


Understanding metal powder requirements for Additive Manufacturing: Views from the industry
At the 2019 Additive Manufacturing Users Group (AMUG) Conference in Chicago, Illinois, a panel was held to discuss requirements for Additive Manufacturing systems. Despite the late hour of the panel and depth in the week at which it was held, a formidable crowd organised themselves to hear Ryan Dehoff of ORNL, Filip Francqui of Granutools and John Barnes of The Barnes Group Advisors discuss the topic of powder in AM. In this article, the panellists explore in more detail the differences in powder requirements between AM systems. [First published in Metal AM Vol. 5 No. 3, Autumn 2019 | 15 minute read | View on Issuu | Download PDF]

During the 2019 AMUG conference in Chicago, held from March 31–April 4, a panel discussion was organised on the topic of powders for Additive Manufacturing. As panellists, our motivation was to generate some discussion on powder requirements. Requirements for parts flow down from the environment or system they operate in and typically help us to decide which manufacturing process and material we will use to meet those requirements; they are liberating for our industry because they simplify how many actual choices we have to make in producing a part and focus the mind on what is truly important, versus a rule of thumb.

We contributed data from our experience in AM to test some of the industry’s views on powder, with the ultimate hope of improving quality and reducing costs. In recent years, the industry has clearly begun to question some firmly-held beliefs about powders, as indicated by the questions we received from the audience.
Powder origins and characteristics
Understanding how metal powders are made can inform an understanding of how they behave. Metal powders are typically produced using an atomisation process, whereby the metal is heated until molten and either gas or water is jetted at the stream to break up the liquid into smaller particles. Physics then drives the droplets towards a spherical shape, seeking a lower energy state, as the particles cool and solidify. Characteristically, the powders produced via atomisation have a Gaussian distribution for size. Depending on what kind of atomisation is used, the morphology can be very spherical (gas or plasma) to very granular (water), with a structure that is almost like coral.
Once the powders have been produced, they can be sieved and classified to separate them into their respective bins or markets. This is when the next set of powder characteristics begins to evolve, including the powder’s flow, spreadability and apparent and/or tapped density.

Due to the different atomisation methods and derivations within the field, powder characteristics differ by process and alloy. Some of the more important characteristics are:
- Particle Size Distribution (PSD)
- Morphology
- Spread and flowability
- Densities
- Defects
- Chemical/phase composition
Particle Size Distribution
![Fig. 2 Ti6Al4V representative PSD for gas (GA) and plasma atomisation (PA) (in percent) vs industry demand [1]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/02-1024x390.jpg)
Fig. 2 shows a representative PSD for a titanium alloy for two different atomisation techniques. It also shows the conceptual demand from the AM market emanating mostly from Laser Powder Bed Fusion (L-PBF) systems. You will note that the highest demand does not correlate to peak production yield for powder. The demand curve highlights the large numbers of L-PBF machines and the perceived PSD requirements on powder, i.e. the desire for the 15–45 μm range. The imbalance in production capacity and demand creates excess supply for Electron Beam Powder Bed Fusion (EB-PBF) and Directed Energy Deposition (DED) powders, while trying to match supply and demand for the more commonplace L-PBF systems.
The choice of the alloy system to be atomised will also strongly affect the yield of usable powders. Fig. 3 shows the particle size distribution for several different metal alloys. Through understanding the process of how metal powders are made, we can begin to appreciate the commercial influences through supply and demand that affect price. By unintentionally overspecifying powders, the price can be inflated without sound technical reasons.
![Fig. 3 The effect of alloy on powder production efficiency or PSD [2]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/03.jpg)
Due to the wide range of solidification behaviours in metal systems, sphericity and size distributions can vary widely from one atomisation technique to the next. Water atomisation (WA) produces very non-spherical particles, whereas gas and plasma atomisation (GA and PA) techniques produce more spherical powders (Fig. 4). There are other powder production methods, but we will discuss the most common.
![Fig. 4 Representative morphologies obtained from water atomisation (A), gas atomisation (B) and plasma atomisation (C) [3]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/04-1024x279.jpg)
Morphology
![Fig. 5 Measurements of sphericity by CT [4]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/05-1024x549.jpg)
Sphericity is often discussed, but rarely defined. Fig. 5 shows the range in sphericity attainable for a metal alloy, where sphericity is calculated using Sphericity=Ideal Surface Area/Actual Surface Area. In Fig. 5, micro CT was used to measure particles and the sphericity was calculated and shown for values from 0.73 to 0.96, where 1 is perfectly spherical. In practical terms, particles with a sphericity calculation of > 0.91 are typically considered to be ‘spherical’. While it can be calculated, the idea of what is ‘spherical’ still involves some subjectivity.
Circularity and aspect ratio can also be used to describe the sphericity or roundness of the particle. Fig. 6 shows the relative fraction of ‘circular’ and uniform aspect ratio particles as a function of production from atomisation. Not all of the production has the same circularity or aspect ratio; this issue can reduce the saleable yield.
![Fig. 6 Circularity and aspect ratio as a function of production [5]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/06-1024x367.jpg)
Spread and flowability
Spreading, flow and density characteristics are affected by the sphericity, size and size distribution of the powder. Our ability to understand what we need with regard to these parameters can be influenced by conventional wisdom and not purely by physics or melt characteristics, which affect spread, flow and density requirements. Generally speaking, large particles flow better than small ones; more circular/spherical particles flow better than less circular/spherical particles; and PSD also has an effect. PSD can change over the useful life of a powder lot once atomised, after each run in an AM system; the population of fines (< 15 μm) decreases, which improves the flow characteristics. In addition, environmental factors like humidity are relevant.
Flow is typically defined by the Hall Flow method (ASTM B213), where 50 g of powder is placed in a funnel-shaped cone and the time it takes for the powder to vacate the funnel is measured. Lower values of the required time indicate higher flow.

Spreading on the other hand, can be measured by different means, such as cohesive index, angle of repose, etc. [2]. It is perhaps more important to AM than Hall Flow, because there are only rare instances where a circular orifice, like that used to measure Hall Flow, exists in an AM machine.
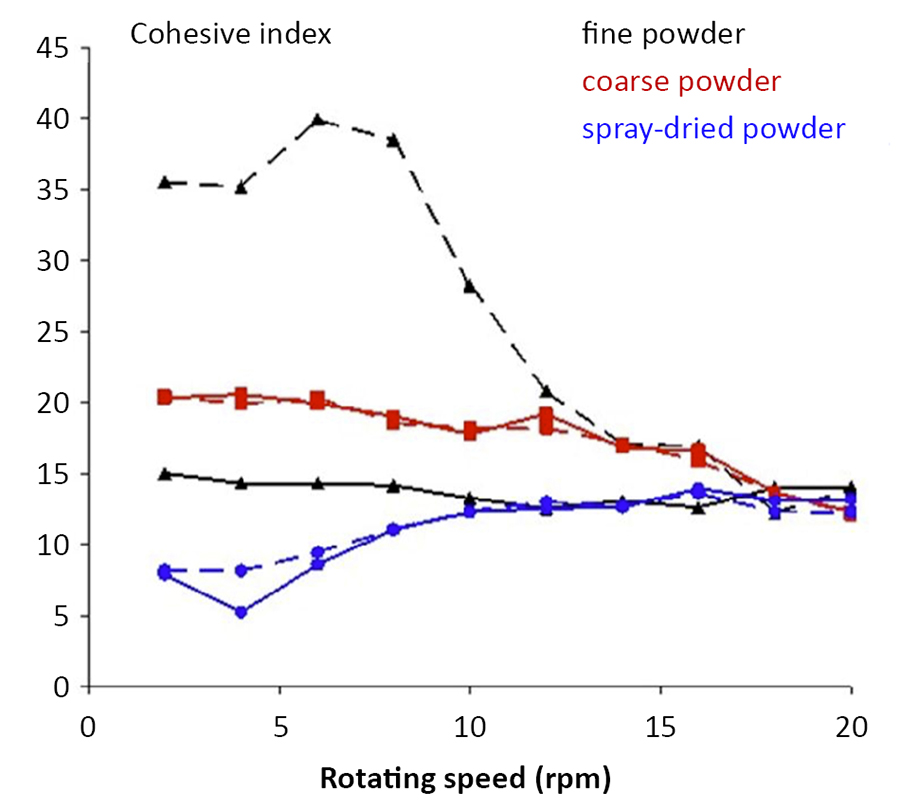
In some machines, forced gas is used to help move the powder. Whether or not a powder spreads is mostly due to the interactions between the particles: the stronger those interactions, the worse the spreading. The strength of those interactions can be expressed by the cohesive index. The cohesive index is influenced by powder population, but also by the energy imparted on the population. As seen in Fig. 7, a range of cohesion can be measured through different powder population characteristics, but, as more energy is applied to that population, the cohesive index becomes the same. This phenomenon is possible due to aeration of powders.
Other methods are also employed to address how easily a powder spreads. The industry needs a test that reliably measures this spreading ability, taking into account factors such as humidity or moisture. Coupled with the environmental factors, it is already observed that higher fractions of fines oppose spreading and can create higher avalanche angles. What is acceptable? This would then depend on the AM process and machine being used.
Density
Density, in this context, is the packing density of the powder, not of the individual particles. It can be described by the Apparent Density or Tapped Density (ASTM B212 or B527) and it is a proxy for the bed in a Powder Bed Fusion or Binder Jet (BJ) AM system. Skeletal density gives the true density of the powder and can therefore be used to evaluate the existence of entrapped gas in the powder.
Of the many factors that influence density or packing, principal among them are sphericity and PSD. By narrowing the PSD, the packing efficiency begins to drop. In fact, a study conducted by Princeton University [7] filled a 5-litre flask randomly with ellipsoids (M&Ms) and spheres (gumballs). Ellipsoids filled 74% of the space on their own versus spheres at 64%. While it is true that hand packing the spheres will give you about the same results, this will result in very slow recoating speeds.
Defects
![Fig. 8 Atomised powder porosity and subsequent printed density [2]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/08-1024x798.jpg)
Inherent in powder production via atomisation is the presence of entrapped gas during the solidification process. Work carried out by Oak Ridge National Laboratory identified the presence of porosity in powder particles from different atomisation methods [2]. This entrapped gas survived the AM process and remained in the printed samples (Fig. 8); the solidification rates involved are too fast to allow the gas to escape from the particles 100% of the time. For fatigue-limited applications, this most likely means that a Hot Isostatic Pressure (HIP) cycle will have to be performed to minimise residual pores or defects.
Further to this line of thinking, Carnegie Mellon University has demonstrated that the HIP only compresses the gas bubbles, which regrow upon the addition of heat [8].
Chemical and phase composition
The chemistry and phase composition of atomised powders can be highly relevant and this explains why not all alloys are available as powders. PBF generally favours metals that are weldable; the same principle that governs the build process also has merit when atomising. Atomising is a kinetic process allowing metastable phases to form. For alloys which are heat treatable, the powder chemistry may be correct, but the phase content will be different. While this is unimportant in fusion-based processes like PBF, it is crucial in other AM processes which do not melt powders to achieve density, such as Binder Jetting or Directed Energy Deposition derivatives like Cold Spray Additive Manufacturing.
The development of other powder manufacturing techniques that do not rely on melting would open up new material solutions for the ever-expanding technology space of AM.

Process requirements
There are a diverse range of Additive Manufacturing technologies that create dense parts via different means and therefore also have different requirements for powders, if used. Seven AM methods are defined by ASTM F42:
- Powder Bed Fusion (PBF)
- Directed Energy Deposition (DED)
- Binder Jetting (BJ)
- Material Extrusion (ME)
- Material Jetting (MJ)
- Sheet Lamination (SHL), and
- Vat Photopolymerisation (VP).
Of these seven forms, PBF, DED, BJ and ME can use metallic particles.
Even within a category, powder needs can be different (for example, DED can use blown powder melt or a cold spray solid state process). Both PBF and Binder Jetting require powders to be moved from a hopper storage unit and spread across a build plate. It is preferable to create a consistently dense bed. Binder Jetting and ME achieve part density via sintering, which puts additional requirements on powders, where smaller particles with a higher surface area to volume ratio and lower activation energy sinter earlier than larger particles.
Within PBF, Electron Beam systems traditionally use a 45–105 µm PSD, whereas most laser-based systems desire 15–45 µm PSD. DED systems can tolerate an even wider range PSD because of the forced gas delivery. In addition, the PSD and powder size can have a strong influence on the as-built surface finish of the final part. Within powder bed technologies, many different methods of distributing metal powders are used – rollers, rakes, dosing wheels, recoaters coupled with gravity feed or cartridge charge – all of which come with different requirements whilst aiming for similar end results. It is not possible to describe the powder requirements as being identical for each of these mechanical propositions.
Ultimately, it makes rational sense that, in a system that employs a bed of powder, a consistent bed with some minimum density requirement is a good thing; and yet we take a lot of different approaches to creating that bed, without seeing huge differences in the resulting part. This is partly fed by the recent movement toward ‘highly flowing’ powders. Highly flowing powder, by definition, requires little energy to induce it to move. This also means that it requires little energy to force the powder particles to move out of the desired position; in both PBF and Binder Jetting, the energy applied by a laser or a binder jet print head may cause the powder bed to be disrupted before it has been consolidated (Fig. 9).
![Fig. 9 The effect of binder ejection on highly flowing, spherical powder [9]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/09-1024x481.jpg)
In PBF, similar phenomena are seen. Fig. 10 closely mimics what was seen by ND Parab et al [9] in Fig. 9. In this study, powder particles from the bed were tracked as they were ejected from the melt area. The velocities at which they are ejected can also be quite high; the authors cited ejection speeds in excess of 10 m/s from the melt area.
![Fig. 10 Powder motion during PBF of flowing metal powder [10]](http://www.metal-am.com/wp-content/uploads/sites/4/2019/09/10-1024x367.jpg)
Within powder bed systems like PBF and Binder Jetting machines, the systems themselves have a need to move powders from a storage system and spread them onto as wide an area as possible. This area is then the limit of the size of the part that can be built in one session. In Binder Jetting, the physics and mechanics are slightly at odds with each other. Ultimately, small, non-spherical particles are required for sintering; however, these characteristics oppose the mechanics of flowability.
In PBF, the Electron Beam process already uses larger particles, but also employs a pre-sinter to connect the particles together, thus minimising ejection by melt dynamics. In laser-based processes, once the powder bed is created, gas flows across the surface and local temperatures rise rapidly to thousands of degrees as the laser couples with the metal. Immediately, the gas in the bed, which comprises at least 30% of the volume, is instantly heated and, as the metal melts, metal vapours are produced, which also promote subtle chemistry changes as higher vapour pressure elements evaporate preferentially. The combination of these events can eject the powder upward.
Despite these dynamics, the process works. However, there exist opportunities for defects stemming from lack of fusion or keyholing, but also from the atomisation process leaving entrapped gas in the powder particles. Each of these could create additional costs to remedy.
Technical summary
In this article, we have covered a range of technical issues and pointed out some inconsistencies in what might be desired versus what is actually required. End-part requirements should be paramount; how these requirements are met is a combination of process and materials, as it has been with every other manufacturing technology. It is important to understand the difference between a requirement and a rule of thumb:
- Particle Size Distribution is widely recognised as an important parameter affecting how well powder spreads (the smallest 20% of powder particles strongly affects powder ‘cohesiveness’)
- Smaller particles allow finer resolution of part dimensions & surface finish, but may preclude the ability to spread
- Powder ‘spreadability’ can determine whether a powder can be successfully used in a particular machine, but acceptable ‘spreadability’ varies between machines
- Particle morphology (i.e., circularity, aspect-ratio, surface roughness) also affects flow and spreading behaviour, but usually to a lesser degree for AM powders than the size of the smallest 20% of the powder
- The addition of a machine- and alloy-specific bulk powder ‘index’ test, as a surrogate for spreadability, may allow a wider range of powders to be ‘accepted’/‘qualified’ for specific AM machines
- High flowability and spreadability can adversely affect the ability to create a consistent, maximum-density powder bed
- Ellipsoidal particles would have better and more consistent natural or random packing
- Atomisation is a way to make metal powder, but not the only way
- The choice of powder should be matched with the AM process – it is not a case of ‘one size fits all’
Of course, we are not implying that atomisation is not the most effective way to make metal powders, as most of the industry is facilitated to do so. What we are asking is whether further cost-effectiveness can be achieved by truly understanding the requirements to make a part via AM, keeping in mind there are currently seven AM technologies. Simply using more of the PSD, for example, could improve the cost-effectiveness of atomisation. There are a wide variety of methods to produce powders and particles.
Having dense, defect-free particles of the right chemistry, both in terms of elements but also phase content, would seem highly desirable. The ability to pack well randomly should be positive, but some AM technologies will still see the bed disturbed. Beyond that, the particles need to be able to flow or spread well enough to get into position, and that should really be matched to the AM technology used. Ultimately, matching the requirements for the process to the powder feed opens the door to lower costs and more material choices. This is complicated, but as the adage goes, “the journey of a thousand miles begins with a single step.”
Final thoughts from the panel discussions
A key takeaway from the panel was that powders, specifically metal powders, are still not well understood in the AM industry. From the production methods, to the production cost, to the requirements or characteristics relevant to different processes, there is still much to learn. There is a strong thirst to resolve these open queries and there is an interest in more education and information. Balancing powder requirements and the nature of production helps to understand the costs. Taking it a step further into the process, understanding what is ultimately driving powder behaviour, then what is driving needs, goes to influencing cost. Over-specifying can be just as bad as under-specifying.
The process and powder relationship is clearly key. Further characterisation so that we, as an industry, can better understand those interactions, was a common theme of panel discussions.
We can borrow from what other industries have learned. The field of Powder Metallurgy has certainly gained a lot of knowledge, as has have pharmaceuticals. However, AM processes are different than prior press and sinter techniques, and metal powders have significant differences from polymers; these sound like simple statements, but it can be confusing to know what information and data from other industries is relevant and what is not. For example, while we can learn a lot from pharma, metal powders have much higher densities and lower hygroscopy than the powders used in this industry.
Perhaps the main takeaway from the panel discussions was simply this: that everyone is interested and concerned with maintaining AM part integrity, and that the interest in understanding powder mechanisms and control processes is real and genuine. What that means is that this is a great time to be involved in Additive Manufacturing.
Authors
John E Barnes
The Barnes Group Advisors & Carnegie Mellon University
Pittsburgh, Pennsylvania, USA
[email protected]
Filip Francqui
Granutools
Brussels, Belgium
[email protected]
Ryan Dehoff
Oak Ridge National Laboratory
Oak Ridge, Tennessee, USA
[email protected]
References
[1] Unpublished work, J. E Barnes & K. Rogers Ph.D., 2019.
[2] “Characterization of Powder for Additive Manufacturing”, R. Dehoff, M Bauza & E.C. Santos.
[3] Powder Production Training by The Barnes Group Training LLC
[4] Unpublished data, J.E. Barnes, K. Rogers Ph.D., 2018.
[5] Unpublished data, Wayne King Ph.D.
[6] “Rheological behaviour of β-Ti and NiTi powders produced by atomisation for SLM production of open porous orthopedic implants.” Yablokova, G., Speirs, M., Van Humbeeck, J., Kruth, J. P., Schrooten, J., Cloots, R., … & Luyten, J. (2015). Powder Technology, 283, 199-209.
[7] “Packing in the Spheres”, David A. Weitz, Donev A1, Cisse I, Sachs D, Variano EA, Stillinger FH, Connelly R, Torquato S, Chaikin PM. Science 13 Feb 2004: Vol. 303, Issue 5660, pp. 968-969
[8] “Real time observation of binder jetting printing process using high-speed X-ray imaging”, Niranjan D. Parab, John E. Barnes, Cang Zhao, Ross W. Cunningham, Kamel Fezzaa, Anthony D. Rollett & Tao Sun, Scientific Reports volume 9, Article number: 2499 (2019)
[9] “Real-time monitoring of laser powder bed fusion process using high-speed X-ray imaging and diffraction”, C. Zhao, K. Fezzaa, R. Cunningham, H. Wen, F. DeCarlo, L. Chen, A. Rollett & Tao Sun. June 2017 Scientific Reports 7 (1):3602
[10] H. R. Cunningham, A. Nicolas, J. Madsen, E. Fodran, E. Anagnostou, M.D. Sangid, A.D. Rollett, Analyzing the effects of powder and post-processing on porosity and properties of electron beam melted Ti-6Al-4V, Materials Research Letters 5 (7) (2017) 516-525.

LAST MONTH’S MOST-READ ARTICLES












