EB). Compared to conventionally machined (ground/milled) components with a standard starting roughness of 0.5–1.50 µm, AM parts represented quite a different deliverable set in terms of starting surface conditions, at 10– 30 µm or higher, and required material removal to achieve comparable final surface conditions (Fig. 2). REM’s traditional processes are very effective at controllably and uniformly removing very small quantities of material, with a standard helicopter gear process removing a total 5 µm from the surface of the component to achieve surface finishes of Ra 0.025–0.10 µm (Fig. 3). However, it became clear to REM very quickly that AM components would need surface material removal more in the 25–750 µm range to achieve ‘as-machined’ or ‘superfinished’ surface roughness properties.
Believing AM to be a step-change development in manufacturing, REM dedicated resources to developing technologies able to rapidly, yet controllably, remove the roughness from as-built AM components. Leveraging its existing isotropic superfinishing process technology and the principles of chemical surface activation, REM created two new process technologies under its AM surface finishing trade name (Extreme ISF®): Chemical-Polishing (CP) and Chemical-Mechanical Polishing (CMP).

CP can best be described as a more controlled version of chemical milling, in that it is optimised to planarise or flatten a surface while removing or remediating any sharp micro-notch surface features. Traditional chemical milling is limited in its ability to reduce surface roughness and ‘waviness’, as the process tends to follow the existing surface texture. REM’s CP processes are capable of more significantly reducing roughness/waviness as they are chemically engineered to reduce peak asperity height without chasing micro-valley features. Instead, these micro-valleys or notch features are gently radiused until their depth is reduced to the point where they merge with the surrounding surface (Fig. 4). Based on market demand, REM initially focused on developing a viable CP process for Ti6Al4V and achieved surprising dynamic fatigue life increases via this technology [9]. These increases surpassed all other surface finishing technologies (abrasive tumbling, laser polishing, etc), with the exception of machining.
In parallel, REM worked on a range of modifications to its traditional CMP isotropic superfinishing processes to increase their effectiveness on AM components. The CMP process works by exposing an AM component to an alloy-matched chemical solution designed to react with the component’s surface in a self-limiting fashion, producing a self-assembling monolayer (SAM). This SAM is softer/more brittle than the base metal and is therefore valuable in that it can be easily wiped away in a mass-finishing/tumbling environment. Because of the associated reduction in the required force to refine a surface, CMP allows for the use of high-density non-abrasive or low-abrasive content media. These media have a much longer life than traditional abrasive tumbling media and, when used in conjunction with an appropriate active chemistry, facilitate a far more efficient and accurate material removal process from an AM component – edge radiusing is significantly reduced and recessed features can be more effectively refined.

Depending upon part requirements and alloy, REM can use the CP, CMP, or a combined CP + CMP process to achieve the required surface material removal and roughness reduction on AM components (Fig. 5). Increases in dynamic fatigue life and component cleanliness, reductions in foreign object debris (FOD) and increases in component cleanliness, and highly uniform material removal were initial success stories for REM’s Extreme ISF Process. However, as the technology relies upon chemical surface activation, each alloy/material has the potential to require a new chemical formulation (although, in practice, similar alloys are often able to share a common processing formulation), and not all materials have developed processing compounds. For new or dissimilar alloys, formulation development can be required.
Finishing the hotwall surface of AM rocket nozzles

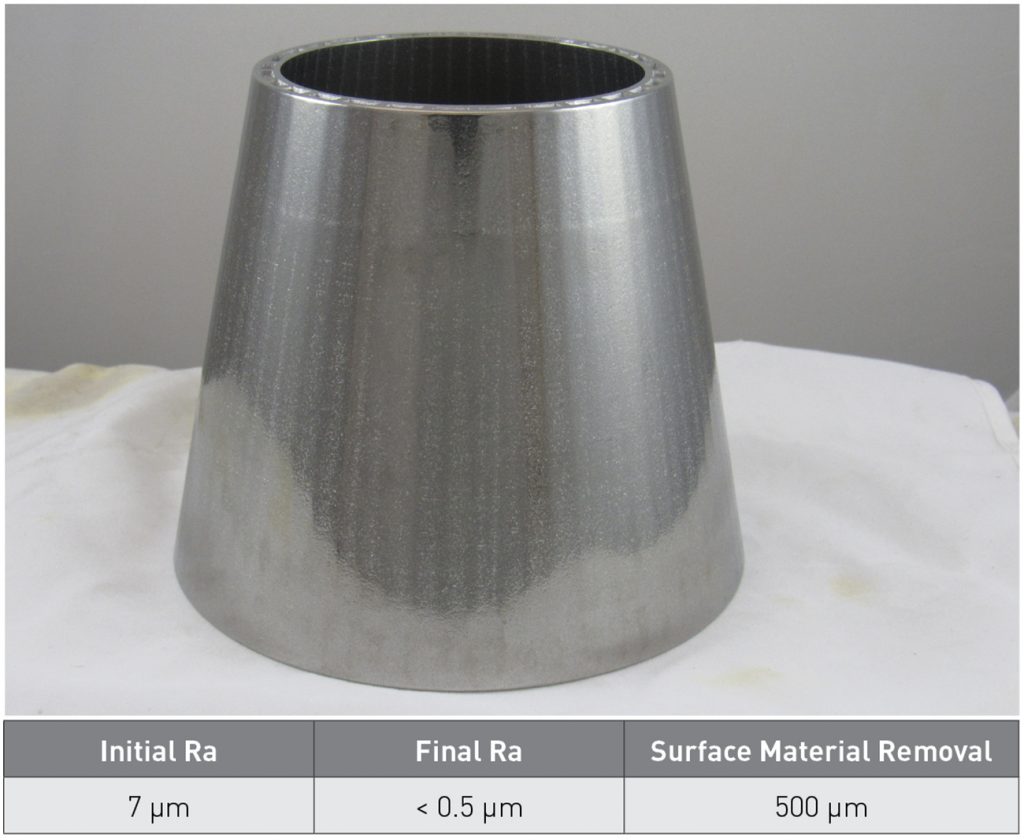
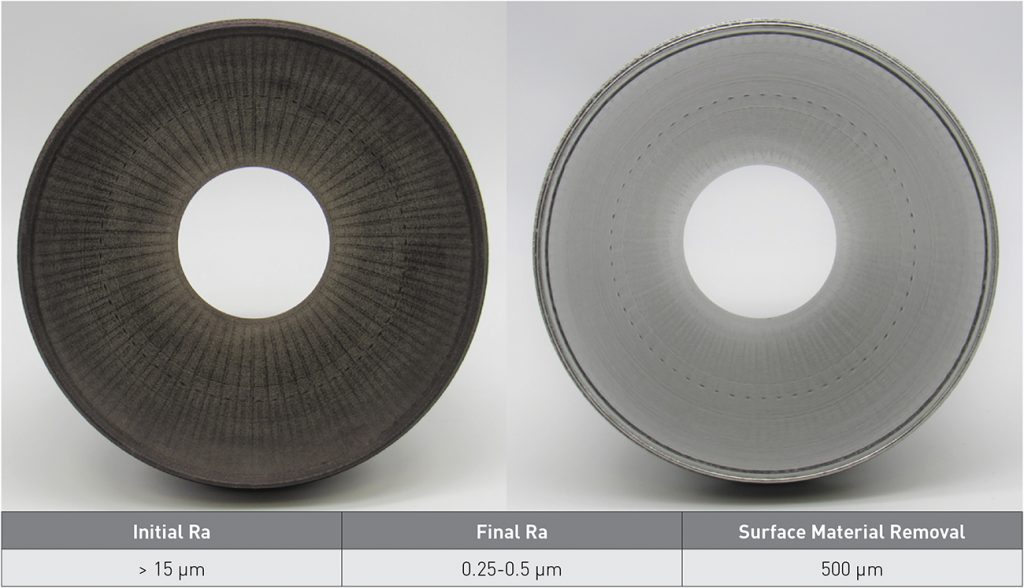
In 2017, NASA Marshall Space Flight Center (NASA MSFC) contacted Dr Agustin Diaz, REM’s Lead AM Scientist, regarding the potential of applying REM’s process technologies to nickel-base superalloy components. Initial trials, coupled with REM’s other alloy experience, showed potential, but, at the time, REM lacked an optimal CP or CMP chemistry for Inconel 625 – then the target alloy. NASA MSFC required a surface finishing technique that could controllably and uniformly remove 500 µm (0.020 in) of material from the hotwall surface of AM rocket nozzles while reducing roughness and offering scalability and cost advantages over manual techniques (Fig. 6). The nozzle designs had a specific hotwall thickness that was desired, but the targeted AM processes, coupled with the high levels of as-built roughness, dictated that a post-processing step would be required. Thus, an opportunity existed to advance REM’s surface finishing technology, while meeting an otherwise unaddressed need for NASA, and REM submitted and won its first SBIR Phase 1 award (18-1-Z3.01-5453) as a part of the 2018-1 NASA solicitation.
This SBIR, ‘Internal/External Surface Finishing of Additively Manufactured IN625 Components’, had, as a primary goal, the identification of an Optimal Finishing Technique (OFT) capable of:
- Reducing surface roughness to < 0.8 µm Rms
- Uniformly removing 0.5 – 1.25 mm of surface material in the shortest practical time
- Eliminating surface defects
- Demonstrating scalability to hundreds or thousands of components without excessive footprint requirements
- Demonstrating a machine-controlled, automatable process requiring minimal operator interaction
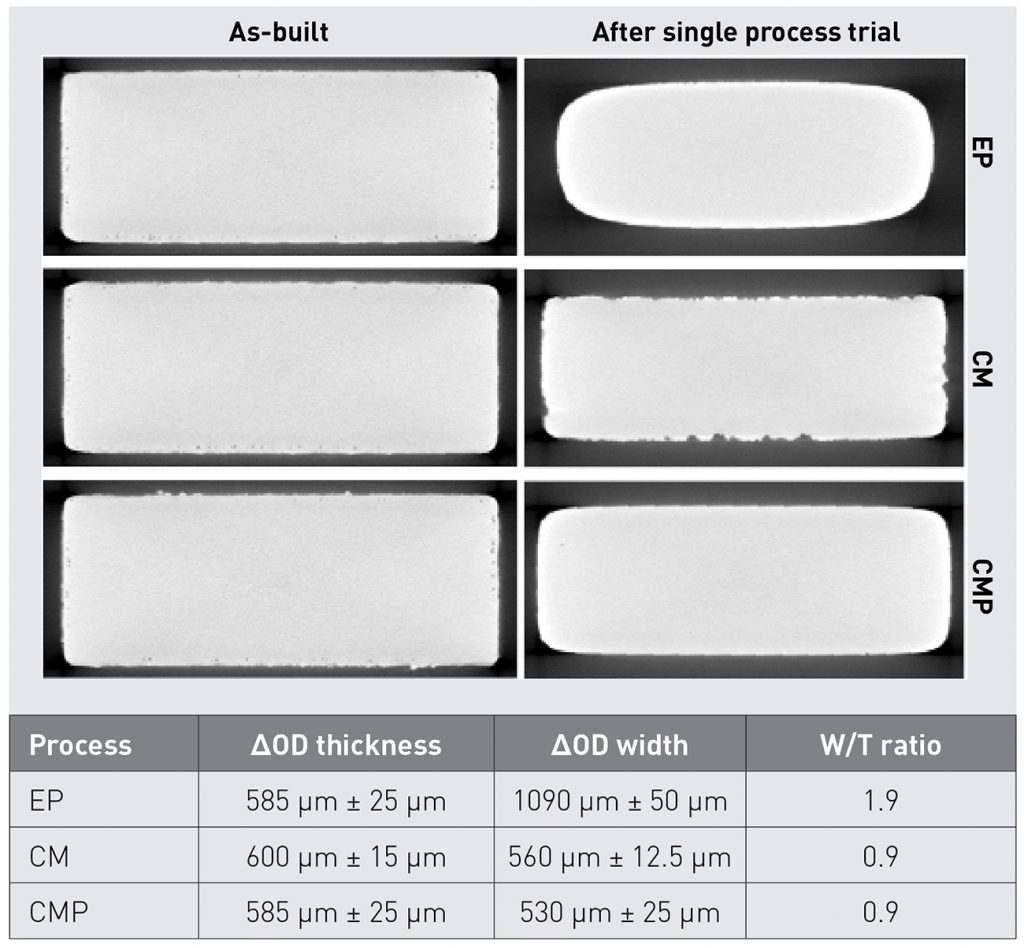
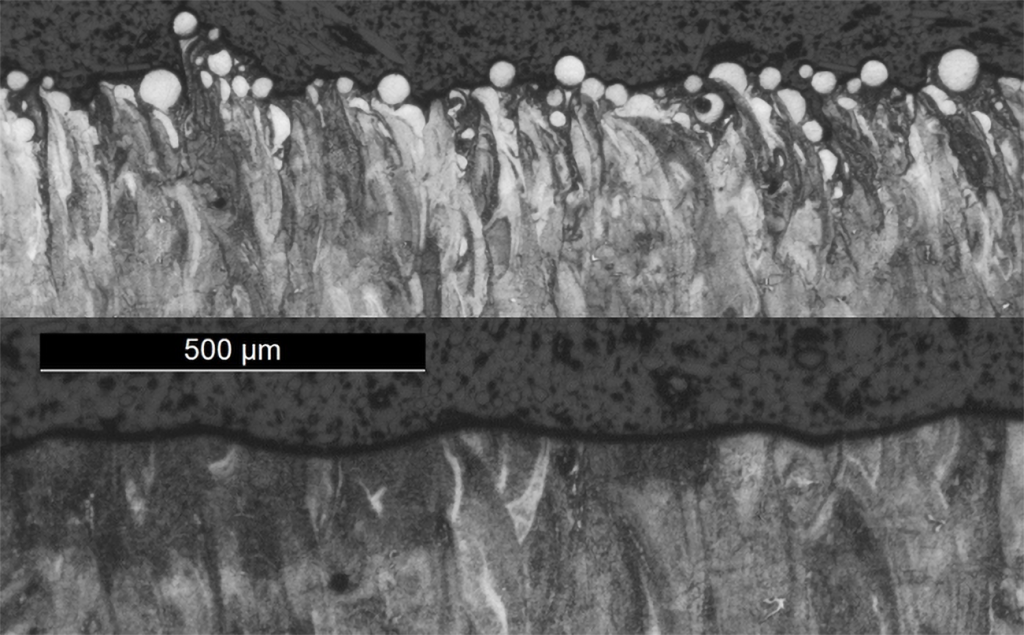
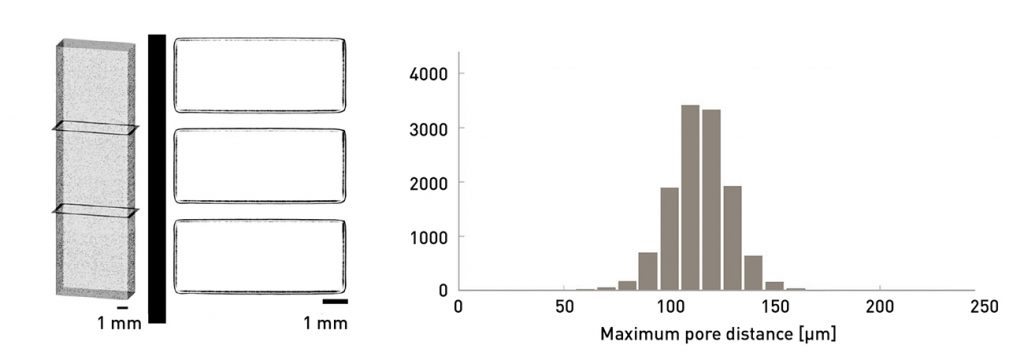
In this SBIR, REM evaluated three primary finishing technologies individually and in combination: Chemical-Mechanical Polishing (CMP), electropolishing (EP) and chemical milling (CM – standard, non-optimised/not Chemical Polishing). Within the six-month period of performance, REM successfully developed a viable CMP process for IN625 and executed fifteen different processing approaches. X-Ray CT Scanning of components was used to determine the depth of primary near-surface void/porosity concentration (Fig. 7).
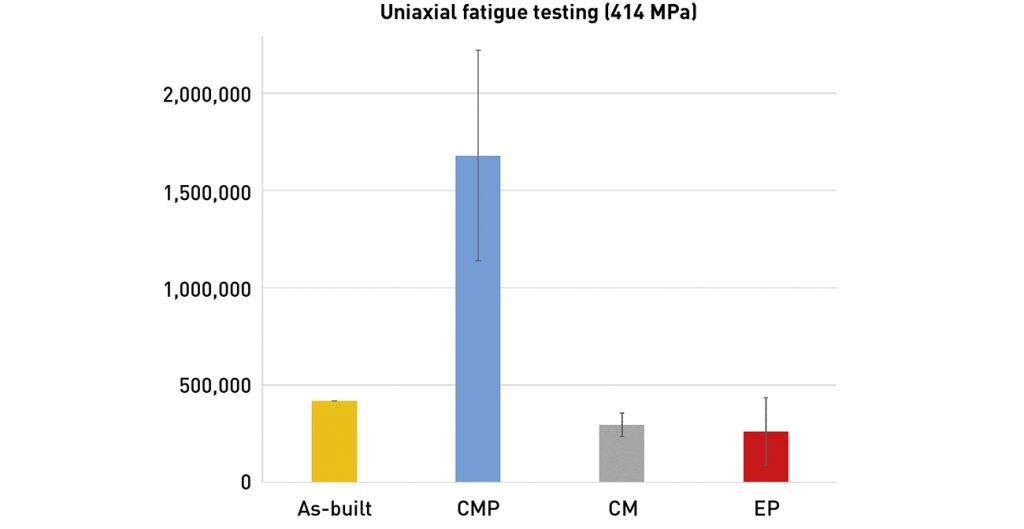
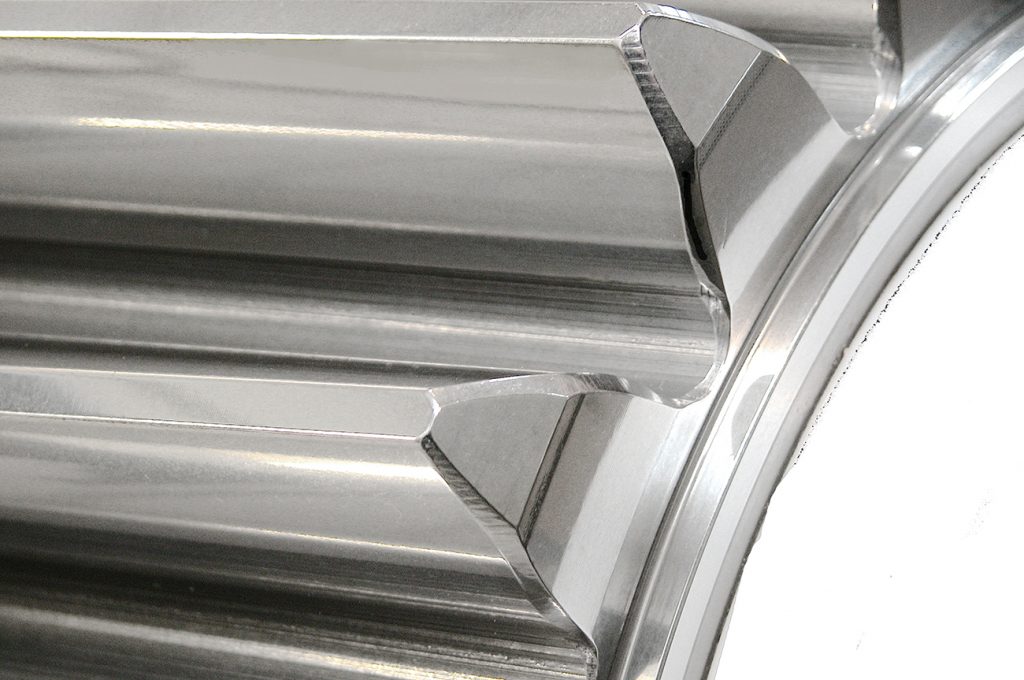
Results showed that near-surface porosity was strongly concentrated in the first 200 µm of material (well within NASA MSFC’s material removal remit). Processes were evaluated for cycle time efficiency, their ability to maintain component shape (Fig. 8) and the quality of the final surface produced. Additionally, preliminary high-cycle fatigue (HCF) testing was conducted on coupon samples (Fig. 9). From this data, an OFT was selected – a combined processing approach of chemical milling (with a future goal of optimising formulations to convert to a CP process) followed by CMP. A demonstrator component (PBF-LB, IN625) was processed and showed the OFT’s ability to meet all objectives (Fig. 10 and 11).
Based on the strong results of the Phase 1 SBIR and the needs of NASA MSFC/the RAMPT programme, REM was successful in obtaining its first Phase 2 SBIR (18-2-Z3.01-5453) – it is currently in the second year of this award. The objectives of Phase 2 are to optimise and scale the developed OFT while developing OFT variants (CP and/or CMP process chemistries) for additional alloys of interest: JBK-75, NASA HR-1 and IN718. Additionally, Phase 2 aims to generate statistically significant low-cycle fatigue (LCF) and HCF data on the alloys of interest, factoring in different Hot Isostatic Pressing (HIP) cycles and surface finishing as a result of the OFT; limited corrosion resistance data is also being pursued.
Through the first year of the Phase 2 SBIR, significant progress has been made on the development of both an optimised CP process and CMP process (for a combined OFT) for IN718 (Fig. 12). REM has developed a CP solution capable of reducing PBF-LB IN718 surface roughness from its as-built state of ~8 µm Ra to a range of 1.8–3.5 µm Ra while transforming the surface from a highly granular state to a far more uniform texture. This development improves upon known, currently-available chemical milling capabilities that have demonstrated final surface roughness values for IN718 of 2.5–5 µm Ra. Further, REM’s developed CMP process (used on its own or in combination with CP) for IN718 is able to reduce roughness to the levels associated with a full isotropic superfinish, effectively eliminating all surface-oriented fatigue initiation sites (< 0.10 µm Ra). Fatigue testing of OFT finished IN718 coupons is currently underway with results expected in the coming months. OFT optimisation of the JBK-75 and NASA HR-1 alloys is planned for the second half of the Phase 2 project.

The next challenge: Larger parts and greater complexity
Scaling the OFT has been a significant focus of the Phase 2 SBIR, as NASA MSFC has aggressive component scaling goals. To this end, REM recently completed the installation of a Chemical Polishing cell at its location in Brenham, Texas, USA, currently capable of processing a component of up to 700x700x700 mm, depending on exact geometry (Fig. 13). This installation, coupled with CMP apparatus developments, allows REM to process up to 35K-sized nozzle and combustion chamber components. Further scaling of the technology to accommodate even larger components and, ultimately, full-sized RS-25-equivalent components is in consideration for the future.

In parallel to the Phase 2 award, in May of 2020, REM secured its first Phase 3 SBIR Contract with NASA MSFC, “Surface Enhancement using ISF of Additively Manufactured Hardware.” This Phase 3 focuses on applying the in-development OFT to thrust chamber hardware including:
- 35K-size BP-DED nozzles (in both JBK-75 and NASA HR-1)
- Coupled 7K-sized BP-DED nozzle + PBF-LB combustion chamber components (NASA HR-1/GrCOP-42)
- Coupled 35K-sized BP-DED nozzle + PBF-LB combustion chamber components (NASA HR-1/GrCOP-42)
As a part of the application of the OFT to these components, novel masking approaches are required to isolate the less chemically resistant copper alloy (GrCOP-42) from the highly chemically resistant NASA HR-1 nozzles. Additionally, exterior coldwall surfaces and manifolds must be protected from the OFT, as material removal allowances are typically much lower than the hotwall material removal remit. REM is currently working towards these Phase 3 deliverables while continuing to optimise the respective OFTs and masking techniques for the alloys of interest. Hotfire testing of these components is expected to follow in 2020 and into 2021.
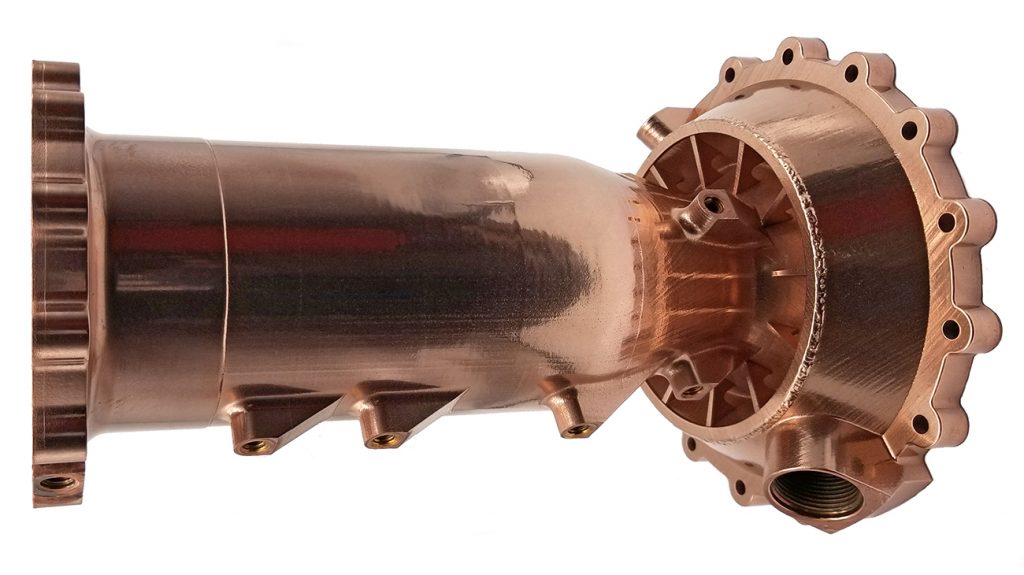
Parallel work with NASA MSFC and ASRC Federal Astronautics (ASRC) has equipped REM with baseline capabilities relative to both these masking demands and in the processing of the GrCOP alloys (both GrCOP-42 and GrCOP-84). Subsequent to REM’s successful Phase 1, and prior to/in parallel with the aforementioned Phase 2, REM supported NASA MSFC in the processing of several 1.2K nozzles built using PBF-LB and BP-DED in JBK-75 and NASA HR-1, as well as 1.2K coupled nozzle and combustion chamber components (see Fig. 14). Additionally, REM supported ASRC in the preliminary process development of CP and CMP chemistries for the GrCOP alloys. Both of these projects were driven by the needs of the RAMPT programme and REM’s initial Phase 1 SBIR success.
REM subsequently applied these in-development processes to several GrCOP combustion chambers for NASA MSFC, with the most recent and notable application being to a 7K Long Life Additive Manufacturing Assembly (LLAMA) combustion chamber (Fig. 15). The primary deliverable on these initial combustion chambers has been exterior, coldwall clean-up/roughness reduction, but future programmes are being discussed to increase focus on the hotwall and cooling channel finishing to improve component performance and further optimise these AM designs.

Beyond NASA: From commercial space ventures to power generation
In addition to developing and scaling surface finishing technologies to meet NASA’s needs, REM’s work with NASA MSFC has yielded direct industry value in the form of multiple private projects in rocket propulsion, turbomachinery, aircraft engine, land-based gas turbine, RF and even fusion reactor applications. Since the completion of the Phase 1 project, REM has garnered more than fifteen significant customer engagements that are direct applications of the in-development or developed OFT. Several of these engagements represent private rocket propulsion applications. All of these engagements have a defined and otherwise unmet requirement for improved surface finishes and, for most of these applications, traditional surface finishing techniques would not be an option due to capability limitations. Thus, this rapid adoption of the OFT is a direct fulfillment of one of the primary goals of SBIR awards and is an example of the efficacy of the SBIR programme overall to accelerate technology development, which will in turn meet known and growing market needs. REM’s AM business has grown over 500% from its pre-SBIR Phase 1 levels.
Outlook
Despite all of the progress that has been made as a part of REM and NASA’s collaborations, there is still important future work that can be pursued to further advance TRL and broaden capabilities relative to rocket propulsion and other applications. Potential future work that is being considered includes process chemistry formula optimisation for GrCOP and similar copper alloys, as well as other superalloys/nickel alloys. As referenced, additional process scaling for potentially much larger components may be required. Cooling channel specific (and similar internal geometry) surface finishing applications of the OFT would be beneficial to many AM component types and would be a valuable area for further research and development. Lastly, the generation of more complete material property datasets across different alloys, build parameters and heat treatments relative to surface finishing would significantly aid industrial adoption of AM. The limited public data that does exist suggests that surface roughness/texture is a potentially significant influence on the fatigue life of AM components, but standard roughness evaluation parameters such as Ra have shown inconsistent correlation to fatigue when considered in isolation. Certain surface finishing processes have produced low Ra values, but have shown little to no improvement over as-built specimens. Thus, a complete understanding of AM component fatigue behaviour relative to surface finish is needed.
The significant potential for future work, however, should in no way detract from the impact that NASA is having on the rocket propulsion industry and the AM industry overall, via these types of public-private research engagements. By enabling the development of game-changing technologies and public material property datasets, NASA is accelerating the maturation of AM as a manufacturing tool for all and, in parallel, is driving the actualisation of the return of manned space flight to the Moon, Mars and beyond.
Author
Justin Michaud
Chief Executive Officer
REM Surface Engineering
[email protected]
www.remchem.com
Acknowledgments
Paul Gradl, NASA MSFC; Thomas Teasley, NASA MSFC; Dr. Judith Schneider, University of Alabama in Huntsville; Dr. Joseph Sims, Quadrus Corporation (formerly ASRC Federal); Tyler Blumenthal, RPM Innovations; Bob Markley, 3rd Dimension Industrial 3D Printing. ISF is a registered trademark of REM Chemicals, Inc., and Inconel is a registered trademark of Huntington Alloys Corporation.
References
[1] @elonmusk. Twitter, 5, Sept. 2013, 4:48 p.m., https://twitter.com/elonmusk/status/375737311641628672, 31, Aug., 2020
[2] “SpaceX Launches 3D Printed parts to Space.” Engineering.com, 5, Aug. 2014, www.engineering.com/3DPrinting/3DPrintingArticles/ArticleID/8196/SpaceX-Launches-3D-Printed-Parts-to-Space.aspx, 31, Aug., 2020
[3] Rowe, Jena. “NASA and Virgin Orbit 3D Print, Test Rocket Combustion Chamber,” nasa.gov, 16, May, 2019, www.nasa.gov/centers/marshall/news/news/releases/2019/nasa-and-virgin-orbit-3d-print-test-rocket-combustion-chamber.html. 31. Aug., 2020
[4] “About GCD,” nasa.gov, www.nasa.gov/directorates/spacetech/game_changing_development/about/index.html, 31, Aug., 2020
[5] “About Us,” nasa.gov, www.nasa.gov/directorates/spacetech/about_us/index.html, 31, Aug., 2020
[6] “Rapid Analysis and Manufacturing Propulsion Technology (RAMPT),” nasa.gov, https://gameon.nasa.gov/projects/rapid-analysis-and-manufacturing-propulsion-technology-rampt/, 31, Aug., 2020
[7] “About,” sbir.gov, www.sbir.gov/about, 1, Sep., 2020
[8] “NASA SBIR/STTR Basics,” sbir.nasa.gov, https://sbir.nasa.gov/content/nasa-sbirsttr-basics, 1, Sep., 2020
[9] Witkin, David; Patel, Dhruv; Helvajian, Henry; Steffeney, Lee; Diaz, Agustin. “Surface Treatment of Powder-Bed Fusion Additive Manufactured Metals for Improved Fatigue Life.” MS&T, Pittsburgh, PA, 2017.
Small Business Innovation Research (SBIR) awards
One method of funding public and private partnerships that NASA and other government agencies have utilised for many years are Small Business Innovation Research (SBIR) awards. The SBIR awards’ goals are to stimulate technological innovation while meeting federal research and development needs and increasing the private sector commercialisation of innovations derived from, or supported by, federal funding. SBIR awards progress through two primary phases, where potential funding and timeline to completion increase (from Phase 1 to Phase 2).
A company must first submit a proposal deemed to uniquely meet a specific subtopic call, thereby winning a Phase 1 award, intended to establish the technical merit, feasibility and commercial potential of the proposed research or research and development efforts. Upon the successful completion of a Phase 1 award, a company has the option to submit a proposal for a Phase 2 award. The choice to fund Phase 2 proposals is linked to the results achieved in the Phase 1, and the scientific and technical merit and commercial potential of the Phase 2 proposal.
Far fewer Phase 2 awards are granted, but the technical and tangible advances possible in a Phase 2 award are considerably expanded. NASA’s Phase 1 SBIR awards are capped at $125,000 and have a maximum six-month duration. In comparison, NASA Phase 2 SBIR awards can be worth up to $750,000 (with the potential for expansion via matching funding opportunities) and can last up to twenty-four months.
Finally, SBIR awardees can provide their developed technology to the US Government via Phase 3 awards/contracts – Phase 3 awards have no funding limits, but are paid via non-SBIR funds [7, 8]. Successful SBIR efforts have the potential to significantly advance technologies; thus, it should be no surprise that multiple SBIR awards are supporting the RAMPT programme.

LAST MONTH’S MOST-READ ARTICLES












