


Powder removal: The Achilles heel of powder bed-based metal Additive Manufacturing
The broader industrial-scale use of powder bed-based metal Additive Manufacturing is resulting not only in improvements in process performance and material properties, but also in a growing scrutiny of the process by regulators, risk managers and legal departments. One key area of their focus is powder removal, the step in the production chain where there is perhaps the greatest risk to worker and plant safety as a result of dust exposure. Joseph Kowen reviews the current status of this topic and reports on how leading producers are addressing what is often described as the Achilles heel of metal AM. [First published in Metal AM Vol. 5 No. 2, Summer 2019 | 20 minute read | View on Issuu | Download PDF]

AM is becoming increasingly industrial in nature. Much has been written about various aspects of this trend, and it is reasonable to assume that the process of industrialisation is now well underway. This is particularly true in metal AM, as regular readers of this magazine will know.
Now, as Additive Manufacturing emerges as a serious manufacturing method, regulators, risk managers and legal departments have begun to take note; what was sufficient for parts manufactured infrequently or in small quantities is not sufficient for manufacturing parts in the higher quantities that industrialisation demands, and new questions are being asked of the technology that were never addressed before.
Attendees at the Additive Manufacturing Users Group (AMUG) Conference in Chicago in March 2019 will have noted that a number of presentations at the event were concerned with issues peripheral to the AM process itself. For example, speakers took a deeper dive than previously into subjects such as safety and the fire and explosion hazards associated with common materials used in AM.
While safety and health issues apply generally throughout the Additive Manufacturing segment, metal AM is attracting the closest attention. One reason is that improvements in process performance and material properties have resulted in a broader use and application of the technology.

Another reason is growth: metal Additive Manufacturing is growing faster than non-metal. The Wohlers Report 2019 states that, while unit sales of all industrial systems increased by 17.8% in 2018, metal systems unit sales grew by 29.9% during the same period. Finally, metal AM is inherently more complicated, challenging and potentially dangerous than polymer AM, so health and safety issues are less easily deferred or ignored.
The predominant metal AM technology in the market today is Powder Bed Fusion (PBF). Since PBF systems work on the basis of the fusion of fine metal powder, one of the key issues in the industrialisation of this process is the removal of powder from AM parts after they come out of the machine.
Depowdering might be referred to as ‘the Achilles heel’ of metal powder bed-based Additive Manufacturing, and occurs at the moment of birth of a part. In our article in the Spring 2018 issue of Metal AM, we looked at some of the pain points faced by users of PBF systems, listing the issues of explosion risk, occupational health, labour costs, powder recovery, cleaning quality and process repeatability. To these we can add the growing need to avoid mixing of powders of different kinds, which is a particular concern in segments such as aerospace.
A backdrop to these operational issues is a growing trend towards regulation and standardisation, which pushes manufacturers to think more carefully about their manufacturing processes, both at the level of requirements for the part itself (such as cleanliness and process repeatability) and at the level of the facility in general (contamination, occupational health and explosion risk).
What should a good metal powder removal system contain?
While some machine manufacturers implement some level of powder removal and management inside their systems, or in peripheral equipment offered by them, these solutions do not address all of the problems associated with powder removal. Put more simply, current approaches by systems manufacturers to vacuuming and processing excess powder from the build plate inside the machine or external to the machine are insufficient to remove enough powder either for reasons of safety, or for achieving the desired level of cleanliness. None rise to the level of a full-blown powder removal system. To appreciate this, one needs to understand the key functions of a good powder removal system:
- Vibration of the build plate to dislodge stubborn powder Variable frequency and intensity to match the part’s size and geometry and for the avoidance of damage to delicate or thin-walled parts
- Rotation of the build plate The higher the degrees of freedom of rotation, the greater the possibility of reaching and cleaning hard-to-remove powder inside support structures or internal channels
- Inert gas capability Needed to process reactive metal powders, such as titanium and aluminium, to avoid explosion risk
- Programmability and automation Offers repeatable cleaning cycles and reduced manual effort
- Compressed air or gas to assist in the cleaning process But only within an airtight environment, to avoid blowing particulate matter into the atmosphere.
- Access for large parts (if relevant) Easy crane loading from the top of the system, or back entry for robot-loading system integration
Currently, there are two main suppliers of dedicated, standalone depowdering systems on the market. Solukon Maschinenbau GmbH of Stadtbergen, Germany, has developed the SFM range of powder removal solutions in a number of sizes and configurations. Inert Technologies of Amesbury, Massachusetts, USA, is a supplier of gas management solutions in a number of industrial applications and has recently entered the Additive Manufacturing market with the PowderShield system dedicated to metal powder removal.

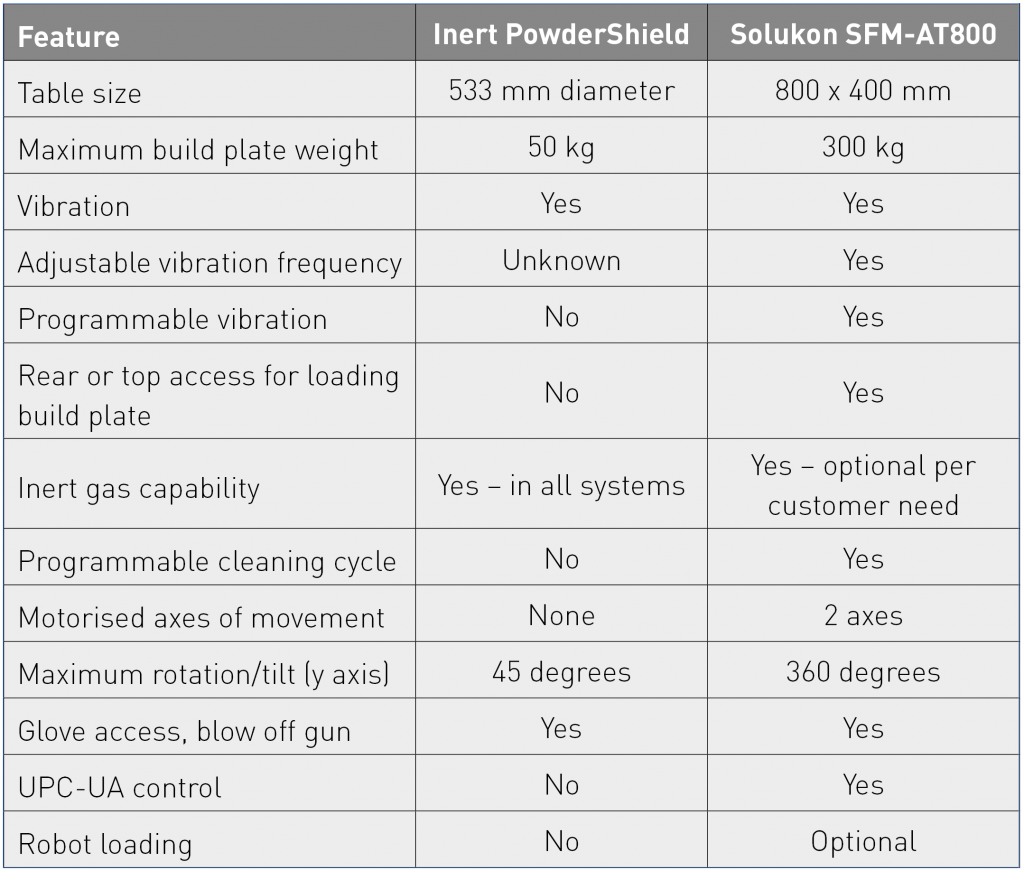
How do these systems stack up against the key functions of an ideal depowdering system? Table 1 compares basic features of the top-of-the-line systems from the two established suppliers.
In the final analysis, the choice of a powder removal strategy will depend upon the needs of a particular manufacturer. Removing powder from a 20 mm height build of dental parts is far different from that of a large heat exchanger with complicated internal channels. Not all systems will need inert gas capability, which will only be required if the system is running a reactive metal powder. So how are leading Additive Manufacturing practitioners dealing with the removal of powder?

Powder removal in practice: stories from the shop floor
With more than a year of further industry development behind us since our earlier article, we decided to take a look at how powder removal strategies are now being implemented on the shop floor. We have focused on companies that have sought and implemented industrial solutions for powder removal after having encountered either all or some of the pain points mentioned. While the information gleaned from conversations with these companies is anecdotal, it serves to shed some light on how companies on the front lines are dealing with powder management and removal.
Voestalpine Additive Manufacturing
Voestalpine Additive Manufacturing, based in Düsseldorf, Germany, is a unit of the Austrian Voestalpine metals and capital equipment group and, among other things, a manufacturer of metal powder. It operates a number of different metal AM machines, and provides Additive Manufacturing and design services to units within the group and externally. The company has a range of expertise in using the unique features of AM to manufacture parts that cannot be made using traditional manufacturing techniques, such as tooling with conformal cooling channels, as well as in the redesign of legacy parts for mechanical systems to create more reliable or better performing designs by AM.

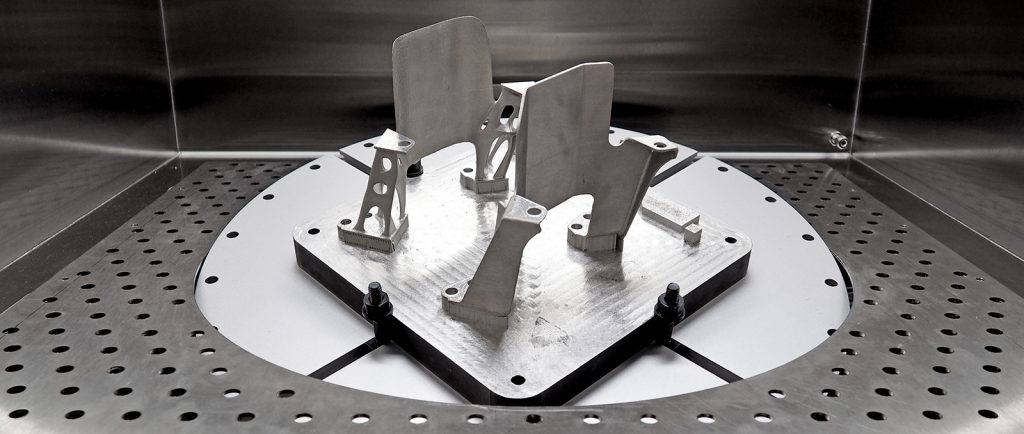
Until Voestalpine acquired a Solukon SFM-AT800 depowdering unit (Fig. 4), powder was removed using a glovebox with a one-axis rotating turntable, where an operator armed with compressed air toiled at length to accomplish the task by hand (Fig. 5). The challenge that the company faced using this method was that of getting powder out of complicated internal channels in Additive Manufacturing parts; since intelligent design for AM is one of the specialty services that the company provides, it required a more sophisticated way to remove powder from these intelligently designed parts. Currently, production runs for each part are not large.

The company has clear and developed policies for occupational health and safety. It is well aware of the challenges of managing powder and protecting employees from exposure to it. The initial interest in upgrading its powder removal strategy was driven by the need to remove powder from internal channels. Safety issues are seen as important, but take second place in its considerations. While it acknowledges the benefits of automation and reduced manual labour costs, it has yet to quantify the savings. This is partly due to the fact that it is, as yet, not producing parts in large enough production runs.
GE Additive
GE Additive operates a Customer Experience Center in Garching, near Munich, Germany. The principal purpose of this centre is to serve as a showroom for GE Additive Powder Bed Fusion products developed by the Concept Laser and Arcam units acquired by GE in 2016. The centre is not an operating entity in the normal sense.

However, it serves a broader purpose of educating about the latest developments in the industry, albeit through the prism of its own products. It also offers consulting services and sees a wide variety of parts. The centre also aims to address issues peripheral to the manufacturing systems themselves, and powder removal is therefore an important part of its activities in industrial applications.
As with the majority of AM machine producers, the Concept Laser product line does not address powder removal in a meaningful way. Operators of these systems remove the bulk of the excess powder by vacuuming it from inside the build space after the build is completed and cooled. As such, deep cleaning of a part still has to be addressed in a peripheral process after the build is removed from the machine.
A factor that carries a lot of weight at GE Additive is for operators to have access to the parts, which is frequently difficult due to their increasing size. A large build plate is often cumbersome and, if it needs to be repositioned to free powder from enclosed channels, this can be a difficult and time-consuming manual operation.
So, the ergonomics of the depowdering system are an important factor. Accessibility also saves time, which the GE team noted was an important factor. Reproducibility of the process is also significant. Capturing excess powder for recycling is a factor, but the company has not quantified the benefits of this.
GE Additive acknowledges that the risk of leaving powder inside internal cavities is high if powder removal is not approached in an organised and industrial way, and has installed a Solukon SFM-AT800 unit to address these issues. Overall, the automated solution brings so many advantages that the company stated that it “cannot be compared” to the manual process that was employed previously.
Israel Aerospace Industries
The MBT division of Israel Aerospace Industries, located in Lod, Israel, is a manufacturer of aeronautical and space systems. The company established an Additive Manufacturing centre in 2016, at which it currently operates a single metal AM system producing parts in aluminium and is in the process of acquiring a second. Due to the nature of the aerospace business, the AM centre specialises in building parts designed for lightweight aerospace applications. Quantities are currently low, but are expected to increase as capacity is built up and design for AM takes hold among engineers.
The company has a highly developed protocol for occupational safety and health, with employees wearing protective coats at all times and masks when moving build plates out of the machine. The overriding factor in seeking a depowdering solution was minimising powder contact for employees, especially the downstream workers who receive the part for post-processing after powder is removed. Since other departments are ill-equipped to deal with powder issues and lack personal protection equipment, it was important for the company to make sure that a part leaving the AM centre would be as clean as possible.

A second objective for investing in intelligent powder removal equipment was an order for a complicated AM part with a very deep internal cooling channel. The expected demand for this part is “in the 100s”, so it made sense for the company to identify a solution to removing the powder that was more organised and repeatable. The initial design for the part included powder extraction points. After the powder was removed, the holes were plugged in a separate manufacturing operation.
The company installed a Solukon SFM-AT800 depowdering unit to manage powder removal optimally, but also with the aim of enabling powder removal from the cooling channel without the need to plug holes. The company expects to build many more parts that will take full advantage of the complicated geometry that AM-designed parts can contain.
It has a high awareness of design for AM issues, and is inculcating among its engineering staff how best to design parts that maximise the geometric possibilities offered by the technology, while at the same time understanding issues such as support minimisation and powder removal.
With an automated powder removal tool at their disposal, they expect to make the most of the possibilities that metal AM has to offer. As the system has been installed only recently, the company is still experimenting with the best parameters for the cleaning cycle. What is clear, though, is that an optimised cleaning cycle for a particular design, or for parts in general, is easily repeatable.
MBFZ toolcraft
MBFZ toolcraft runs one of the more sophisticated AM operations in Germany. The company is a manufacturer of parts for a range of customers across a number of industries and is located in Georgensgmünd, Bavaria. Toolcraft operates ten metal AM systems from three different suppliers, offering four different metal powders.
The predominant brand on its floor is Trumpf, with whom it has been in close collaboration as a beta tester of new Trumpf systems. It has also invested in the Trumpf powder removal station, which it uses to remove the bulk of unfused powder from the cylindrical building box.
Like most leading metal AM system operators, Toolcraft complies meticulously with standard powder management practices. Its facility is spotless and preliminary unpacking takes place in a separate space insulated from the area in which the AM machines are operated. The complete absence of dust from the factory environment is remarkable given the volume of powder that is processed by its AM equipment; employees are also equipped with the highest level of personal protection equipment (PPE).
Driving Toolcraft’s interest in dedicated depowdering technology was the realisation that it was impossible to remove all the powder from Additive Manufacturing parts. Since the Toolcraft team already understood that powder was a risk, it sought a solution that would improve its powder removal results without sacrificing safety. If powder remains unremoved in a part, it may come out at a later stage, such as when the part is cut off the build plate, leading to risks in downstream operations. If powder is left inside parts, it will complicate later operations such as heat treatment, or reduce the quality of the part.
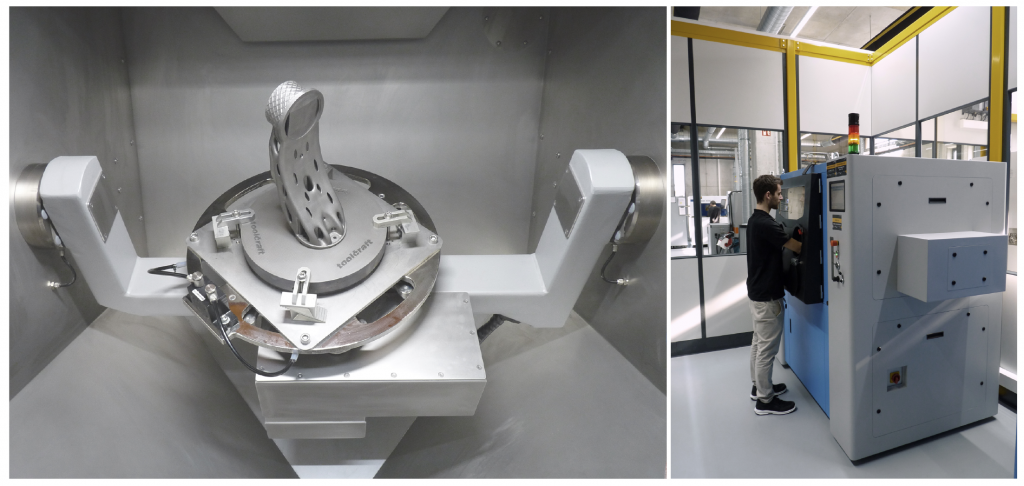
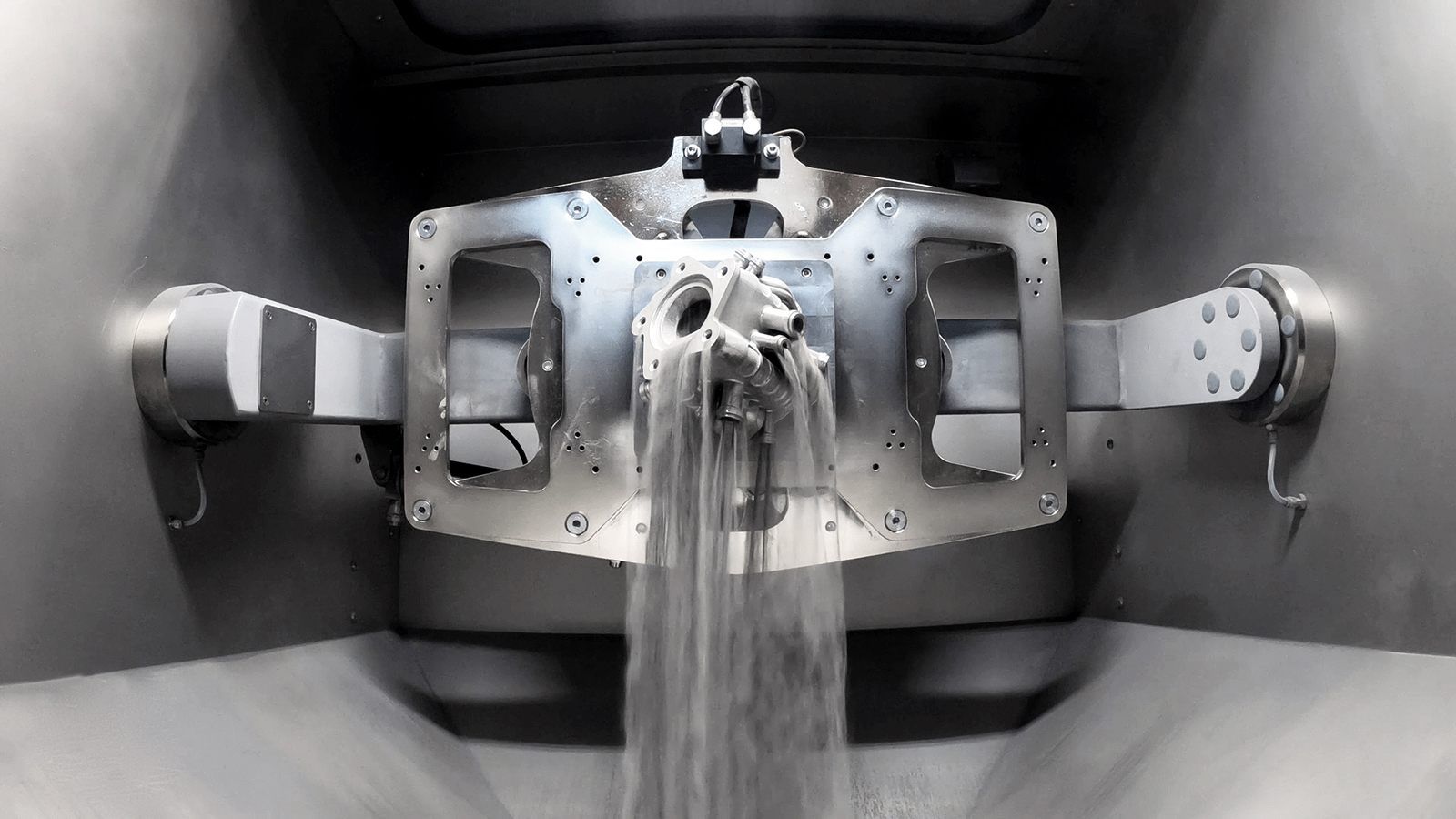
Toolcraft acquired a Solukon SFM-AT300 at the beginning of 2018. At end of 2018, the company became the first beta tester of Solukon’s advanced SFM-AT800-S system (Fig. 6). This system offers an advanced capability to rotate the build plate into any position in two axes through the use of two endless rotating servo motors. This makes it possible to move the part into any position and along a path that mimics the design of internal channels that contain powder that needs to be removed.
In collaboration with Solukon, Siemens is now developing software that detects internal channels in the part within the CAD file and calculates the necessary algorithm for rotating the part in the SFM-AT800-S to improve and speed up powder removal.
Overall, the Toolcraft team found that operating a depowdering system has given them much better cleaning results that could not have been achieved manually. Actual results are dependent on the part complexity and the amount of support structures. The average lot size for parts produced in the facility is ten, although some projects entail up to 1,000 parts per year. The company has not quantified the labour cost savings due to the variability of the parts produced, but it takes a holistic view of the operations and recognises that the new process is better. The team also pointed out the advantage of recovering powder that might otherwise be lost, although here also the company has not quantified the savings.
Materials Solutions
Materials Solutions is an engineering and manufacturing service provider specialising in Additive Manufacturing, based in Worcester, UK. Siemens acquired a majority stake in the company in 2016, and invested €30 million to expand its manufacturing operations, leading to the opening of a new facility in December 2018. The facility is expected to hold up to fifty metal AM systems at its full capacity (Fig. 7).

To meet the part cleaning needs of the facility, the company acquired four Solukon depowdering units. Before acquiring these systems, it employed home-grown solutions. For small build plates, bulk depowdering occurred inside the manufacturing unit. Vibration units were used, but with static positioning. Larger build plates were lifted and vibration was applied by using a motor or by hammering on the plate.
Since the acquisition of dedicated depowdering technology, the depowdering process has been simplified and made safer. As a large operator of systems, the company appreciates the ability to program and repeat cleaning cycles. While it has not scientifically measured the time savings, it estimates them to be on average around 50%. Since the process is automated, staff can be deployed to other tasks while the cleaning cycle runs automatically, resulting in further savings on labour costs.
Future developments
And what of the future? There are already pioneering projects that are taking powder removal to the next level of automation through the integration of downstream processes into a manufacturing cell.
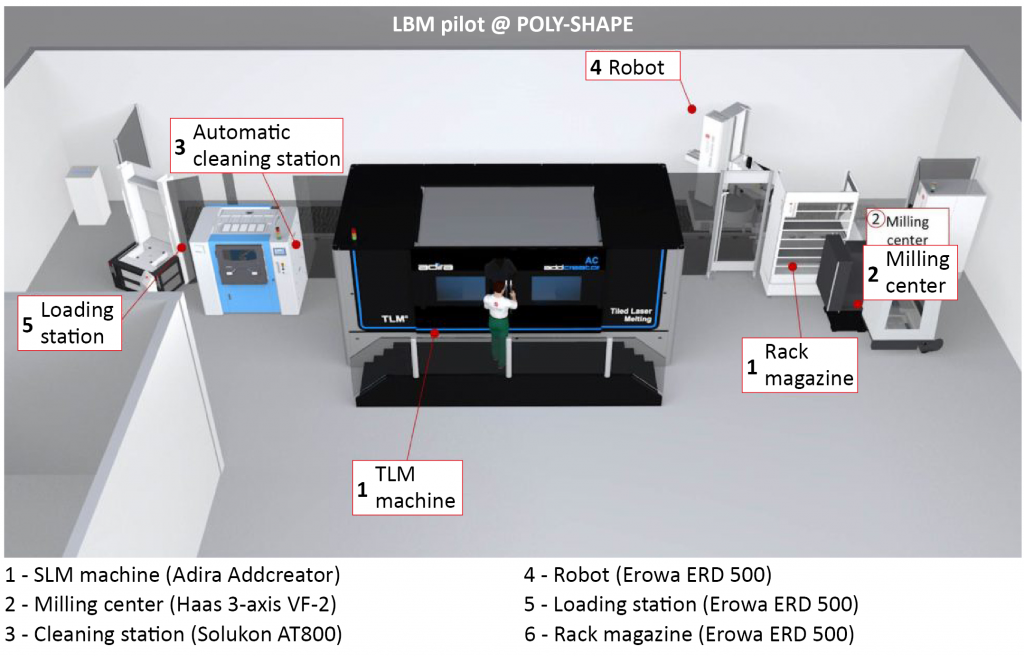
One such example is a project called HyProCell. Based in France, the project is supported by a consortium comprising thirteen entities in seven European countries. Among other things, the cell contains a metal AM system, a depowdering system and a robot to transfer the build plate from the machine to the depowdering unit without the need for manual intervention. The depowdering component of this cell, a Solukon SFM-AT800, is equipped with UPC-UA-control, an automatic clamping system and a specially designed sliding backdoor for robot access. This pilot project offers a glimpse of an automated AM workflow, of which powder removal is an essential and challenging step.
Conclusions
Conversations and questionnaires on the subject of powder removal have delivered interesting information and insights into how some companies view powder removal. These conversations, however, are far from being a ‘study’ with statistical findings on operators’ attitudes to the issue. Depowdering solutions, of which there are a small number, are still relatively new. The approach of companies operating metal AM systems to date has been ad hoc and inconsistent, based on the experience and intuition of the specialists who run the machines.
While companies have in most cases adhered to powder management protocols out of concern for risks to health and safety, until recently they lacked the tools to approach the issue in a systematic and automated way, relying on manual cleaning skills acquired over years of practice. Reliance on human factors is not a sustainable strategy as metal Additive Manufacturing ramps up; experienced powder removal experts are not in endless supply.
As these companies acquire more experience in dealing with the challenges of powder removal, we can expect greater clarity as to quantifiable efficiencies that automated depowdering can deliver. The most significant factors that appear to trigger a decision to adopt smart depowdering technologies are safety, occupational health and the need to remove powder from hard-to-reach areas of the part.
Human exposure to metal powders is a relatively clandestine risk, the health effects of which may only become apparent years into the future.
On the other hand, fire and explosion are more tangible and immediate risks. Their occurrence is not a theoretical matter. On October 12, 2018, a dust fire broke out in a Seattle plant belonging to Nucor Steel Corporation. Firefighters who rushed to the scene reported that the cause of the fire was “titanium dust from a printer.” The Seattle Fire Department was reported as saying that the titanium dust was “a known ongoing issue.”
One can only hope that this is not a sign of things to come in the AM industry. The warning signs are there, even though some machine operators have yet to recognise them. As the industry matures, we can expect that better awareness of the risks of powder among AM users and providers will take root, as will improved procedures and equipment to mitigate the dangers.
Acknowledgements
Special thanks to Nigel Bunt of Intelligent AM for assistance in the preparation of this article.
Author
Joseph Kowen is an industry analyst and consultant who has been involved in rapid prototyping and Additive Manufacturing since 1999. He is a principal of Intelligent AM, a consultancy on additive manufacturing serving the business and financial communities.
Joseph Kowen
Intelligent AM
Tel: +972 54 531 1547
[email protected]
www.Intelligent-AM.com
LAST MONTH’S MOST-READ ARTICLES












