


The System of AM Systems:
How Metal Powder Works’ in-process powder production could change metal AM
Many in the Additive Manufacturing industry have spoken on the importance of taking a holistic view of the workflow, from powder production to part finishing. Viewing the workflow in this way enables a systems engineering approach, joining the complex machines and processes involved in AM together. But what if we were able to combine steps from across the AM workflow? What cost, time and safety improvements might that enable? John Barnes presents his DirectPowder™ process, developed in partnership with Christopher Aldridge. [First published in Metal AM Vol. 8 No. 3, Autumn 2022 | 20 minute read | View on Issuu | Download PDF]
Additive Manufacturing continues to make progress as a manufacturing technology, mostly with the help of more awareness and more productive machines. As Additive Manufacturing technologies race to become faster and more affordable while achieving high quality, it becomes easier to make a business case to convert parts away from legacy processes. Most of the focus is on the manufacturing step, because it can be the single largest cost in the processing of an AM part – but should that be the sole focus?
Productivity improvements in the creation of AM parts can only be gained when all the steps are considered, from material to final product. Traditionally, having a holistic view is akin to systems engineering; combining complex machines together. What if we combined different systems from across the AM workflow together? How could cost be improved? How could safety be improved? How could quality be improved?

While we are asking questions: what do a friendly Mechatronics Engineer, a California Directed Energy Deposition (DED) entrepreneur, and a Cold Spray OEM from ‘down under’ have in common? A little hint: they also saw promise in a new powder manufacturing technique and the ‘System of AM Systems’ concept.
By focusing on the System of AM Systems, we can take a different view to that which has been available in the past. In this work, we will highlight a new powder production method which can be coupled directly to the AM machine so that the two machines work together as a system. For the manufacturer, this means not having to buy and store powder, nor consider the environmental and safety issues that accompany powder production. The System of AM Systems offers a step change improvement in cost as well as complexity for the AM operation. It creates an opportunity to optimise part manufacturing for a set of inter-related requirements: technical, business, safety, workforce, inventory and sustainability.
A history of metal powder production
Several processes for manufacturing powder exist, each with its own benefits and drawbacks. Essentially, the same methods are used to create powder for both additive and traditional manufacturing applications, and, though it’s hard to believe, these processes haven’t changed much in the last fifty years. Until now.
Let’s first review how metal powders have traditionally been made. The metal powder industry is very large – in the order of $14 billion – and there are several production methods. Of that $14 billion, almost all powder is produced via atomisation techniques, with approximately 95% being made via water atomisation (WA), although metal AM has used gas and plasma atomisation (GA, PA) almost exclusively since its inception. Polymer AM uses grinding and chemical means to produce powder, so is quite different in approach and result.

Gas and plasma atomisation involve using energy to melt metal from a bar, from wire or in a tundish and then, by means of a large volume of high-pressure gas or plasma, breaking the molten metal into droplets. These metal droplets solidify into spherical shapes as they fall. This process yields powders with excellent metallurgical quality and high sphericity. Powders made by this method were initially adopted by AM because fine powder was needed, due to fact that early AM machines used low-power lasers.
Smaller particles flow, or move, with more difficulty than larger particles, and round particles have better flowability than less-round particles. However, it isn’t as simple as that: powder production generates a wide Particle Size Distribution (PSD), and the presence of fines – or very small particles and satellites, where droplets stick together – reduces the ability of powder to move freely around. The different GA methods produce different powder characteristics, PA is then different to GA. One can’t just order a bar of material.
Water atomisation uses a similar principle, but employs a stream of water to break up the molten metal instead of gas. This method produces more irregularly shaped powder particles with a wide PSD that are considered non-spherical. Because WA uses water, the cost to produce powders is lower, but chemistry control can be an issue.
The present
Today when a manufacturer orders powder, it is something of an undertaking of its own. What powder production process is acceptable? They need to check the D50, fines content, PSD, chemistry, etc. The fixed processes assume a ‘perfect powder,’ or a powder with high consistency from batch to batch, but the operators understand the reality of the variability and the impact of that variability on the settings and operation of the AM machine.
The Metal Powder Works solution
Looking at the variables that exist in powder production, and with recent advances in Additive Manufacturing technology, one had to wonder if there could be a solution to achieve better consistency in powders and better control of particle size. Drawing on our experience in the AM industry, Christopher Aldridge and I determined a potential solution by calculating what had to be true in a process to solve these issues, and so began experiments to validate the concept.
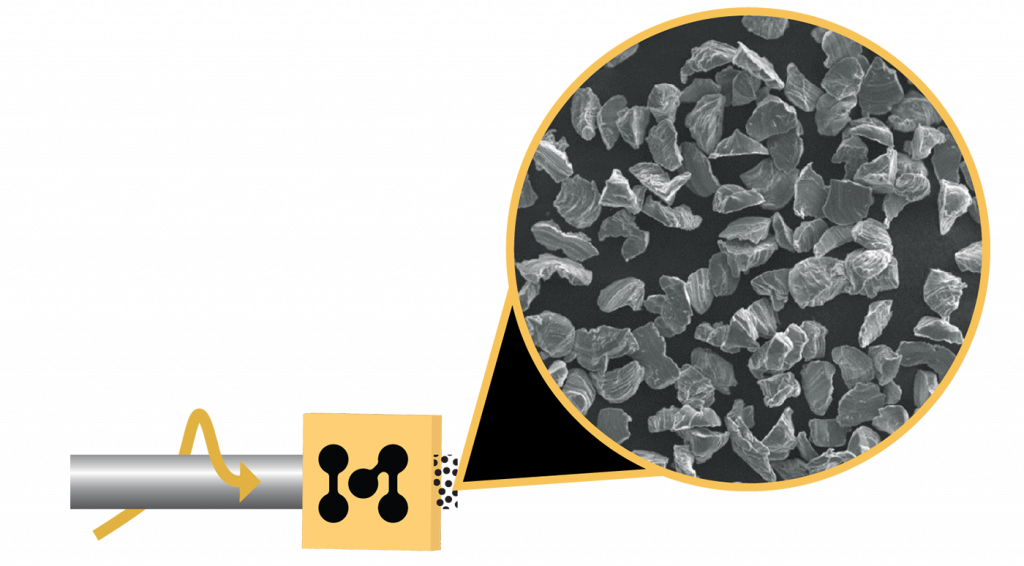
After twenty-five years of involvement in advanced manufacturing, we spent three focused years of research and development to establish Metal Powder Works’ proprietary and patent pending DirectPowder™ process. This process converts metal bar stock into powder via a software-driven mechanical process at room temperature (Figs. 1, 2). The process results in powder with a PSD of about 30 µm, and every particle is identical, solving the issues of both consistency and size efficiency.

The DirectPowder process is dramatically different from other methods used to create metal powder. By taking a different approach than traditional atomisation, MPW can achieve powder with no satellites, no fines, and no possibility of inert gas entrapment or evaporation of high vapour pressure elements. In addition, the room temperature process ensures the resultant powder retains any heat treatment or temper established in the bar feedstock. The highly controlled and continuous method produces powder with no defects, meaning there’s no sifting through mass quantities of powder to obtain the right size cut and quality. This method also eliminates the risk of powder contamination.
The key to DirectPowder’s quality is that the process is computer controlled, allowing for highly precise size and morphology — in fact, the particle morphology can be directly tailored to the user’s requirements.
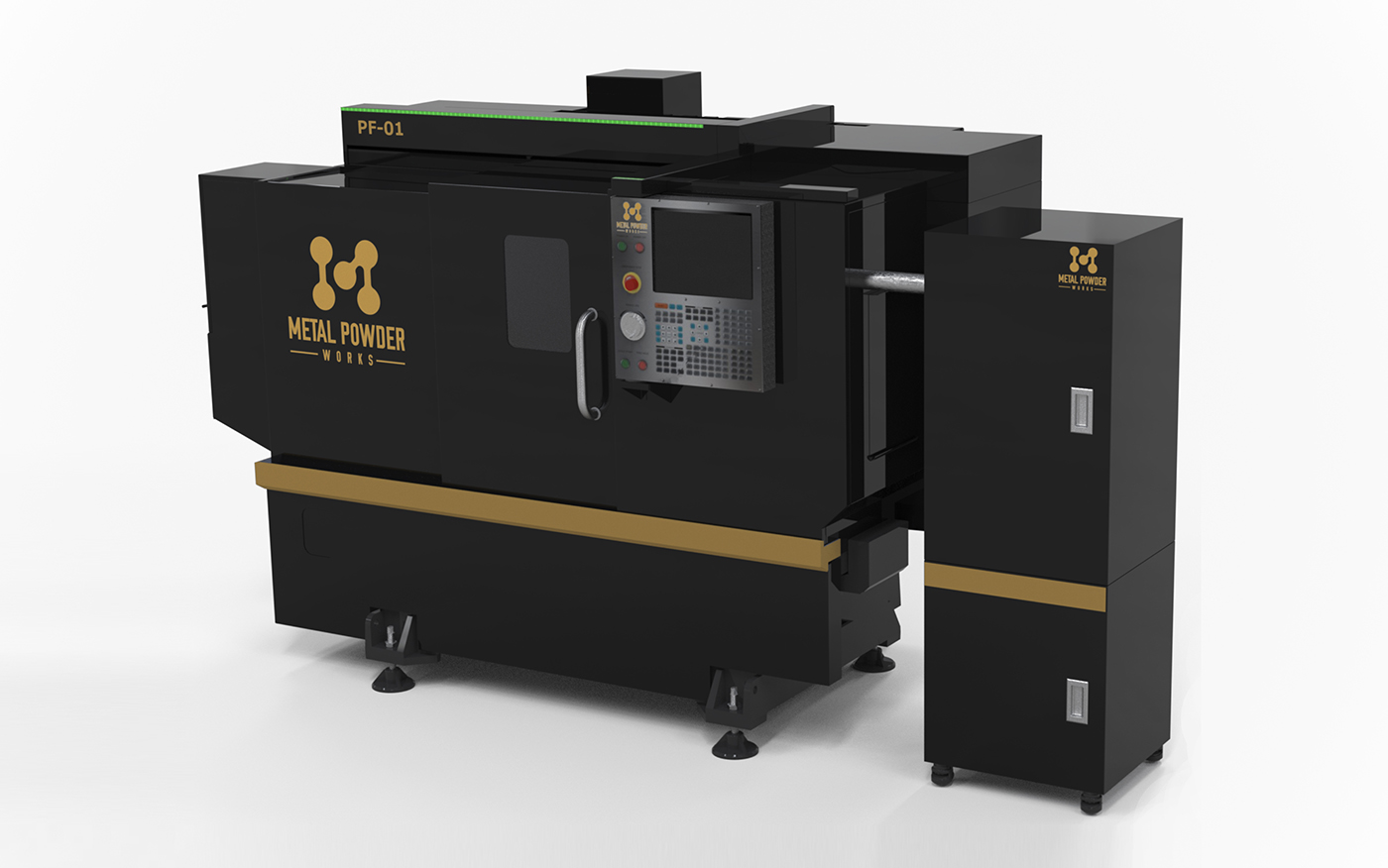
Project Sidecar
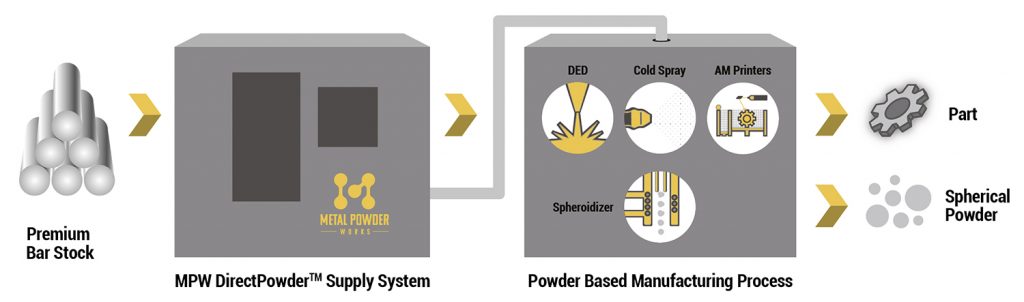
Noting the benefits of the DirectPowder process, specifically with very high size yield, we determined that we could deploy this technology into the field and create a System of AM Systems. We developed Project Sidecar (Fig. 3) to show how the AM industry can achieve a step change in cost, improve safety and avoid managing powder. With supply chain issues being what they are currently, the ability for companies to make their own powder on site is an attractive option. This is highly appealing to manufacturers without powder storage facilities, as they would be able to make exactly the amount of powder they need, when they need it. Because of the small footprint of the process, DirectPowder can be utilised not only within company facilities, but in more deployable situations such as expeditionary manufacturing, which is manufacturing performed outside of a traditional facility (i.e., on a battlefield or aboard a ship).
The argument can be made that DirectPowder is a more economical option for manufacturing powder; with Project Sidecar, all that is needed is quality bar stock, which, for copper, costs about $13 per kg as opposed to $60 per kg for atomised powder. There’s no need to produce large batches of powder, either, as the process can scale to customer demands, from 100–100,000 kg.

What about the requirements?
As mentioned in the opening, the System of AM Systems allows for the optimisation of a variety of requirements for the creation of AM enabled parts. However, before we can go beyond a paper study on the optimisation of the broader system, we need confidence in the compatibility of the sub-systems. Therefore, MPW powder has been tested with various AM processes including Powder Bed Fusion (PBF), Directed Energy Deposition (DED), Cold Spray and Binder Jetting (BJT). We’ve included three case studies exploring the combination of MPW powder and AM processes reflecting on the ability to optimise various requirements, ranging from process economics to build behaviour and the resulting microstructure.
Early relationships were formed with SPEE3D and FormAlloy, as the rate of powder production closely matches the rate of consumption for the Cold Spray and Directed Energy Deposition (DED) processes. This has made them great collaborators for Project Sidecar, where the DirectPowder process resides near the machine and, in essence, enables a bar to go in one side of the system and a part to come out of the other.
Case Study 1: The DED rocket nozzle

FormAlloy, led by Melanie Lang (the California DED entrepreneur), saw the immediate advantage to DED customers. Additionally, build, repair and enhanced applications provide good requirements to test the effectiveness and quality of the MPW powder. DED is a diverse metal Additive Manufacturing technology adopted to build, enhance and repair metal components. The blown-powder DED process utilises a system in which metallic powders contained in one or more hoppers are blown through a deposition head and heated with a laser to produce a metallic bead. Employing a motion system, the metallic bead is laid down and then layered up to build a part or add material to an existing part. Fig. 4 shows a Formalloy DED machine and a close up of the process in action. Building parts or structures with bimetallics and gradient materials, in which multiple materials are used, either in a mixture or gradually changing from one material to the next automatically, is being done today. Build-up with nickel, cobalt, iron, titanium, and copper-base alloys as well as carbide, magnetic and various other materials can be achieved.
The Barnes Global Advisors (TBGA) conducted a case study of a notional rocket nozzle, analysing the impact of Sidecar with two inventoried powder DED approaches and a traditional wrought approach. In this study, we used a design that, in its final form, would be 108 cm tall and 102 cm diameter with a mass of 406 kg, fabricated from copper (see Fig. 5). As copper is available in powder, bar and plate form, it was possible to compare three different manufacturing approaches: a DED machine with one head, a DED machine with four heads, and a baseline wrought approach.
As expected, the four-head system showed improved economics overall, but it also benefits more from the Sidecar approach. A single head using inventoried powder was the only scenario that was essentially a push to a wrought approach, but that same scenario using a System of AM Systems approach reduced the cost.
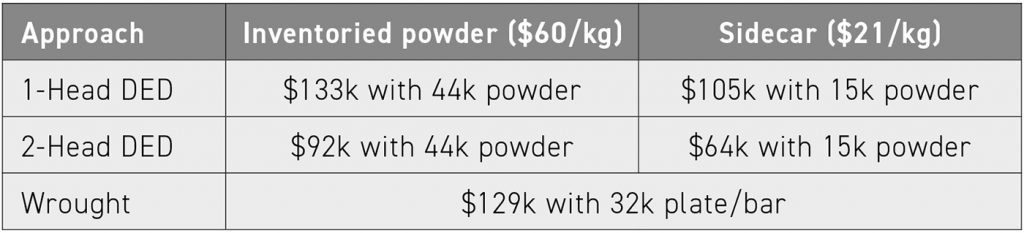
Table 1 shows the cost estimates for the rocket nozzle with three manufacturing approaches. Each scenario encompasses raw material, Additive Manufacturing, heat treat, inspection and machining. Table 2 shows the cost reduction of the integrated system Sidecar approach versus the baseline manufacturing approach. Additional savings will be created that are not factored into these current estimates: inventory savings will be created with lower cost bar versus powder, while Environmental, Safety and Health (ESH) benefits will be realised because nearly all the powder produced will go directly into the product and exist as powder for minutes reducing the inherent risks of inventoried bulk powder storage. Additionally, any technical benefits of consistent, dry powder have not been documented.
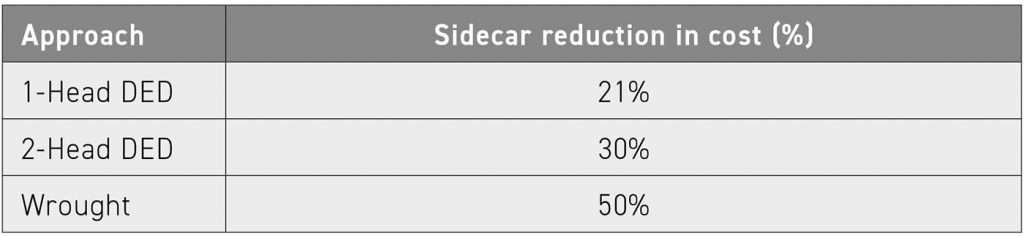
It is readily apparent that the Sidecar, or System of AM Systems, approach has a significant impact on the cost of the part. There are additional technical and ESH benefits that are not quantified.

Case Study 2: Powder Bed Fusion testing
Mihaela Vlasea (the friendly mechatronics engineer) is an associate professor at the University of Waterloo and the co-director of the university’s Multi-Scale Additive Manufacturing (MSAM) lab. MSAM consists of a large group of researchers whose areas of study include materials, modelling and simulation, monitoring and control, post-processing, software development, and metrology and testing. Vlasea and I met through the Society for Manufacturing Engineers (SME) and she has followed the development of Metal Powder Works from its early days.
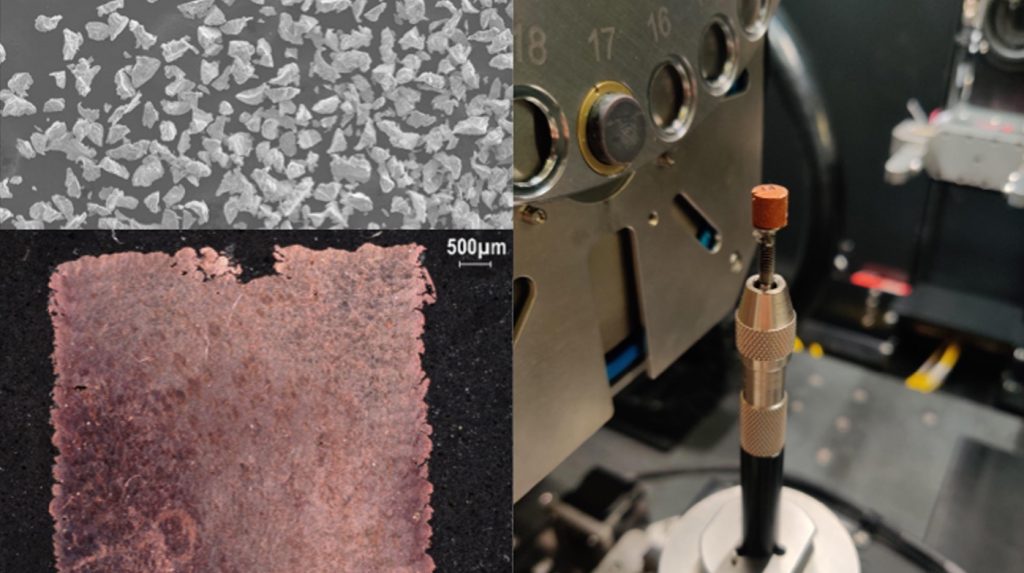
One of her passions was the discussion of what doesn’t work in Additive Manufacturing and how those issues could be improved. In addition to technological deficiencies, Vlasea found that material systems were not meeting the industry’s needs. We continued a conversation about this while MPW carried out some small pilot projects involving testing powders in collaboration with MSAM (Fig. 7, 8).
The MSAM lab regularly receives powder by the bucketful from various sources that is deemed unconventional, either in shape, size, distribution, or even chemistry. The researchers then work to determine if the powder can be utilised — or, in Vlasea’s words, to “turn the impossible into the possible.” When they received copper and aluminium powder that had been produced by the DirectPowder process, they were intrigued by its unconventional morphology and size distribution. A team was assembled to develop a strategy to make sure the powder could be implemented in the lab’s machines.

The researchers’ goal was to show that, although the powder was not considered highly spherical and had been produced by a different method than the commonly accepted norm, it could additively manufacture just as well — and it did. According to Vlasea, the lab’s partners in the automotive industry were extremely excited by this development. A new source of powder capable of additively manufacturing equivalent parts to more expensive powders for a lower cost was a big deal. And the cost was significantly lower — Vlasea states that the cost of Metal Powder Works’ powder was five to ten times lower than what MSAM typically uses in the lab.
Another interesting finding was that the non-spherical shape of the powder was actually a benefit. This, Vlasea says, is because copper and aluminium alloys are high-reflectivity materials. When a laser is focused on spherical powders, much of the light is scattered, and less of it is used to heat the powder. Non-spherical powders, however, are more efficient in catching more of the laser energy, so lower-power machines can be used to additively manufacture these powders. In fact, the team found that MPW copper powder could be additively manufactured with 40% less laser power. Working with these lower power machines can further bring the cost of part production down.
Now that MSAM has ascertained that Metal Powder Works’ powder does indeed work, they are working with industry partners to create products from the material. This allows them to examine the supply chain relationship between powder producer and part manufacturer. As noted above, DED is not the only Additive manufacturing technology well suited to the DirectPowder process, as indicated through MSAM’s PBF-LB applications.
Case Study 3: Cold Spray technology
Cold Spray, as a technology, has been around since the early 2000s, mostly as a means to produce unique and dissimilar metal coatings. Cold spray works mainly through the use of a de Laval nozzle which accelerates a metal particle injected into a gas to a supersonic velocity and the metal impacts the surface. The process is ‘cold’ in that no melting occurs and the bond is formed through a mixture of a mechanical bond and, depending on the materials, a partial metallurgical bond. As the technology matured, differences in the acceleration and speeds created different processes and Cold Spray came into its own as an Additive Manufacturing technology, producing near-net shape parts.
Similar to DED, the forced gas creates different requirements on the powder to be used. The flight characteristics are key to how the particle accelerates in the gas path; here, consistency of particle shape and size is more important than whether it is round or not. In addition, being able to temper the powder to change its hardness and deformation behaviour is key to using different types of industrial gases, which dominate the process economics.
A key need for Cold Spray is in repairing structural parts. Cold Spray has a unique advantage here because, as a solid-state process, the absence of melting allows for more materials to be used, especially non-weldable metals (like high-strength aluminium). To repair a structural part, the structural analyst must be able to interpret the predictable behaviour of the deposit. With conventional atomising, the aluminium is in a ‘W’ temper and will continue to age, even at room temperature, which will drive the strength up and the ductility down over time. Aluminium powders would need to be heat treated to a known temper, which adds cost.
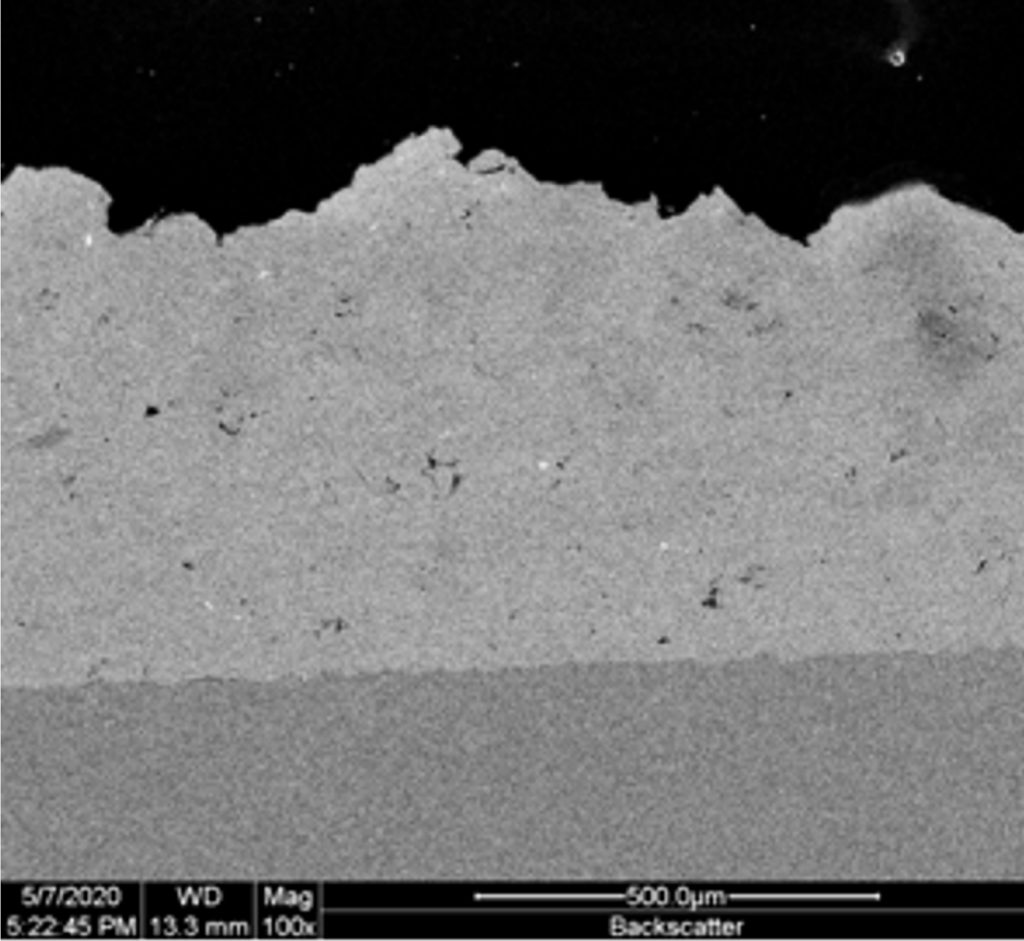
Machines like SPEE3D’s (the Cold Spray OEM from ‘down under’) use compressed air, which is very affordable and can be easily sourced. Other groups – like Solvus Global – use nitrogen in their Cold Spray machines, which assists in particle acceleration, and is still more affordable than helium, which is the most technically desirable gas due to its density. Fig. 8 shows a metallurgical cross section of MPW AA7075-T6 powder made directly from an AA7075-T6 bar using DirectPowder, then cold sprayed on to an aluminium part.
The future of AM economics and sustainability
AM economics
It seems obvious to most that for AM to make further inroads into manufacturing, more materials will be needed and advancements in productivity (i.e., economics) will have to continue. The machine equipment companies are making great strides in both reducing their costs and improving speed. This is true for all process technologies that use powder as a feedstock. Today, powder is not a significant cost driver when resolved at the part scale, however, predictions made by TBGA have shown that as thicker layers are used, powder cost can become as much as 50% of the part cost in multi-laser machines [1]. As previously stated, the $14 billion metal powder market is dominated by water atomisation. TBGA has predicted that in a few years, as AM advances and without significant investment in atomisation, the demand will outpace supply [2] given that gas and plasma atomised powder production represents less than 5% of global production.
In a recent publication, a group of researchers compared the prices for feedstock into AM processes [3]. They reported on IN625 and 316L stainless steel material available as powder, wire, bar stock and foil (Fig. 9). As can be seen, bar stock is the lowest cost input material across the board. Additionally, a quick audit of SAE’s Mobius platform [4], shows there are more than 2,000 released specifications for bar stock material versus about sixteen released metal powder specifications (Fig. 10).
![Fig. 9 Cost of metal feedstock by type for IN625 and 316L stainless steel [3]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/10/fig-09-4.jpg)
As noted previously in the DED overview, there are relatively few alloy choices for powder-based DED – and this is the case for all powder-driven AM processes. As such, the current selection may not match an alloy that has been used in the past. This change in material comes with a significant cost, typically born by the design authority, and it takes time to demonstrate equivalency. Increasing the alloys available as powder will help the AM industry grow faster. This culmination of the need for more alloys, more powder and better cost must drive a change in thinking and we must use more of the available capacity, otherwise the growth of powder-based AM processes will stall.
![Fig. 10 Estimate of released specifications for metal powders and barstock [4]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/10/fig-10-5.jpg)
The development of new, faster Powder Bed Fusion technologies currently relies significantly on adding more lasers to improve speed, or, in some cases, laser technology that acts like more lasers. Directed Energy Deposition processes have some limitation as to the practicality of adding more lasers. Cold Spray processes, while not employing laser, require nozzles to accelerate powder. In these cases, affordability and improved economics might more easily come from a reduced powder cost, as adding more lasers or nozzles may not be prudent.
AM sustainability
Further to improved economics, and adding perhaps another layer of complexity, is the need to improve manufacturing’s sustainability. Whilst AM enjoys a reputation as being more sustainable than legacy manufacturing, analyses like Life Cycle Assessments (LCAs) help quantify the impact; as we all know, if it can be measured, it can be improved.
To this end, Metal Powder Works commissioned Next Ridge Technologies to conduct an LCA on the DirectPowder process. In the summary of that report, Next Ridge Technologies said, “The DirectPowder process has the potential of reducing the energy usage and subsequent CO2 emissions by as much as 83% over gas atomisation and as much as 89% compared to water atomisation once tooling improvements are made and 99% process yield is achieved [sic]” [5]. Today, we already enjoy a 95% process yield efficiency.
Additional energy savings come from the fact that DirectPowder doesn’t require energy to melt and doesn’t use high-pressure industrial gases, both of which produce CO2. Downstream, using copper powder that requires 40% less power to process has its own merits to improve the CO2 emissions required for AM.
Summary
By using a systems engineering approach to a growing AM industry problem, a System of AM Systems can solve several problems simultaneously. We’ve discussed the economic and sustainability concerns, but what about the workforce component? What kind of technical support is needed? With the simplicity of the process, Sidecar can be supervised by the same operator the machine requires, so it will not require additional staffing, lessening the burden on the manufacturer.
With the help of our international collaborators, we’ve explored the role that the DirectPowder process and the Project Sidecar can play in optimising the case of AM adoption, including:
- Co-locating the powder production close to the point of need reduces cost, inventory and logistics
- Less CO2 is generated through the direct use of the MPW process
- Less shipping reduces the carbon footprint
- Safety is improved, because the use of bar stock is basically inert and the powder need only exist for minutes before being consumed by the AM process
- From an accounting perspective, less inventory of powder is held and, as Fig. 10 shows, barstock carries less value than powder. Technically, manufacturers will not have to be as concerned with storing massive quantities of powder, keeping it dry, etc
The focus on the ‘System of AM Systems’ is a step change from the recent past. Coupling powder production to the machine so the two work together results in significant cost, environmental and technical benefits. It creates an opportunity to optimise part manufacturing for a set of inter-related requirements: technical, business, safety, workforce, inventory and sustainability. Ultimately, the integrated nature of Sidecar resolves many issues and will assist in growing the ability for the Additive Manufacturing industry to meet the requirements of the customer.
Authors
John Barnes
Founder and CEO, Metal Powder Works
Founder and Managing Director, The Barnes Global Advisors
References
[1] ‘Making a Slow Decision on a Fast Technology: Evaluating the Business Case for Multi-Laser Powder Bed Fusion,’ by John E Barnes, in Additive Manufacturing Media, 2/19/2021.
[2] Unpublished report by The Barnes Global Advisors, 2021
[3] ‘Robust Metal Additive Manufacturing Process Selection and Development for Aerospace Components,’ by Paul Gradl , Darren C Tinker, Alison Park, Omar R Mireles, Marissa Garcia, Ryan Wilkerson, and Christopher Mckinney, in Journal of Materials Engineering and Performance, April 2022.
[4] Robust Metal Additive Manufacturing Process Selection and Development for Aerospace Components” by Paul Gradl , Darren C. Tinker, Alison Park, Omar R. Mireles, Marissa Garcia, Ryan Wilkerson, and Christopher Mckinney, Journal of Materials Engineering and Performance, April 2022
[5] ‘Metal Powder Works,’ by Michael Sherwin, PhD PE, Private Report, July 2022
LAST MONTH’S MOST-READ ARTICLES












