


Metal AM in Finland: VTT optimises industrial valve block for Additive Manufacturing
VTT, based in Espoo, Finland, is one of Europe’s largest research and technology centres with a long track record in metal powder processing technologies. In the following case study, VTT’s Erin Komi reviews the development of an additively manufactured valve block for demanding industrial applications. The project, in conjunction with industrial partner Nurmi Cylinders, looked at the optimisation of the valve block in terms of size reduction, weight-saving and performance gains. [First published in Metal AM Vol. 2 No. 1, Spring 2016 | 10 minute read | View on Issuu | Download PDF]

Additive Manufacturing (AM) offers many advantages over traditional manufacturing methods. The technology can produce very complex component geometries, gives designers and engineers unmatched design freedom and allows for a much more structurally efficient and lightweight design. Increasingly, companies in a wide variety of industries are looking to reap the rewards of Additive Manufacturing. They soon realise, however, that they can only gain the full benefits of the technology when the components to be produced are designed to meet the specific needs and constraints of the Additive Manufacturing process.
In 2015 VTT, the Technical Research Centre of Finland, conducted a research project to explore the feasibility of Additive Manufacturing in the country. The project was funded by several public and private organisations, including Tekes, a government funding body in Finland, VTT and several smaller Finnish companies.

VTT is the leading research and technology company in the Nordic countries, with a national mandate in Finland. For nearly 75 years VTT has provided expertise, top-level research and science-based solutions to domestic and international customers and partners in both the private and public sectors. The researchers at VTT develop new smart technologies, create innovative and profitable solutions and cooperate closely with their customers to develop technology that benefits both the client companies and society in general.
For the Additive Manufacturing project, VTT engineers chose the example of a valve block from Nurmi Cylinders, a Finnish manufacturer of hydraulic cylinder products for offshore, industrial, marine and mobile hydraulics, and one of the project’s funders. Together VTT and Nurmi wanted to showcase what a design specifically targeted for Additive Manufacturing had to look like in order to fully benefit from the manufacturing method. The goals were to use Additive Manufacturing to both reduce the size of the valve block and the amount of material needed, as well as to optimise and improve the valve block’s internal channels to produce a better component for the customer.
The engineer in charge of the additively manufactured valve block project was Erin Komi, Research Scientist at VTT. Komi works with finite element acoustic simulations, making acoustic models of different products for VTT’s customers. More recently, she also started to work on design projects for Additive Manufacturing, where she is applying topology optimisation and other design tools.
Finding the best printable design
Not every component or product is suitable for Additive Manufacturing, depending on its size, form and design, as well as the quantity needed. A valve block, however, is very well suited for Additive Manufacturing and has a high potential for improvements in weight and performance when additively manufactured.
Traditionally, the design of a valve block starts with a block of metal. After being formed by traditional manufacturing methods into the desired shape, internal channels must be drilled to accommodate hydraulic fluid flow. Drilling these channels accurately is difficult as they need to meet cleanly at certain points, but alignment issues are often caused by what is in essence ‘blind’ drilling. In addition, auxiliary holes are often drilled and then plugged, but this opens the door to potential leakage.

Employing optimisation techniques and Additive Manufacturing, VTT engineers hoped to replace this cumbersome method by improving the design and manufacture of the block’s internal channels and ending up with a smaller, lighter, better final product.
To design, optimise and analyse the valve block, VTT used Altair Engineering’s HyperWorks® CAE software suite. OptiStruct®, the optimisation tool and finite element solver in the suite, was VTT’s first choice. “We went straight for OptiStruct,” stated Komi. “We’ve used it in the past, so I understand the workflow and have been pleased with the results.”
“There are other products available on the market that allow you to do topology optimisation,” Komi continued, “but I think the result interpretation, which is in my opinion easier with HyperWorks, is also very important. The flexibility of OptiStruct, with many different possibilities to apply loads and to include responses as well as constraints, is very helpful.”
Software tools speed design process, tackle challenges
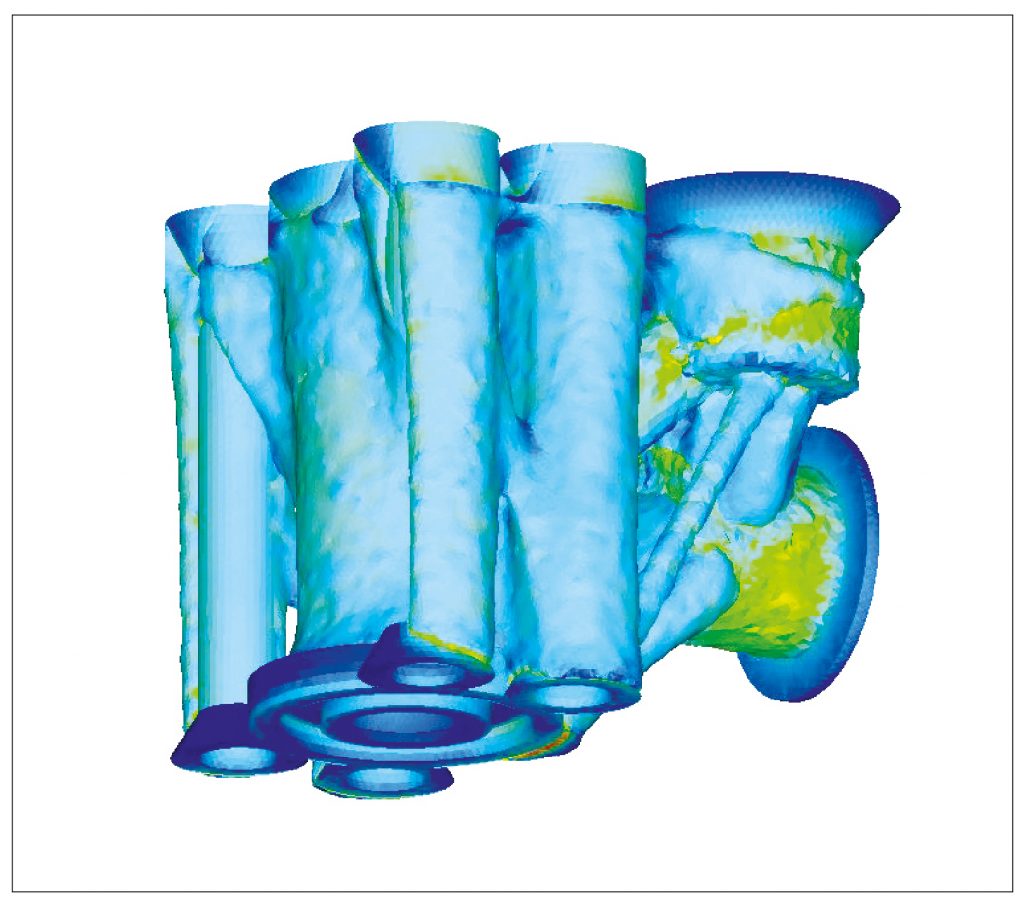
A significant advantage to topology optimisation with a tool such as OptiStruct is that a CAD model is not really needed to design the component. Once the engineer defines the design space and its limitations, as well as loads and other boundary conditions, the optimisation tool proposes an optimal design. In the VTT project, the customer provided the boundary conditions as well as additional internal limitations, such as where the valve actually has to be placed and which machining tolerances had to be considered. The size, position and orientation of the internal channels were also chosen by the customer and were part of the non-design space. The design space in this case was a block, with some holes where connecting bolts would be placed. An important tool that helped VTT create the optimised design of the valve block was OSSmooth, one of OptiStruct’s shape generation tools (Fig. 2). With OSSmooth, the engineer can automatically re-mesh the design and run a re-analysis to make sure that all initial design requirements are met and stress limits are not exceeded. At that point, the design is only a rough model and often has stress spikes which make it unsuitable for Additive Manufacturing.

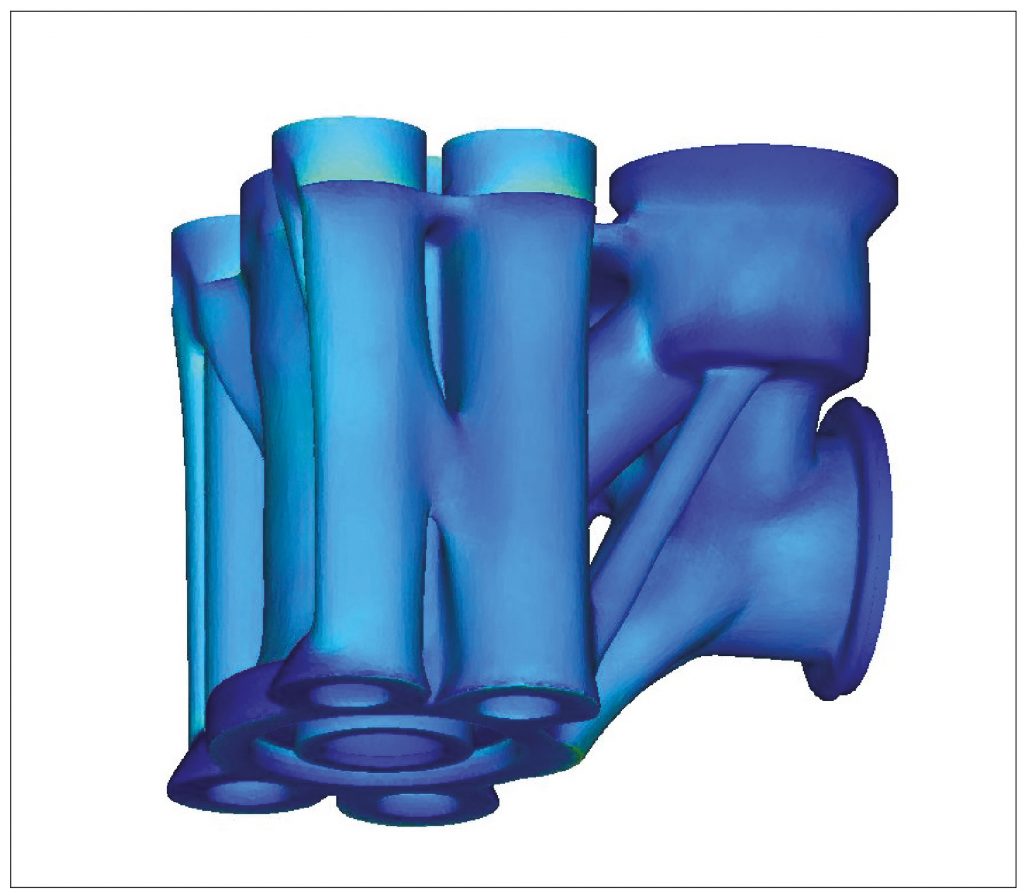
To tackle that challenge, VTT used a software application called 3-maticsSTL from Materialise, offered under the Altair Partner Alliance. The Alliance gives HyperWorks customers access to third-party tools under their existing HyperWorks licence at no additional cost. The 3-maticSTL software enables design modification, re-meshing and the creation of 3D textures, lightweight models and conformal structures, all on STL (StereoLithography) levels. In this case 3-maticsSTL helped turn Komi’s optimised mesh into a printable file (Fig. 3). “I learned about Materialise through Altair,” explained Komi. “At some point in the development process I had tried to prepare a model for printing with HyperMesh, but it was very cumbersome. It was taking me days and the result wasn’t all that great. Once I learned about 3-maticsSTL and tried it, what used to take days is done in hours and the results are so much better. An additional benefit is that we can access the tool via our HyperWorks licences, so we don’t even have to invest in additional software.”
The valve block went through several design iterations. In certain areas, the initial size of the design space provided by the customer was cutting into the result Komi had come up with. As it turned out, the customer had decreased the size of the design space, assuming that with a smaller design space a smaller final design would be the optimisation result. This is not necessarily the case. Given the natural flow of the stresses and forces, and by applying full freedom to the design, the engineer usually receives the best optimisation result, including the smallest and lightest design, with the highest stiffness.
To further optimise the valve block’s performance, Komi changed the route of the internal fluid channels. Initially these channels were curved like an S, with the cross sections having a circular shape. To actually produce the valve block via Additive Manufacturing, VTT had to use SLM (Selective Laser Melting) machines. For the SLM method, the recommendation to add supports internally in the channels was unviable as they would have been impossible to remove. The solution VTT came up with, together with the customer, was keeping the same cross sectional area but changing the shape and path of the channels.
One of the major goals of the project was to create design rules for SLM. These include guidelines such as designing an oval or diamond shape channel instead of a circular one, since this design does not need support structures and will result in an overall structure that can be better printed with the SLM method.
It is commonly recognised that in SLM processing 45° is more or less a limiting angle for overhangs to be produced without adding supports. To optimise the design VTT made the assumption that the outer structure would more or less follow the route of the inner channels, and thus if the internal channels run at ~45° angle to the base plate, the number of external supports needed could be reduced, saving time and money spent on support removal in the post-processing phase. Based on these kinds of best-practice design rules for the SLM machine, VTT could define a set of design rules which were consequently recommended to the customer.

Optimised design creates smaller, lighter, improved product
The result of this new approach to the valve block design and its production were striking: an overall reduction in the component’s size and weight, improved fluid flow in the internal channels and all stress and strength requirements met. A similar valve block made with traditional drilling techniques is estimated to weigh over 2.5 kg. The new optimised and additively manufactured valve block weighs less than 600 g, a 76% weight reduction compared to traditional design and manufacturing methods. The Additive Manufacturing process also results in less material waste. The success of the research project has benefitted not only the customer, Nurmi Cylinders, but VTT as well, Komi stated.
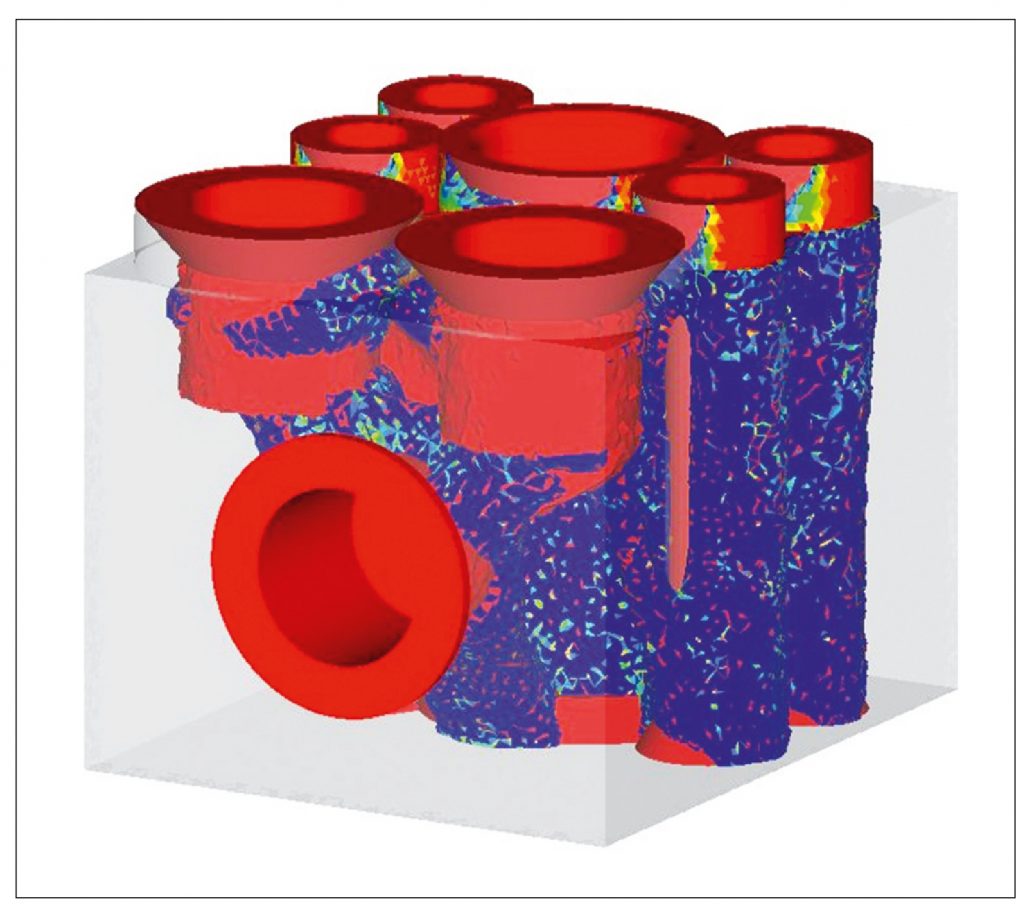
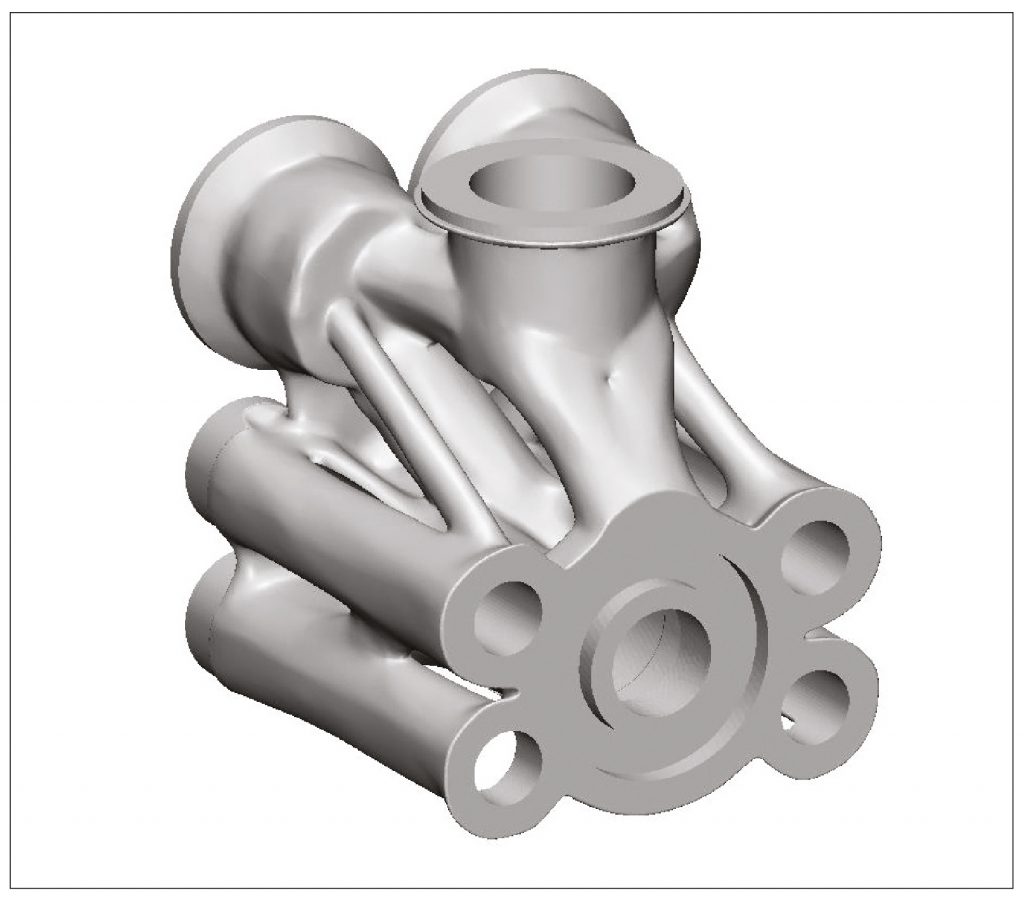
“Everybody involved in the project is really pleased with the results. Because it was a public project, we can show and talk about our results and the solution path we took. It was also an interesting project because with the valve block you have a well-defined load case, which is important when trying to optimise a structure. The topology optimisation resulted in a really interesting looking, complex, organic shape design, which was challenging to print and made planning for the printing process a very good learning experience (Fig. 7). In detail we had to consider the print orientation on the platform, eliminate the need for internal supports, minimise the need for external supports and much more. It has also been a nice learning process for us to explore Additive Manufacturing.”

“VTT has had an SLM Solutions printer for roughly a year and we were still evolving our design process to learn what a design targeted for Additive Manufacturing would look like. Having this focus on actually designing for Additive Manufacturing has been a learning experience. We could see the benefits of Additive Manufacturing early in the design phase and take that into consideration. This project gave us the opportunity to use it successfully.”
Komi believes that without the application of topology optimisation tools it would have been difficult to reach the same design. The valve block now has a natural organic shape, proposed by optimisation with OptiStruct and refined with 3-maticsSTL. Simply looking at the initial block of material, without the insights provided by the Altair HyperWorks tools, it is doubtful anyone could have created a similar design.
“The Altair tools were crucial to the success of this project,” Komi stated. “We need OptiStruct for the topology optimisation and to define the optimal placement of material within our design space. We need a tool like OSSmooth to interpret the optimisation results and produce a feasible solution. In addition a tool such as 3-maticSTL is needed to smooth the resulting mesh and turn it into a shape you can and want to print. In the end you need OptiStruct again, to re-analyse the final smoothed design. With this process, you obtain a reliable design ready to be printed.”

Contact
Erin Komi
Research Scientist
VTT Technical Research Centre of Finland Ltd
P.O Box 1000
FI-02044 VTT
Finland
Tel: +358 40 682 9705
Email: [email protected]
www.vtt.fi
Mirko Bromberger
Director Marketing and Additive Manufacturing Strategy
Altair
Tel: +49 7031 6208 152.
Email: [email protected]

LAST MONTH’S MOST-READ ARTICLES












