


Opening the discussion: How the humble bottle opener demonstrates the importance of requirements in AM
Designs not driven by requirements increase the risk of an incomplete solution. This relatively simple statement gets to the heart of how designers need to be approaching AM, particularly when balancing the 'design freedoms' offered by the technology with the reality of viable and profitable production. Through an exploration of the ubiquitous AM bottle opener, John Barnes, Jennifer Coyne and Chelsea Cummings, The Barnes Global Advisors, and Jon Meyer, APWorks, explore how, by focusing on requirements, a data-driven approach ensures fully functional designs that deliver on multiple requirements for the lowest cost. [First published in Metal AM Vol. 8 No. 1, Spring 2022 | 15 minute read | View on Issuu | Download PDF]
Requirements get a bad rap at times. It is difficult to look forward to something that is required; if it were fun to do, why would it be required? Much like eating vegetables, though, requirements provide the sustenance for us to grow and a structure to be successful. Requirements can also often be quite broad and create an opportunity for entirely new solutions, much like Dyson’s approach to a vacuum cleaner, or prototypes of the stealth fighter – they challenged the status quo. Often, when there is a qualification activity looming in the distance, requirements take on a much more comprehensive, restrictive, and narrow focus.

Requirements often contain not only technical considerations, but commercial, environmental, and sometimes aesthetic. Often, only the purely technical requirements are discussed, because they appear more concrete and obvious. However, in Designing for Manufacturing (DFM), one or more of the categories of requirements routinely converge. This is partly because manufacturing processes inherently have limitations, so making the right choice impacts the business case and is necessary and hard. It is harder yet for Additive Manufacturing because AM is still new, so there is perceived risk, which typically drives the ‘cost of change’ conversation. However, it is necessary to consider the other factors and how they contribute to the overall case to adopt AM:
- Technical: Form, fit, and function
- Commercial: Pricing and quantity
- Aesthetic: Appearance and consistency with the brand of the company or the individual
- Environmental: Carbon footprint, waste generation, and end-of-life disposal
Clearly, there is a link from the requirements to DFM. DFM helps to ensure the requirements are met given the manufacturing process, which includes the cost targets by considering the entire process holistically. In AM, this includes before and after the build itself, which must be reflected in the design: this is what is called Designing for AM (DfAM).
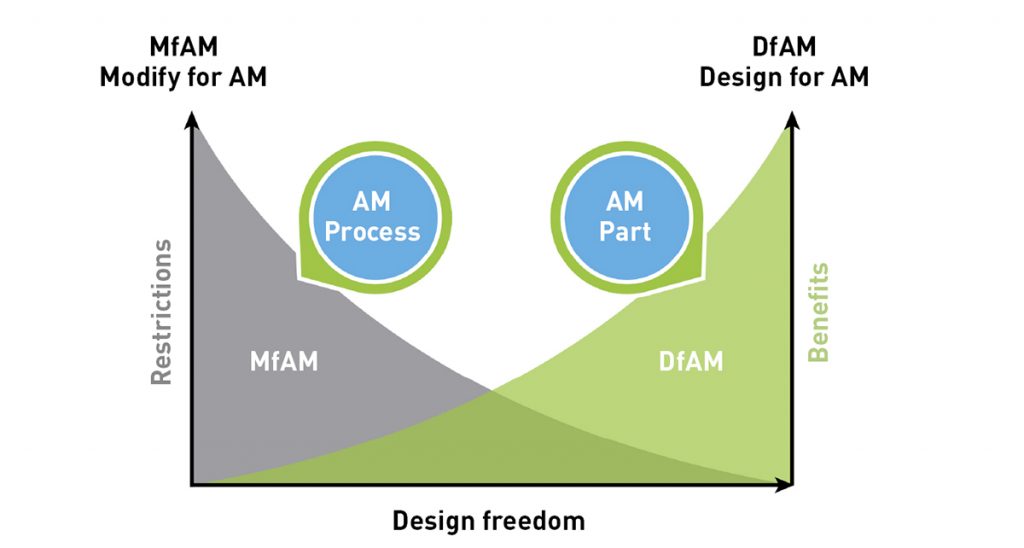
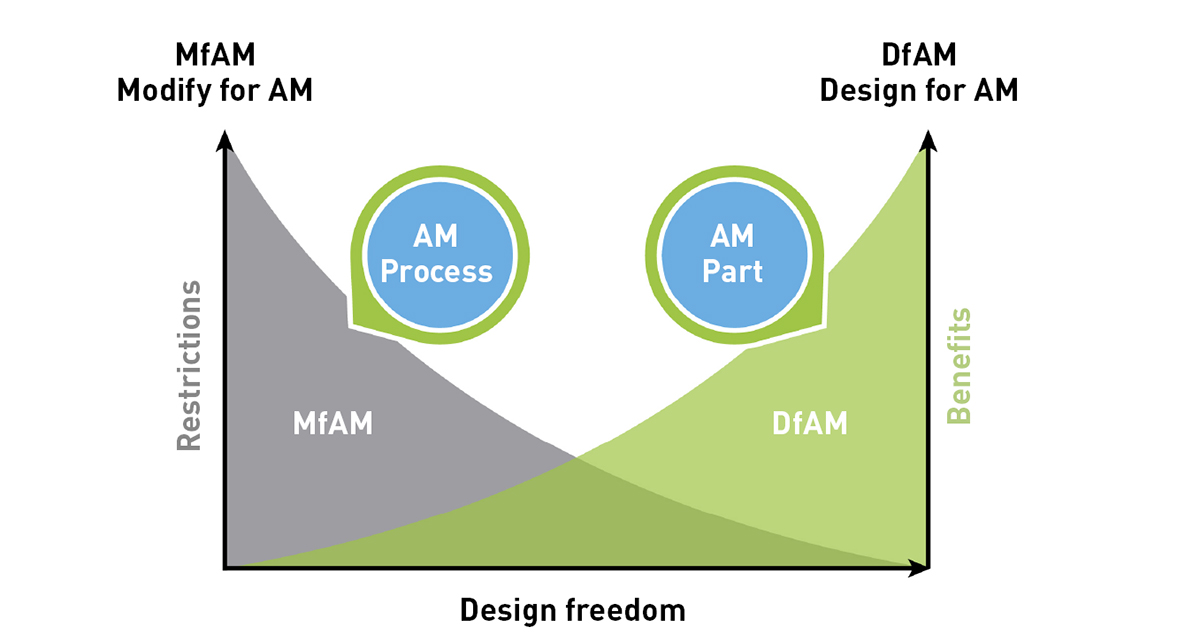
Within Designing for AM, it can be useful to further subdivide the design space into DfAM and Modify for AM (MfAM). DfAM is typically associated with benefits of where there is a lot of design freedom. We refer to this as opportunistic, because we extoll benefits provided by the design of an AM part. MfAM is more associated with the restrictions or lack of design freedom, so we refer to this as restrictive. MfAM tends to be more closely oriented with the AM process and its influence on the part.
Opportunistic
This reflects the limitless possibilities where the design can look like a plane that surely can’t fly, yet meets all of the many requirements, including flight safety. The solution allows the consolidation of parts or incorporation of multifunction – supports that serve as cooling channels or a bottle opener that can be converted to a screwdriver. With a new part or design, there is often less constraint coming than in modifying a current product.

Restrictive
This often deals with the realities of manufacturing, so it is heavily dependent on the AM process. The orientation of the part and the build layout forces the choice between shorter builds with fewer parts and longer builds with more parts. Other considerations include adding stock for a subsequent machining step and leaving datums for the machinist. MfAM is pervasive at all levels and is a companion to DfAM. An example is creating a replacement for a part created by a traditional manufacturing process like casting, where there is no option to change the design.
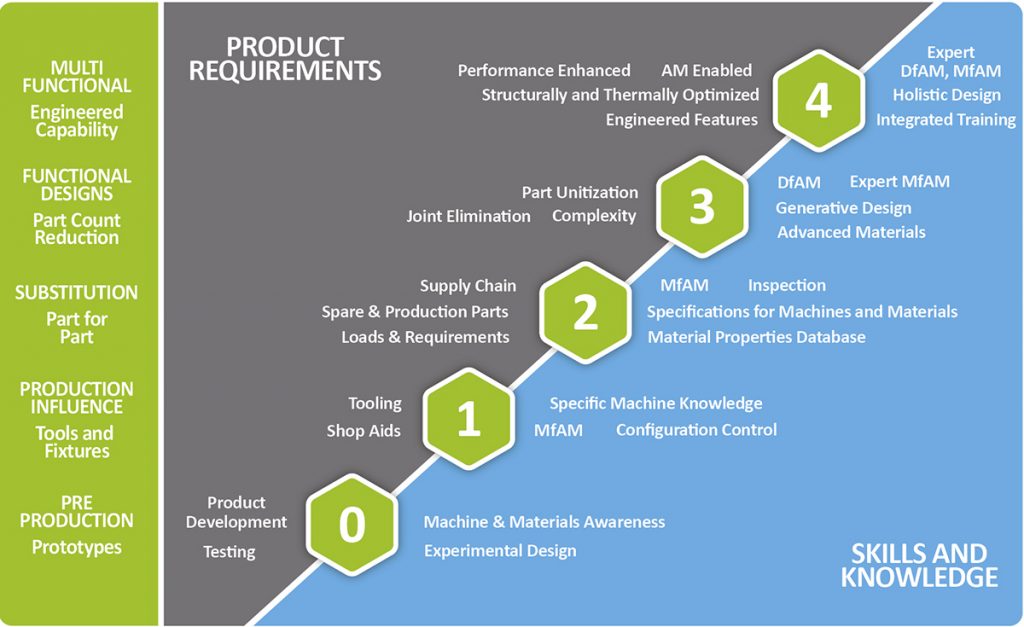
As Fig. 1 highlights, MfAM helps deal with the elements where our design flexibility is limited, whereas the freedom of DfAM enables further performance and opportunity. The product will have requirements, which must have a commensurate skill and knowledge capability. The TBGA AM Maturity Model (Fig. 2) uses levels to describe the product requirements, skill and knowledge required to meet them. Within that, Level 2 is typically where the design space is Restrictive and where MfAM dominates, because it is a part for part swap. Levels 3 and 4 represent the Opportunistic space, where design and performance are optimised. Here, DfAM tends to dominate, but MfAM exists.
There is a quote attributed to Albert Einstein that says, “If I had an hour to solve a problem, I’d spend fifty-five minutes understanding the problem and five minutes on the solution.” This article explores this concept relative to AM product design and manufacturing through the eyes of requirements. In essence, the first place to start is to study the problem. The ubiquitous additively manufactured bottle opener will be used to explore the concept. Everyone has them; everyone with a metal AM machine has made them. But are any of them really great examples of DFM or Designing for AM? Are they up to the job of opening thousands of bottles of beer at Oktoberfest and surviving Spring Break? This article explores these serious questions and brings the challenge back to basics. Given the assignment of designing an AM bottle opener, what would be the product brief? Most importantly, what would it look like if an engineering design process were followed?

The process
In the book and movie Moneyball, Billy Beane was quoted as saying, “This is a process. It’s a process. It’s a process.” It’s true. Beane’s data-driven approach to baseball is similar in manufacturing. It’s a process. Or a series of processes. The process here was:
- What problem is being solved?
- How has it been done before?
- What are the requirements?
- What does success look like?
What problem is being solved?
And who cares? The goal of this discussion is to move the AM ball forward. The industrialisation of AM will be hard, it will be a grind. It will be these things because making parts is hard, methodical, consistent work. The design process must consider all requirements and attempt to achieve balance or at least harmony.
A bottle opener essentially acts as a force multiplier. It needs to magnify the force exerted by a person and focus it on the edge of the bottle cap. There are many ways to magnify a force using mechanics, but all involve exerting a small force at distance. Whether pivoting around a fulcrum with an uneven distance on each side, using a screw thread, turning gears with different numbers of teeth, or using pulley blocks, the basic mechanics principle applies. Energy must be conserved (Work = Force x Distance Moved), but you can play with the ratio of the forces and the distances moved.

The typical bottle cap requires a force of about 100 N exerted vertically under the edge in order to dislodge the cap from the bottle. The recommended maximum force for one hand is 45 N, which means the bottle opener will require leverage of at least 2.25:1. This is a good example of opposing requirement; if we optimise for leverage and make it longer, it will cost more. Any increase in the length of the lever results in an increase in the part volume, an increase in the build height, and therefore increased build time and cost. You must meet all requirements, not just one, but there is very rarely a situation where one requirement can be maximised without compromising another.
The next problem, and possibly the highest-ranked requirement, is that the bottle opener should represent the brand and potentially the brands of others, which means design freedom (opportunity) is important. The device should also be useful over the long term, so it does not end its life in a landfill.
How has it been done before?

Surveying the industry (thank you to all who weighed in on LinkedIn!) and the kitchen, the examples in Fig. 3 exhibited some common qualities of the average AM bottle opener:
- Produced out of metal
- Usually surface finished
- Optimised for maximum build quantities
- Designed to fit on a keychain
- Displays a logo
- Cost-efficient
Fundamentally, the designs in this space fell into two categories: lever-focused or artistic. Of the several bottle openers examined in the writing of this article, there were few with any reference to requirements and many that claimed to be the lightest. Without a shared set of requirements, it is dubious to claim this feat but the enthusiasm to drive design thinking is commendable.
Levers
The levers that worked best were typically thin and not very long. From the author’s laboratory research, the tendency to excessively deform or crimp the cap was a common complaint, resulting in additional effort required to remove the cap. Comments from colleagues ranged from ‘the surface finish snags my clothing’ to ‘mine is the lightest ever.’ These designs are heavy on MfAM in an effort to keep the cost down and ranged in the application of DfAM. There was one with the driving need to open the bottle in one continuous motion.
Artistic
The artistic approaches inherently relied more on DfAM. They included additional features (or just more elaborate designs) that would be more costly, but would act as conversation starters. Their ability to open a bottle might have been a secondary consideration.
Legacy
Bottle opening is a need that pre-dates Additive Manufacturing, so inspiration also came from what is used at home. This ranged from gifts that had sentimental value and worked well, to aesthetic designs that would look nice on the counter; these designs also tended to easily open the cap.
What are the requirements?
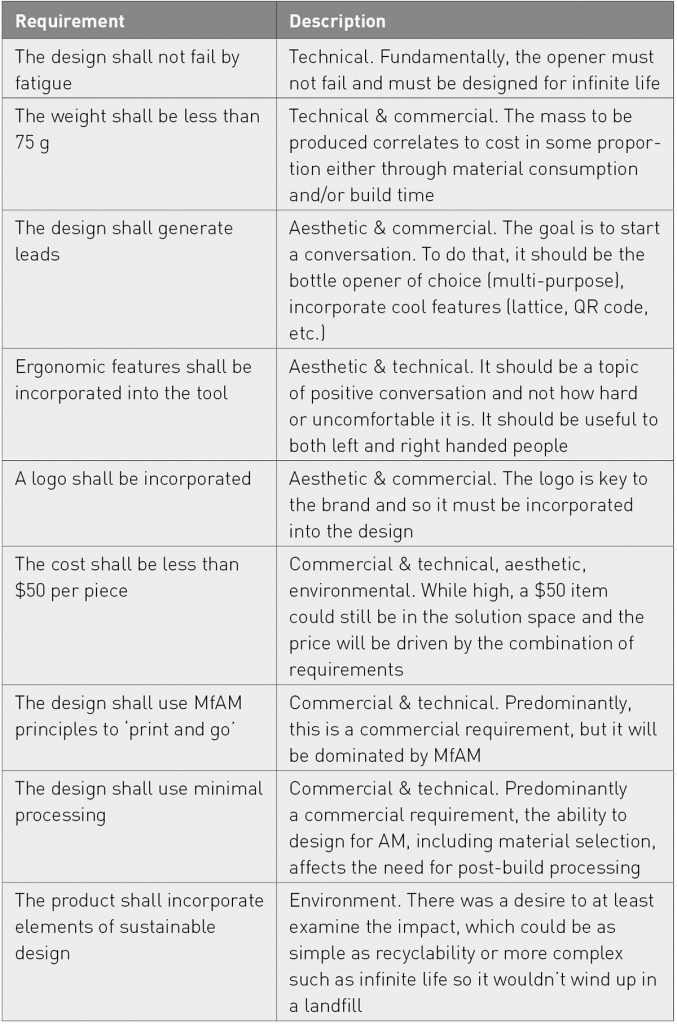
After reviewing the existing solutions, the next step is to define the requirements for this product, starting with what problem is being solved. Given so many AM options, what keeps them from being the only bottle opener ever needed? There are usually a couple of main factors: ergonomics and efficacy. If it is not easy to use nor always effective on the first try, then it will never dethrone the traditional bottle opener kept on the patio for Sunday barbecues. With that in mind, a list of requirements was established, shown in Table 1.
Results
What was the outcome? All the solutions met the stated requirements. As expected, the team of amateur and semi-amateur designers all took different approaches to meet the requirements. Iterations occurred as their designs evolved.
The most important thing was learning what it actually takes to open a bottle. For those that have brewed their own beer, the next to last step is capping the beer, which involves a process to deform the cap ‘blank’ over the top of the bottle (the last step is enjoying said beer – responsibly, of course). Understanding this step and the mechanics or loads required to remove the cap can make the difference between doing this easily with little effort and simply deforming the cap without removing it.
Each of the designers (authors) took different design paths based on their interpretation of how best to meet requirements. While MfAM drove their initial thinking, they departed by exploring the opportunistic space (DfAM), strongly influenced by the aesthetics of the designer.
The Coyne Conundrum – Long Handle Lever

Jennifer Coyne came up with the first concept shown in Fig. 4. It could be described as the utilitarian’s go-to bottle opener, as the design intent aimed to incorporate at least one other aspect of functionality, making it a Level 4 design. Coyne’s design incorporated a Phillips-head screwdriver, as it is commonly needed and not easily substituted. For Coyne, this may have been top of mind after installing batteries in way too many children’s toys over the holidays.
To maintain a safe and ergonomic user experience, the Phillips-head was designed as detachable, fitting into the same end of the bottle opener as the detachable bottle opener structure. With both tools on the same side, they benefit from the ergonomic grip handle common to most screwdrivers and lever-type bottle openers. The detachable bottle opener simply inserts and twists into a seated position, upon which the bottle-opening load backs up to an internal wall. There is certainly an advantage and perceived value in a tool that has multiple common functions integrated.
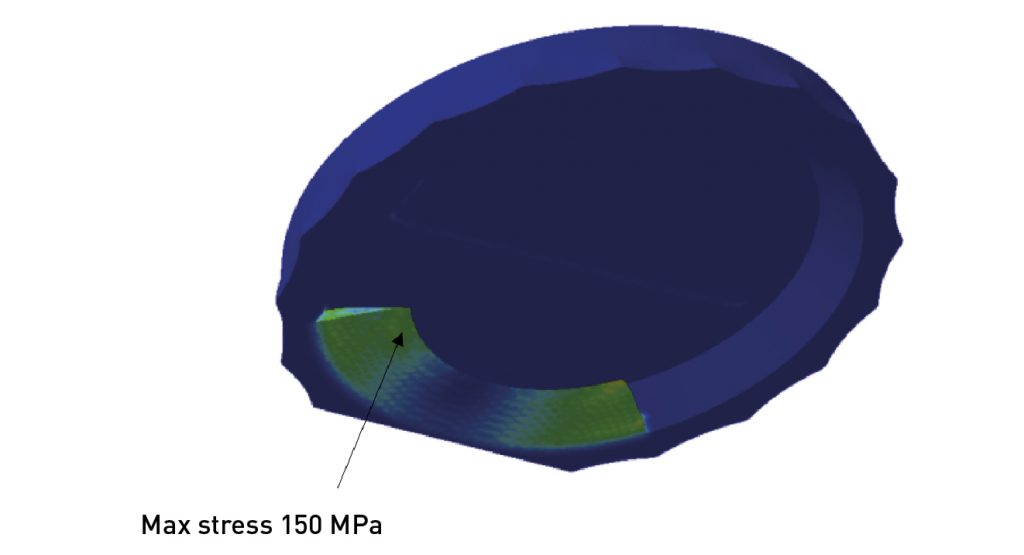
Barnesy’s Bottle Opener – The Disc

John Barnes took an approach with his concept that could be described as the conversationalist’s ‘go-to’ design (Fig. 5). It captures the essence of bottle opening in function, and arguably in feeling, by its ‘meta’ looking design. Resembling a bottle cap itself, this concept is round, slim and small enough to fit ergonomically in one’s palm, yet not so small it fails to distribute the load of the bottle cap and cause crimping of the edge of the cap without actually prying it off.
Logos are prominently featured and it would be a single piece for ease of manufacture/assembly. This design is easily slipped into a pocket or a briefcase and won’t set off airport alarms. It could nest well and would not increase Z height for build time.
Meyer’s Marketing Tool – The Shaped Lever
Jon Meyer was inspired by the underlying problem which the AM bottle opener solves – how to promote your business and technology beyond your immediate network. The bottle opener is just one of many mechanisms to start a conversation about a business or technology. It is inherently social, starting with, “Hey, has anyone got a bottle opener?” and could lead to – well, leads. The AM bottle opener is a marketing tool more than a mechanical device, but it still needs to work. As Meyer points out, marketing is not a perfect science, but a titanium bottle opener that breaks in half is not a great marketing tool for a company that is making titanium hip implants.
Brand awareness is, therefore, critical for an effective marketing tool; this design incorporates a prominent logo and a QR code that links to the landing page on a website shown in Fig. 6. Jon’s design enables some data generation to capture website traffic and, ultimately, cost per lead generated. If the goal is to spend less than $200 to generate a lead and the design is so clever that each one generates a lead, then it can cost $200. If a lead is landed for every ten produced, then it can cost $20 and not a cent more.
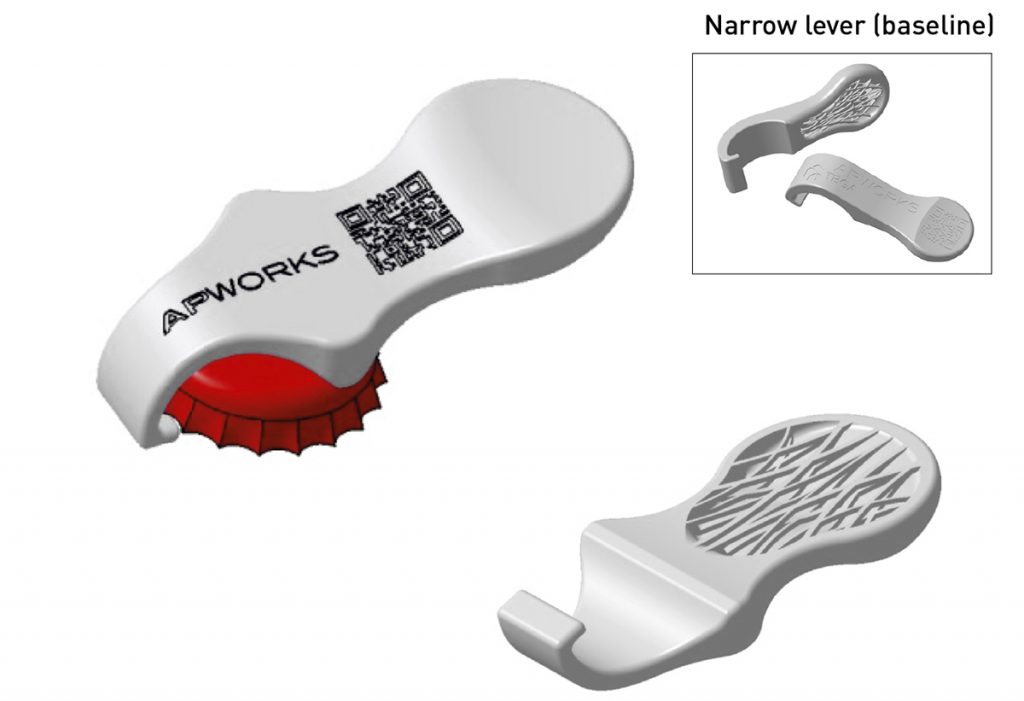
With this in mind, the design is traditional in function (a lever) with a handle shaped to reduce the pressure on the hand while bridging the fulcrum across the bottle cap to avoid it bending/folding. It nests well, easily slips into the pocket, and incorporates some attractive organic structure to start a conversation.
Mechanics and loads: bend but don’t break
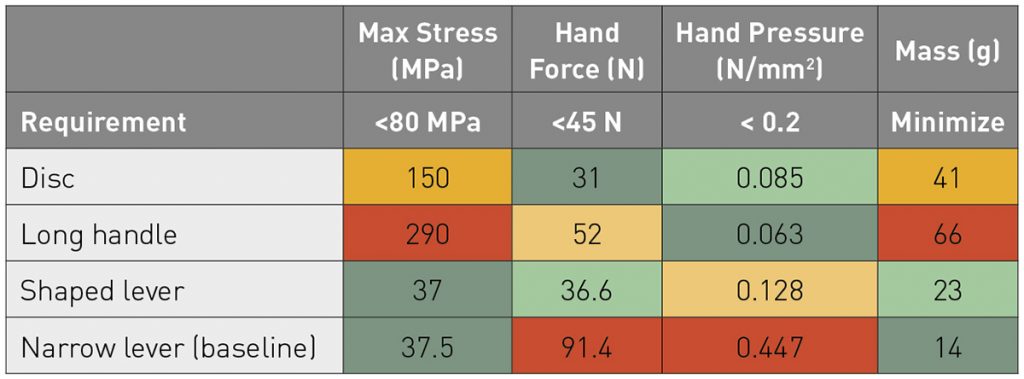
A very basic Finite Element (FE) model (results in Table 2) was used to estimate the maximum stress and the corresponding pressure in the user’s hand. With the maximum stress known, the endurance limit (maximum life) could be determined.
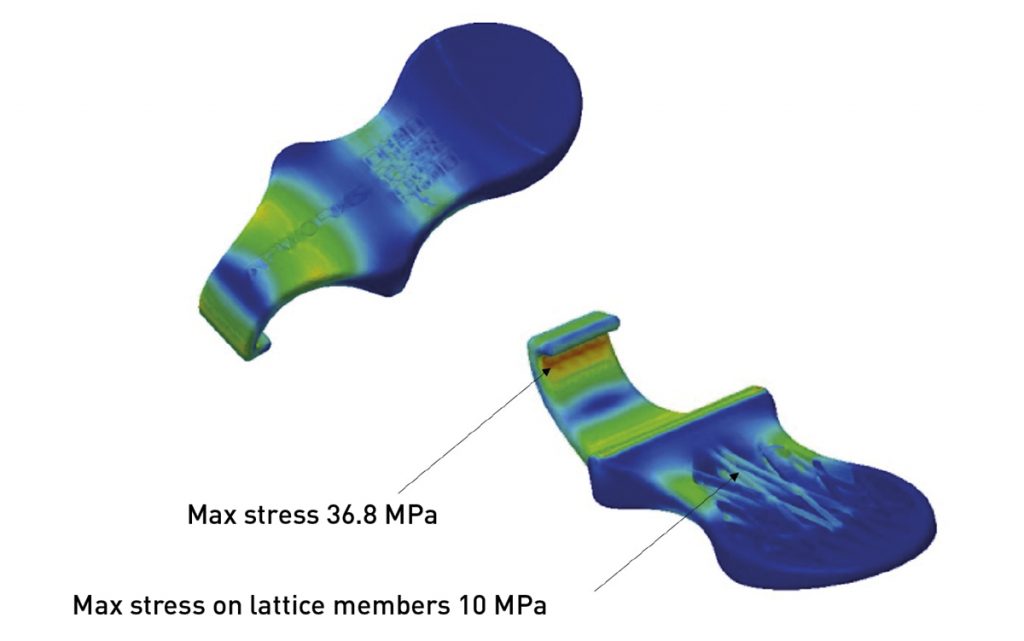
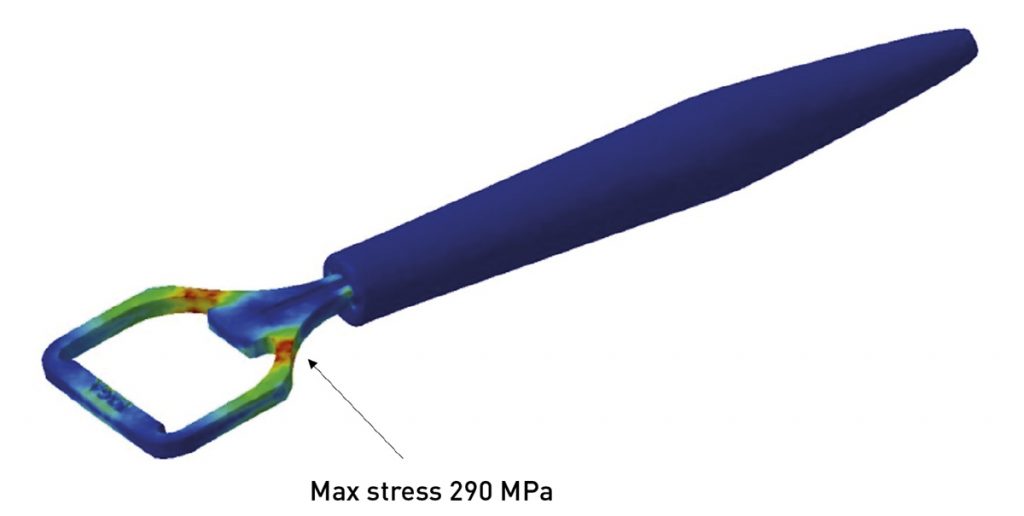
Each solution scored well in at least one technical category, but the shaped lever solution scored well in all technical categories. Figs. 7, 8 and 9 show the results of the FE analysis for each concept. No attempt was made to minimise the peak stresses for the purposes of the article, but this could be easily accomplished.
I’m so tired of fatigue
Why consider fatigue in the design of a bottle opener? It is important to avoid a fatigue failure because none of the requirements will have been met if the product fails to open a bottle. Fatigue in materials is not widely understood, but, as engineers learn to design for Additive Manufacturing, the use of features like lattices will drive more attention to the potential of fatigue as the life-limiting mechanism. But first, what is fatigue? To refresh, John B. dug out his second-year engineering school textbooks (yes, he kept them and yes, they’re on actual paper): “If a component or structure is subjected to repeated stress cycles, it may fail at stresses well below the tensile strength and often below the yield strength of the material” [1].
Fatigue is strongly dominated by surface features and other geometry-driven elements, which are where fatigue is likely to be initiated. Rough surfaces, specifically when two powder particles have partially melted can form a nice ‘V’ shape, which is a perfect initiator, as would be the node of two lattices perhaps at a 90° angle (Fig. 10). In either instance, there is a combination of stress intensifiers to be located and start the crack. Once the crack has started, it will grow with each cycle.
![Fig. 10 Left) downward-facing surfaces can exhibit a stair-step effect (design) along with adhered particles (manufacturing). Right). Close up of an intersection point of a lattice highlighting the potential stress concentration and surface defects possible in as built PBF-LB [2]](http://www.metal-am.com/wp-content/uploads/sites/4/2022/06/10-2-1024x522.jpg)
The desire is to design for ‘infinite life’ by examining the endurance limit for the material and assessing any notch sensitivity. As the focus in this study is on Laser Beam Powder Bed Fusion (PBF-LB), our as-built surface contains a lot of crack initiator ‘defects’ and a lattice will have many 90° intersections, which will have stress concentrators. Material choices were considered as a material with a higher tensile strength that will also increase the endurance limit, which can help to mitigate design and manufacturing ‘defects.’
Bringing it back to the subject at hand, lattice structures were explored as an option to meet the requirements of the ultimate bottle opener, to reduce the build time and materials usage (i.e., cost), but to still make it ergonomic and light. Bottle opening lends itself to fatigue – once a bottle is opened, a second is typically not far off, either because of thirst or colleagues who now know they have the means to quench their thirst as well.
The point is that bottle opening is a cyclic event, so simply designing to the tensile strength of the material will not ensure successful and infinite bottle opening, especially when using lattices. And bragging that a bottle opener is lighter without factoring in the requirements is really comparing apples to a well-designed and executed apple pie.
How much does it cost?
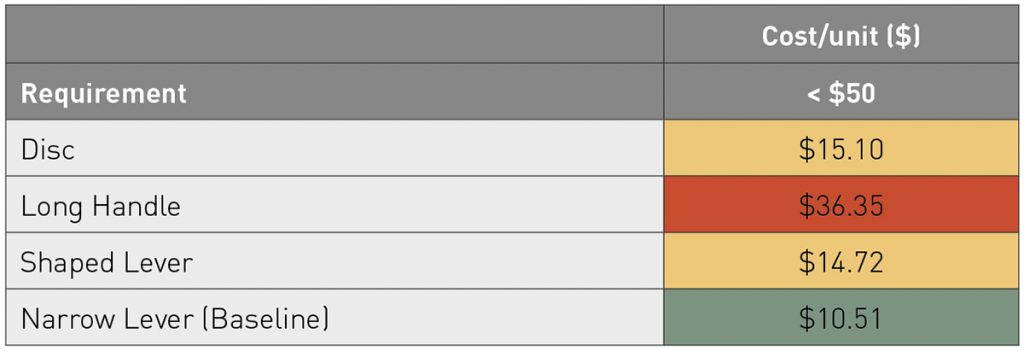
Cost is an important requirement in our matrix and there are many factors impacting the cost. MfAM and DfAM must consider the entire process in the part design and layout, otherwise additional costs could be created unintentionally. Some MfAM attributes include nesting, ease of removal from the build plate, and a vertical orientation for a better surface finish. The assessment of the build time, material consumption, and total cost of manufacture was calculated and is noted in Table 3.
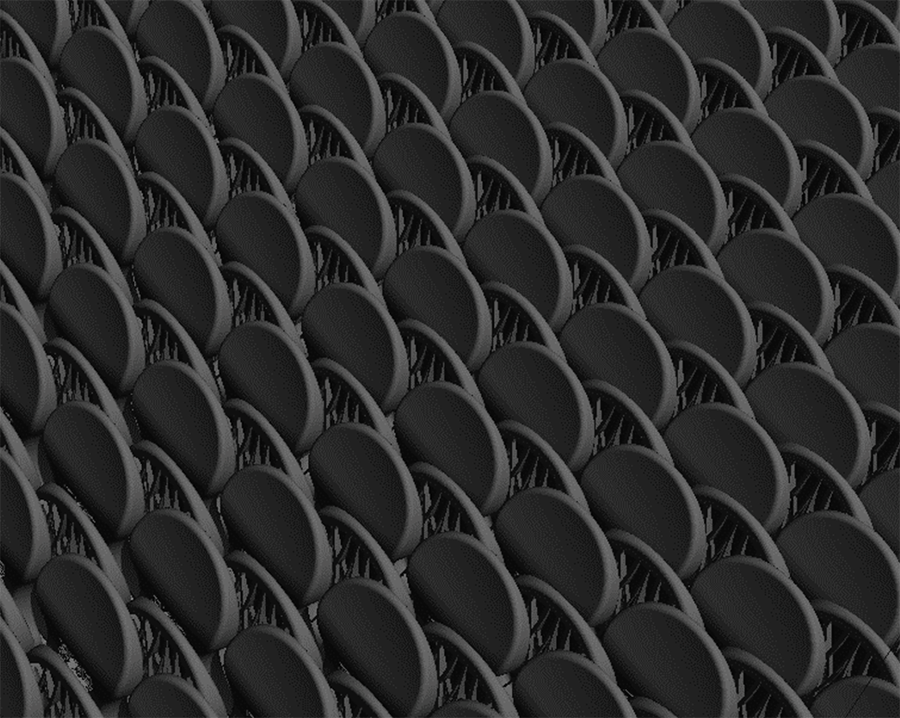
The costs were primarily driven by the volume of the parts and their ability to be efficiently nested on the build plate. The baseline solution had the lowest cost, primarily because it had the smallest volume. The slightly more expensive shaped lever was nested with 432 parts on a single build plate in a single layer (Fig. 11).
And the winner is…
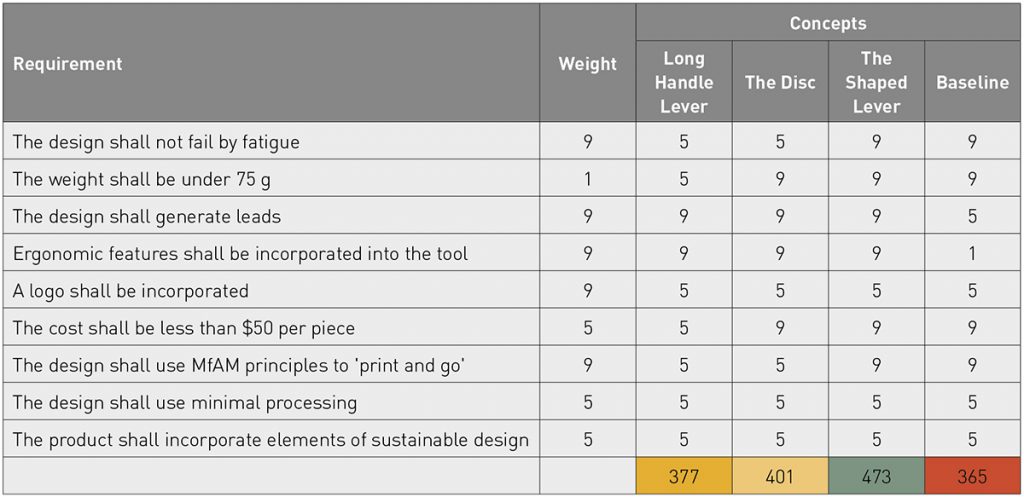
How did we determine the winner? A systems engineering approach was taken and each concept was scored against a compliance matrix of the requirements. Table 4 notes the original requirements with a weighting for each requirement and then the scores for each new design and the baseline. To cause more differentiation between concepts, the concepts were rated 9 if they exceeded the requirement, 5 if they met the requirement, and 1 if they did not meet the requirement.
The Shaped Lever achieved the highest score, but all the concepts were very close. Unsurprisingly, the baseline bottle opener designed without these requirements in mind scored last. It was noted earlier that the baseline concept scored the lowest overall cost but fails, or just meets, several of the requirements.
Meeting requirements
The requirements can be met with a variety of designs. When taking in opposing requirements, it was critical to weigh some criteria higher than others, because some requirements are more important than others. Opening a bottle cap is a very straightforward process, but what we want out of a bottle opener can vary widely because it also satisfies other purposes. Each of the designers met the design brief and were very close in score. Each could be further optimised, but the debate over whose design is the best will continue – likely over a beverage, which is a good thing.
What has been learned?
Our data-driven approach ensured a fully functional design that suits multiple purposes for the lowest cost. The initial discussion on what problem was to be solved was worth the investment in time. Requirements are not meant to constrain design, but ensure the best possible outcome and a methodical approach. Some key takeaways:
There are always multiple valid solutions
The results show that the function of opening a bottle can be achieved in a variety of different concepts, taking many shapes but this exercise was more than just meeting a strength requirement.
Powder of choice
Titanium was the preferred material over aluminium or steel for strength to reduce mass and, therefore, build time.
Lattices never eventuated
The original discussion around lattices never eventuated. Once the fatigue and build time considerations of using contouring parameters were considered, it was faster and cheaper to go solid. In this case, the lattice is really more for aesthetics and can add perceived value, but, in reality, it does not add functional performance and it does add cost. The old adage ‘no cost for complexity’ is not entirely true.
Minimising environmental impact
All of the approaches took in a minimal environmental impact. There is a lot more that could be done here, but, hopefully, lasting forever so that it does not end up in a landfill is a start. Using a material that is almost infinitely recyclable is yet another step.
Machine choice highlights best practice
AM machine choice, orientation, and build nesting can all be optimised for the desired outcome. There are several factors here and this question generated interesting insight into how a service bureau operates:
- Choose the least-utilised machine available and set it to build openers at whatever speed is feasible
- Select the machine that produces the target number in one build
- Choose the machine with the shortest build time for the fastest turnaround right before the tradeshow
- Choose the machine that slowly churns away overnight or at the weekend, because no one is there to turn it over anyway
- Stacking vertically or horizontally depending on the goal of more openers (vertically) or shorter build time (horizontally)
Where to from here?
Now the testing begins. It will be a hard task to swallow, but everyone must lever their enthusiasm for the betterment of the industry. Opening bottle after bottle to explore the fatigue implications and whether the design approach of ‘infinite life’ worked. Of course, the contents of those bottles shouldn’t be wasted; that would be inconsistent with our sustainability ethic.
By studying the problem and producing a set of requirements with a weighting ultimately paid dividends. It was clear to the designers what must be done and what value additional functionality might have. Taking a methodical approach to assess each design made the exercise less subjective, but the combination of efforts was provided to work as all three designs met all the requirements. Designs not driven by requirements will increase the risk of an incomplete solution. Hopefully, the role of Design for AM within the family of Design for Manufacturing has been demonstrated. Additionally, within Design for AM, the roles MfAM and DfAM play in cost and producibility have also been demonstrated.
Authors
John E. Barnes, Jennifer Coyne, and Chelsea Cummings, The Barnes Global Advisors, and Jon Meyer, APWorks
References
[1] Engineering Materials; An Introduction to their Properties and Applications, M F Ashby & D R H Jones, p. 135, 1980.
[2] Design for Additive Manufacturing, M Leary, p. 142, 2020
LAST MONTH’S MOST-READ ARTICLES












