


New horizons for Additive Manufacturing in the oil, gas and maritime industries
The wide potential of Additive Manufacturing in the oil and gas and maritime sector has come to be widely accepted, with the technology offering significant advantages in terms of lead time, part weight, part count, higher levels of geometric complexity and new material properties. However, in these safety-critical industries, there remain some concerns regarding the quality of AM parts. A Joint Industry Project (JIP), begun in January 2018 and consisting of twenty partners, aims to deliver a new JIP Guideline on Additive Manufacturing for this sector. Here, DNV-GL’s Harsharn Singh Tathgar and Berenschot’s Onno Ponfoort report on the guideline’s development. [First published in Metal AM Vol. 5 No. 3, Autumn 2019 | 20 minute read | View on Issuu | Download PDF]
In January 2018, eleven companies began two seamlessly-aligned Joint Industry Projects (JIPs) aimed at delivering a JIP Guideline on Additive Manufacturing (guideline) for the production of quality-assured metal additively manufactured spare parts in the oil, gas and maritime industries. By July 2019 this group had grown to include twenty partners, with the goal of developing the requirements necessary (technical, documentation, roles, etc.) to introduce spare parts produced by AM into these industries, and an accompanying economic model. The consortium aims to have a practical guideline available by the end of 2019.
The guideline will provide a framework to ensure that metal components produced by Wire Arc Additive Manufacturing (WAAM) and Laser Powder Bed Fusion (L-PBF) are manufactured according to specifications, in a safe and repeatable manner, addressing the unique challenges related to AM.

From the beginning, the partners argued that AM should not only deliver parts that meet specifications, but that it must also present a practical and economically viable alternative to existing production methods. Therefore, the project has focused on delivering a guideline that is in line with realistic business and manufacturing processes. To assess the economic benefits of AM over current manufacturing practices, a highly detailed Business Impact Model (BIM) has also been developed alongside the guideline.
In this article, we will give an overview of the most relevant aspects of the project and of the initial outcomes, and share the set-up of the guideline and of the Business Impact Model. We will also introduce aspects for further development in new Joint Industry Projects.
Participation of the full value chain
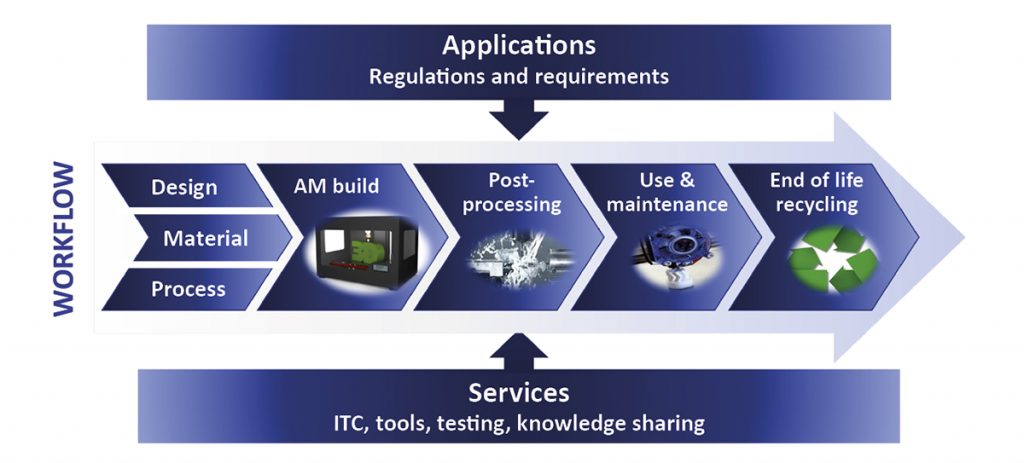
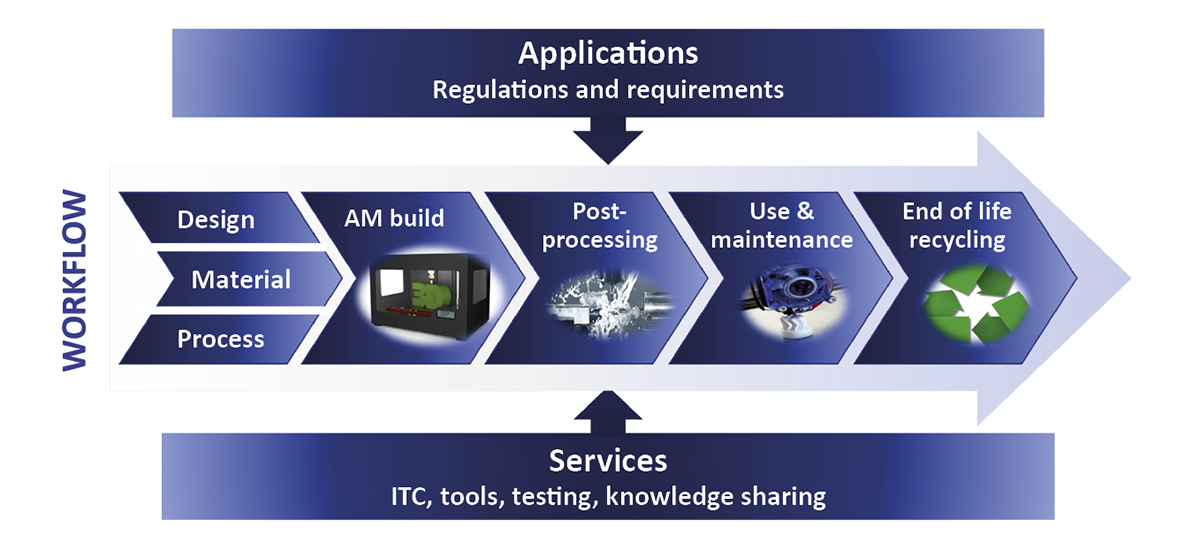
An important prerequisite for the success of this project was the participation of partners representing the complete value chain (Fig. 1). In Additive Manufacturing, the collaboration of multiple partners with expertise in specific processes and activities, is essential. We use the value chain model as a framework; this framework indicates a workflow which is designed with three major Additive Manufacturing constraints in mind:
- The interdependence of design, material and process when engineering a part
- The framework and industry requirements the part must conform to
- The availability of tools, testing and industry expertise to ensure technical and economic feasibility.
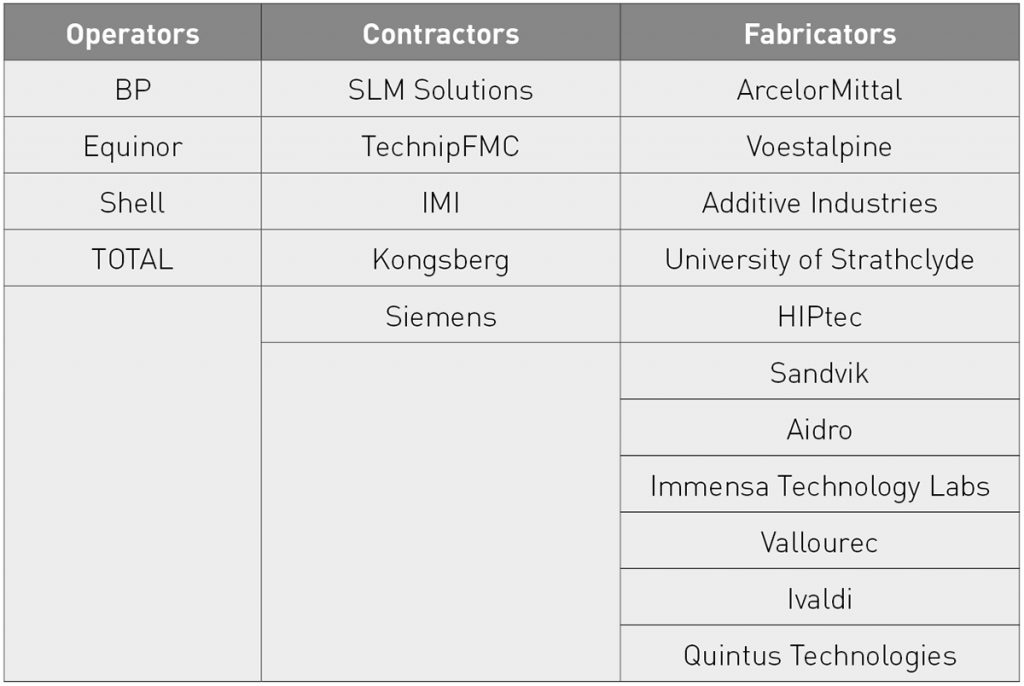
The consortium partners are shown in Table 1. Together, they represent the entire value chain, from part design to end-use, and from material and process development to post-processing and testing. To each of these partners, ensuring quality is of utmost importance, with one stating that, “We will not use parts subsea that are not qualified or certified.” In the oil and gas industry, therefore, having a framework for quality assurance is a prerequisite for the adoption of Additive Manufacturing. This explains why some consortium partners which might otherwise be seen as competitors are willing to cooperate for the sake of developing an industry practice for the qualification of AM components.
The project is organised via two aligned JIPs as shown in Fig. 2. The objective of the Guideline Program, managed by DNV GL, Norway, is to develop requirements necessary to introduce components made by Additive Manufacturing for the oil, gas and maritime industries and related applications. The Toolbox Program, managed by Berenschot, the Netherlands, is dedicated to part and material selection, and the assessment of the economic impact of adopting AM. Another core focus of this programme is the management of part production for case studies selected by the end-users.
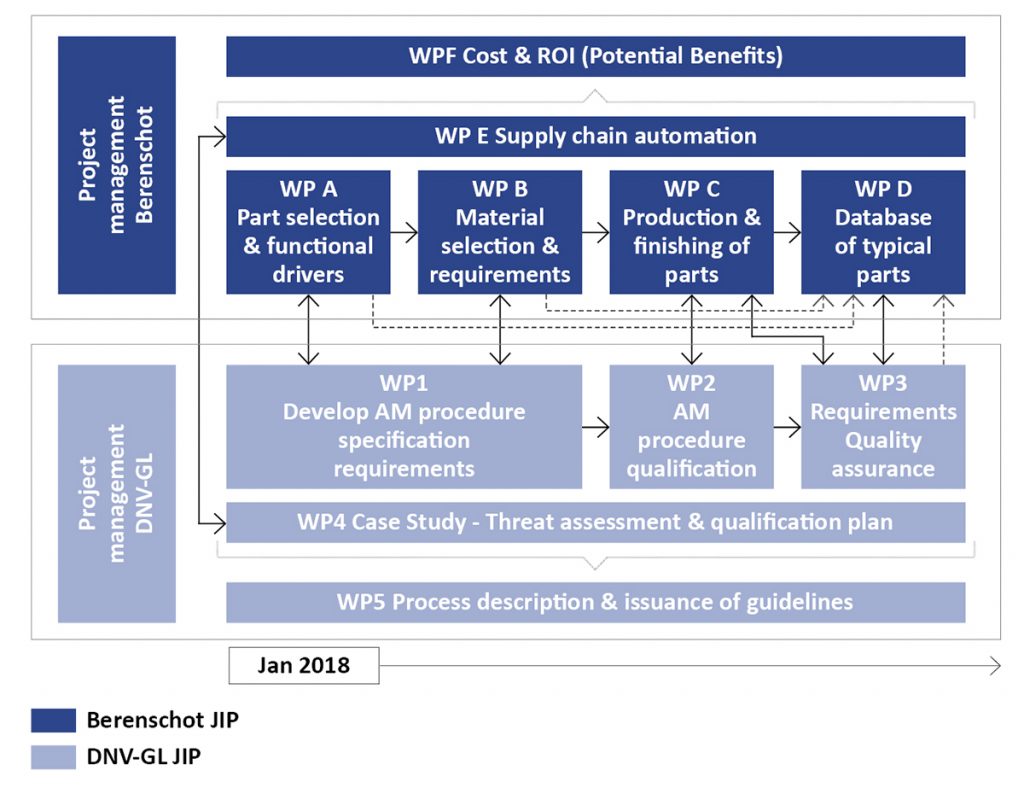
Aligning these two JIPs creates an iterative process. The drafts of the guideline are used to standardise the production processes of various parts. The in-use experiences with the draft guideline are fed back into the development process to revise and verify the practicality and quality enhancement of the guideline. In addition, insights from part production are used to further improve the business impact model by benchmarking its performance against real production costs.
Production of real world parts

Via actual part production, the consortium partners hope to ensure the development of a high-quality guideline that is in tune with realistic manufacturing practices. A first round of part production enabled the consortium to assess all activities that need to be monitored and qualified to ensure a complete guideline. A second round of production was used to assess the completeness, but also the contents of the guideline in terms of requirements, quality-level indications and testing requirements.
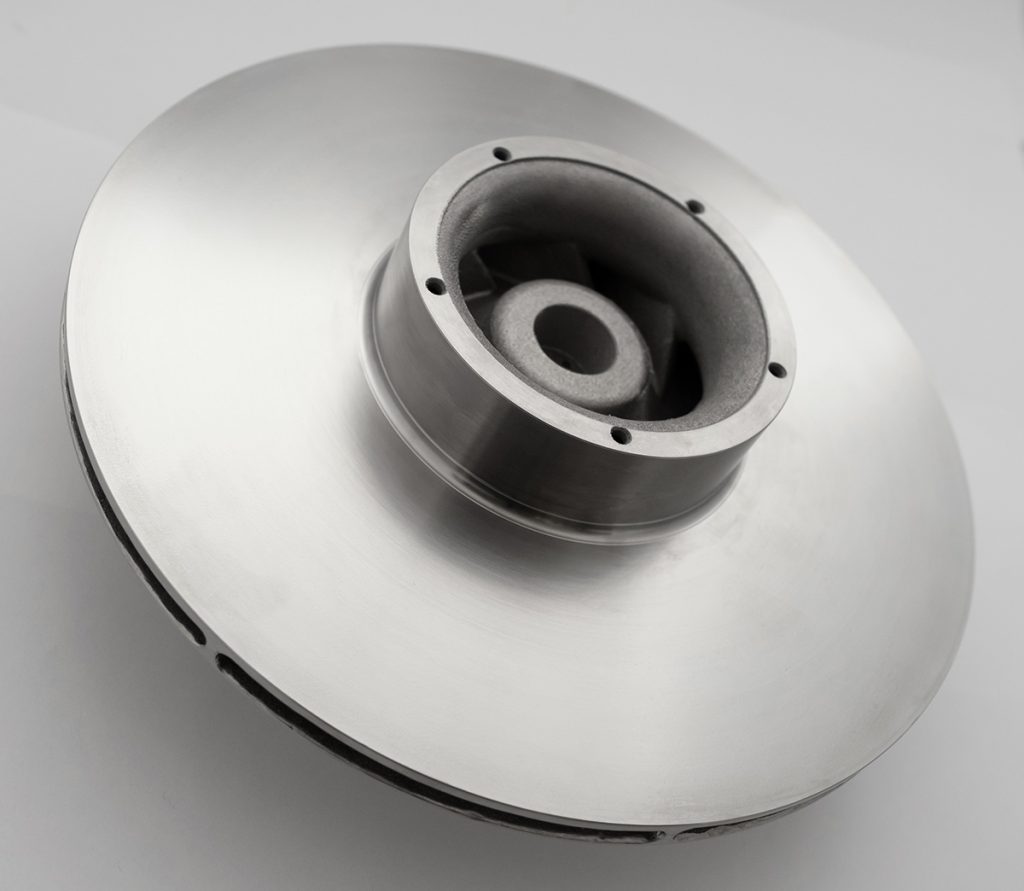
Eight different parts have been produced and assessed during this project using two different Additive Manufacturing technologies. Three parts were produced using Laser Powder Bed Fusion:
- An Equinor impeller in Inconel 625 (Figs. 3-4)
- The same impeller in Ti-6Al-4V (Fig. 5)
- A Kongsberg propeller blade in titanium
Five parts were produced using Wire Arc Additive Manufacturing:
- A Vallourec circulating head using X90 low-alloy construction steel (Fig. 6)
- A BP cross-over in Inconel wire, in two versions: limited scale and full scale (Fig. 7)
- A Kongsberg crank pin, using S700 low-alloyed wire
- A Technip FMC/Total-designed crossover, using F22 alloy steel

Using real world parts is essential in a project like this. Both the guideline and the business impact model need to be tested under conditions that resemble real life situations. By using real world parts, it is possible to assess the variations between traditional manufacturing processes and the Additive Manufacturing process. These variations are found along the entire value chain, not only in the discrete production phase.

Even when using a standard and known part, redesign, material selection and process selection come into play when moving to Additive Manufacturing. Often, the material used for the additively manufactured part is not the same as the material that was used when milling or forging the traditional part. Powder bed-based AM will also require support structures to be designed and built along with the part, to ensure its correct orientation and robustness. And more importantly, the decision to use AM is often driven by the possible functional benefits that AM can offer, requiring a redesign of the part. These examples again indicate the interdependence of design, material and process.

Correct and precise information will, in such a situation, only be obtained when the AM process can be referenced against a traditional process that aims at delivering a similar part to meet industry standards. In addition, the mindset of part owners and production partners is completely different when producing a real part that can be put to use in practice, compared to conducting a ‘design exercise’. Of course, parts produced as design exercises can be tested, but only case studies conducted using real parts ensure full attention is given to all relevant aspects.
Developing a practical guideline
The safety and reliability of operations depends on having equipment, devices, facilities and personnel that perform as per the requirements in the designated service context. A framework is therefore needed in order to assess and document that relevant requirements are adhered to. The goal of this guideline is to provide such a framework for additively manufactured components. By combining it with other service designated standards, a framework is made available which ensures that the component performs as intended, as well as that the unique challenges involved in AM are assessed.

The guideline will provide purchasers of additively manufactured components with guidance on what needs to be communicated and what documentation and quality to expect, and will also provide manufacturers with requirements on what documentation they need to produce and how to demonstrate integrity. This standardised approach will create trust between purchasers and providers of additively manufactured components.
The development of the guideline began by identifying all possible failure modes, where over 300 failure modes were identified and discussed based on industry knowledge and AM expertise. The Failure Mode, Effects and Criticality Analysis (FMECA) worksheet was modelled after the value chain set-up, and has proved to be a living document and a practical tool to ensure that all aspects deemed critical have found their way into the guideline.
Part classification
The guideline offers a quality assurance methodology for the selected Additive Manufacturing processes and parts. Specific requirements for each activity, as indicated in the value chain, are outlined. Parts are divided into three categories depending on the consequence of failure: AM Class 1 (AMC 1) is intended for non-critical components, AM Class 2 (AMC 2) is intended for less critical components and AM Class 3 (AMC 3) is intended for critical components.

Depending on the AM Class, different assurance steps are involved based on the AM technology used, such as build process qualification testing, production testing and part qualification testing:
- All parts shall be manufactured using a qualified build process. A build process is qualified through a defined Build Process Qualification Testing (BPQT) procedure. The purpose of the BPQT is to prove and provide a baseline that, when using a certain set of essential parameters, a certain quality is achieved
- Production testing is intended as a control to ensure that the manufacturing process produces parts according to the qualified build process not just once, but also on, for example, the second, tenth or twentieth build. The extent of production testing and type of tests carried out are different for the different AM technologies
- Depending on the criticality of the part to be manufactured, the part itself or a representative geometry may need to be tested. This is due to the unique possibility AM brings to produce the material and geometry simultaneously. The methodology and extent of part qualification testing depends on both AM Class and AM technology.
DNV GL has a long history of developing and issuing guidelines for a wide variety of manufacturing technologies. For Additive Manufacturing technologies to meet existing standards is not an easy task, as often specific production or testing regimen as given in norms or standards do not apply when using AM. The bridge that DNV GL’s new AM guideline will offer towards meeting these norms and standards is practical and legitimate.
The activities indicated in the AM value chain cannot often be carried out by one company alone. Handovers apply, but what can the next actor in the value chain expect when taking over the design for production, the part produced for post-processing, or the post-processed part for testing? The guideline offers value chain partners a common language and an overview of topics, including minimum requirements, to support the handover of these activities.
AM is a prime example of a digital manufacturing method, relying on multiple design iterations to get to high-quality parts. It is not a pure stage-gate process. Another aspect to bear in mind is that AM is often used for its capacity to quickly and economically produce slight variations of similar parts, allowing manufacturers and users to meet precise demands. For instance, a cross-over to connect two pipes with different diameters might perform the same function and be made of the same material with the same manufacturing process, but vary in appearance based on the diameters given. DNV GL set out to produce a guideline that makes it possible to obtain these benefits through slight variations where the risk allows.
Focus on benefits for business
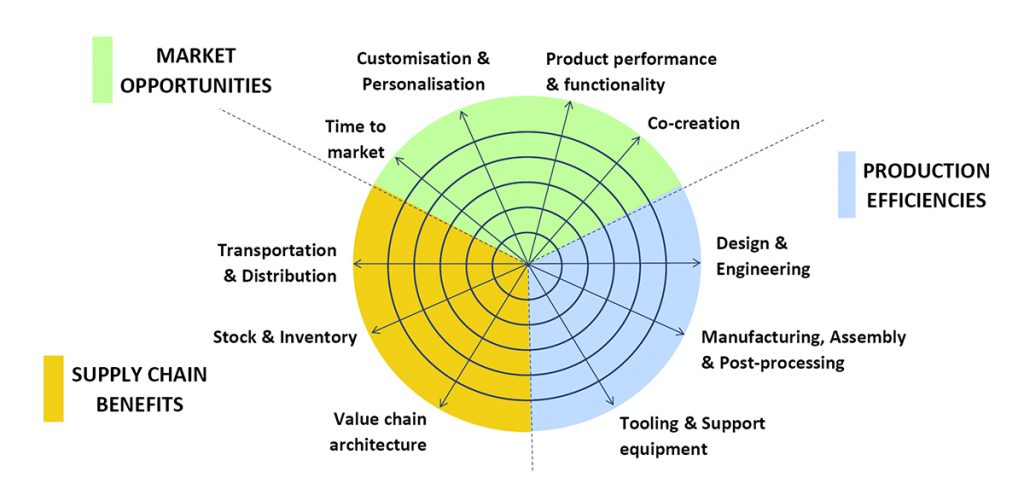
As mentioned, the partners in the consortium also want to ensure that AM presents a practical and economically viable alternative to current practices. The benefits AM can deliver are commonly indicated via three categories:
- Market opportunities that can be obtained
- Production efficiencies that can be achieved
- Supply chain benefits that can be realised
The Business Impact Model helps to determine which benefits to focus on and what economic impact AM can be expected to have. The model can be used to different levels of detail, ranging from a quick cost assessment to get an indication of the unit cost price of one part, up to a full business case including estimations and investment assessments (Fig. 8).
In line with the value chain set up of the guideline, the BIM model ensures awareness of all aspects regarding the demand, design, production, testing, use and maintenance of the AM part. The model allows the user to get an indication of the economic variance between AM and traditional manufacturing and quantify the impact on the bottom line with a lifetime perspective.
The parts produced in the JIP demonstrate clearly the economic benefits that AM can deliver in the oil and gas industry. The production times for the cross-overs, for example, were a fraction of the production time currently observed. Further, though many spare parts are kept in stock, sometimes even in multiple locations globally, a replacement for a broken part is often not readily available or carries a long lead time. The shorter production times offered by the AM of spare parts can reduce downtime and loss of efficiency in production facilities. The thruster blade and circulating head in this project are further examples of parts offering these benefits.
In addition, spare parts kept in stock often become obsolete, but the building up and storing of stock represents a major capital investment. By reducing inventory levels through the use of AM to produce spares on demand, funds may be freed up and used for more profitable activities. Producing parts on demand with short lead times also makes it possible to avoid producing parts which become unnecessary in the end; one of the project partners indicated that its investment in the production of tooling for oil well exploitation often begins before the final decision for exploitation has been made. Parts are produced to begin exploitation as soon as the go ahead is received, but final analysis often leads to a decision not to exploit the well. AM could enable tooling to be produced much closer to the date of the final decision, thus avoiding production of parts that are destroyed without ever being used.
Amongst the parts produced while developing the guideline, other benefits of AM spare parts were highlighted, such as lightweighting and improved functionality. The BIM is expected to help companies make well-founded decisions on whether to adopt AM to produce a part.
Status of the guideline
Aligned practices are essential to optimise the use of AM. The possibilities offered by the on-demand, on-location production of quality assured parts will have a huge impact on the cost and efficiency of operations in the oil and gas industry. The alignment proposed in the guideline covers elements of quality control that go far beyond the part production alone; the guideline stipulates the organisation of a quality management system for the entire part production process, ranging from purchasing information, manufacturing procedure specification and personnel requirements, to HSE requirements and quality control procedures for feedstock, equipment and operator qualification. Rules for administering delivery, traceability and operational limitations are also included.
The technical requirements in the guideline cover pre-build requirements, build requirements, post-processing requirements and testing requirements. For testing, both destructive and non-destructive testing regimen are described.
The guideline brings AM closer into line with codes and standards that are agreed upon in the industry. Full reference to ISO and ASTM standards is made, with the latest editions applying unless dated references are given. The guideline does leave room to use other recognised codes and standards, provided it can be demonstrated that they meet or exceed the requirements of the referenced codes and standards, and the deviations are duly documented and agreed upon between manufacturer and purchaser.
To initiate a common language while using a new and still developing manufacturing technology, the guideline enforces the use of the terminology defined by the ISO/ASTM, such as in the 52900 standard (Additive manufacturing – General principles – Terminology). The issuance of the guideline requires the full acceptance of all partners in the consortium, assuring that all relevant stakeholders in the industry underwrite the contents and the practical usefulness of the document. The fact that multiple operators and supply chain partners from three continents will be an advocate for the standards guideline offers the industry a basis for aligned practices and common use of AM in the oil and gas industry.
Conclusions
The JIPs has created a thorough understanding of the benefits and the essential technical requirements which must be met to make use of AM in the oil, gas and maritime industries. With a focus on two manufacturing processes (L-PBF and WAAM), industry leaders experienced the importance of describing the demands of the industry in detail to ensure the quality output of the production process. They were also inspired by the design freedom AM offers, triggering new functionality and part assemblies not possible to produce with conventional manufacturing practices.
On the other hand, the AM industry leaders in the consortium gained a full understanding of the importance of part quality and risk consciousness in the oil, gas and maritime industries. Material properties requirements were shown to be especially demanding. Collaboration between industry and AM experts opened the door to unique designs for both end-parts and witness samples for testing, as shown in Fig. 9.
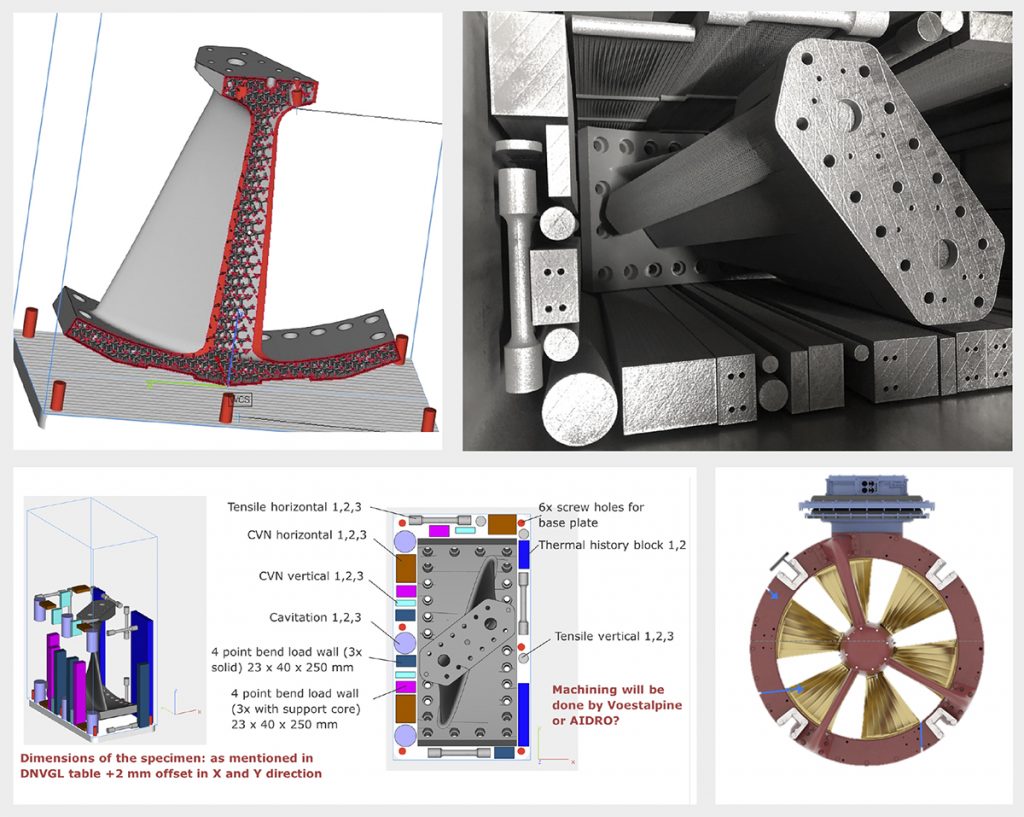
The partners in the consortium also concluded that additional Joint Industry Projects would be beneficial to further the adoption of AM in the oil and gas industry. These JIPs might cover other AM process technologies and other materials; focus on getting to standardised processes on specific activities like non-destructive testing; or delve into the supply chain developments associated with digital manufacturing processes. They are developing two new JIPs to begin in 2020 with a number of partners, focusing on hybrid material production and digital warehouse concepts.
The oil and gas industry is in the midst of a transformation in which alternative energy sources are sought for and sustainable business practices are demanded. Climate change and public opinion are forcing companies in this arena to review and adjust their business practices. Additive Manufacturing offers many opportunities to respond to that call; for example, better designs can improve the efficiency of operations, while on-demand production can decrease the number of obsolete parts and thus minimise material usage and waste.
Digital manufacturing processes can also support the emergence of completely new business models, allowing for new collaborations to be undertaken and industry-wide solutions to be developed to limit the impact on our planet and its natural resources. As such, JIPs like these are not only a means to develop a common framework, but also a driver of sustainable business practices.
Acknowledgements
The authors are grateful for the support of the JIP Program partners and the contributions to the article from Fabian Nullmeier (Berenschot) and Ole-Bjørn Ellingsen Moe (DNV-GL). Readers of this article are invited to contact the authors to discuss essential aspects of accelerating the acceptance of Additive Manufacturing as a valid alternative for producing quality assured spare parts.
Authors
Onno Ponfoort
Onno Ponfoort, Practice Leader 3D Printing at Berenschot Consulting, is based in Utrecht, the Netherlands. He has been active in the field of AM since 2002, and has published articles and wrote the first book on the business impact of AM: Successful Business Models for 3D Printing.
[email protected]
Harsharn Singh Tathgar
Harsharn Singh Tathgar, Senior Principal Specialist, Materials Technology at DNV-GL, is based in Høvik, Norway. As of 2012 he has been specialising in technology evaluation, technology qualification, product and technology development, with a focus on Additive Manufacturing for the oil, gas and maritime industries.
[email protected]
LAST MONTH’S MOST-READ ARTICLES












