


Metal powders in Additive Manufacturing: An exploration of sustainable production, usage and recycling
Sustainability has risen to the top of the global manufacturing agenda. Whilst metal AM has long been considered a green technology because of its net-shape capabilities, it is far from being a process absent of environmental impact. Here, Martin McMahon explores how global efforts are being made to improve this through the use of more sustainable metal powders, combined with a greater focus on powder reuse and recycling. Inextricably linked to this are, of course, economic gains and, in terms of supply chain, national security benefits. [First published in Metal AM Vol. 10 No. 1, Winter 2023 | 15 minute read | View on Issuu | Download PDF]
Over the many years that I’ve been involved in metal Additive Manufacturing, one particular area of interest for me has been the environmental impact of producing parts this way; what is now being viewed in the wider context as ‘sustainability.’ Whilst this has become a very significant matter in the last five years, it is a subject that has always been important to AM parts producers, even if they weren’t labelling it as such.
So, how is it that sustainability took hold from the background? Well, reusing powders from the machines that make parts has always been a critical factor for profit; many have always referred to this as ‘recycling’ the powder. Now that green policies and initiatives have risen to the top of policymakers’ agendas, it is loud and clear that sustainability is a label to lean into. After talking to some of the producers and suppliers from across the stock metal powder sector, this article will try to delve deeper into the recycling of materials – including what the term actually means and the reality behind the move towards sustainability.

Scrap underlines sustainability
Many powder suppliers and materials producers are now routinely talking about and publicising their efforts to be more sustainable. At last year’s Euro PM2023 conference’s plenary session, I heard something that really struck a chord with me. Teemu Karhumaa, Head of Research And Development at Tikomet Oy, stated, “scrap is the new gold.” He also noted how the near future will bring huge competition for secondary raw materials as the world seeks to reduce costs for the production of metallic materials and the environmental impact of producing them. To me, this really did underline the potential value of recycling materials for the production of metal powders.
Sustainability in the materials supply chain is probably what has always driven the scrap metals industry. Anyone working in the production of steel or aluminium alloys would not consider this a new concept and could tell you that scrap metal is a key feedstock material. Perhaps not so recognised, though, is that recycled materials are also already used in bulk for the production of common metal powders. It is hard to imagine any powder producer with annual outputs in the thousands of tonnes of steel, for instance, that doesn’t already rely on scrap in order to keep costs down. They have perhaps just been a little shy to publicise this fact before now. This makes perfect sense, however, considering the abundance of scrap stainless steel in the world (the same is very likely for nickel-based alloys, aluminium, and also copper, though this is probably not so for reactive metals).
Before sustainability became a mainstream area of focus for all industries and governments, the output of parts across the spectrum of Powder Metallurgy, including Metal Injection Moulding (MIM), press and sinter, and Hot Isostatic Pressing (HIP) has included powder incorporating recycled materials. In this respect, the circular economy is also nothing new.

In the early years of metal AM, however, those producing powder specifically for the industry – and therefore generally in smaller quantities – were likely to be doing so from either pre-alloyed billets or by introducing elementals directly into the crucible. Now, with the greater realisation that it is everyone in industry’s responsibility to care for the environment, we can see a drive to set concrete targets to create a cleaner, more sustainable supply chain for metal powders to be used in AM. If nothing else, with a wider spectrum of end-users and consumers who are making demands for it, it’s likely to be a differentiator in many purchasing decisions.
We saw this last year during Formnext when a few mainstream suppliers – including Tekna and Höganäs – had part of their exhibition displays focused on recycling and sustainability. The AM machine supplier, EOS, also said it will be pursuing changes to its powder specifications this year, starting with AlSi10Mg. The company now requires its suppliers to include at least 30% recycled materials in any feedstock, claiming that this will result in a 25% reduction in CO2 emissions.
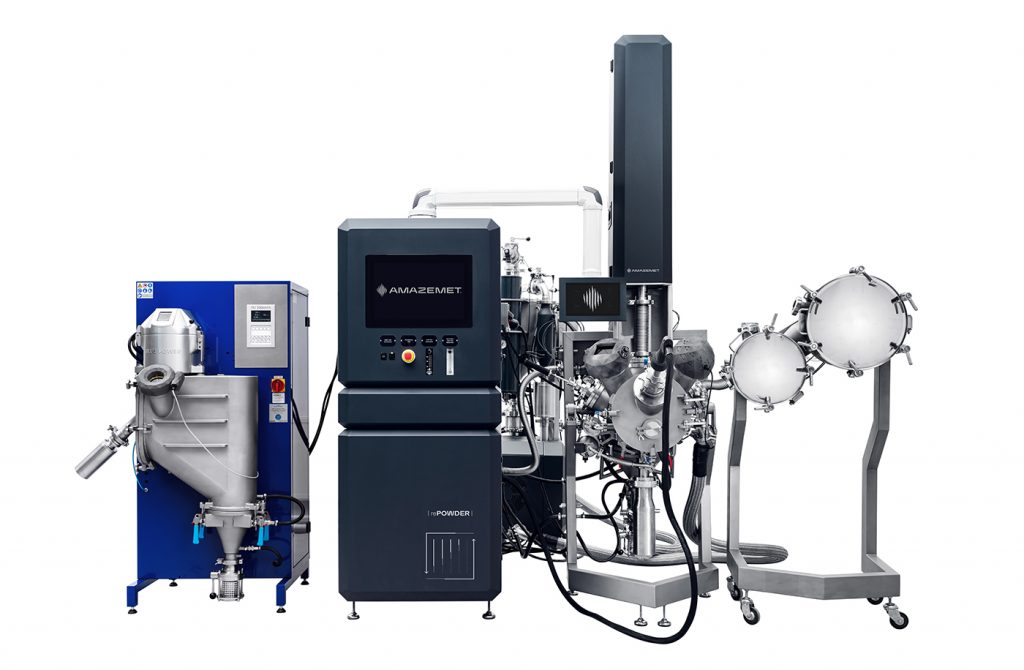
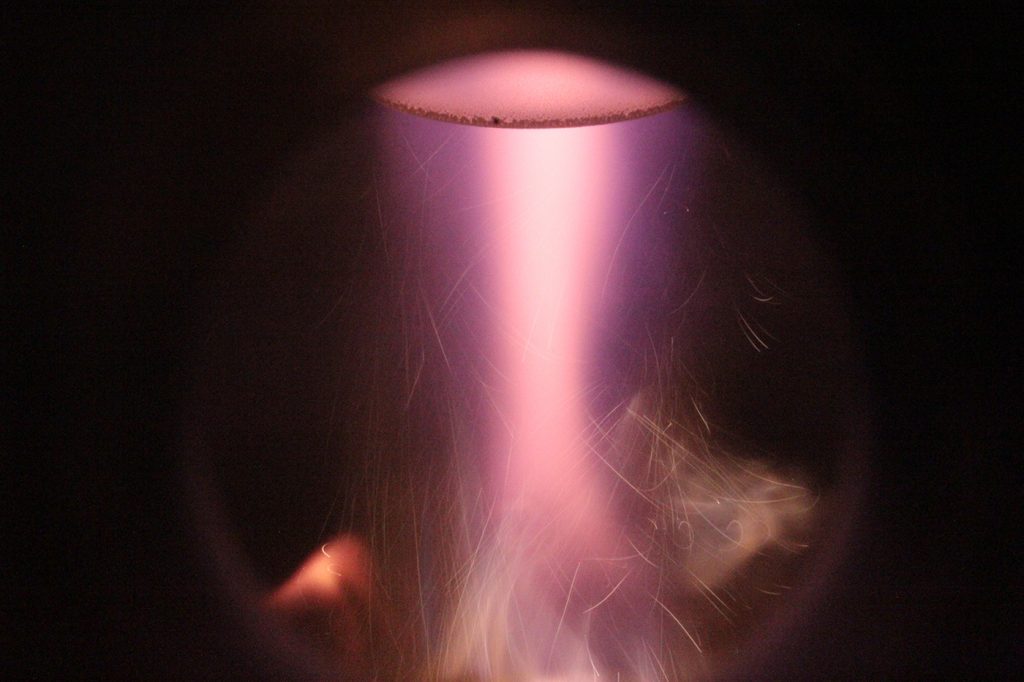
Some of the newer powder and powder manufacturing technology suppliers that have made sustainability a central part of their business from ‘go’ were also at Formnext. Companies such as Amazemet, coming out of Poland with its ultrasonic rePOWDER atomisation technology; 6K Additive Inc, from the USA, focusing on making powders from recycled materials with the proprietary UniMelt® microwave plasma system; and Continuum, also from the USA, which has introduced its Greyhound M2P system for producing powder using 100% recycled feedstock materials (Fig. 1).
Metal Additive Manufacturing has a great opportunity to take a global lead in sustainable manufacturing. It has the potential to use far less material and energy, and make less of an impact on the environment than those processes that have come to be considered ‘conventional’ methods. But where in the end-to-end process chain do metal powder producers make their contribution to sustainability?
The current state of Additive Manufacturing
When AM first started to become popular a little more than a decade ago, it was introduced as a greener way to produce parts. There was a lot of hype around the fact that AM only used the amount of materials that are in a finished product – it wasn’t unheard of to hear claims that there was almost zero waste in AM. With time, however, comes enlightenment, and we now know for certain that this is not the case; there are inherent levels of wastage dependent on the selected AM process. For example, those working with Laser Beam Powder Bed Fusion (PBF-LB) AM machines should be able to give conservative estimates for the loss of powder per build at between 5-15% of the dispensed powder.
The use of metal powders in Additive Manufacturing is undoubtedly going to continue to grow. This is not only true for the alloys that are already commonly in use, but will include an ever-increasing list of other alloys, driven by two major changes in the machines that use metal powders. First, and rather obviously, there is the size of the machines to consider. As they become larger and feature increasing capacity for producing parts, they will need more powder to fill them. Secondly, there is the diversification of the machines. Where once Powder Bed Fusion was dominant, especially PBF-LB, now there is a growing market for Electron Beam Powder Bed Fusion (PBF-EB), Directed Energy Deposition (DED), Binder Jetting (BJT), Material Extrusion (MEX), and Cold Spray (CSAM).
All of these are growing in popularity and require grades of metal powders that are similar or overlap in terms of particle size distribution. All are also competing with other conventional Powder Metallurgy applications, which are also expected to see greater powder requirements.

Powder usage efficiency by AM process type
It follows that as the adoption of each AM process increases, so too will the waste stream of those powders. In terms of sustainability, each metal AM process is capable of recycling feedstock, but this does not always include that portion of powder that is considered ‘waste’. This can be powder that has been lost to filtration systems, entrapped in the mechanics of an AM machine, or powder contained in closed volumes of parts or their support structures. In the case of the latter two, there has been a great deal of effort placed on recovering this powder for re-use.
Material Extrusion
Of all Additive Manufacturing processes, it is probably MEX that is the most intrinsically sustainable. Here, fine metal powders are blended with a binder to produce filaments, rods, or pellets for the process, so the process doesn’t use dry, loose powder. Since there are no process losses from things like spatter, trapped powder, over-dosing, condensates, or powders carried off into filters or other machine dead-spots, there are extremely low levels of wastage. With this technology, one comes closest to using only the materials that are required to build the part, and – more often than not – any unsintered materials can be used directly in the production of new feedstock.
Binder Jetting
Next in the line of sustainability is Binder Jetting. Even though this is technically a powder bed technology, it involves no in-process melting, and levels of powder recovery from the builds should be very high. There can be small losses from trapped volumes of powder, and there is a risk of contamination from stray jets of binder into the powder bed, but, compared to fusion-based processes, the recyclability of used powder should be intrinsically higher.
Powder Bed Fusion
PBF processes are a little more complex since they do suffer from more losses than the above. In the melting process there are risks that powder is lost as spatter particles or other ejected matter such as fumes, condensate, and fines. The latter two types of particles can sometimes be very heavily oxidised and, for this reason, are not normally considered for re-use or recycling. A question remains over what becomes of this waste stream; in all likelihood, it has ended up in landfill or been incinerated. The so-called ‘recycling of powder’ (which should really be referred to as the re-use of powder in the context of using powder to make parts) in Powder Bed Fusion machines has long been a concern and must be more tightly controlled than in other AM processes.

Some end users have imposed a complete ban on the use of powders that have been previously exposed to any part of the AM process; this is, of course, completely at odds with AM being a sustainable, more environmentally friendly set of processes. If this ethos were to continue, there would be a very uncertain future for these AM processes. However, it is easy to understand the concerns since the early adopters in the industry were themselves in doubt of the true risks of re-using exposed metal powder. This may have been due to a lack of understanding of the processes themselves, the effects of atmospheric exposure on the powders, degradation of composition or increased oxidation coupled with inadequate means of assessing used powders, or even a simple distrust of a new, unqualified process. Thankfully, this hasn’t deterred everyone. Other early adopters, including service providers, were very quick to realise the issue and developed their own methods to track the usage and quality of process powders.
Notable successes in metal AM have taken place in the Formula 1, space and medical sectors as a result. Nowadays, industry standards (e.g. AMS 7031 from SAE International) have been published that set out the requirements for the re-use of powder, particularly in PBF machines. This particular standard makes a clear distinction between powders that are simply ‘turned over’ in the machine and used multiple times, and those that are removed from the process, reconditioned to be like new and then re-introduced into the process.
The SAE AMS AM metal committee is also working on another document to address recommendations for machines with closed-loop powder feed systems. It is very clear that the sustainability of powders is now a key factor for any PBF process.
Cold Spray and DED
Closing on the PBF AM processes in terms of popularity are the two deposition technologies, Cold Spray and DED. In CSAM, there is no fusion. Instead, the process relies on extremely high impact energies to co-bond metal particles. While it is possible to use very small amounts of powder for this process, it does suffer from a certain amount of ejected powder, which is not currently considered re-useable and must be discarded after the process.
Conversely, in DED machines, the powders being introduced are completely melted, and there can be large areas of spatter and other melt-related ejected particles, none of which can be re-used in the process. In both types of AM processes, there is a high likelihood that the ejected particles would be heavily oxidised, irrespective of the type of gas used to spray or protect the process, and, quantities permitting, the best that could probably be expected would be for them to be collected and sent back as tertiary ‘scrap.’
Sustainability and metal powder production
Perhaps the most obvious point to make about the current production of metal powders from regular alloy feedstocks is the significant energy consumption and the associated carbon footprint generated by the global logistics of transporting, melting, and forming into the billets, bars, coils, and wire feedstock. This isn’t even considering the initial refinement of ores into elemental metals; this, of course, accounts for very high levels of energy consumption and natural resources.
Whilst AM is said to be greener than conventional processes because one only needs to use a certain amount of materials contained in each specific part, the powder does have to be produced following these primary methods. When considering AM’s sustainability, we cannot forget to take into consideration the additional energy that is required to melt the feedstock, atomise it, collect and classify the powder, store it safely, and then distribute it for use.

Where does your metal come from?
In the early, most-hyped days of Additive Manufacturing, no one was talking about the yields in the powder production process that made these optimal powders. In many cases, the yield from the atomising process for good powder suitable for Powder Bed Fusion was at best 45% and was frequently as low as 30%. Some powder producers were able to boost the yield up to 60% or even 70% if the different cuts of powder could be used in other forms of AM, such as DED. Nonetheless, in most cases the yields were low and that meant quite a lot of waste product coming out of the atomising process. Whilst this is still far less than the high percentage of waste generated from fully machined parts, swarf is routinely collected and sent for recycling. However, can the excess powder from atomisation also be recycled?
If we first consider what was thought to be happening in the early years of metal AM, there was a general belief that all powders were being made from primary metal stocks. This would mean that there would be an accumulated environmental impact, starting from the holes in the ground all the way through to atomised powders, significantly higher than other, more conventional manufacturing routes.
This belief about metal powder origin was probably a consequence of the many questions about the traceability of those metal powders and how that would affect final part quality. This concern was mainly coming from those buying into AM for future medical and aerospace applications. When anyone was asked about the traceability of their metals, their response was always that they could provide full traceability back to the hole in the ground. Hence, for most end users, it was natural to assume all powders were made from primary feedstock.
The possibility of using already qualified end-of-life products, off cuts, and revert was hardly ever considered, much less talked about. This was certainly the case for Ti-6Al-4V, which gained popularity in metal AM very quickly. However, the truth is that if metal powder was always to be produced from virgin raw materials, following the rock-to-billet-to-powder process route, then there would be a very significant cost to pay. Worst of all, it would mean that if the use of metal powders continued to grow as currently predicted, the environmental impact would only become more severe.
Improved but imperfect
Where the industry is today, the overall environmental impact of metal powders used in AM still results in increased emissions and an increased carbon footprint. We still have to take into account the extra transportation’s energy requirements, and the packaging requirements for metal powders – particularly since much of the powder used today starts its life on the opposite side of the planet to where it is eventually used. Furthermore, metal bar and billets are happy to stay on a shelf, or in a yard on a pallet, almost indefinitely, whereas metal powders instead have to be kept clean and dry. This involves the use of a lot of plastics – worse still is that these are effectively single-use plastics.
A problem that very few to date have tried to address is just how these containers can be collected and safely recycled. With each container contaminated with metal particles and no known history of exposure, there are no powder producers currently willing to entertain the idea of taking them back, cleaning them and then reusing them. Using containers made from steel or other metals is a little better, but they still use plastic liners and silica gel pouches. This is just one negative environmental aspect that the AM sector is going to have to live with until an alternative solution can be found.
The promise of recycled metals
Far from being the case that all powders are made from virgin primary metal stocks, the situation has changed steadily over the last decade; it is known and accepted that some metal powders do come from recycled secondary feedstock. The main issue now is making sure that the form of scrap is of a suitable size and shape that can be readily melted in a crucible.
The AM sector has also started to see new suppliers concentrating on sourcing from this part of the supply chain, with some even introducing new technologies with the sole intention of being more sustainable. A great deal of interest from the academic world has also led to more research initiatives, such as the recently published work by University College London involving recycled steel via the electric arc furnace (EAF) route. In that paper, it was estimated that EAF saw a significant reduction in greenhouse gas emissions of 86%; energy consumption of 85%; water pollution of 76%; and water usage of 40% compared to primary extraction and the blast furnace route [1].
In terms of CO2 emissions, the Fraunhofer Institute for Material and Beam Technology (IMWS) found that using one tonne of recycled stainless steel scrap could save approximately 4.3 tonnes of CO2 when producing steel [2]. This is all very good if scrap is then used as the feedstock for making powders – and companies, such as Mimete, have been involved in a complex pan-European project, which includes universities and research institutes, to estimate the effect of different feedstocks on the carbon footprint of the final powder product.
So, is recycling the simple answer to all environmental problems? A succinct answer to this came from Bruce Bradshaw at 6K Additive, one of a new generation of greener powder producers, “For AM applications, you can use 100% recycled material, but not all recycled material can be used for AM applications.”
What makes scrap?
This makes the scrap-to-powders route an interesting topic. It avoids the time-consuming, expensive, and carbon-intensive primary feedstock processes, but does come at the cost of losing easy control of the chemistry. This then places a very high level of importance on the selection of specific grades of scrap for use as a feedstock for making powders. Other companies, such as Pometon, added to this by specifying that large pieces of scrap with uniform specific surfaces are preferred, as opposed to turnings or milling chips that can be heavily oxidised and contaminated by coolant oils.

One of the first things to consider is the definition of ‘recycled materials,’ which, to most, will include both scrap and waste. Scrap can come from end-of-life products that are re-processed, chopped up into pieces and then remelted. However, this requires the correct controls to segregate the types of alloys, including the grades and perhaps the certified origins. Scrap can come from materials that remain at the end of the primary production process that, in theory, have not been exposed to any other changes. This is already a very common form of scrap, known as revert, used in the casting industry.
Waste, however, is collected downstream from manufacturing or fabrication processes and can include off-cuts, trimmings and swarf. This waste material is usually considered lower quality, being contaminated with oils and chemicals. Dealing with this waste for recycling can be quite energy-intensive since it is usually more difficult to segregate, grade, clean and certify in terms of composition.
Stainless steels
Stainless steels are already sorted and segregated into grades that can be fed directly into furnaces to produce like-for-like steels. This happens across all metal – and metal powders – producers. It makes perfect sense because there’s so much of it available and the values of these metals lend themselves to the process. In fact, a recycling supply chain has been in existence for a long time and is already so effective and efficient that it’s hard to imagine any stainless steels currently being used in AM that do not contain very high percentages of recycled material.
Even so, great care and strict quality controls need to be in place to ensure that type compositions are respected. This becomes even more important when satisfying the brand specifications of individual end users. In cases like this, some contributors stated that they would only ever use a maximum of 50% of scrap, mixing it with virgin elemental material to restore the specific composition of the alloy. In fairness, and with all things being considered, the emissions and carbon footprint associated with the production of stainless steel powders are probably already as low as they can currently be.
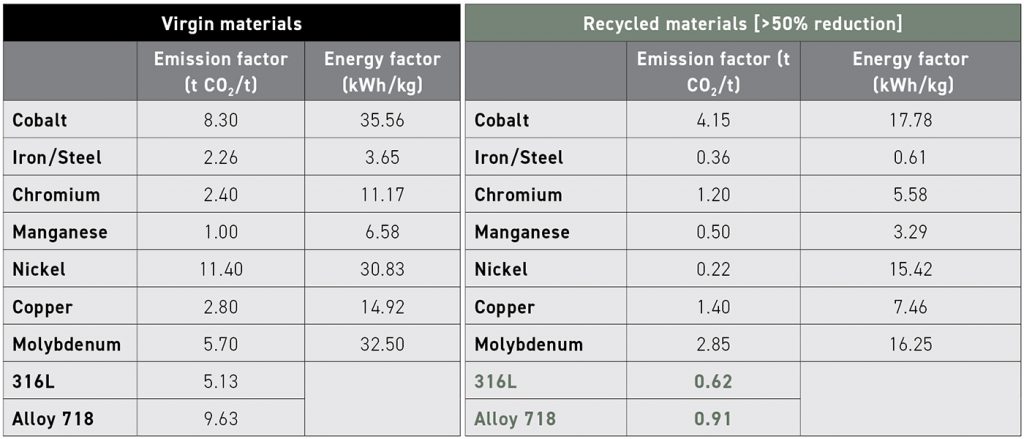
In some cases, the calculated reduction in CO2 and energy consumption is as much as a factor of 10; Sandvik presented data at PowderMet 2023 showing reductions of at least 50% for all feedstock materials with respect to virgin materials production (Table 1). It is something that all major global producers of steel have become aware of – a few have even announced their entry to the AM supply chain, including ArcelorMittal in Spain [3] and Outokumpu in Germany (Fig. 6) [4]. The latter describes its whole plant as ‘a large recycling unit’ because taking scrap from its other steel production operations located in the same city. These examples are, at least, gold stars for metal AM.

Adding a bit of extra shine to this are companies such as Indo-MIM, Sandvik, and Continuum, which are also relying on renewable energy for their atomising processes. In fact, more and more companies are now seeking to contract with ‘green electricity’, which will only be a good thing for the environment. Some companies are willing to go even further with recycling steel, with f3nice in Italy committed to using 100% recycled steel.
Other alloys
Aluminium, titanium, nickel and copper all require vast amounts of energy and natural resources to produce from new. Thankfully, in primary alloy production, there is already a lot of recycled scrap that is used as feedstock, and this is accompanied by careful control of possible contaminants that could be detrimental to the alloy. So, what’s to stop the same processes from being followed by powder producers?
Up to now, the reason for not doing so could have simply been a matter of economics. Of the suppliers that have contributed to this article, all said that there is a good chance for recycled feedstock of less complex alloys. However, it is recognised that the in-demand alloys are those that are highly engineered, which makes the use of generic scrap quite problematic. Only if the powder production batches are very large will it be possible to achieve safe levels of dilution, so-called ‘alloying up’. For instance, there are many concerns about the use of aluminium scrap – particularly if AM parts are to be used in aerospace applications – and strict controls of levels of beryllium are in place for this reason. Circle Metal Powders in Taiwan was the only contributor to state that it uses secondary aluminium alloys to produce powder under the scope of AS9100-certified procedures.
From a CO2 perspective, using scrap should be a no-brainer. It was mentioned previously for steels that there are huge differences in the amounts of energy required to produce alloys from ore compared to those same alloys derived from scrap. However, the cost associated with doing the sorting and quality checks could easily balance the savings achieved from using less energy. This would leave only the environmental benefit of lower CO2 emissions. For some, this could push the all-inclusive use of recycled materials as feedstock for these highly alloyed powders out of the reach of the AM sector for now.
This can be circumvented by the use of recycled feedstock, which comes only as revert, including the off-size, unwanted powders from previous melts. This is something that is already being achieved by companies that are also primary alloy producers, such as Carpenter and Sandvik, since powder revert can be mixed with other revert from the production of the primary alloys.
The economics of powder sustainability
The economics associated with the use of sustainably produced metal powders should be rather straightforward to understand. Each of the powder producers contributing to this article stated that taking revert, primary metal scrap and end-of-life metal parts would not be a new practice and could be useful sources for their own feedstock. The cost reduction in using qualified scrap compared to virgin raw materials is unquestionably significant, coming from vastly lower energy consumption. This, in turn, means that several kilograms of CO2 per kg of alloy are removed by using scrap feedstock in place of virgin raw materials.
Similarly, most suppliers agreed that the materials that have already been targeted are commodity alloys like stainless steels. 316L is the most popular in AM, used to build parts for general industrial use with requirements that are not as high as in tightly regulated sectors such as medical and aerospace. To make economic sense the volumes need to be high, but this hasn’t been a significant barrier for them where nickel, copper, and aluminium alloys are concerned since all are very widely used across the industry.
Unfortunately, the cost of assuring quality does still add up in the collection, grading, chemical analysis, cleaning and subsequent stocking of these potential feedstock materials. Hence, the route to produce powder from scrap can still involve a lengthy and somewhat energy-intensive set of processes. Where energy is a factor, cost is very important, particularly when considering the amount of transportation that is required.
These costs are further pushed up by the availability of good quality scrap from assured sources; some have suggested that these accumulated costs could easily match those of the equivalent virgin raw materials. Estimates have been given by those contributing to this article that put savings anywhere between 0% for highly alloyed metals to a conservative maximum of 40% for common grades of stainless steel. This takes into account the full end-to-end process chain to produce new powder from scrap. Process savings have been found, with some stating that using scrap does still end up requiring less energy to melt in the furnace.
Another side to this coin is the ‘Green Credit’ that can be earned from using scrap and reducing energy consumption. Several different models and calculations are being used to quantify and apply these credits – some even having real financial benefits. From a public perspective, this enables the companies to work towards any environmental goals, such as achieving net-zero emissions by 2050.
How have the costs been reduced? In the earlier days of metal Additive Manufacturing, prices for metal powders were at eye-wateringly high levels for consumers, even for standard alloys like stainless steel, with reactive materials such as Ti-6Al-4V powder being sold at close to $500/kg. Nowadays, the price is closer to $100/kg, especially for larger quantities, but that reduction has come about due to the increased number of suppliers, i.e. greater availability, not higher levels of recycling. It’s only very recently that 6K Additive, a relatively new supplier to the AM sector, announced a certified route to producing this alloy from scrap, which relies on very tight controls of the environment in the process (Fig. 7). However, they are not alone in tackling this opportunity, with other new suppliers are also targeting the recycling of titanium alloys, including IperionX (Fig. 8) and the Eramet-led EcoTitanium project [5].

In the long run, the economics of using scrap materials for producing powder might not stack up in favour of the AM sector. This is because the whole world is now looking to be more sustainable and is trying to work towards net-zero emissions. So, whilst there are obvious gains to be had in terms of lower energy usage, which will drive costs down, the demand for scrap from across the entire industrial world could eventually drive costs up and keep them there. The growing interest also has the potential to make sourcing high-quality graded scrap more and more difficult.
Recycled or re-used metal powders
Sustainability in the use of metal powders is not just concerned with using secondary sourced feedstock materials for the production of the powder; it also has to include the recycling and re-use of powders that have been through the AM process. It is only when we consider this aspect of sustainability that we can truly understand how powder recycling becomes a direct contributor to the circular economy. It turns out, however, that this is not as straightforward as some may believe and it presents some very complex issues that need to be understood.
Firstly, the different sources of powder that can be recycled, meaning that the powder coming from these sources can be in different conditions. These include revert powder from the atomising process; used powder that has been exposed to one of the metal AM processes; and unused powders, perhaps bought speculatively; in addition, storage can be problematic.
Secondly, there are the economics of taking any of this powder back from the market to consider; up to now, it has been managed and paid for by end users. This incremental cost can be a bitter pill to swallow for most.
Revert powders
For revert powder, the main issue for producers is guaranteeing that this powder has not become contaminated. This is not a given, because it may be the case that these waste products are not being stored in sealed containers or a protective environment. However, for steels – and, to some extent, nickel- and cobalt-based alloys, it may still be possible to clean out contaminants during the melting stage and before atomisation. Unfortunately, this is not always the case, and producers of aluminium powders struggle to cleanly remelt compacted oversized particles and fines from their processes because of the oxide layers formed on the powder particles. This could be why none of the contributors to this article have said that they use revert powder.
Used and unused powders
When most people discuss recycled powder, they are actually referring to powder that has been used in an AM process and then returned to that same process. This is a difficult subject, however, since there are differences in opinion on what constitutes ‘used’ powder. This ranges from those who say even the powder in a newly opened container should be then considered ‘used’ to those who say it is what comes out of an AM machine after a build, even extending to multiple cycles and continued re-use or recirculation.
In the best-case scenario, when using powders discarded from a machine, users will have devised their own method for determining when the powder has fallen out of specification. In the worst case, the condition of the powder is not being considered and the used powder is simply any portion that is removed from the machine at the end of any particular production period or batch.
So, what can be done with this unwanted, used powder without it creating larger and larger stocks of it? The answer is being provided by the likes of Carpenter Additive and 6K Additive, which have introduced schemes to take back scrap from their customers. Here, scrap can also mean failed builds and support structures, as well as the used powder that may have been recycled in the process too many times. It can also include the balance of larger batches that cannot be mixed with other virgin powder. This can amount to tonnes of powder that the companies can immediately reprocess back into useable powder for those same customers.
These returned powders can be used along with primary metal feedstock or mixed with other pieces of scrap metal. The advantage here is that the powder can fill up those spaces in between the lumps of metal and improve the efficiency of the melting process, whilst also enabling producers to have fuller operational loads. In return for the revert powder, these suppliers offer favourable pricing on newly purchased powder (e.g. 6K Additive offer up to a 20% discount to its existing customers for selling scrap from the AM process.)
The future sustainability of AM with metal powders
Metal AM offers unique ways to be more sustainable, from how parts are produced to the materials used to make them. Metal powders are the most common feedstock for these processes, and it’s certain that if the world is to reduce carbon emissions and protect the environment, then we must use those materials responsibly and in ways that minimise resource extraction from the planet. Luckily, the economic drivers are very potent, so there can be no doubt that the re-use of powders in metal AM is going to increase. It is easy to see why, since Powder Bed Fusion machines are already being used in significant numbers and at increasing sizes.
In any size of PBF machine, more often than not, the ratio of used powder to built part is quite high, and it is the cost of that powder that dictates whether it should be reused. Several tonnes of powder are required to complete a full build in the very latest large-scale, multi-laser machines. Imagine only being able to use all that powder just once! For AM to remain sustainable as the industry grows, there will have to be systems to collect and recondition that powder efficiently. In line with this, if that powder were to be returned to the original supplier, they should have all the means to test and qualify the composition and guarantee that it’s the same quality of powder after being reprocessed.
In light of this, it’s not difficult to understand why companies like 6K Additive are investing in this particular area of the supply chain, and one can imagine many more companies entering this space in the near future. However, other technologies that have been in existence for decades can also be turned to reprocessing used powders. A good example of this was highlighted in the spring edition of Powder Metallurgy Review [6], where Phoenix Scientific Industries (PSI) Limited talked about Fluidised Bed Reactors (FBR) and how they can be used “where batches of powder may need to be ‘rejuvenated’ or brought back into specification.” However, the problem with reprocessing used powder is that it still requires a lot of transportation, putting it at odds with emissions reductions.
Addressing this aspect of sustainability are those companies that have brought the capability to atomise smaller batches of powder to market, especially those where any feedstock – including scrap – can be used. Here, it’s feasible to have a system taking AM build waste and atomising powder at the end of the AM production line. It is certainly something that could be expected in companies that prefer fully vertically integrated processes.
6K’s Bradshaw stated, “The environmental, economic and national security benefits means that using scrap to produce high-quality AM powder is the future.” This touches on something that makes a lot of sense and may become key to the success of using scrap materials for powder production in AM: national security – not security threats and risks of violence, but supply chain security. Scrap materials sourced within any given territory can be much easier to qualify and guarantee its pedigree. It’s very likely to be the case for specific metals that are of more value, either due to a particular single end-use application or because they contain elements that are intrinsically difficult to source (such as scandium, tantalum, yttrium, niobium, etc.)
Sustainability, in this sense, does not have the environment as its main concern, but it does still have positive outcomes for the environment. Recent projects from the US Department of Defense and the UK Ministry of Defence are enabling companies like 6K Additive and Additive Manufacturing Solutions Ltd to investigate the use of existing assets at end-of-life as qualified feedstock materials for the production of powder. To some degree, this guarantees national supply chain security whilst also helping to fulfil commitments to international sustainability targets.
The work that is being paid for under the umbrella of defence does, however, show the way for all regulated industries. The medical, aerospace, automotive and energy sectors, for instance, have all spent significant resources over decades to develop materials. All those materials intended for the products of yesterday could very easily be the feedstock going into the products of tomorrow, especially since Additive Manufacturing means that those products are now being designed to be lighter, with greater efficiency and functionality, requiring less energy to run or utilise, and lasting much longer.
Author
Dr Martin McMahon
Technical Consultant, Metal AM magazine, and founder of MAM Solutions.
[email protected]
Acknowledgements
The author would like to thank the following companies for their most excellent contributions to this article:
6K Additive, Atomising Systems Ltd, Carpenter Additive, Circle Metal Powders Co. Ltd, Continuum Powders, ECKA Granules Germany GmbH, f3nice Srl, IMR Metal Powder Technologies GmbH, INDO-MIM Pvt. Ltd., Mimete Srl, Pometon spa, and Sandvik Osprey Ltd
References
[1] R Bleischwit et al, Remaking steel for a net zero carbon circular economy, The Bartlett, www.ucl.ac.uk/bartlett/news/2021/sep/remaking-steel-net-zero-carbon-circular-economy
[2] M Kraft, Use of scrap metal in steel production significantly re-duces CO2 emissions, Fraunhofer IMWS, www.imws.fraunhofer.de/en/presse/pressemitteilungen/scrap-metal-reduces-co2
[3] ArcelorMittal to produce steel powders for Additive Manufacturing industry, www.metal-am.com/arcelormittal-to-produce-steel-powders-for-additive-manufacturing-industry/
[4] A Sanchez-Valverde Erice, Outokumpu: Bringing a new dimension to Additive Manufacturing with stainless steel powders, PM Review Vol. 12 No. 3, Autumn 2023, www.metal-powder.tech/wp-content/uploads/2023/09/PM-Review-Autumn-2023.pdf
[5] First plant in Europe to produce aviation-grade titanium by recycling, www.metal-am.com/first-plant-europe-produce-aviation-grade-titanium-recycling/
[6] W Hopkins, From powder modification to rejuvenation: Fluidised Bed Reactors in metal powder production and Additive Manufacturing, PM Review Vol. 13 No. 1, Spring 2024, www.metal-powder.tech/wp-content/uploads/2024/02/PM-Review-Spring-2024.pdf
LAST MONTH’S MOST-READ ARTICLES












