


Metal Binder Jetting and FFF: Considerations when planning a debinding and sintering facility for volume production
A new generation of Binder Jetting machines now promises to deliver high volumes of parts at previously unimaginable speeds. Metal AM’s Nick Williams interviews Stefan Joens and the team at Elnik Systems LLC, a leading provider of industrial debinding and sintering furnaces, about the reality of entering this field and the technologies and equipment that are needed for the often underestimated processes of debinding and sintering. [First published in Metal AM Vol. 5 No. 3, Autumn 2019 | 20 minute read | View on Issuu | Download PDF]

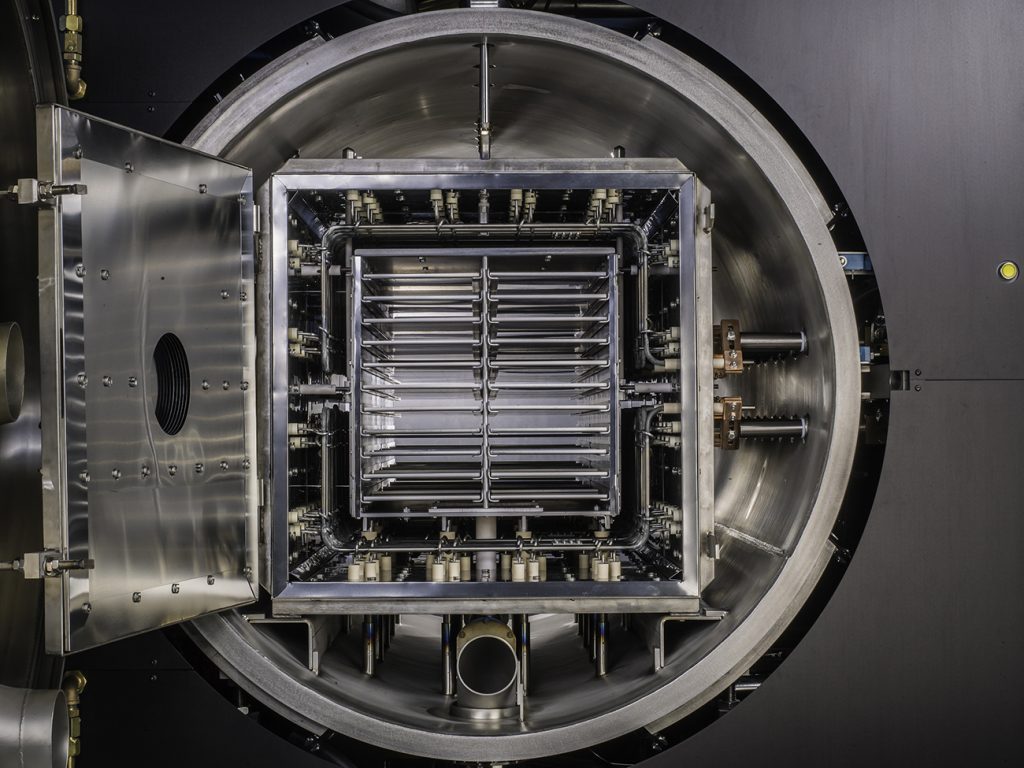
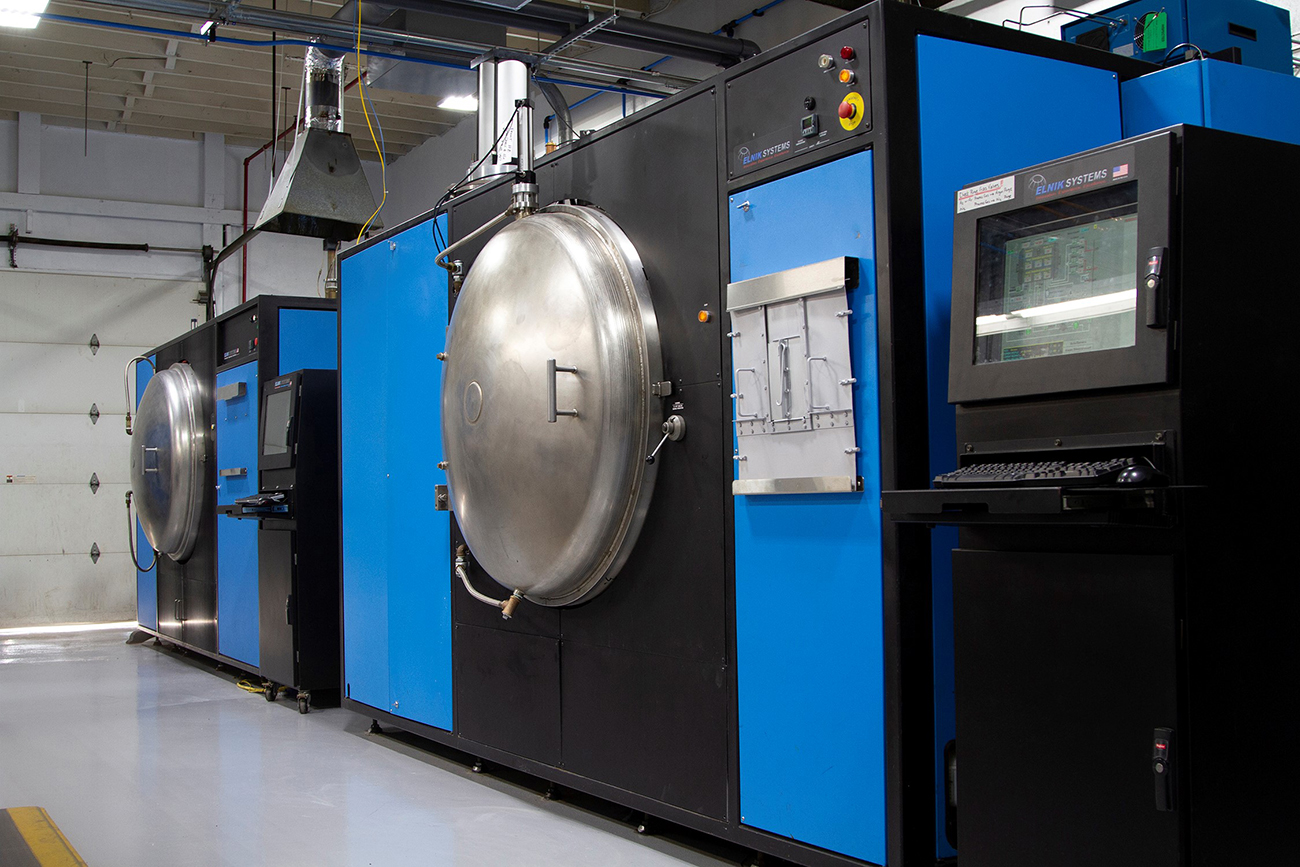
Batch debinding and sintering furnaces manufactured by Elnik Systems, based in Cedar Grove, New Jersey, USA, have over a period of nearly twenty-five years become a common sight in Metal Injection Moulding (MIM) facilities around the world. The company’s leading position in the MIM industry will, it hopes, also put it in a strong position to deliver the industrial scale debinding and sintering equipment that is needed to process parts produced using metal Binder Jetting (BJT) and Fused Filament Fabrication (FFF). These technologies are rapidly gaining traction as a ‘second wave’ in the development of metal AM for industrial applications.
Elnik’s involvement in MIM dates back to the early 1990s, when BASF launched its Catamold® feedstock system. It was shortly after this that the company commenced the development of a ‘one-step’ debind and sinter partial pressure furnace specifically to meet the needs of the growing MIM industry. The company’s MIM 3000 furnace, launched in 1994, provided a cost-effective alternative to the two-furnace technology commonly used at that time.

Elnik states that its system was the first all refractory metal furnace with partial pressure operation from 10 mbar to 800 mbar for hydrogen, nitrogen or argon, with laminar gas flow via an internal retort to remove the second stage binder. This shortened processing time from the thirty plus hours which was typical at the time, to around twenty hours.
Over the years there has been a process of continuous improvement in the company’s products, focusing in particular on laminar gas flow, temperature uniformity and accuracy through its proprietary Accu-Temp system, process control automation, hot zone and retort strength, and durability. An automatic cleaning process for the binder traps and the vacuum pump, which are the areas that see the heaviest flow of binder, have enhanced ease of use and enable the recording of all process parameters for quality and auditing requirements.
Today, more than 350 of the company’s MIM-grade furnaces are installed worldwide, with the majority in North America and Europe. They range from 1 ft3 (27 litres) up to 9 ft3 (234 litres) in useable volume, meaning they can accommodate a wide range of production capacity.
The company has recently gone through some significant changes. In March this year, Stefan Joens took over at the helm as President as part of a strategic transition, ten years after he returned to the business that his father, Claus Joens, founded in 1969. Claus, as Chairman of the Board, continues to be involved in the business. At the same time, MIM industry veteran Bruce Dionne joined Elnik as Vice President of Operations. Dionne formerly served as Vice President & General Manager of US MIM producer Megamet Solid Metals – later Ruger Precision Metals, LLC – where he served as Director of Operations.
DSH Technologies, a wholly-owned subsidiary of Elnik Systems that offers process development, consulting and toll debinding and sintering services, also saw management changes with the appointment of Bryan Sherman, another experienced MIM professional, as Project Manager and Chief Metallurgist.
There’s no ‘easy button’ when sintering AM parts
Outside of the Metal Injection Moulding industry there is currently limited awareness of the complex realities of debinding and sintering metal components. Stefan Joens told Metal AM magazine, “We see a wide range of knowledge levels through our work with AM-related customers at DSH Technologies. Companies that are developing AM machines are generally more versed, as they have built teams that include metallurgists and material science personnel, and have access to furnaces, but even here there are still gaps. We make a strong effort to help from ground level and discuss the process steps related to debinding and sintering.”

“Companies that want to adopt sinter-based metal AM technologies in-house and are completely new to the technology need to make sure they do their homework, or develop strong working relationships with leaders in this field. Debinding and sintering aren’t black magic, but one needs to be open minded to learn a new technology and not assume there is an ‘easy button’. This is where DSH Technologies has an impact, with its ability to provide support and education to customers looking to learn about the technology.”
Even the largest of industrial companies can be surprised when they discover that, in order to debind and sinter parts created on high-volume commercial binder jet AM machines that might retail for around $400,000, they may have to spend double that on a full-size sintering furnace that meets their needs.
Commenting on how potential customers respond to this, Joens stated, “Whilst polymer AM has become hugely popular and widespread thanks to its accessibility and ease of use, with sinter-based metal AM there is certainly a misunderstanding of total equipment needs and upfront costs. Debinding and sintering equipment is as vital to the process as the AM machine itself and needs to be included in the evaluations for capital equipment costs. While we produce a wide range of furnace sizes at varying costs to meet any production need, often at much less than double the cost of a printer, additional facility expenses such as process gas supply, air, power, water cooling systems, etc., often go unrealised in an analysis. The path to helping a customer understand the total equipment cost for Binder Jetting and FFF starts with education.”

Understanding furnace capacity requirements
Key to efficient metal binder jet and FFF production is understanding production volumes, given the need to fill an expensive furnace. Commenting on how many ‘production-scale’ binder jet AM machines might be required in order to fully utilise an industrial MIM/AM furnace, Joens stated, “To understand the size of furnace that you require, a number of factors need to be considered – the build box size of the AM machine, the size of the parts you are making, and the number of parts that you are looking to produce. One cannot just look at the build box volume and assume a furnace needs the exact same process volume. The type of parts one plans to fabricate, the intended positioning of these parts on process trays and the total part size and mass all have an impact on furnace volume requirements. Ideally, to optimise equipment utilisation, the furnace should be planned to operate once per day. From here, one can calculate the output of an AM system and match it to the stacked volume in the furnace. In some cases, depending upon the parameters, it may take more than one AM system to achieve this optimisation.”
One often unspoken factor that increases turnaround time from the AM machine to the furnace is the post-processing stage after a build has completed. Depowdering and then staging the green parts on sinter trays are all aspects of the process that are not yet particularly efficient. The time needed to complete these steps needs to be analysed when understanding throughput of an AM system into a furnace.
The furnace supply chain:
A bottleneck ahead?
Metal AM technology development and adoption is happening at remarkable speed. Currently, this is especially true of sinter-based AM technologies. The promise of the imminent availability of new high-volume binder jet systems from HP and Desktop Metal is driving technology awareness and lifting the fortunes of longer established suppliers, such as ExOne and Digital Metal, who are themselves making strides towards the full ‘industrialisation’ of their binder jet technologies.
Given the formidable combined sales and marketing capacity of the above companies, one can anticipate that a significant number of binder jet AM machine sales will soon happen, in a relatively short space of time. Can the MIM furnace supply chain keep up? After all, this is an industry made up in large part of small- to medium-sized businesses who are more used to dealing with a predictable pattern of orders, booked with ‘reasonable’ lead times. So, could you buy a large, industrial-grade vacuum debind and sintering furnace or two ‘off the shelf’ for delivery next month? Probably not.

Joens stated, “There is a lot of speculation as to what the market will demand in terms of production capacity, in particular from the metal binder jet industry. There is still volatility and manoeuvring among the leading players and it is hard to tell how things will evolve. Since the successful growth of the binder jet industry is dependent on both the availability of Binder Jetting machines and debinding/sintering equipment, it will take communication and collaboration to successfully meet upcoming market demands.”
“With collaborative strategies and a lean manufacturing approach to standardised equipment packages, there is no reason that the demands of the industry cannot be met in a timely fashion. Without this collaborative approach, and without visibility of volume potential, customers will be left to source AM systems and furnaces independently, ultimately leading to longer lead times and potential bottlenecks in production. This same philosophy needs to be applied in relation to ancillary equipment manufacturers such as gas generators, water cooling systems, powder suppliers, etc.”

Commenting on whether the anticipated rise in sinter-based AM will lead to a reduction in the cost of such sintering furnaces, Joens stated, “A higher demand for equipment has the potential to drive equipment pricing down due to efficiencies in the build process, but this in itself is not the path to price reduction. For true efficiency gains, there needs to be standardisation and collaboration with AM equipment manufacturers on delivery schedules and expectations. Efficiencies can be gained in times of high demand and we are working toward being able to offer these efficiencies and gains to our customers via many ways, including lean manufacturing and leveraging volume purchases of products and fabricated parts.”
Planning a metal Binder Jetting production line
A prospective investor in a production line for high-volume metal Binder Jetting needs to fully understand the facility infrastructure required when installing an industrial vacuum debinding and sintering furnace. In many ways such a facility is the mirror of a MIM operation, except that the moulding machines are replaced by the Binder Jetting machines. Of course, you don’t need the tool shop, but instead you do need post-processing facilities. As a guide, in order to start up a MIM manufacturing facility, the rule of thumb is a bare minimum of $2 million investment capital for all the required equipment, plus at least a year’s worth of working capital of another $1 to $1.5 million.
Joens suggests that any start-up company needs to consider the following facility shopping list, in addition to a furnace, when thinking of venturing down the path of beginning to make metal binder jet parts:
- AM machine/curing oven/depowdering equipment
- Powder storage and management
- Primary debinding system (where applicable)
- Secondary stage debinding/sintering furnace
- Water cooling system
- Gas generators, or bottle supply
- Extraction system
- H2 sensors (where applicable)
- Facility cooling and heating
- Power supply (200–800 amp service depending on equipment size)
- Mobile staging carts/worktables
- Quality control equipment
- Secondary processing equipment (where applicable)
- Relationships with heat treatment service providers
Furnace uptime
An industrial debinding and sintering furnace is subject to extreme and demanding daily production cycles, whilst at the same time needing to offer a high level of availability to avoid production delays. Commenting on the reality of furnace uptime, Joens explained, “Furnace uptime depends on the quality of what is being produced and how the end user runs and maintains the furnace. When reliable components, good manufacturing practice and a strong team come together it typically results in long lasting equipment. Of the many hundreds of furnaces that we have made for the MIM market, 97% are still in service today. The majority are running with 85–90% uptime, if not better.”

Power consumption
Power consumption and cost, stated Joens, is related to equipment capability; a hydrogen all metal partial pressure furnace uses a lot more power than a graphite furnace running under nitrogen.

Process trays
Furnace process trays – the trays on which green parts are placed for loading into the furnace – have a varying lifetime depending on customer use. Extending the life of these items can be down to simple working practices – as an example, Elnik flips its trays after each process run to ensure they stay straight for a longer time. “Most customers get five to seven years of life out of molybdenum process trays, if not more, depending on the total load being processed repeatedly,” stated Joens.
Hot zones and retorts
How often hot zones and retorts need to be replaced is again down to total production volumes, a company’s maintenance regime, and sintering temperature. “The majority of our customers see five-to-seven years of life on these units. Some users find ways to need replacements after two years of processing. This is typically a result of not removing parts that have fallen onto the refractory metal, not performing burn out runs regularly, overloading furnace trays, consistently running loads that have a very high level of binder, and using parameters outside of the recommended limits. Conversely, some customers have had retorts and hot zones in their furnaces for more than ten years.”
Learning from the MIM industry
At the most basic level, metal Binder Jetting and FFF are simply MIM without the tooling. This means that anyone looking to get into this area of metal AM can relatively easily educate themselves on best practice, markets, materials and more from a very similar but far more mature industry.
A number of MIM companies are currently openly partnering with binder jet AM machine producers, bringing their crucial understanding of sintering to the table. Initially, it is logical that MIM companies will lead the adoption of metal Binder Jetting and FFF thanks to their existing debinding and sintering capacity. Joens commented, “As an AM equipment manufacturer, the MIM industry is a great place to start as the players know the debinding and sintering processes very well. They are proficient at equipment use and extremely knowledgeable about part staging, secondary operations, heat treatment and finishing processes. These technologies are also a great complement to the MIM industry as they expand the niche that the MIM industry already fills, but with the benefit of potentially thicker cross sections, larger parts and higher part complexity. Time will tell how these technologies will compete, but for now, they are great companions.”
Joens believes that there are a number of critical lessons any AM part maker can learn from the MIM industry:
- Effective plant layout to ensure maximum efficiency of workflow and use of personnel
- Understanding the proper production flow of how parts will move throughout the production floor to ensure maximum uptime
- Setting up ancillary equipment needs for future expansion
- Proper facilities and equipment for secondary operations
- Building strong vendor relationships both pre- and post-part fabrication.
- Part handling techniques and strategies throughout the facility
“In addition to PIM International, the industry magazine, there are also some well-known books available on MIM process-related topics. The science of binder removal and sintering has been developed for many years – there is no reason to try and reinvent the wheel”.
AM design freedom versus gravity
Metal Binder Jetting and FFF come with the promise of great design freedom but, as with MIM, gravity can get in the way when it comes to sintering. As such, the design restrictions imposed by the sintering stage of the process need to be fully understood. Joens explained, “Design freedom is for sure the most exciting aspect of metal AM. We are seeing designs, sizes and cross sections that MIM could only dream of. With that, however, comes some of the challenges. What is the ultimate cross-sectional thickness possible? What is the largest mass possible? What ultimately are the repeatable expectations for shrinkage in the X, Y and Z dimensions? Are mechanical properties going to be repeatable? The list really goes on and on. Green density plays a big part in the achievable density of any part, be it metal or ceramic. Keeping this density above 60% by volume will assist with good sintered densities. Gravity is an additional factor. Unlike MIM and conventional ‘press and sinter’ Powder Metallurgy, there is no compression step in the Binder Jetting or FFF processes. This makes for inherent challenges when designing a part if the effects of shrinkage and distortion are not well understood. While these are a few of the topics that many of the equipment manufacturers are working to resolve, we are far from really understanding sinter-based AM’s full potential and full limitations.”

Joens added, “There are ways to provide structural supports or setters for sintering, but these can be expensive in high volume production. Some companies also offer an anti-sinter layer, but there are other viable ways to achieve similar results. These are all issues that we have helped companies understand through discussions with our team.”
Consulting on process and application development
When it comes to the sintering of metal powder parts, a specific debinding and sintering cycle is required in order to reach the required densities and properties. This cycle is influenced by a number of factors that include part size, the alloy used, wall thickness, the volume of parts loaded into the furnace, and the position and spacing of these parts on the furnace trays, etc. Variations in this cycle will impact on both dimensional repeatability and mechanical performance.
Commenting on how DSH works with clients to develop an application or a debinding and sintering cycle, Bryan Sherman stated, “We start by assessing a company’s readiness and understanding of the technology. Our desire is not to just provide access to state-of-the-art equipment but to educate: we want to see our customers succeed! We then move to the science, evaluating the part the customer is looking to process and what materials they are using – both in terms of metal and binder. Thermogravimetric Analysis (TGA) and Differential Scanning Calorimetry (DSC) curves give detailed insight into what is happening during each stage of the process. This, combined with previous processing experience and real-world production techniques, leads to robust processes that our customers can employ for the lifetime of a part’s production. This, of course, also gives our customers more tools and experience to rely on in the future, making them better, more efficient parts producers.”
“It is important to know if an application requires maximum mechanical properties or if it is non-stressed, allowing a more strategic approach to processing in order to maximise the cost/benefits for the end customer…”
It is important to understand the significant differences between AM production methods. Laser Powder Bed Fusion, for example, involves melting rather than sintering the powder. “When working with customers versed in other AM processes and production methods, it is critical to review the science behind sintering. Such an approach lays a solid foundation from which to understand a part’s metallurgy and properties. This sets realistic expectations and leaves the customer better informed as to when and how to employ MIM and binder jet technology to get the most out of what the processes can provide.”
Sherman also stressed that it is important to know if an application requires maximum mechanical properties or if it is non-stressed, allowing a more strategic approach to processing in order to maximise the cost/benefits for the end customer. “Understanding the differences in process and methodology to get to the end part allows for customers and clients to more readily find profitable opportunities”.
Metal FFF for prototyping and low-volume part production
Back in 2013, when Bruce Dionne was running Megamet Solid Metals, I visited his operation in my capacity as editor of PIM International. One evening the conversation led to a discussion of the viability of extruding MIM feedstock to make AM parts. Whilst it was more of a ‘blue sky’ conversation than a serious proposition, the technology is now very much a reality with Desktop Metal’s Studio System and Markforged’s Metal X system, among others, and the arrival of BASF’s Ultrafuse filament.
Commenting on how MIM feedstock-based AM technologies have taken off, Dionne stated, “Nick, I really love that you remember that discussion! I always knew that the metal FFF technology would evolve and eventually become a reality. When I served as President of the Metal Injection Molding Association [MIMA] I challenged the industry to come up with ways to print MIM feedstocks. At the time my motivation was to reduce time to market by minimising the design cycle and using the printed parts for prototype assemblies, and also to figure out sintering cycles, furnace layouts and setter designs all in advance of the injection moulding tool being delivered. What has evolved is way more exciting and put the same ability in the hands of anyone with an FFF machine.”
Dionne stated that one of the drawbacks of current FFF technology is that, for the most part, we are seeing single-head builds, meaning only one stream of material is being extruded at a time. “In this case, it is a great process for one off or very low volumes of parts, prototypes and experimentation. However, even this technology is evolving as we are starting to see multi-station machines. Additionally, the technology allows for a truly 100% enclosed internal honeycomb structure, something that is impossible with Binder Jetting without trapping loose powder. As the technology evolves, we will continue to see new and exciting applications.”
Comparing compact ‘workshop’ furnaces with their industrial counterparts
Whilst office friendly FFF-based metal AM systems are growing in popularity, thanks in part to their cost and limited demand on infrastructure, there are, significant differences in the performance of an industrial vacuum furnace, which can work with various atmospheres and different levels of vacuum, compared to a compact office or workshop-based furnace. Dionne stated, “Office-based metal FFF systems are proving to be an attractive proposition for those making a first step into metal AM, or for those with limited volume demands. The purchaser wants something similar to the FFF plastic process that can be easily set up and operated in an office, light industrial area or even a garage at home. This can, however, be problematic from the sintering standpoint. The infrastructure needed to support a partial pressure atmosphere of hydrogen in a vacuum furnace – the accepted process for the sintering of MIM stainless steels – is simply unviable for office or at home use.”
“So, while some AM machine producers are offering an office-friendly sintering solution, it must be recognised that they are limited in their ability to provide results similar to or approaching industrial equipment. A part may look good, but there will inevitably be a world of difference when it comes to mechanical properties. For the production of fixtures, fittings and non-functioning samples, this may be fine, but for stressed end-use components, careful consideration is needed,” Dionne concluded.
Looking ahead
For manufacturers of specialist MIM-grade furnaces such as Elnik Systems, the growth of ‘MIM-like’ AM processes presents a range of exciting opportunities. Beyond the goal of selling furnaces to this new sector, by sharing their experience of debinding and sintering, and thereby avoiding the need to ‘reinvent the wheel’, they are in a strong position to positively impact the industrialisation of Binder Jetting and FFF processes.
For companies such as Elnik, which through its DSH operation can also offer toll debind and sintering services, further opportunities exist in supporting companies whose projects do not justify the investment in a furnace, or whose facilities do not have the necessary infrastructure. In 2018, Elnik opened a second toll debinding and sintering facility in Waldachtal, Germany, that expanded its capabilities in this area. A further expansion of these services is, states Stefan Joens, a distinct possibility.
Contact
Stefan Joens
Elnik Systems
107 Commerce Road
Cedar Grove
NJ 07009
USA
Tel: +1 973 239 6066
[email protected]
www.elnik.com
LAST MONTH’S MOST-READ ARTICLES












