


The need for speed, and how the right powder can reduce AM part production costs by 50%
If metal Additive Manufacturing is to compete with casting and other mass-production technologies, costs need to be reduced by a factor of ten. Optimising metal powder characteristics can get the industry halfway there, while anticipated improvements in equipment and processes will do the rest. Here, Equispheres’ Doug Brouse and Dr Martin Conlon discuss how the use of advanced aluminium powders can improve the build rate for Laser Beam Powder Bed Fusion (PBF-LB) by two to four times, as well as offering significant advantages for Binder Jetting (BJT) production. [First published in Metal AM Vol. 7 No. 1, Spring 2021 | 20 minute read | View on Issuu | Download PDF]
Metal Additive Manufacturing, although relatively new among manufacturing technologies, has been around for decades. The first commercial metal AM machines arrived on the market in the 1990s. When GE entered the market in 2016 with the acquisition of Concept Laser, and later Arcam, there was an expectation that the technology would experience rapid adoption and usher in a period of robust competition, price reductions and a supplier ecosystem of third-party services and products.
It has been roughly five years since then and there are now a considerable number of players in the market offering AM machines, feedstock, part manufacturing services, post-processing equipment, and software solutions, for an array of production technologies. Although this active ecosystem of suppliers has developed as expected, metal AM technology is yet to be widely accepted as production-ready. The advantages metal AM offers manufacturers – design freedom, weight savings, assembly simplification, and economic batch size reduction – have been demonstrated in some cases, but not fully realised.

Except for a handful of examples where geometries are complex, asset values high, and volumes low, the technology is not commonly used for production. Instead, it is used to conduct R&D activities and to produce prototypes and tooling.
Currently, compared with the $170 billion-per-year casting industry, metal AM generates less than $2 billion. If we assume the technology adoption cycle for metal AM is a leisurely twenty years, the industry should be generating closer to $14 billion in revenue.
The relationship between speed and cost
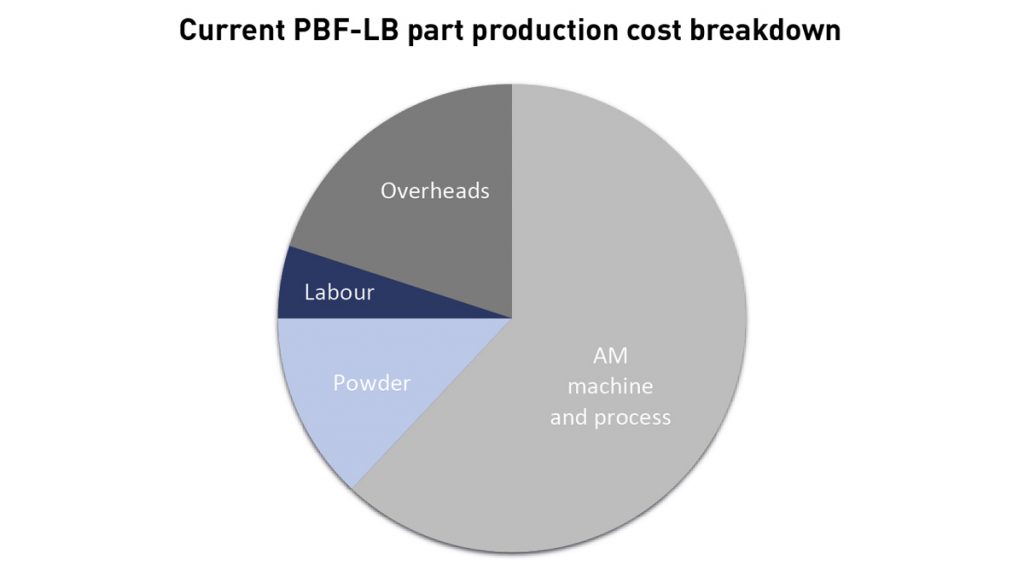
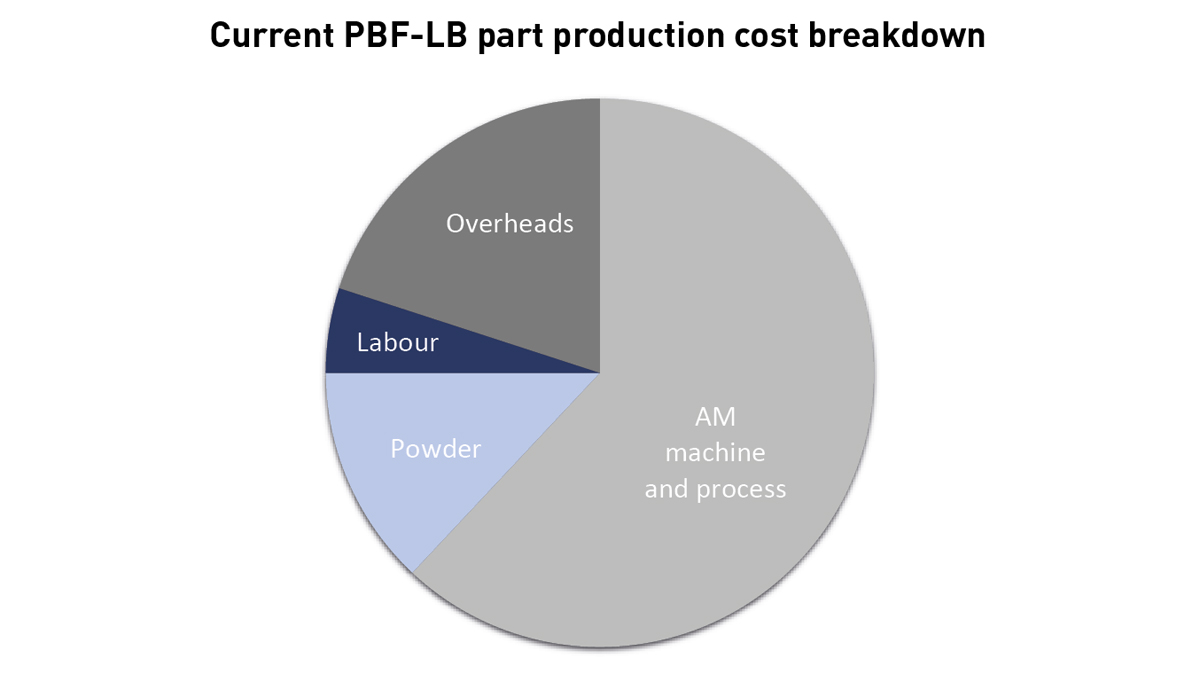
Why the slow uptake? In a word: Cost. The cost to additively manufacture a part is dependent upon the application (e.g., part design/geometry, desired mechanical performance, surface finish, material, post-processing). The relative contribution of each business input to overall cost for an aluminium part is provided in Fig. 1. These data were derived from information presented by BMW at Formnext 2019.
As depicted, the largest cost by far is the AM machine and associated processing costs. As a general rule, the manufacturer needs to recover the cost of the AM machine (which is in the order of $1-2 million) through the quantity of parts produced. These machines are understandably expensive, as they are complex, precise devices. The problem is that most current Laser Beam Powder Bed Fusion (PBF-LB) machines are very slow. Agonisingly slow. For example, when processing aluminium alloys, one can expect to achieve build rates (on a single-laser basis) in the range of 25–50 cm3/h.

The lower production rates are more common in demanding aerospace applications, where mechanical performance is paramount, and the higher rates are seen in the automotive industry, where cost is the more dominant factor. Even at the higher build rates of 50 cm3/h, it takes a PBF-LB machine nearly an hour to produce a 100 g component, at a cost of about $40–50. If that same part were made using casting technology, it would cost approximately $1–5, with an average price of about $1.50.
In fact, many industry experts have stated that, if metal AM costs could be reduced by a factor of ten, the technology would compete economically for a significant portion of the casting market, and a wide range of applications would become viable for mass production. For aluminium, this would mean targeting a cost of less than $5 for a 100 g component. Attaining this lower cost target would spark a market disruption cycle and trigger rapid adoption of the technology as manufacturers rushed to leverage the advantages of AM.
New technologies promise higher speeds
There are some exciting higher-speed developments on the horizon. New metal Binder Jetting (BJT) machines from companies such as Desktop Metal, HP and ExOne use a binder deposition process followed by sintering to fuse powder particles, instead of a laser beam, and are advertising speed increases orders of magnitude greater than those offered by standard PBF-LB. More radical technologies, such as the ‘area printing’ process in development by Seurat Technologies, also hold a lot of promise.
Importantly, standard PBF-LB machines have been improving their production speeds as well. Additive Industries and SLM Solutions have recently announced new machines that are packed with, respectively, ten and twelve powerful 1 kW lasers – a far cry from the 100–200 W single- and dual-laser machines that were the standard just a few years ago.

Powder quality not only determines mechanical properties, but also speed
While working towards the economics necessary for industry disruption, AM is demonstrating impressive advances in other, less obvious ways. One of these is powder quality. It is well known that the quality of the powder used in PBF-LB systems is important to the mechanical properties and consistency of the final part.
What is not well understood is that the powder can also have a significant impact on production costs, and has the potential to increase production speeds by a factor of four whilst reducing part costs by 50%. In this way, using an optimised powder in existing PBF-LB machines can move the industry halfway to the target for industry disruption of a tenfold cost reduction. To achieve these speeds and cost reductions, powder must exhibit certain characteristics. These are as follows:
Spherical and monodisperse
Near-perfectly-spherical particles with a uniform size (i.e., tight particle size distribution) pack 30% more densely and flow twice as quickly. This ensures dense, evenly-distributed powder layers that can efficiently absorb laser energy. Importantly, the narrow particle size distribution avoids the issue of overheating the smaller particles and the loss of critical but volatile elements such as magnesium.
Fine-free, agglomerate-free
Small particles (i.e., under 10 µm) are pernicious and interfere with the flowability and spread density of the powder.

Smooth surface area
Powder particles with a smooth surface adsorb half the moisture of a traditional powder (and desorb twice as efficiently). Adsorbed moisture can result in hydrogen porosity in the final build and can become a failure initiation point.
Thin oxide layer
Oxides in the powder can lead to defects in the final part, which impact mechanical performance.
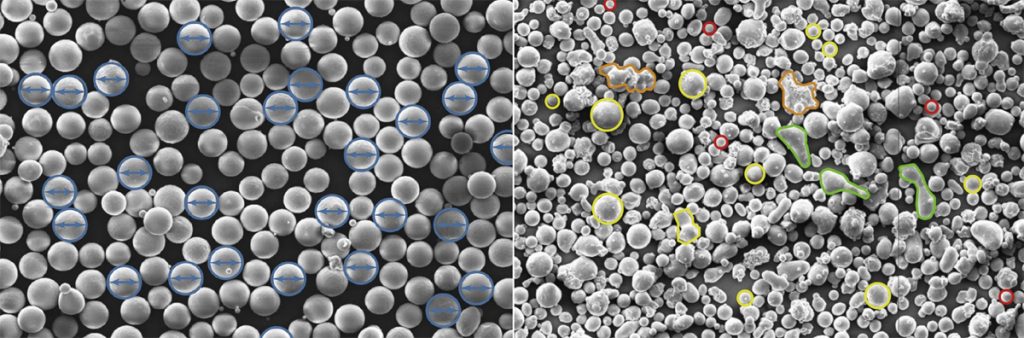
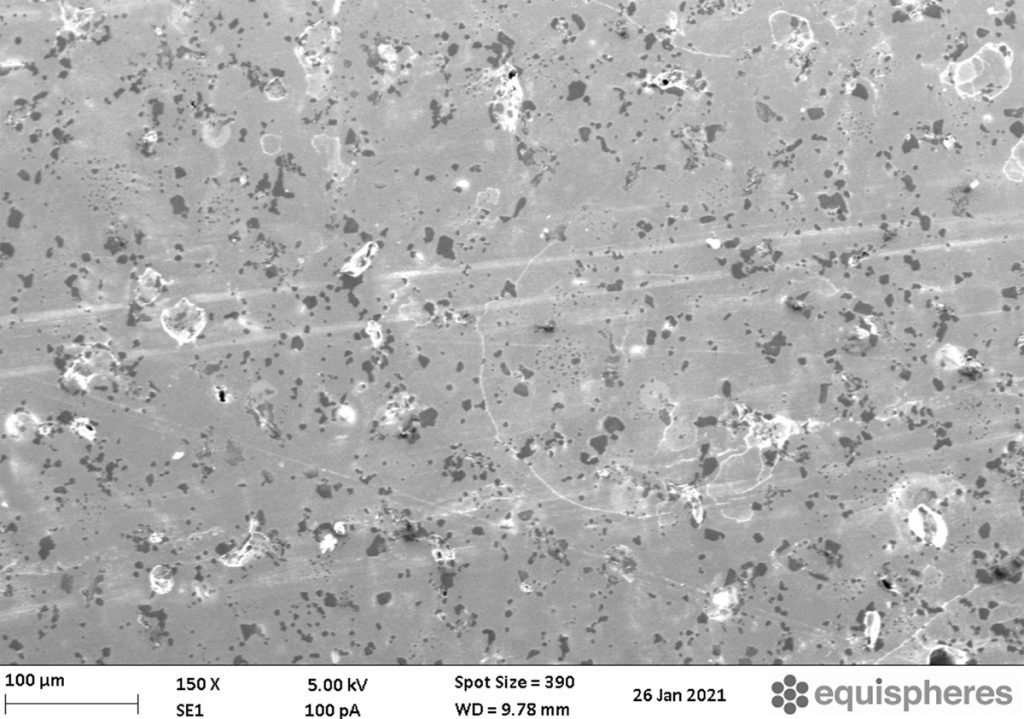
Many of the identified features can be readily seen in the SEMs of monodisperse powder from Equispheres versus conventionally atomised powders (Fig. 2). It is our experience that these attributes can only be achieved by a carefully-controlled atomisation process that has been designed specifically to produce powder particles for AM applications.
Of particular importance for production, monodisperse uniform powder absorbs laser energy uniformly, melts uniformly and resolidifies uniformly. This translates to a very large processing window and allows for two important and multiplicative speed improvements:
- Faster scanning speeds in the horizontal X-Y direction
- Thicker powder spread layers, enabling a faster vertical build in the Z direction
Tests by service bureaus and industrial partners have repeatedly demonstrated that Equispheres’ powder requires approximately 20% less energy input to achieve optimum density and mechanical properties. This provides the ability to increase laser scan speed and hatch distance without requiring an increase in laser power. Additionally, the wider processing range allows for further increases in speed (in some cases, up to 60%) with minimal impact on density or mechanical properties. When combined with the effect of increased layer thickness, this provides a significant advantage.
Successfully increasing layer thickness is dependent on the stability of the meltpool in each layer. The chaotic nature of the meltpool that results from standard AM powder means that achievable density rapidly decreases with increasing layer thickness, even as laser power increases. The meltpool stability achieved with a more uniform powder allows for layer thickness to increase well beyond the current limits, with minimal effects on density.
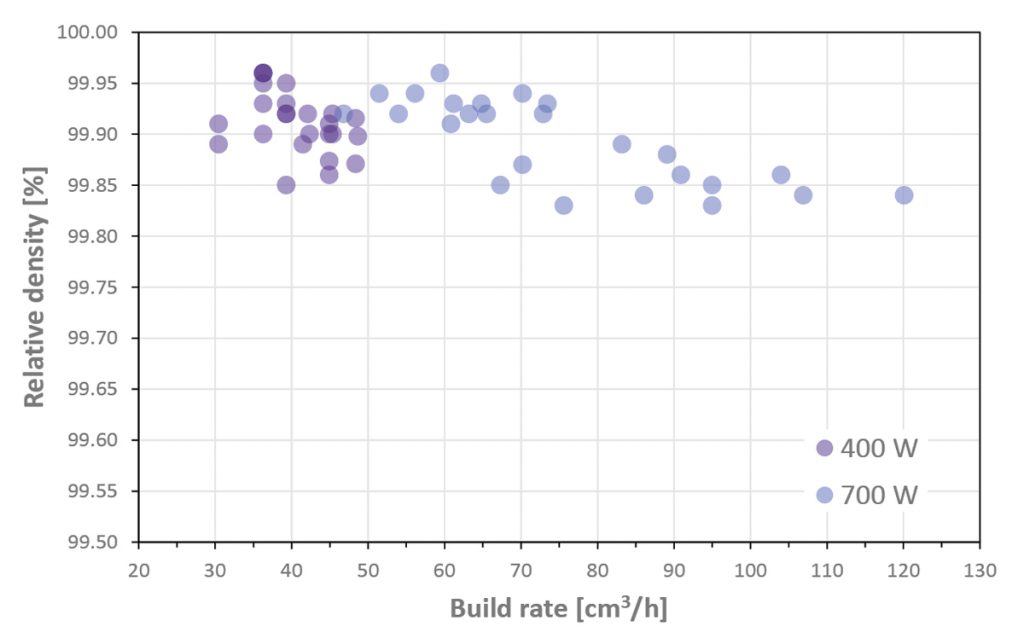
Fig. 3 shows the densities achieved at various single-laser build rates for current 400 W and 700 W systems. Data are from a parameter space investigation and the scatter is therefore expected. As shown, the monodisperse powders display a large processing window and maintain high density across a wide range of build rates and power levels.
Of course, density is only a proxy for mechanical performance; Equispheres is presently building tensile coupons to verify performance at these higher build speeds. Tensile data for specimens built with 80 µm layers, shown in Table 1 and obtained just prior to the publication of this article, demonstrate positive results. While more data will be forthcoming, it is important to note the very tight variance around the mean, indicating excellent build consistency.

Depending on the class of machine available and its associated laser power and systems, there are distinct optimisation strategies the industry can use to achieve the fastest build speeds with the best results. Work conducted by Equispheres has demonstrated that a twofold speed increase over typical build parameters – without impact on mechanical performance – is readily achievable, and a fourfold increase is possible. The effects on speed are most noticeable with higher-powered machines capable of taking advantage of the meltpool stability provided by monodisperse powder to combine faster scan speed with higher layer thicknesses.
Optimising for current machines
Equispheres has been working to tailor-build parameters for its aluminium powders based on the intended use case (e.g., aerospace, automotive) and machine capability. Equispheres’ baseline spread layer thickness is currently 60 µm, which is becoming common in the industry, and, depending on available laser power, the end-user can opt to build using a range of speeds. Using the readily available 400 W laser machines at the 60 µm layer thickness, a 45 cm3/h, > 99.9% dense part is easily attained. Moving up to 500 W laser power allows for > 50% faster scanning speed with no impact on tensile properties, and build rates as high as 80 cm3/h. For those end-users who desire higher build speeds but are limited to 400 W laser power, an 80 µm spread layer might be the better option; > 99.9% density is achievable with an 80 µm spread layer on that class of machine, with a 50 cm3/h build rate.
Users with more powerful lasers can opt for even higher build rates. A 700 W single-laser system can produce > 99.85% dense parts built at 100–120 cm3/h. In all cases, if a manufacturer has slightly lower density requirements, these speeds can be increased significantly. For example, with a density threshold of 99.5%, a 700 W laser machine can achieve single-laser build speeds in excess of 130 cm3/h (Fig. 4).
Interestingly, with these higher scanning speeds, the recoating time becomes significant, and other less obvious technologies designed to improve production efficiency – such as the ‘to the edge’ recoater system used in Trumpf’s PBF-LB machines, which aims to squeeze out every second of wasted build time – become important.
Optimising for high-power, high-speed machines
PBF-LB
Following the introduction of PBF-LB machines with more powerful lasers and advanced optics (which allow defocusing), spread layers of 120 µm suddenly become practical. Early tests by Equispheres using a 120 µm spread layer, but limiting laser power to 700 W, show that densities > 99.7% are achievable and the nature of the porosity suggests that a higher power, defocused beam will likely be key to optimising the meltpool.
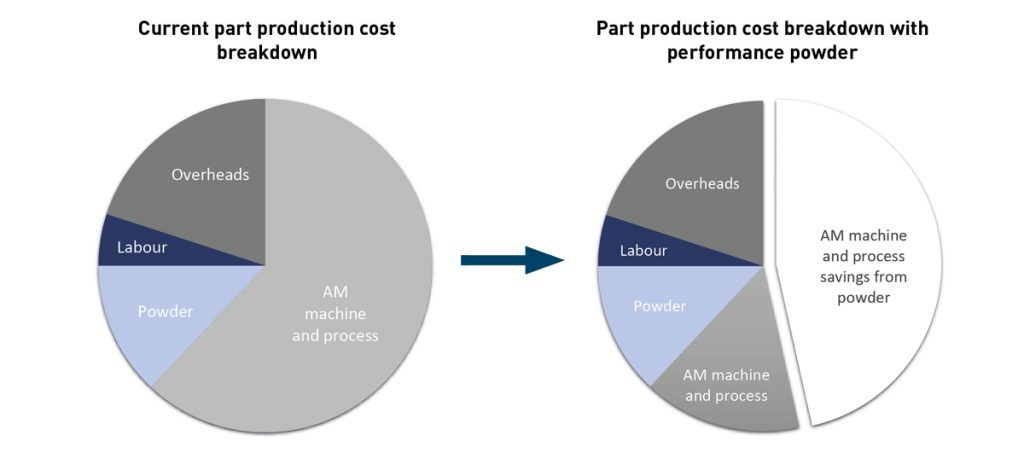
These speed results are exciting. Productivity improvements and lower costs can be readily achieved without new capital investment or special processing. Instead, simply using powder with the right attributes can enable higher build rates at various power levels. Even if one assumes no other improvements related to the cost of the machine, powder, overhead or labour, the improved economics that can be achieved from a superior feedstock range from 25–30% with a clear potential for 50% part production cost reduction in PBF-LB machines (Fig. 5).
BJT
Powder characteristics also play a role in the new high-speed BJT machines, which produce green parts that are then sintered to final density. The process is quick and inexpensive and works well with steels and other industrial metals. Sadly, the process struggles with aluminium, which is difficult to sinter due to its thick oxide layer and low melting temperature. This is unfortunate, as aluminium alloys are the second most commonly used industrial metal and are in demand from the transportation sector. Specifically, automotive manufacturers are rapidly changing the metal composition of their products in favour of aluminium due to its high strength-to-weight ratio that enables lightweighting, thereby reducing greenhouse gas emissions.
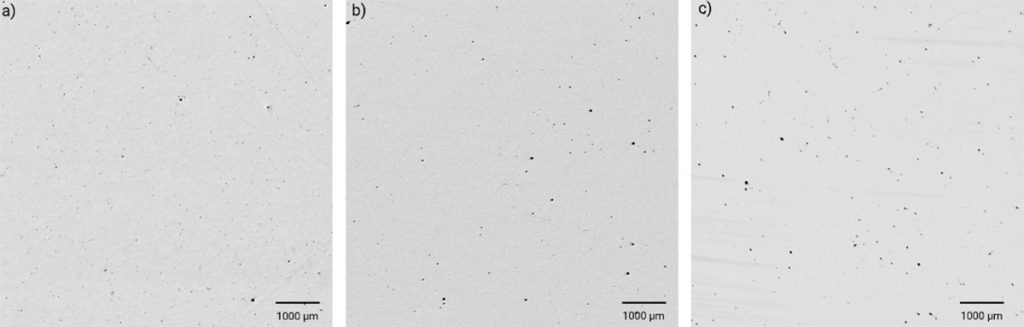
Fortunately, the same powder properties that enable fast PBF-LB speeds (spherical, smooth, fine-free, etc) also facilitate aluminium sintering. As shown in Fig. 6, dense microstructures can be achieved without compaction or the use of sintering aids. Bringing aluminium alloys to the BJT market is an exciting prospect and Equispheres is working with multiple industrial partners to achieve this objective.
In that regard, Equispheres continues to refine the characteristics of its powder for different applications. The atomisation technology used by the company can be tuned and powder characteristics such as, but not limited to, particle size distribution can be modified to best support objectives such as sintering, precision builds and high production rates.
Field trials in progress
Field testing of the potential speed improvements achievable using Equispheres’ powders are currently underway with key industrial users including aerospace, automotive and AM machine OEMs. PBF-LB and BJT machine OEMs have a keen interest in improved productivity and are exploring the use of the powder to increase speed. Severin Luzius, Head of Application and Consulting Additive Manufacturing at Trumpf, commented, “We are continually seeking ways to improve the productivity of our systems to reduce the cost of production for our customers. Obtaining a speed increase from Equispheres powder is definitely worth exploring.”
ExOne is a well-established BJT machine manufacturer with a large installed base worldwide. The company is extending its material portfolio to aluminium and has been assessing the use of Equispheres’ powder. “There is enormous demand for aluminium alloys in mass-production applications,” stated Patrick Dougherty, Director of Commercial R&D. “The unique characteristics of the Equispheres powder are one potential route to meet this need.”
Divergent 3D is a California-based startup aiming to disrupt the automotive sector with a technology platform to reduce the complication and cost in automobile production. A key component of its approach is the use of AM to produce car chassis, suspension and subframe components. Simon Pun, Materials Engineering Leader and Lead Metallurgist at Divergent 3D, stated, “As a technology startup company in the automotive sector, we are seeking disruptive technology that provides superior products at a superior price. We are excited to be testing Equispheres’ material against our goals in build speed, mechanical properties and cost.”
In addition to the cost-focused automotive sector, the aerospace market has also taken an interest in the material. Frank Palm, Senior Researcher at Airbus Central Research & Technology, explained that, “The unique characteristics of the powder are intriguing, and we and other industrial partners are currently conducting tests to determine the impact these attributes may have on potential future products as well production scenarios.”
Conclusion
It is important to note that other cost improvements are on the way in Additive Manufacturing. In addition to continued AM machine hardware efficiencies, machine and powder prices are expected to drop and new technologies to minimise pre- and post-processing will be developed. In the meantime, simply utilising improved powder has the potential to bring the market for aluminium parts halfway to the targeted goal of a tenfold reduction in price.
The industry is gathering momentum toward the tipping point that will bring about technological disruption. Brace for it.
Authors
Doug Brouse BSc
Doug is Equispheres’ Vice-President, Strategic Partners and Alliances. Doug has a long history of successfully introducing disruptive technology to the marketplace. As co-founder of Mxi Technologies, he focused on providing technology-intensive products and services to the aerospace industry. Later, he assisted the National Research Council of Canada in developing and executing strategies to transfer innovative research to industry.
Dr Martin J. Conlon, PhD, MEng, BEng.
Martin is Equispheres’ Chief Technology Officer. Martin has over twenty years of academic and industrial experience including a deep knowledge of metallurgy and a wide background in a variety of advanced technologies. Martin obtained his PhD from Carleton University and, prior to joining Equispheres, worked for the National Research Council of Canada for eleven years, where he led the research into various gas turbine technology advancement projects.
Doug and Martin collaborate closely in the development of metal powder specifically designed to meet the unique needs of Additive Manufacturing.
Equispheres
Suite 4100, 500 Palladium Dr.
Ottawa, Ontario, Canada
Tel: +1 613 903 5855
[email protected]
www.equispheres.com
LAST MONTH’S MOST-READ ARTICLES












