


Understanding build failures in Laser Powder Bed Fusion: An overview
Build failures remain a major challenge in metal Additive Manufacturing, particularly on large parts for which build times are measured in many days rather than hours. They come at a high price in lost machine time, wasted material and delayed deliveries. Olaf Diegel and Terry Wohlers explain a number of reasons for such failures in Laser Powder Bed Fusion processes. In many cases, one can reduce their risk through effective part and support design, parameter control and machine maintenance. [First published in Metal AM Vol. 5 No. 1, Spring 2019 | 10 minute read | View on Issuu | Download PDF]
Contrary to much of the marketing hype of the past, it is not easy to make absolutely anything with AM. Producing good parts by AM requires a detailed understanding of the different processes and how to design for them. In fact, making parts by metal AM can be difficult and, in the majority of cases, using metal AM to manufacture parts should only be considered if the process adds value to the product. Every operator of metal AM systems knows that build failures are not uncommon, and learning how to predict and minimise them is a critical part of the process. To be able to do this, it is important to understand the causes of metal AM build failures. Also important is gaining an understanding of the strategies used to minimise the chance of failures.

Part distortion
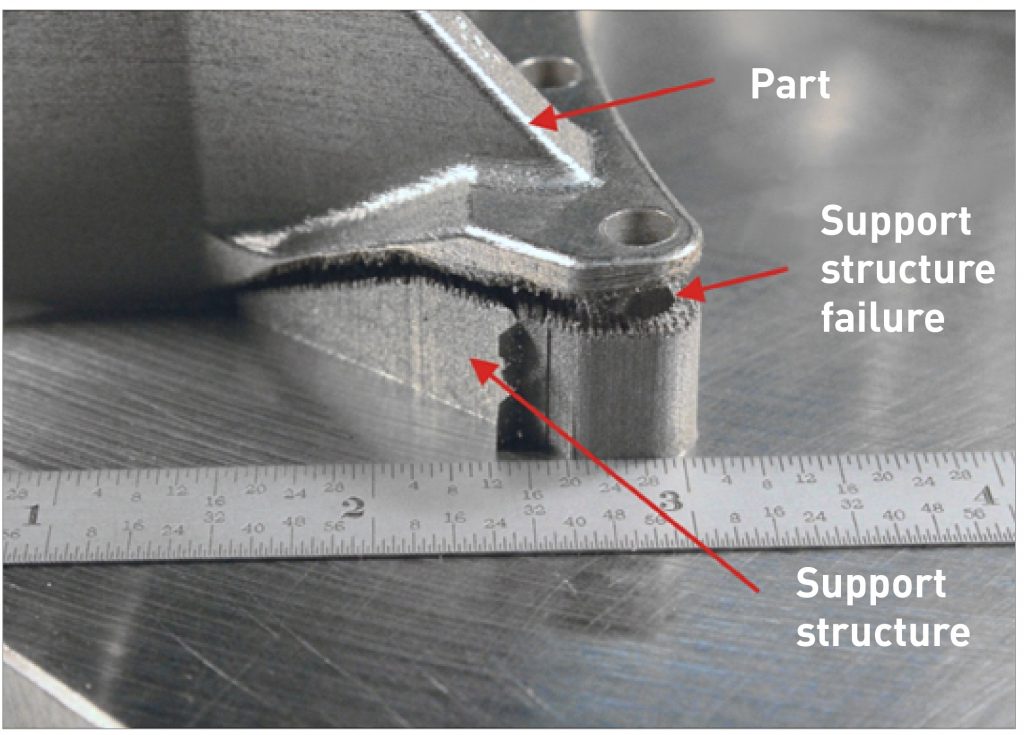
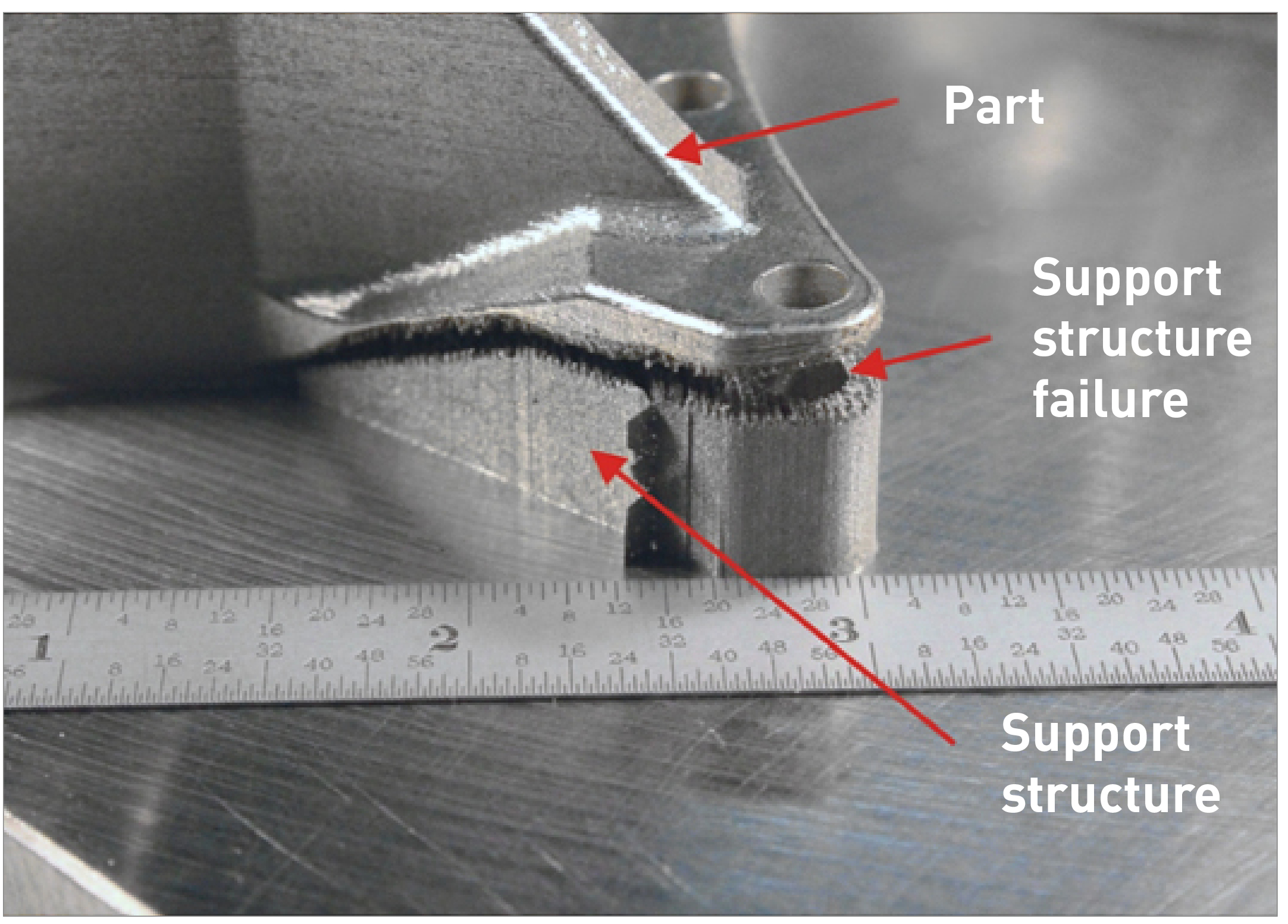
An estimated 70% of all metal AM failures occur from physical distortion of the part. These failures can occur from thermal stresses and distortion caused as the part distorts enough to interfere with the recoater. Another cause are support structures, also referred to as anchors, when they are insufficient and detach from the part or build plate, allowing the part to rise and interfere with the recoater (Fig. 1).
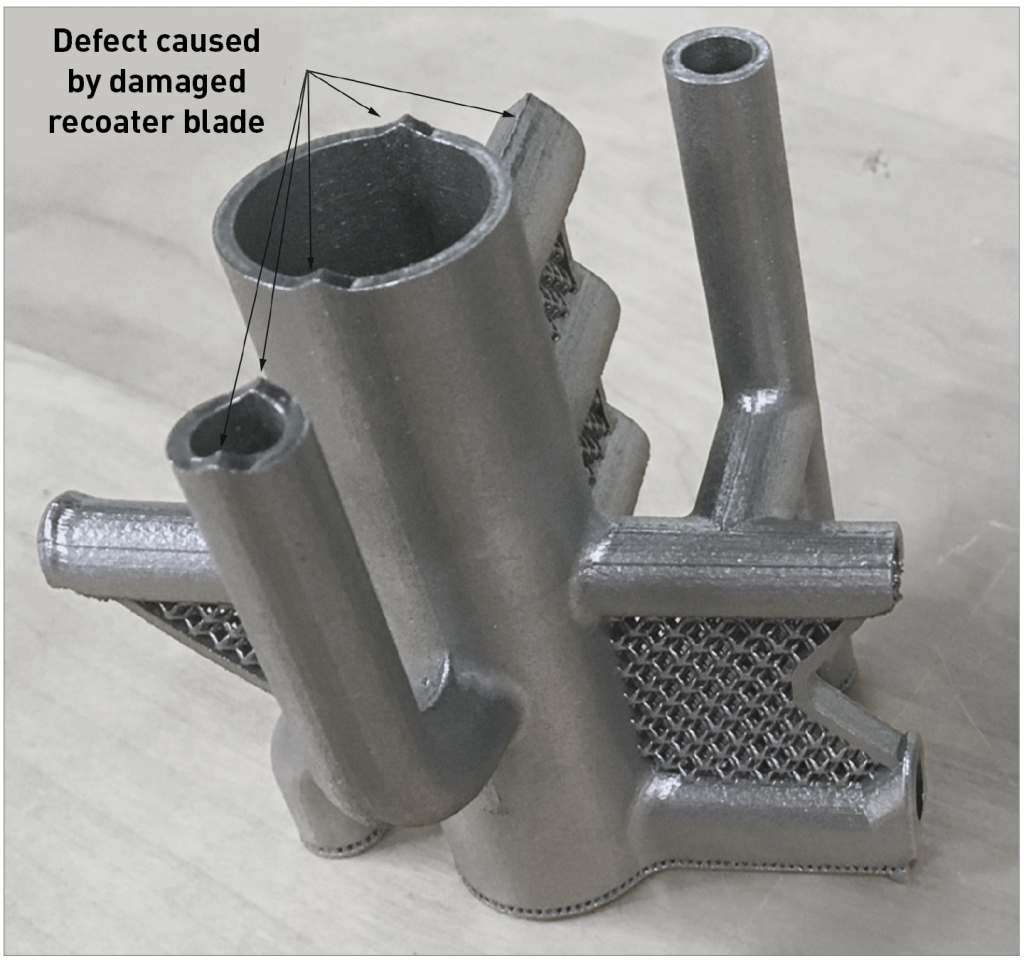
In general, thermal and distortion-related failures affect the outcome in two ways: the distorted part breaks away from the support material during the build. It then rises enough to crash into the powder-spreading mechanism. If the mechanism uses a soft recoater blade (typically silicone, rubber, or carbon fibre brushes), the raised piece of the part can damage the blade, for example by creating a chip in it. In this case, the build may finish, but parts will have internal or external defects (Fig. 2).
Part distortion considerations
Good Design for Additive Manufacturing (DfAM), machine operator experience and simulation software can help to avoid physical crashes.
Part design can reduce build failures
The most common reason for distortion in a metal AM part is thermal stress, which results in part deformation. With good DfAM practices, it is possible to minimise the factors that cause significant thermal stress in the part. They include minimising large masses of material, avoiding sudden changes in horizontal cross-sectional areas, and avoiding sharp internal corners.
Operator experience
Experienced machine operators are intuitively aware of where high stress is likely to occur in a part. They can then add extra, or stronger, support material to areas at-risk to mitigate stress. Additional support material can prevent parts from detaching from supports, or pulling supports off the build plate. Over time, operators also develop an innate feel for how best to orient the part to minimise crashes.

Simulation
Many software products have become available for simulating the metal AM build process to predict stresses, distortion, and shrink lines. The software available is quite powerful and can save many builds from crashing by running a simulation in a specific orientation and showing where stress will occur. The operator can then reinforce these areas with extra support material. Some software products will automatically strengthen support structures. Others will also automatically suggest alternative build orientations, depending on factors such as build time, cost, and amount of necessary support material. A downside of most available simulation software is that it is relatively slow; a simulation can take from several hours to even days to run. As algorithms improve and computing power increases, however, simulation is sure to become a common tool at many organisations.
Metal powder-related failures
Too little powder
Most metal powder bed fusion systems spread layers of metal powder. The powder feed system dispenses a certain amount of powder, which is spread across the build platform by a powder-spreading mechanism, usually consisting of a wiper blade or roller. Excess powder is swept into an overflow bin, which means that slightly more powder is supplied by the feed system than is required to cover the platform. However, this is a fine balance. Dispensing too much powder per layer can deplete the powder supply before the end of the job, leading to an incomplete build. Too little powder per layer results in a short-feed situation, where the powder does not entirely cover the build platform. This can cause defects in areas where no powder is available for the energy beam to melt.
Today, this is managed by the operator carefully watching the job at the start of the build. This helps to ensure that the correct amount of powder is being supplied to adequately cover the build platform. Many metal AM systems now include an imaging system that takes a picture of each layer of the part. In the future, these imaging systems may analyse each layer and instruct the machine to take corrective action. In the case of a short-feed situation, the machine would simply repeat the powder-spreading procedure for that layer.

Insufficient powder capacity in machine
As described previously, too much powder for each layer may result in an incomplete build. Strangely, some metal AM systems cannot hold enough powder in their supply hoppers to complete a full-height build job. They require the system to be paused and refilled before powder runs out. During such pauses, the build chamber and enclosed parts can cool. This can leave visible marks in the parts and alter material properties.
Build platform distortion
A machine’s build plate is a slab of a material of specific minimum thickness. It is made in an alloy that is compatible with the material being used. The plate is secured within the build chamber, coated with a layer of powder, and parts are grown upon it. If the build plate is not flat, it will result in an uneven coating of powder. This can produce weak points in areas where the powder is less fused to the build plate. The build may fail immediately, or later as thermal stresses tear weakened supports off the build plate.
The surface of the build plate must also be prepared to have the correct surface roughness. This is commonly done by hand with a sander or with a bead-blaster. If it is too smooth, the first layer of powder may not adequately coat the surface. If it is too rough, the powder may not form a smooth layer, with some being recessed into the rougher areas of the plate.
Inert gas-related failures
All metal Powder Bed Fusion systems use inert gas, usually nitrogen or argon, or a vacuum during the build process. This gas management can, on occasion, be the source of build failures.
Gas supply failure
Enough gas must be available to supply the entire duration of the build. Most machines will pause the job if gas runs out, allowing the operator to switch gas supplies. This can still cause problems if the machine pauses while the operator is not present. If the system pauses for more than around five minutes, cooling of the built parts will cause visible shrink lines and potential mechanical defects in the part when the job resumes.

This is easily resolved through good gas-management practices. Many systems can be equipped with two separate gas supplies and an automatic changeover valve. This ensures that good gas supply continues while an empty cylinder is changed.
Condensation on laser window
As the machine is producing parts, small powder particles and other compounds are ejected from the melt pool. In a perfect world, these particles are carried away and filtered out by the flow of inert gas above the build plate. However, not all of the condensate is removed by the gas flow, leaving the remainder to coat certain sections of the build chamber. If the laser window gets coated with the condensate, the energy beam is no longer transmitted at full power, and this can cause build failures.
Most manufacturers recommend cleaning the laser window before every build to minimise this.
Machine maintenance
With AM systems, cleanliness is next to holiness. A machine that is not cleaned between builds is prone to build failures. If residual powder is not vacuumed away after each build, it can attach to various moving parts of the machine. Rogue powder can later drop onto the build surface or be blown onto the laser window. All system manufacturers recommend a thorough cleaning of the machine after every build.
If the gas filter becomes clogged by condensate, the gas flow above the build platform becomes inadequate. This can cause the problem described earlier or cause the system to shut down due to a lack of gas. A good maintenance schedule for all filters in the AM system can dramatically reduce the risk of this problem.
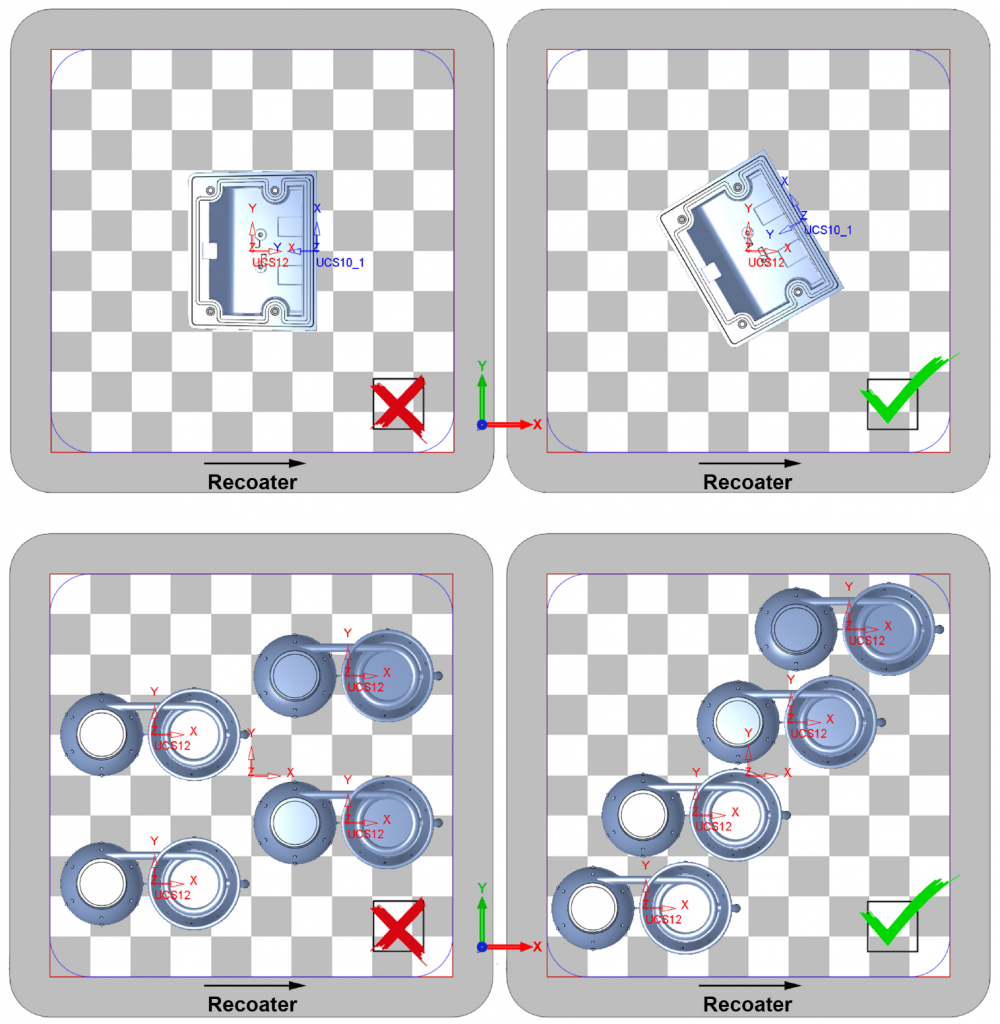
Incorrect build parameters or part orientation
Build preparation software for metal AM is still far from being automated. Build jobs rely heavily on operator experience to set up the job in the best way. The ‘best way’ is also subjective because it depends on many factors, such as the shortest possible build time, best surface quality and least amount of support material. The operator is required to determine many crucial build parameters, which include part orientation, support structure type and location, and optimum laser scan strategies. All of these parameters are currently based as much on intuition and experience as they are on science.
Good DfAM training and experience are currently the only remedies for this. In the future, as software improves and becomes more automated, these build failures will decline.
Power failure
Electrical interruption can cause major problems for AM facilities, as with most manufacturing operations. Even micro power failures, lasting only a fraction of a second, can disrupt days worth of production and result in poor quality, scrap, and missed shipments. Areas with unstable power supply can experience crippling reliability issues with AM systems.
One solution to this problem is to install an Uninterruptible Power Supply (UPS) to protect your AM systems. A UPS is generally used as a way of ensuring a continuous supply of quality power to the AM systems. A UPS can prevent brown-outs, spikes and other power fluctuations from killing the computer running the machine.
A UPS is not a true power backup system, which is often impractical for metal AM systems. This is because metal AM systems use lot of power; many are equipped with lasers that draw hundreds or thousands of watts of electricity. Most UPSs cannot supply this level of power for more than a few minutes. If a metal AM system is paused for more than about five minutes, the part will often experience inconsistencies that make it unusable.
Conclusions
The risk of build failures can be minimised through relatively simple preventive measures. As AM system software improves and simulation software becomes faster and easier to use, build failures are likely to decline. In the meantime, be aware of the three keys to ensuring good performance of metal AM systems. They are having:
- A good knowledge of design for AM
- An intimate understanding of how a machine behaves
- A devotion to keeping the machine pristinely clean.
Acknowledgments
The authors thank the following individuals for their helpful input.
Craig Brice
Colorado School of Mines
Shane Collins
Additive Industries
Kenneth Cooper
NASA Marshall Space Flight Center
Ryan Dehoff
Oak Ridge National Laboratory
Brian Rosenberger
Lockheed Martin
Venkat Vedula
United Technologies Corp.
Authors
Olaf Diegel and Terry Wohlers
Wohlers Associates, Inc.
Fort Collins, Colorado 80525
USA
www.wohlersassociates.com
LAST MONTH’S MOST-READ ARTICLES












