


The challenges of metal powder removal: Managing risk, productivity and quality
One of the goals for the metal Additive Manufacturing industry is the automated series production of components through a streamlined manufacturing process. Such an ambitious goal faces a major obstacle: the challenge of powder removal. Joseph Kowen reviews some of the significant risks facing AM producers at this stage of the process, from health and safety considerations to the impact on quality and productivity, and highlights some of the technologies being developed to address them. [First published in Metal AM Vol. 4 No. 1, Spring 2018 | 15 minute read | View on Issuu | Download PDF]
In January 2003 an explosion occurred at a plant in North Carolina, USA, belonging to West Pharmaceutical Services. Six workers at the plant were killed and thirty-eight were injured. Debris from the blast was found up to two miles from the plant, the explosion was felt twenty-five miles away, and the plant suffered significant damages and destruction. The plant manufactured synthetic rubber products for the medical industry and the cause of the blast turned out to be an accumulation of polyethylene dust from powders and fillers that were used in the manufacturing process. Something had disturbed the dust accumulation, resulting in a cloud of particles which ignited. The blast triggered a study by the Chemical Safety Board, a US government agency. Its report in 2006 found that in the twenty–five year period between 1980 and 2005, 281 incidents of chemical dust-related explosions had caused 119 deaths and 718 injuries.
Dust has for years presented a recognised hazard in many industries and the metal powder industry has not been immune. In December 2010, an explosion at the titanium plant belonging to AL Solutions in New Cumberland, West Virginia, USA, resulted in the deaths of three workers. In January 2011, an explosion at a Hoeganaes iron powder facility in Gallatin, Tennessee, USA, resulted in fatal injuries to five workers. These are just two examples. There are others from elsewhere in the world.

Metal AM is a relatively new industrial endeavour and powder management is a central part of that activity. Manufacturers of AM systems are aware of the hazards posed by dust in general, and by reactive powders in particular, and systems take those risks into account. But what exactly happens after the build process has been completed, and the parts are ready for post-processing, has not been systemically addressed. Systems manufacturers have not, in general, offered equipment to manage the problem. Users have been left to their own devices to manage the risks and inconvenience of part and powder removal in the way they best see fit.
The moment the build has run its course, and the parts are ready to be transferred out of the machine for further processing, turns out to be the weak link in the workflow. The build plate’s exit from the machine is a watershed moment in the process, one for which there is no clear modus operandi or standard. If not managed, then powder removal could turn out to be a chilling factor limiting the growth and industrialisation of metal Powder Bed Fusion (PBF).
The pain points for AM part producers
So what exactly is the pain suffered by operators of metal PBF in connection with part removal? It turns out that there are many more concerns than just safety. A list of what operators tend to think about includes:
Explosion risk
Far and away the most important factor is reducing an explosion risk. This means preventing fine powder from finding its way into the factory environment and presenting a risk of explosion. This is critical for reactive metals such as aluminium and titanium.
Occupational health
Even if there was a lower risk of explosion, such as for non-reactive metals, ingestion of fine metal powder is an underestimated occupational health factor. Asbestos was handled openly before its detrimental health effects were shown. You would be hard-pressed to find a risk manager for all sizes of companies who would dare claim that ingestion or inhalation of metal powder has no effect on humans, even though its effects might not be precisely or fully understood at this stage.
The manual cleaning of parts, whatever the precautions taken to prevent ingestion of powder, is fraught with occupational health risks; nano-scale metal particles have been shown to penetrate the skin, and it is too early to know what this might mean for humans at the cell level. A face mask is unlikely to sufficiently prevent metal powder residue from entering the body. The best answer is reducing the powder at source before humans come into the picture.

Labour costs
Even if there were no occupational or health hazards associated with metal powders, the labour costs of powder removal are always going to be important. Manual labour is directly correlated to part complexity and part complexity is one of the factors that offers the greatest justification, though not the only one, for making the part in AM in the first place. So AM planners desire systems that can process complex parts with minimal effort, because each additional hour spent toiling to remove powder from inside complex lattice structures or internal channels chips away at the very viability of making that part by AM. In high labour cost locations, a reduction in the time needed to depowder a part could be the critical factor in assessing the viability of making the part by AM.
Powder recovery
Failure to recover powder is an economic loss, even without considering the other risks that have already been described. As the cost of the powder increases, so too does the incentive to recover more of it. Titanium alloys are one of the most popular metal powders today, and increasingly so, due to their applicability in aerospace and medical applications. The price of a kilogram of titanium alloy for AM systems is in excess of €200. In a manufacturing environment, saving even a modest percentage of wasted powder over time turns into a significant amount of money. A manufacturer’s nightmare is seeing profits almost literally slipping away between one’s fingers. The last 5 to 10% of powder is the most expensive to remove.
Cleaning quality
Even if the powder is cheaper than titanium, manufacturers desire to produce parts that are as clean as possible. The price of aluminium powder is only about €35 per kg, but even if the manufacturer were to concede a higher degree of powder waste in the interest of a saving in processing time, imperfectly cleaned parts are highly undesirable, especially those with complicated geometries such as internal channels. Powder residue inside the part can cause significant downstream headaches and complications and, as we shall see, attracts attention from regulators and standards authorities.

Process repeatability
As Additive Manufacturing moves into the mainstream, the need to adhere to standardised protocols becomes more important and in some cases might be required as part of a certification process. This is most relevant in industries such as aerospace and medical device manufacturing. Manual cleaning results may vary according to the time of day the part is cleaned, or the industriousness and skill of the particular worker assigned to clean it. This is not a recipe for the good industrialisation of AM processes. If a part is going to be less than perfectly clean, then at the very least all parts in a series should be equal in their imperfection.
Regulation and standards
As AM matures into a fully-fledged manufacturing modality, we can expect various regulatory frameworks to begin devoting more attention to how things are made additively. This has already begun to occur. One prominent example is the USA’s Food & Drug Administration (FDA). Titanium medical implants are one of the most promising applications of metal AM and many of the applications involve complicated structures where powder removal may not be straightforward. Manufacturers will be increasingly under the microscope as to the procedures they use to manufacture these products.
In December 2017, the FDA published guidance entitled ‘Technical Considerations for Additive Manufactured Medical Devices’ [1] which provides the agency’s thinking on the subject. Though not yet binding, it signals the direction that regulation is going to take. On the subject of post-processing, the relevant part of the guidance states, “Final device performance and material properties can be affected by post-processing steps of AM… These steps could include removing manufacturing residues from the device… All post-processing steps should be documented and include a discussion of the effects of post-processing on the materials used and the final device… Manufacturers must establish and maintain procedures for monitoring and control of process parameters for validated processes to ensure that the specified requirements continue to be met. The broad utility and ability to make multiple devices at once through AM means that some post-processing may be documented for a design, a device, or a build.”

Similarly, NASA says that part process control for AM processes should govern “all operations needed to produce a given part to a defined part process,” and this specifically includes powder removal. The technical standards issued by the Marshall Space Flight Center (MSFC-STD-3716), published in October 2017 [2], state, “The production engineering records shall provide specific procedures for removing powder for any part with geometry precluding line-of-sight confirmation of powder removal, including methods to confirm powder removal prior to further part processing.” The rationale here is that powder remaining in the part presents hazards to proper part and system operations.
The standard goes on to state that removing residual powder following the Hot Isostatic Pressing (HIP) process may not be feasible and that, therefore, it is important that all passages are verified clear of powder prior to this step. Proper cleanliness of HIP-treated parts may be impossible to achieve later on for debris-sensitive hardware, the standard concludes.
The message is clear. AM is being encouraged, and may soon be required, to become more procedure-driven throughout the process chain. One thing is for sure: stay tuned for more regulation of AM process and post-processes.
Is there an ideal solution?
Combining all of these factors, the industry’s wish list could be rendered down into one composite statement that would look something like this: “A cost-effective, automated and programmable system, lowering the risk of explosion, with minimal worker exposure to dust, offering maximal powder recovery through minimal manual effort.”
Like other industries before it, the metal AM community will have to come up with smart and economically sensible solutions to meet the needs of the industry as it moves into the industrial stage.
Given the long list of issues that concern metal AM operators, what solutions are out there? The industry is able to learn from powder management solutions employed in other industries. However, the special characteristics of AM present some unique problems, mostly in connection with the geometry of the parts. The good news is that the industry is starting to turn its attention to alleviating the pains of metal AM production.
Integrated Systems
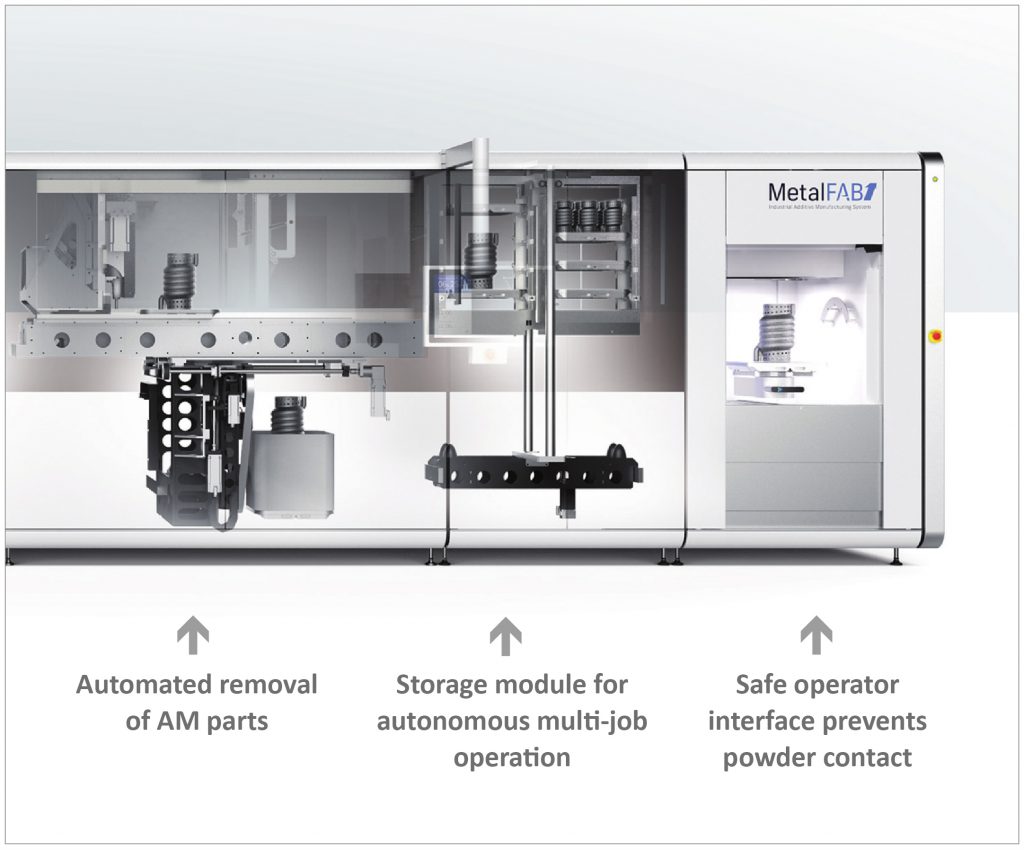
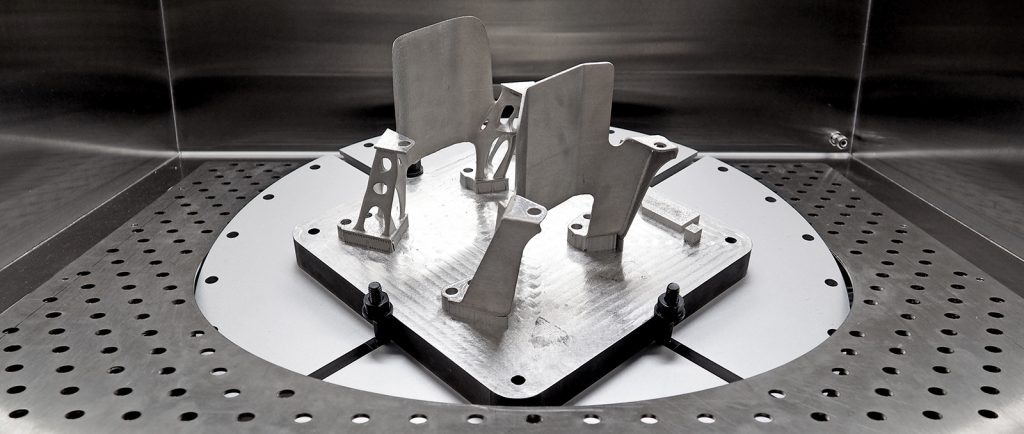
Some system manufacturers are beginning to offer integrated solutions to build and powder management. At formnext in November 2017, Dutch company Additive Industries announced a part removal module for its MetalFAB1 system (Fig. 2). The company was founded with the vision of automating metal PBF by including as many functions within one machine as possible. After completion of the build, the plate is advanced into the part removal module and rotated to an upside-down position which allows the excess powder to fall off by gravity from supports and channels. A bandsaw is used to cut the parts off the build plate, and these fall into a padded container for removal and further processing. The build plate is rotated back into an upright position and a milling cutter prepares the plate for the next build. An ATEX grade vacuum cleaner removes excess powder. The system does not vibrate the parts or rotate the build plate into multiple positions to maximise the recovery of trapped powder.
Also at formnext, UK company Renishaw displayed a concept that does something similar to the Additive Industries module. It too flips the build plate on its head in order to remove powder and parts. While this idea is not yet a product, and there is no indication yet as to when Renishaw might commercialise it, it does show that the issue of process automation, and in particular powder removal, is on the company’s radar. Presumably they are listening to what customers are telling them.
The DMP 8500 Factory Solution outlined by 3D Systems also conceptualises an idea for powder removal as a module within a future AM manufacturing facility.
It is not completely clear if the integrated approach, comprising one removal device for each manufacturing system, is the efficient way to go. Time will tell.
Standalone systems

Another approach is to build stand-alone systems which focus on powder removal as a dedicated speciality. An important advantage of stand-alone solutions is that one piece of equipment can serve a number of manufacturing units.

Solukon Maschinenbau has developed a range of powder removal solutions in a number of sizes and configurations. The top of the line is the SFM-AT800, a machine that can accommodate a build plate containing parts to a volume of 800 x 400 x 550 mm (Figs. 3 and 4). It features an automated and programmable full 2-axis rotation device and an automatically-opened roof for crane access for loading of a large part, or several parts, on build plates weighing up to 300 kg. The SFM-AT300 handles build plates of up to 60 kg (Fig. 5). More automation features like robot access are expected later this year.

The company believes that mechanical vibration with variable frequency, together with two-axis rotation, offers the best possibility of getting stubborn powder residues out of complicated internal passages. All machines come with the option of inert gas infusion, meeting European explosive standards for reactive materials. The powder can be removed into special inert containers or to external sieving systems. Users of non-reactive metals can opt for simpler versions of the machine without inert gas infusion capabilities, but with an effective HEPA dedusting system. The company has shown, with the help of clients’ statistics, that the use of industrialised depowdering can result in labour cost reductions of up to 90% for complicated geometries. Solukon’s solutions are intended for integration in the future into automated production lines.

Inert Technologies is a supplier of gas management solutions, and recently decided to adapt this knowledge to AM. Its PowderShield is a cabin dedicated to metal powder removal (Figs. 6 and 7). The depowdering procedure is conducted within an argon atmosphere controlled by Inert’s argon gas management system. Features include a 533 mm diameter rotating tilt table, argon blow off gun, ultrasonic vibration, unidirectional flow, perforated floor for powder collection and other customisations. The tilt direction can be set to a maximum of 45° and the rotation on the base plate is manual. The table can support builds of up to 50 kg. It is easily integrated with automated sieves, powder hoppers, and other third party equipment to create unique, closed loop post processing systems.
Conclusion
The good news is that the industry is turning its attention to finding operational solutions and it is only the start. We can expect increasing attention to the problems of powder removal, and post-processing in general, with which Additive Manufacturers must deal. We can also expect the solutions being offered to improve and expand, becoming more automated. Expect robots to be deployed too. More efficient post-processing will help spur growth of metal AM and that in turn will incentivise the development of even more efficient post-processing solutions. That is a positive upward spiral of growth that the whole industry can enjoy.
Author
Joseph Kowen is an industry analyst and consultant who has been involved in rapid prototyping and Additive Manufacturing since 1999.
Joseph Kowen
Oryx Business Development
Tel: +972 54 531 1547
Email: [email protected]
References
[1] Technical Considerations for Additive Manufactured Medical Devices. Download link: www.fda.gov/downloads/MedicalDevices/DeviceRegulationandGuidance/GuidanceDocuments/UCM499809.pdf
[2] Standard For Additively Manufactured Spaceflight Hardware By Laser Powder Bed Fusion in Metals: Download from: https://standards.nasa.gov/standard/msfc/msfc-std-3716
LAST MONTH’S MOST-READ ARTICLES












