


Additive Manufacturing of aluminium parts by Directed Energy Deposition: Possibilities and challenges
SAMOA, a European Union funded EIT RawMaterials project on 'Sustainable Aluminium Additive Manufacturing for High Performance Applications', investigated the processing of aluminium powders by Directed Energy Deposition. In this report, Himani Naesstroem, Joerg Volpp, Stefan Polenz, and Frank Brueckner review the effects of processing parameters and feedstock material age, as well as presenting an industrial case study. [First published in Metal AM Vol. 7 No. 1, Spring 2021 | 10 minute read | View on Issuu | Download PDF]
Aluminium and its alloys have been utilised in numerous industries for many decades, as its properties – a high strength to weight ratio, malleability, electrical conductivity, and corrosion resistance – make it invaluable in the aerospace, automotive, biomedical and electrical industries. To date, conventional manufacturing processes such as casting, sheet metal forming, and some subtractive processes like machining, are the most commonly-used production technologies for aluminium alloys. During the last few years, however, scientific studies regarding various AM technologies, as well as developments towards their industrial applications, have made the news.
When compared to materials like steel or titanium, the processing of aluminium using a laser beam has some challenges. Aluminium has a high reflectivity towards the typical fibre laser wavelength [1], high thermal conductivity [2] and a low melting point [3]. Among the laser-based AM processes, the two most-used processes are Laser Beam Powder Bed Fusion (PBF-LB) and Directed Energy Deposition (DED), the latter of which can use powder or wire as a feedstock. Typically, DED offers higher deposition rates, as well as lower costs per unit volume, when compared to PBF-LB.

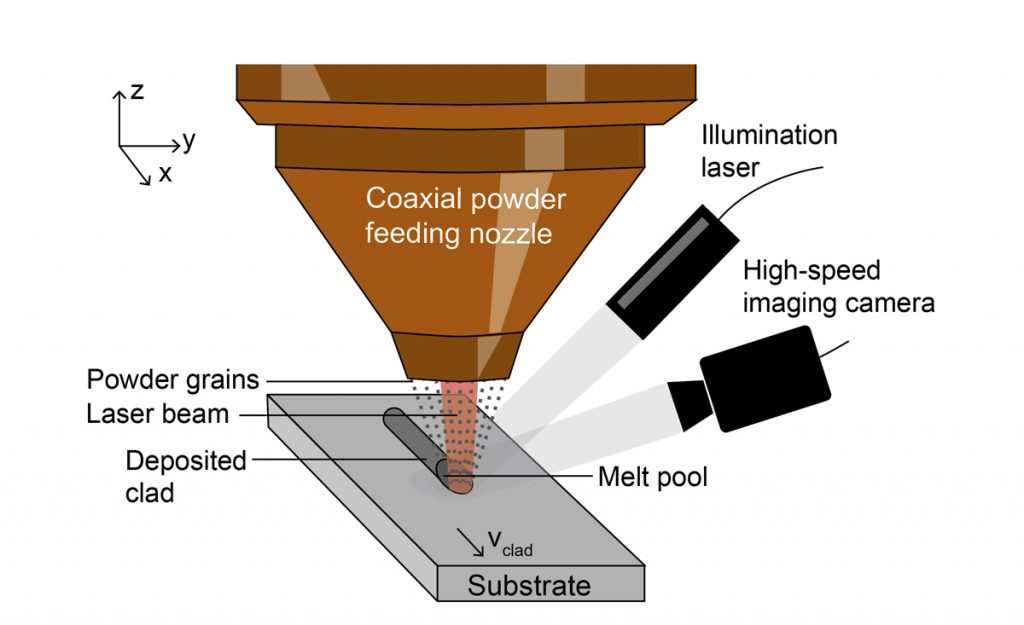
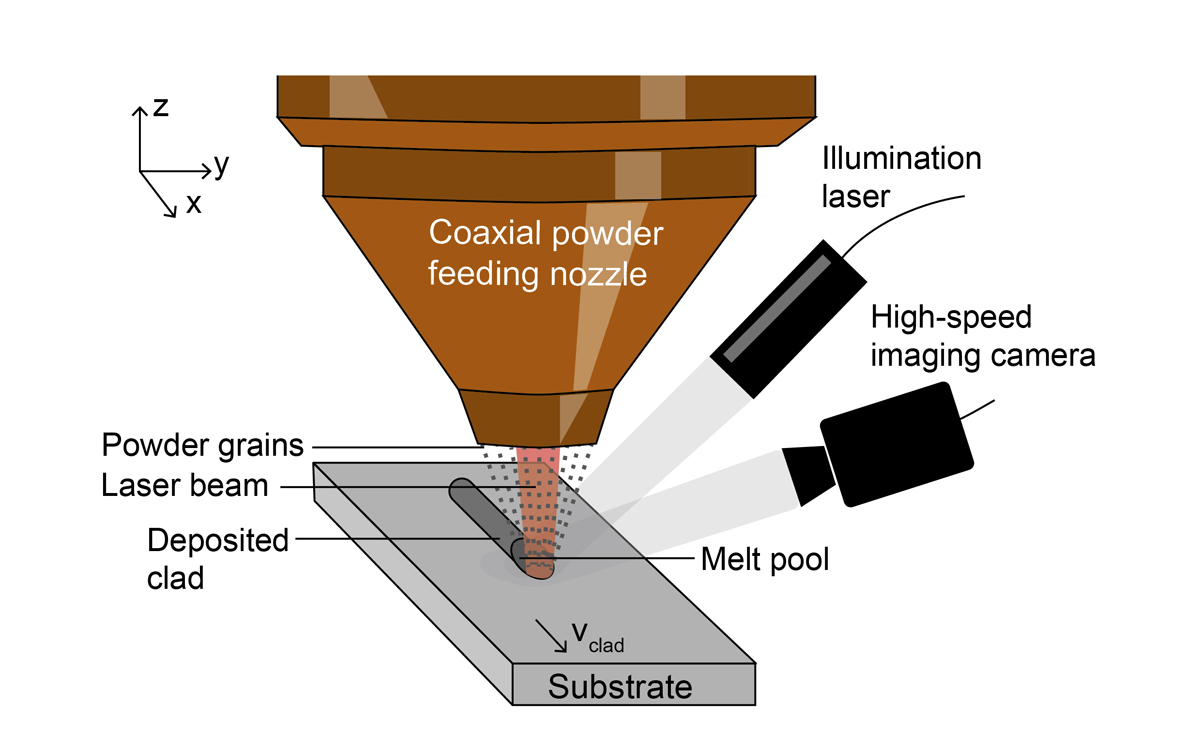
During the DED process, feedstock material is fed into a laser-generated meltpool. For most three-dimensional applications, a ring-slit or multi-jet coaxial nozzle is used to feed powder (Fig. 1). Since aluminium material forms a natural oxide layer, the powder particles carry oxides into the processing zone, which means that, in the processing of aluminium, there is a risk of oxide inclusions in the deposited clads. In addition, the risk of degassing elements and the formation of porosity and cracks is high [4].
During the DED of AlSi10Mg powder using a fibre laser (with a Gaussian distribution and a 3 mm spot) on EN-AW 6082 substrates, the main possibilities and challenges of aluminium powder can be visualised: the process characteristics, effects of the dominant processing parameters and ageing of the powder.
Effects of processing parameters
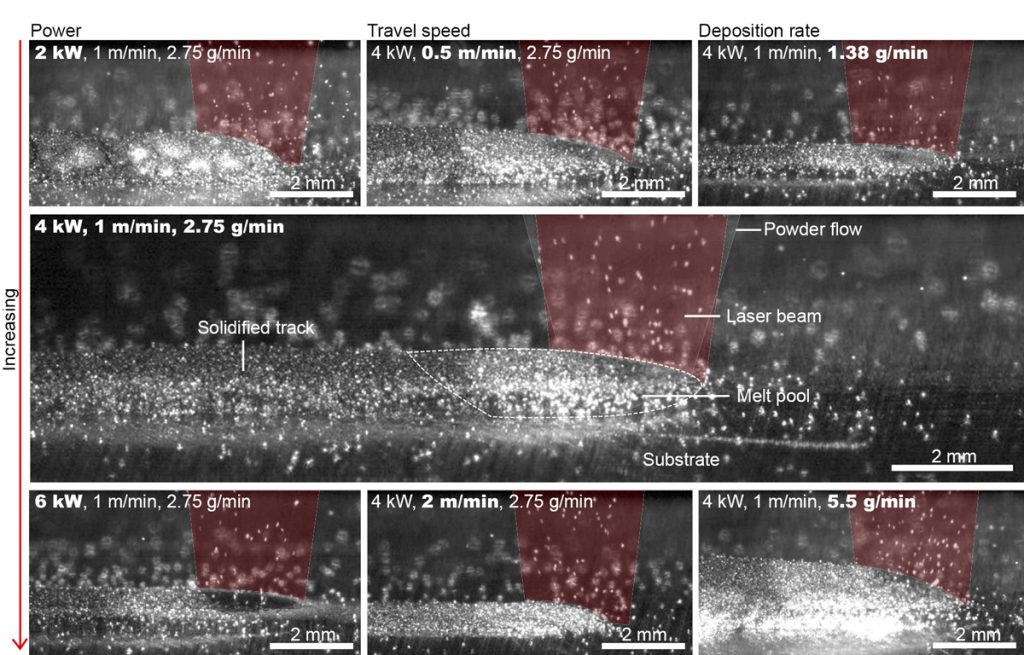
The Directed Energy Deposition processing of aluminium is stable at a wide range of parameters for the first layer, which was visualised using high-speed imaging at a recording frequency of 10,000 fps, allowing the process to be replayed at a rate thousands of times slower than reality. The laser-generated meltpool and the incorporation of single-powder particles in the meltpool can be observed in the DED process; frames from high-speed imaging, showing the influences of a change in laser power, travel speed and deposition rate, can be seen in Fig. 2. In all shown scenarios, the deposited track demonstrated good attachment to the substrate. In the lowest power scenario shown (2 kW laser power), the clad track deposited showed a lumpy appearance and was not stable. All other parameter sets resulted in a stable process with minimum dynamic effects such as spattering. The process is more complex when building several layers, or larger volumes, using some aluminium alloys.
The main difference in the AM of aluminium compared to many other metals is that aluminium forms a natural oxide layer; in most cases, the meltpool is almost entirely covered with a thin, solid skin. This phenomenon is unique to aluminium, unobserved during processing of most other metals, such as steel or titanium, which form this skin along the edges of the meltpool [5]. The oxide skin was seen to affect the incorporation mechanism of powder particles into the meltpool during DED. Often, the powder particles rest on the surface of the skin and are slowly incorporated into the meltpool, resulting in longer incorporation times. If the meltpool under the oxide skin solidifies before the particles incorporate, they will be slightly attached to the outside of the skin [5, 6].

For aluminium processing, a direct incorporation seems unlikely due to the oxide skin on the meltpool. However, it can be seen from the high-speed videos that this skin can break on impact of the powder. In some cases, there are areas not covered by a solid oxide skin, where high energy densities (such as with high laser power, low travel speeds or low deposition rates) are applied. In these cases, the meltpool is exposed and the full incorporation of powder into the meltpool is more likely and faster. All powder particles that arrive outside the meltpool are not incorporated and do not contribute to the formation of the track, emphasising the importance of using an appropriate nozzle for the chosen laser beam characteristics to enable directed powder guidance into the meltpool.
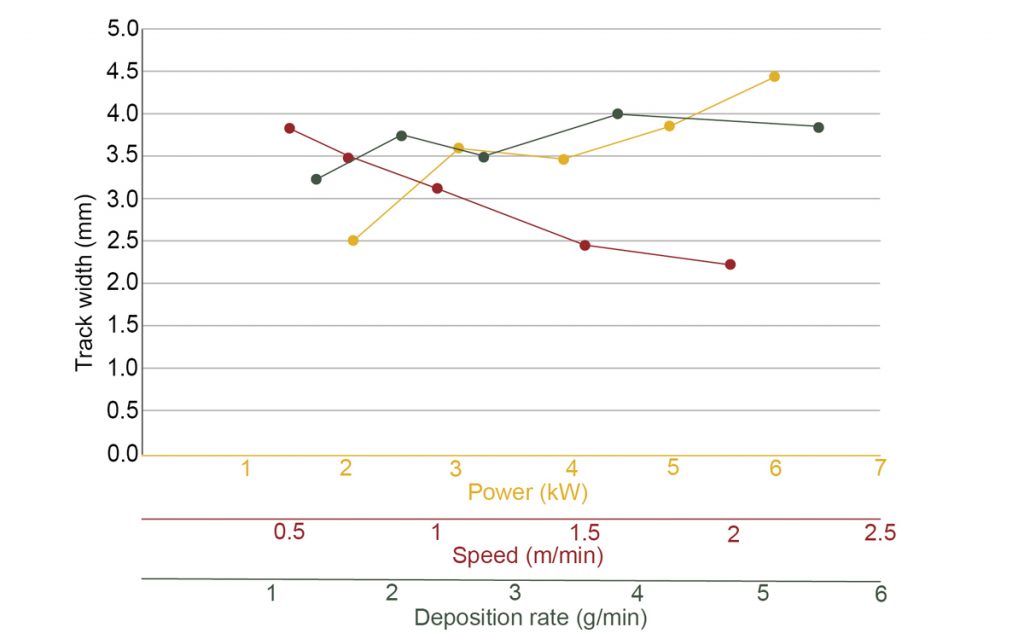
Some general trends regarding the widths of the deposited tracks can be observed in Fig. 3. An increased energy input (high laser power or low travel speed) led to better wetting and more efficient particle incorporation, generating wider tracks. An increase in the deposition rate shows a slight increase in track width followed by a slight decrease. There is an increase in the volume deposited, to an extent, after which the volume decreases, likely due to the attenuation of the laser beam by the fed powder particles.
Effects of feedstock material age
The DED process has a high powder utilisation. Often, over 85% – in optimised cases, up to 90% – of the fed powder is used in the clad tracks deposited [7]. However, due to the time taken to stabilise the powder flow after starting it, movements of the workstation or the robotic arm may lead to a non-negligible amount of powder spillage. One strategy to reduce powder waste is to sieve the spilled powder and reuse it in the process.
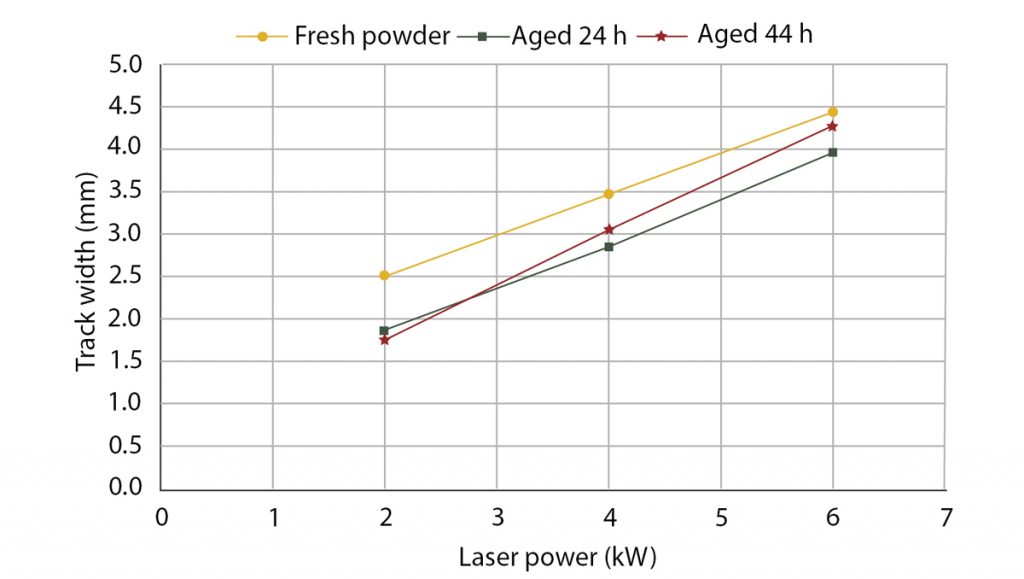
In order to simulate the reuse of powder stored for a long time, or previously used for processing in a controlled manner, fresh powder from a sealed container was artificially aged at 80˚C without an inert atmosphere, using an oven for 24 hours and 44 hours. It is clearly visible in Fig. 4 that the ageing of the powder had a significant effect on the resulting processing and track appearance.
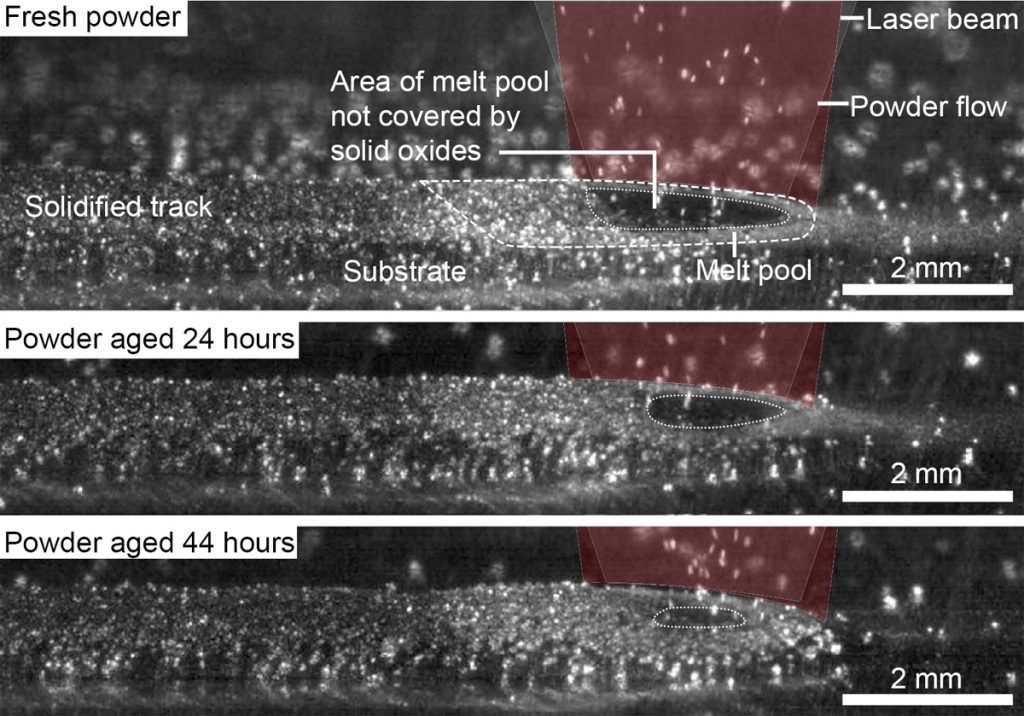
The exposed area of the meltpool (not covered by the skin) is smaller in the case of the aged powder batches, with a further decrease between the batches aged for 24 and 44 hours. This reduces the fraction of the powder grains that are directly incorporated into the meltpool. Additionally, the clad tracks deposited with the powder aged for 44 hours are geometrically non-uniform, as compared to those deposited using fresh powder. Ageing seems to increase the oxygen content of the powder particles. The oxides are transferred into the meltpool, leading to an increased formation of the oxide skin on the meltpool.
The effect of the increased oxidation can also be seen in the decreased widths of the deposited clad tracks for the batches of aged powder compared to the fresh powder (Fig. 5). For all steps of DED, the track widths are higher for the fresh powder. Using aged powder brings additional oxides into the process, directly affecting the characteristics and track morphology.
Example of an industrial application
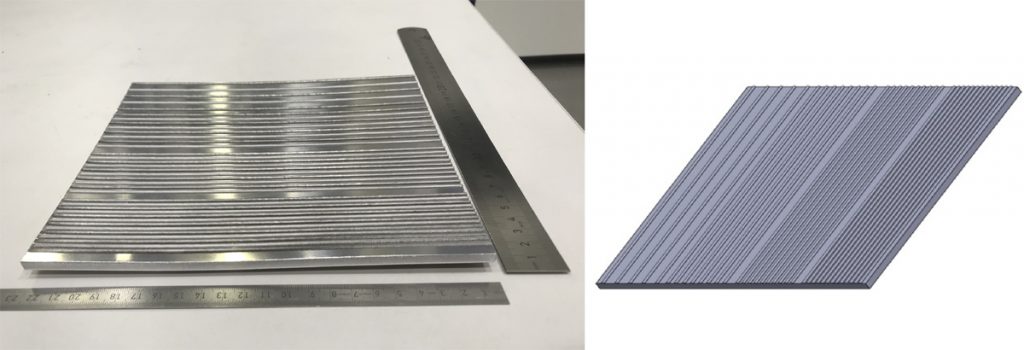
In the passenger transport and logistics sector, reductions in the volume of materials used offers enormous potential. In addition to saving material while maintaining functionality, the weight of transport may increase whilst energy is saved. One possibility to achieve this is through stiffening structures on thin-walled sheet metal components. In the SAMOA project [8], these structures are built and tested using DED of AlSi1Mg on a substrate material made of EN AW 6082. A first dummy part can be seen in Fig. 6.
Die-cast parts are frequently used in automotive applications and can be rapidly and cost-effectively manufactured on large-scale serial production lines with fixed part designs. Compared to this, AM requires more processing time, but enables very high geometric freedom from part to part. Hence, the combination of technologies can offer high productivity in tandem with increased geometrical flexibility.
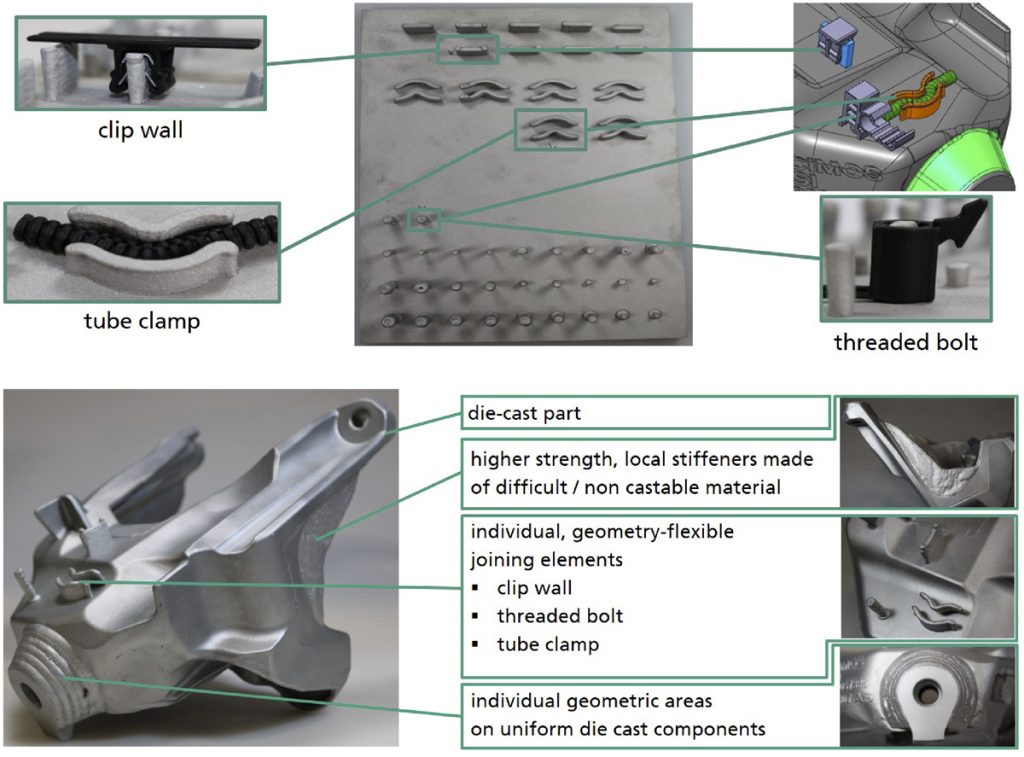
In the first processing step, casting is performed and acts as a basis for the subsequent laser metal deposition, in which, for example, clamping elements or reinforcing structures are applied to the component. The cast components, once designed, can, thus, be adapted to different product versions at low cost. This reduces the lead times for series changes or possible modifications. Small series can also be produced on the basis of low-cost series parts with reduced tooling costs. This leads to an extended market access of the AM by saving production time with high geometric flexibility. The component shown in Fig. 7 consists of a die-cast AlSi12Cu1(Fe)-substrate component with additively built reinforcement structures and connecting elements made of AlSi1MgMn [9].
Summary
Thus far, the importance of aluminium and its alloys in manufacturing has been seen, chiefly, in conventional manufacturing methods. Despite the challenges inherent to the processing of aluminium with laser beams, laser beam DED has demonstrated its potential as a possible processing choice for the metals. Directed Energy Deposition of aluminium can be a stable process, albeit one currently in need of further research to overcome the formation of oxide skins over the meltpool. Bearing this in mind, the DED of aluminium may lend itself to joint use with conventional manufacturing for industrial applications.

Acknowledgements
The work discussed in this article was funded by EIT RawMaterials project SAMOA No. 18079. In addition, the authors gratefully thank the support of the Agent-3D programme funded by BMBF.
Authors
Himani Naesstroem1
Joerg Volpp1
Stefan Polenz2
Frank Brueckner1,2
[email protected]
[email protected]
[email protected]
[email protected]
1 Department of Engineering Sciences and Mathematics, Luleå University of Technology, 97187, Luleå, Sweden
2 Fraunhofer IWS, Winterbergstrasse 28, 01277, Dresden, Germany
References
[1] Bergström D (2008) The absorption of laser light by rough metal surfaces. Luleå University of Technology
[2] Kawahito Y, Matsumoto N, Abe Y, Katayama S (2012) Laser absorption of aluminium alloy in high brightness and high power fibre laser welding. Weld Int 26:275–281. https://doi.org/10.1080/09507116.2011.590667
[3] Holman SW, Lawrence RR, Barr L (1896) II. Melting-points of aluminium, silver, gold, copper, and platinum. London, Edinburgh, Dublin Philos Mag J Sci 42:37–51. https://doi.org/10.1080/14786449608620888
[4] Svetlizky D, Zheng B, Buta T, et al. (2020) Directed energy deposition of Al 5xxx alloy using Laser Engineered Net Shaping (LENS®). Mater Des 192:108763. https://doi.org/10.1016/j.matdes.2020.108763
[5] Siva Prasad H, Brueckner F, Volpp J, Kaplan AFH (2020) Laser metal deposition of copper on diverse metals using green laser sources. Int J Adv Manuf Technol 107:1559–1568. https://doi.org/10.1007/s00170-020-05117-z
[6] Siva Prasad H, Brueckner F, Kaplan AFH (2019) Powder catchment in laser metal deposition. J Laser Appl 31:022308. https://doi.org/10.2351/1.5096130
[7] Mahamood RM, Akinlabi ET (2016) Processing Parameters Optimization for Material Deposition Efficiency in Laser Metal Deposited Titanium Alloy. Lasers Manuf Mater Process 3:9–21. https://doi.org/10.1007/s40516-015-0020-5
[8] SAMOA project homepage, http://samoaproject.eu/, 04.02.2021
[9] Agent-3D_CastAutoGen project homepage, https://agent3d.de/castautogen_EN, 04.02.2021

LAST MONTH’S MOST-READ ARTICLES












