


Material selection for the production of injection moulding tooling by Additive Manufacturing
As one of the first major markets for metal additively manufactured products, the importance of the tooling industry has long been recognised. There is still, however, limited information available on what mechanical properties can be expected for the various materials used. This report by Harish Irrinki, Brenton Barmore, Kunal H Kate and Sundar V Atre reviews the published data on various steel powders and processing conditions as well as the mechanical properties that have been obtained using the Selective Laser Melting process. [First published in Metal AM Vol. 2 No. 2, Summer 2016 | 35 minute read | View on Issuu | Download PDF]
The manufacture of tooling for injection moulding is a key business sector that has a significant impact on overall costs and lead times in the product development cycle. Long production lead times, design constraints and the need to cut manufacturing costs have driven the injection moulding industry to look to new technologies for fabricating moulding tooling.
Among the various innovative processes for the production of tooling, the Selective Laser Melting (SLM) process has the potential to address many of the challenges faced by the tooling industry. The SLM process is capable of producing defect-free parts from a variety of steel materials as well as offering the unique ability to introduce conformal cooling. However, it is important for a tooling design engineer to know the material options and corresponding process parameters to examine the suitability of the SLM process in order to obtain mechanical properties that may compare well with conventional handbook data. To this end, this article reviews the published data on various steel powders and processing conditions as well as the mechanical properties that have been obtained using the SLM process.

The current status of the injection moulding industry
Injection moulding is a $170 billion global industry for the manufacture of a multitude of consumer products [1]. In 2010 alone the US plastics industry produced an estimated 7 billion kg of injection-moulded products for applications in packaging, electronics, household goods and biomedical areas [1]. Common materials that are injection moulded include thermoplastics, thermosets, elastomers and filled polymers. More recently, Metal Injection Moulding (MIM) and Ceramic Injection Moulding (CIM) technologies have further expanded the materials design window for the process.
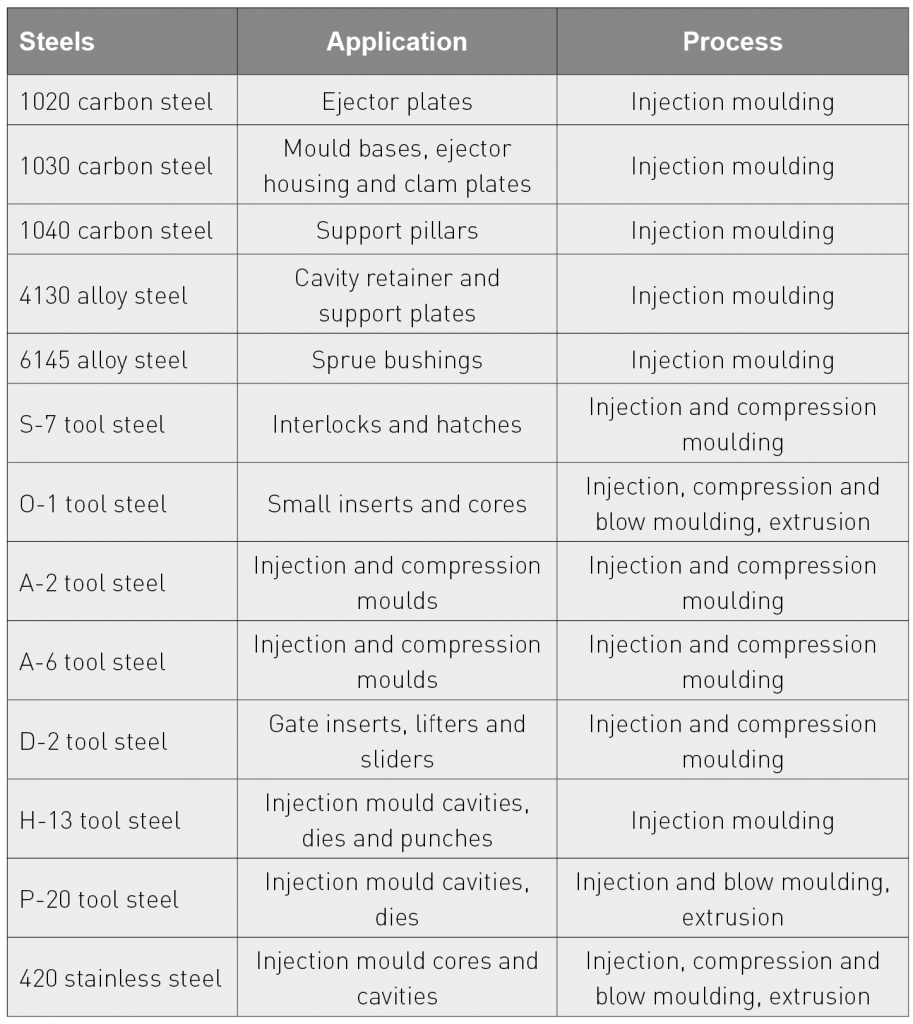
Materials for manufacturing tools for injection moulding are selected depending on the type of polymer, production volume, mould cavity complexity and the type of tool component. Table 1 summarises several types of steels used for manufacturing tools, including carbon steels (1020, 1030, and 1040), tool steels (S-7, O-1, A-2, D-2, H13, and P-20) and stainless steels (420 and 17-4 PH). Additionally, the type of steel selected depends on mechanical properties requirements for the tooling components, such as ejector pins, clamp plates, inserts, cores, spruce bushings, gate inserts, support pillars, mould base plates, lifters, sliders and interlocks [2–10].
Injection moulding tools are most widely manufactured with conventional processes such as milling, lathe or CNC lathe. Over the years these conventional manufacturing processes have developed with the onset of computer aided technology used for designing tools, high-speed machining, improved precision and process automation. Although this has led to the faster production of tools, product development cycles are still long and expensive. Tooling costs account for 15% of injection moulded part costs [12]. However, considering global competition and the requirement for shorter manufacturing times, innovative manufacturing methods for tool production such as Additive Manufacturing have been explored to manufacture tools for injection moulding [13–21]. Moulding cycle times account for 35% of the part cost [11, 21], and innovative mould designs and materials using Additive Manufacturing appear to offer the promise for further impacting the cost-per-part produced by injection moulding [22, 23].
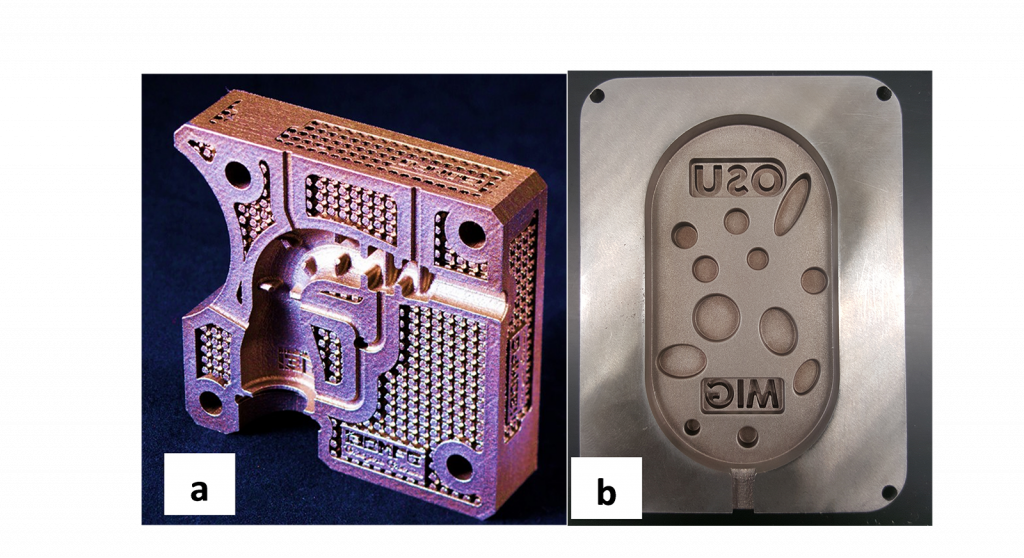
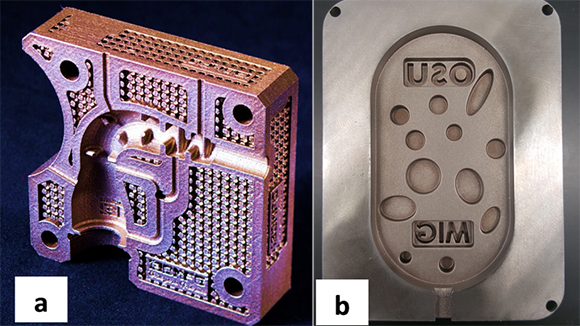
One such Additive Manufacturing process used to manufacture tools for injection moulding is known as the Selective Laser Melting (SLM) process, alternately known as Laser-Powder Bed Fusion (L-PBF), Selective Laser Sintering (SLS) and Direct Metal Laser Sintering (DMLS) [12, 16, 20, 24]. Fig. 1 shows an example of a tool manufactured using the SLM process for the injection moulding of plastics. The tool was fabricated using a maraging steel powder and is used for making injection moulded plastic cable connectors that are complex in shape and difficult to manufacture using conventional techniques [13].

In order to manufacture injection moulding tools using SLM, it is critical for the design engineer to have an awareness of the various material options and the corresponding process conditions to obtain useful mechanical properties from the process. Variations in powder characteristics and process parameters will affect the mechanical properties of tools [15, 18, 25, 26]. Many independent research studies have shown the successful fabrication of fully dense components using the SLM process for various steel powders by changing process parameters [28–32]. This report reviews over a hundred sources from the literature that cover different types of steel powder and SLM process conditions to successfully manufacture parts. Further, material properties typically obtained from the SLM process such as density, hardness, yield strength, ultimate tensile strength and elongation are compared to properties obtained from Metal Injection Moulded and wrought components. Additionally, SLM process conditions such as laser power and scan speed that are typically used for various types of steel powders in order to obtain competitive mechanical properties of fabricated components are summarised. It is hoped that this report will provide a convenient starting point for a tooling design engineer to select material and process options for fabricating injection mould tooling using the SLM process.
Materials
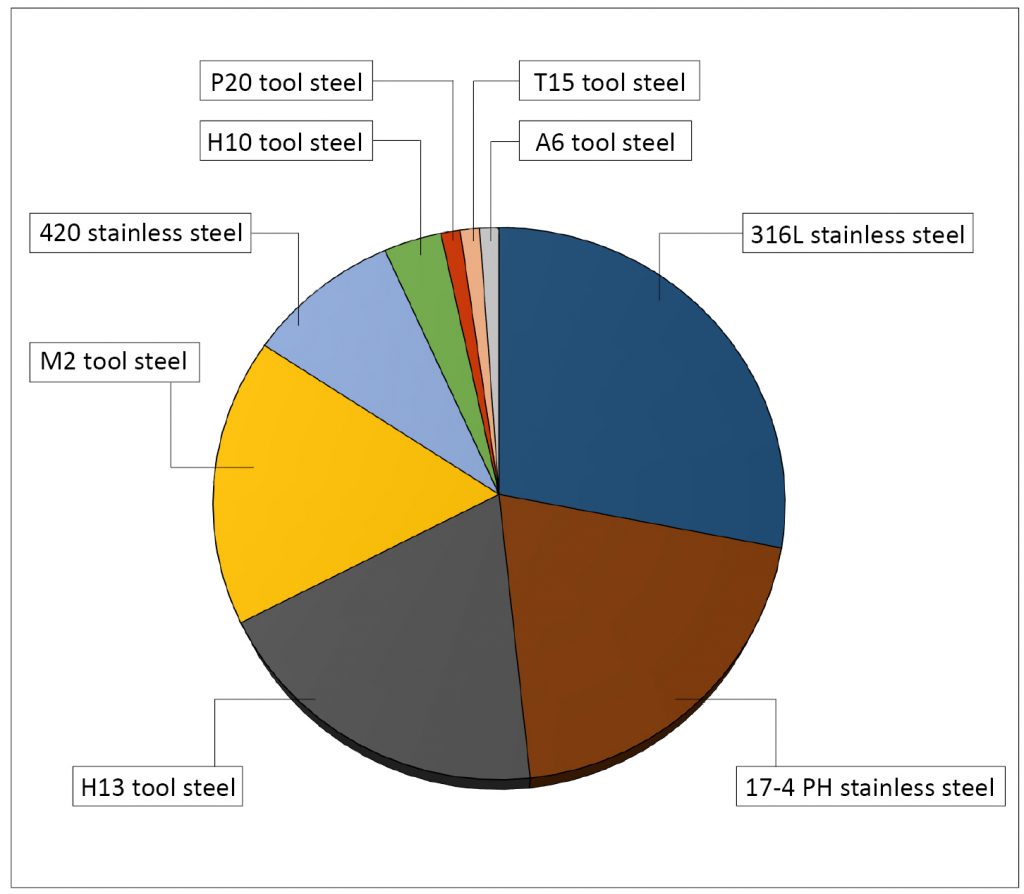
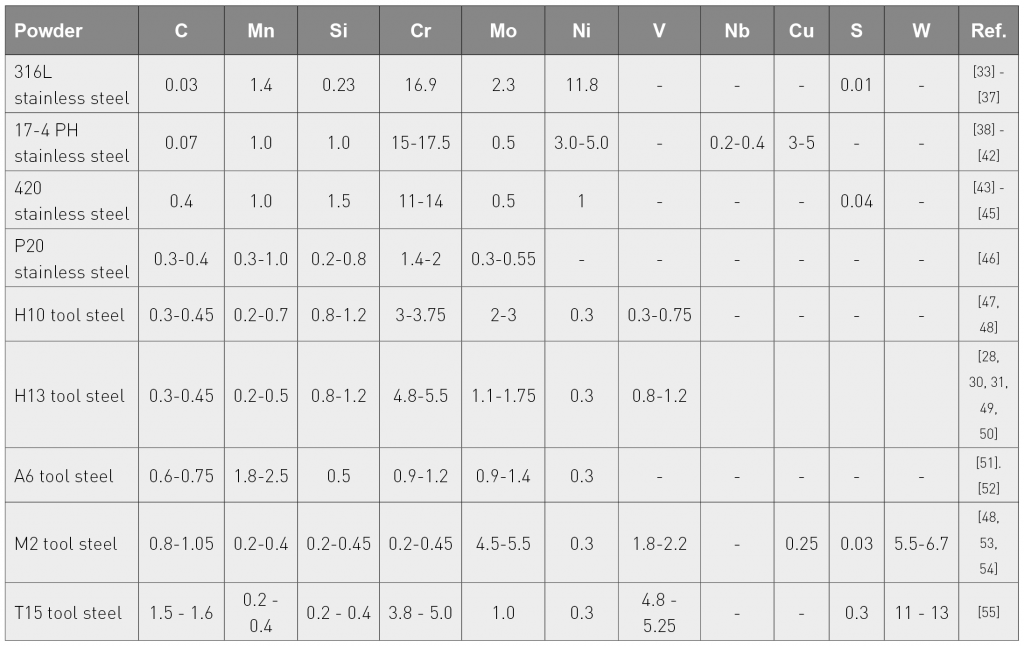
The pie chart in Fig. 2 represents around a hundred SLM studies that have used steels powders of various compositions. It was observed that the most researched steel powders were 316L and17-4 PH stainless steels followed by H-13 and M-2 tool steels. In contrast, only a limited amount of SLM studies have been reported on using P20, T15 and A6 tool steels. The material compositions of steel powders used in the SLM process are listed in Table 2.
Powder characteristics
Table 3 summarises powder characteristics (shape and size distribution) for five types of steels from 25 sources and presents typical sintered densities (represented as % theoretical) obtained from the SLM process when different types of powder production routes and particle size distributions are used.
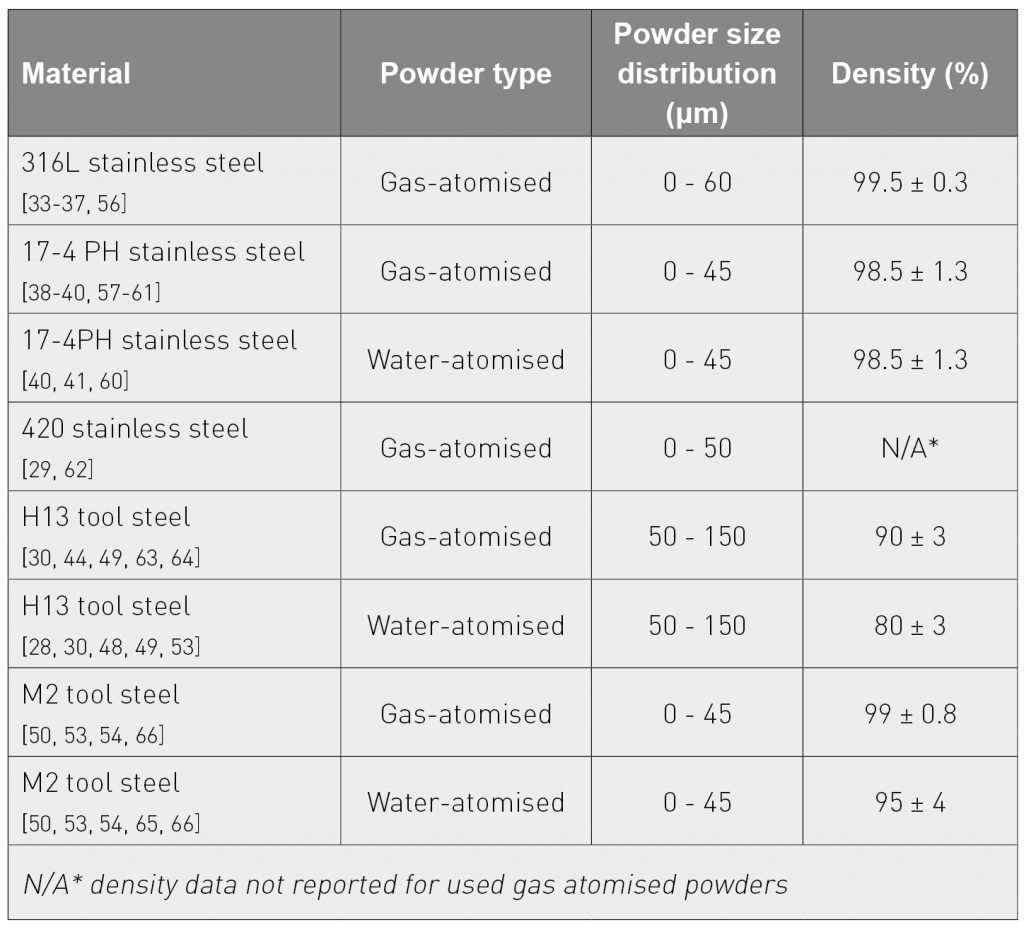
It can be seen that, for various types of steels, densities between 95 and 99% are achievable for parts processed with the SLM process. For parts fabricated from 316L stainless steel powders, most research groups studied gas-atomised powders with powder size distribution of 0-60 µm and obtained 99.5 ± 0.3% density. In the case of 17-4 PH stainless steel, gas and water-atomised powders were used with powder size distribution of 0-45 µm and theoretical densities of 98.5 ± 1.3% were obtained. In contrast, a coarser particle size distribution of 50-150 µm has been used to used manufacture parts from H13 tool steels with the SLM process resulting in densities of 90 ± 3% and 80 ± 3% for gas and water atomised powders, respectively. For M2 tool steel powders, densities of 99 ± 0.8% and 95 ± 4% were achieved when gas and water-atomised powders of powder size distribution 50- 150 µm were used.

The extent of influence of powder production techniques, namely gas versus water atomisation, on the sintered density obtained from the SLM process showed conflicting results. For instance, parts produced from 17-4PH stainless steel using gas and water atomised powders had a similar density of around 98.5%, but parts manufactured from M2 tool steels showed that the use of gas-atomised powders resulted in parts with higher density (99 ± 0.8%) when compared with water-atomised parts (95 ± 4%). Therefore, it can be noted that the composition of steel and powder characteristics could largely affect the densification and consequently material properties of SLM parts. It was evident from the survey that an important knowledge gap exists in the SLM literature regarding the influence of particle size distribution, alloy composition, surface chemistry and packing density on process conditions, microstructures and mechanical properties.
Hardness
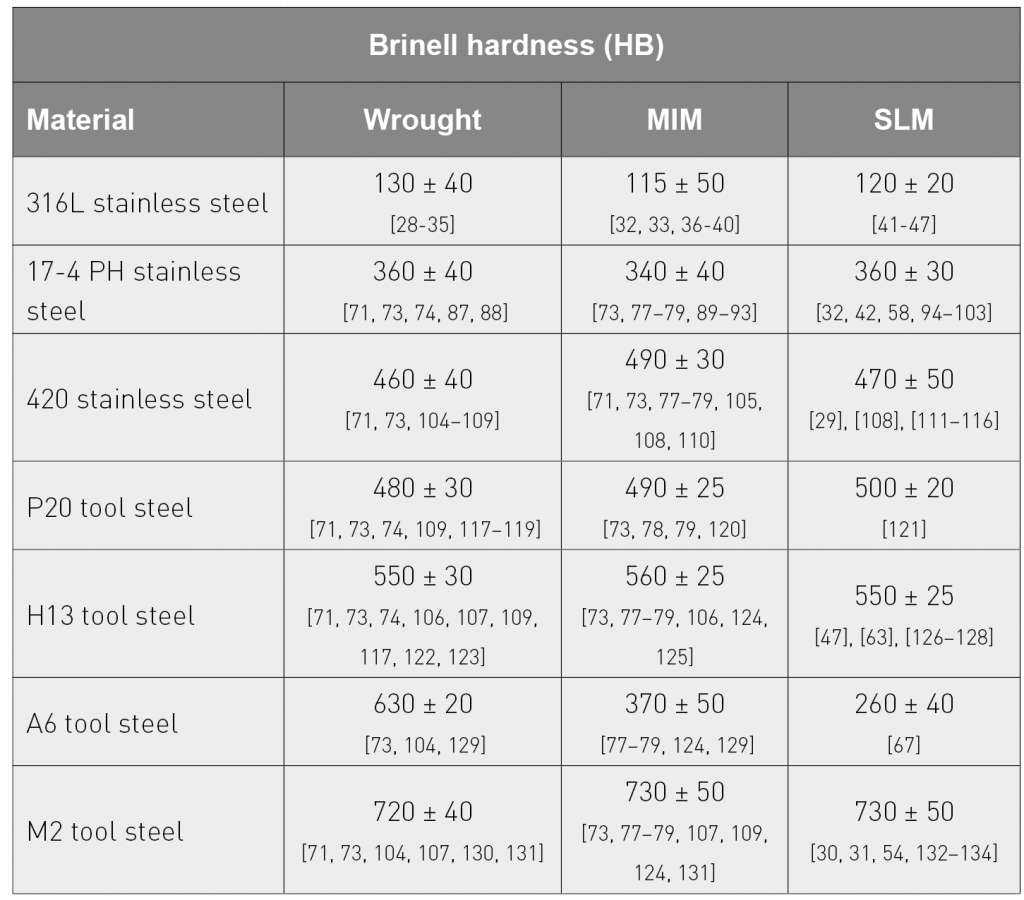
The most common mechanical property reported in the literature for various steels was hardness. Fig. 3 shows the hardness of various steels obtained using the SLM process. Data collected from nearly 70 studies were compared to the corresponding data obtained from wrought and MIM products. It was found that the hardness values of 316L stainless steel and M2 tool steel were the most reported data in the literature. Components fabricated using the SLM process exhibited comparable hardness values to those of MIM and wrought parts for all alloys with the exception of A6 tool steel. Fig. 3 also shows that 316L stainless steels components have the lowest hardness values and M2 tool steels have the highest hardness values. Additionally, P20 and H-13 tool steels, that are typically used in manufacturing injection moulding tools, also showed comparable hardness values for SLM, MIM and wrought parts.
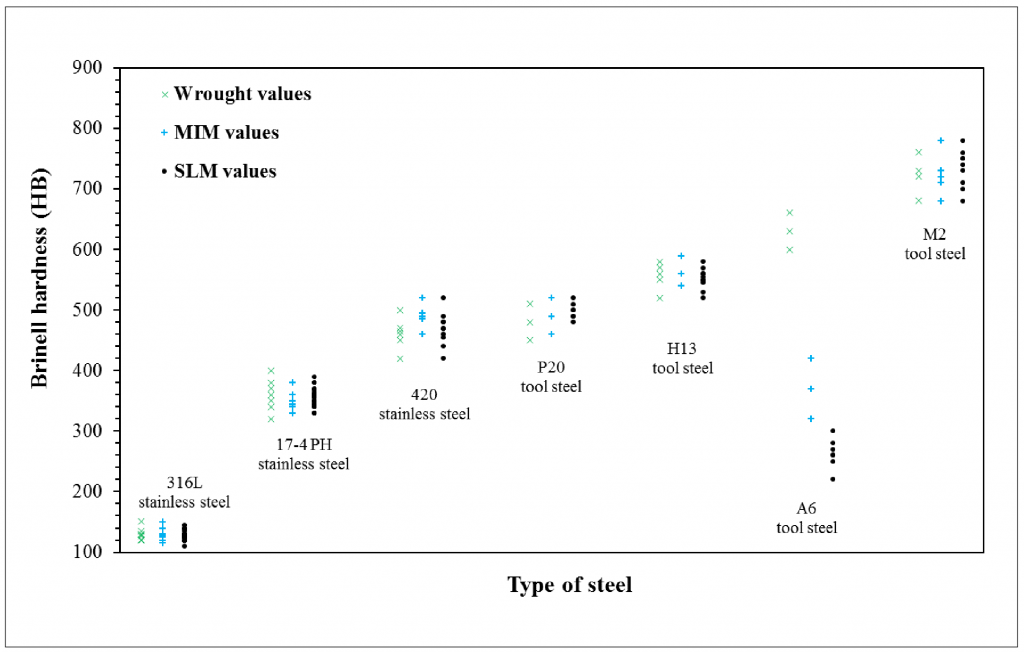
Table 4 summarises the average and standard deviation of hardness values for SLM, MIM and wrought parts based on the above data. It was observed that A6 tool steel had a rather low hardness of 260 ± 40 HB when fabricated using the SLM process [67]. The hardness values of SLM samples fabricated from 316L and 17-4 PH stainless steel were 230 ± 40 HB and 360 ± 40 HB respectively and were comparable to the wrought and MIM hardness values. Among stainless steels, 420 stainless steels had the highest hardness value of 470 ± 50 HB when processed using SLM. Among tool steels, M2 had the highest hardness (730 ± 30 HB) when processed using SLM. Moreover, M2 and H13 tool steel showed suitable compatibility with the SLM process since it was possible to achieve hardness similar to the wrought and MIM values.
Ultimate tensile strength
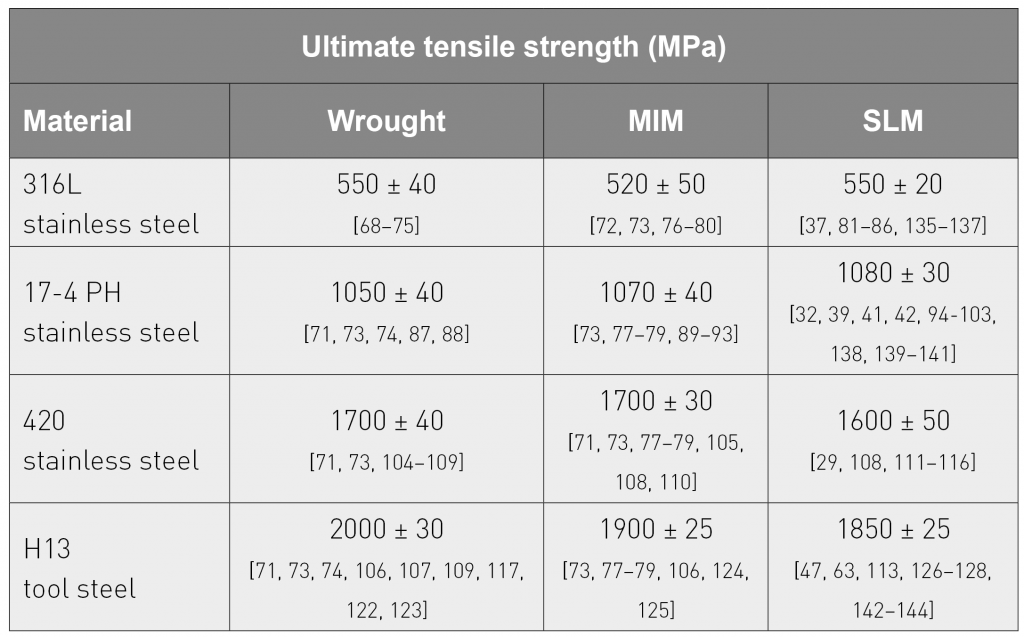
Fig. 4 shows the ultimate tensile strength of various steels fabricated using the SLM process. The data were collected from nearly fifty studies and the strength values were compared to data obtained from wrought and MIM processes. 316L and 17-4 PH stainless steel strength values had the most reported data in the literature. Stainless steel components fabricated with the SLM process exhibited comparable ultimate tensile strength values to those of MIM and wrought parts. Fig. 4 shows that 316L stainless steels components have the lowest ultimate tensile strength values and H13 tool steels have the highest strength values. Additionally, 420 stainless steel and H-13 tool steels that are often used for manufacturing tooling for injection moulding also showed ultimate tensile strength values using SLM that were comparable to MIM and wrought parts.
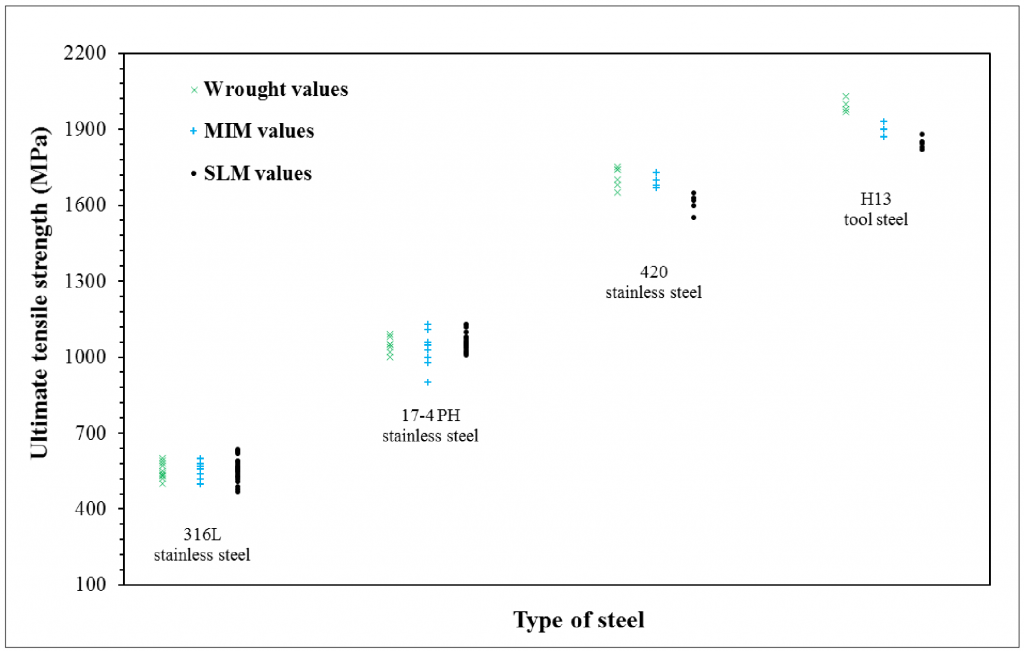
Table 5 presents the average and standard deviation of ultimate tensile strength values for SLM, MIM and wrought parts. The ultimate tensile strength of SLM parts fabricated using 316L and 17-4 PH stainless steel samples were 550 ± 20 MPa and 1080 ± 30 MPa respectively and were comparable to the wrought and MIM ultimate tensile strength values. Among stainless steels, 420 series stainless steel had an ultimate tensile strength value of 1600 ± 50 MPa when processed using SLM. Among tool steels, H13 tool steel had the highest tensile strength value of 1850 ± 25 MPa when processed using SLM.
Yield strength
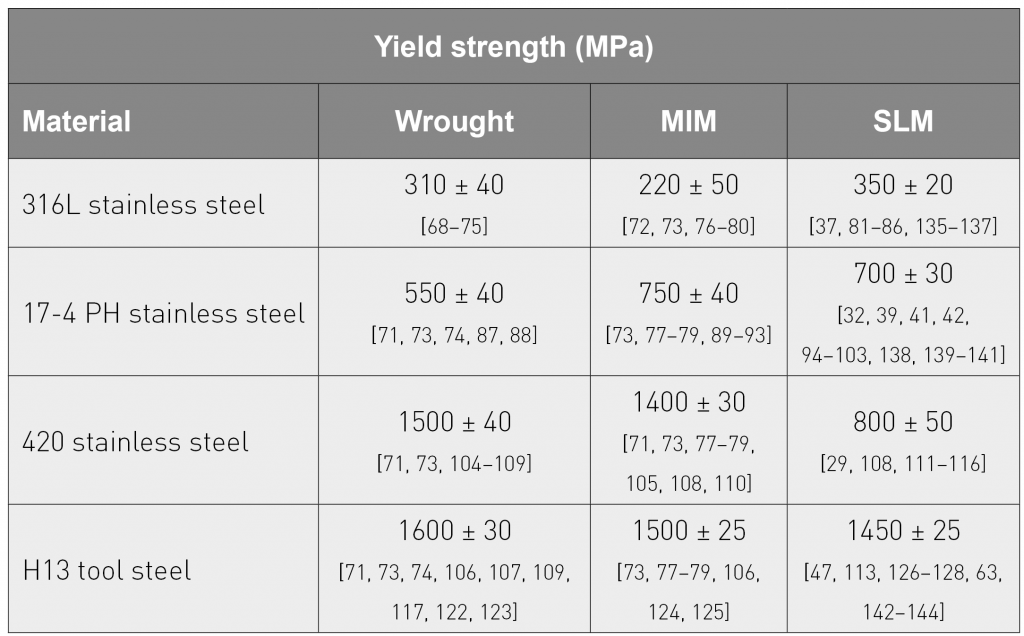
Fig. 5 shows the yield strength of various steels compiled from nearly fifty studies that used the SLM process. These values were compared to yield strength values obtained from wrought and MIM processes. The majority of reported yield strength data were for 316L and 17-4 PH stainless steels. Stainless steel components fabricated with the SLM process exhibited comparable yield strength values to those of MIM and wrought parts, with the exception of 420 stainless steel which showed lower values. Fig. 5 shows that 316L stainless steel has the lowest yield strength values and H13 tool steel has the highest yield strength values. Additionally, H-13 tool steel that is typically used in manufacturing injection moulding tools also showed yield strength for SLM parts that were comparable with MIM and wrought parts.
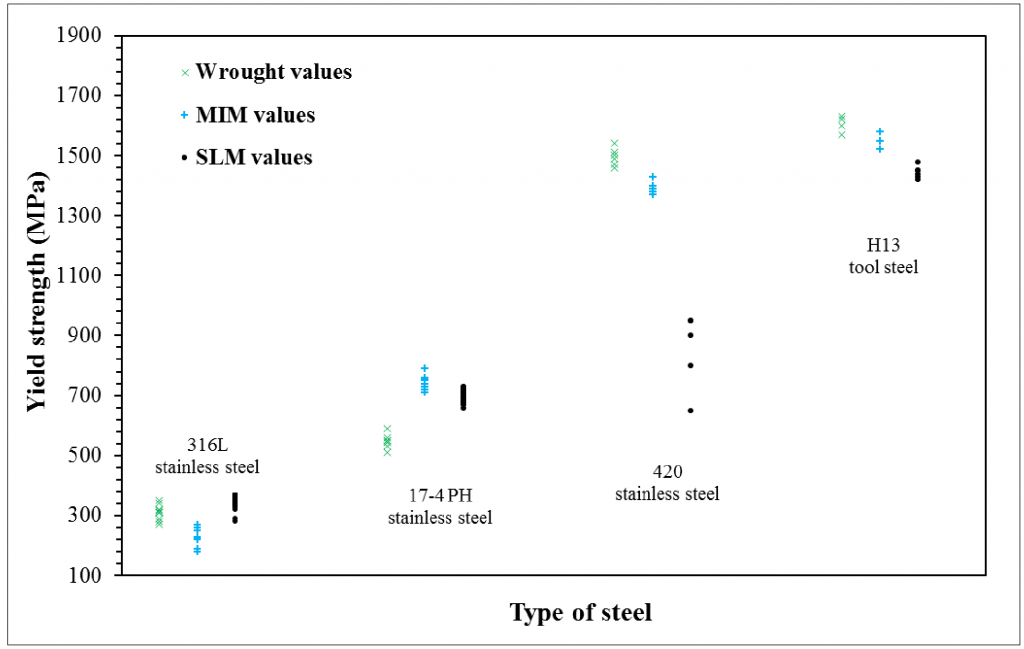
Table 6 summarises the average and standard deviation of yield strength values for SLM, MIM and wrought parts. The yield strength of SLM fabricated 316L and 17-4 PH stainless steel samples were 350 ± 20 MPa and 700 ± 30 MPa respectively and were comparable to the wrought and MIM yield strength values. Among stainless steels, 420 stainless steels had the highest yield strength value of 800 ± 150 MPa when processed in SLM. Among tool steels, H13 had the highest yield strength value of 1450 ± 25 MPa when processed by SLM.
Elongation
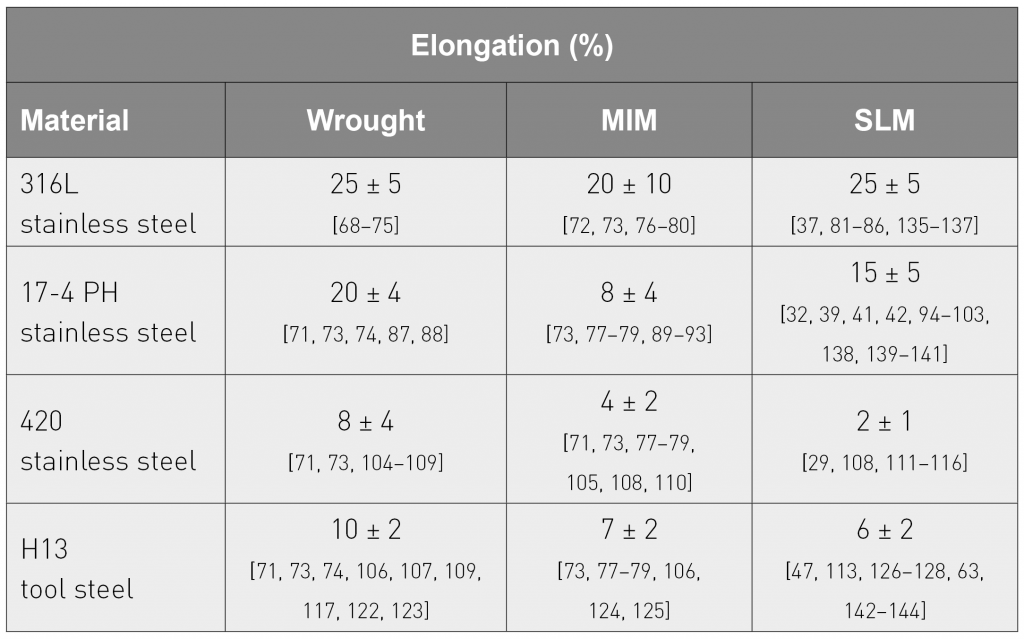
Fig. 6 shows the elongation (%) data of various steels compiled from nearly 50 studies obtained using the SLM process. The data were compared with elongation values obtained from wrought and MIM processes. The majority of elongation data from the literature were obtained for 316L and 17-4 PH stainless steels. Stainless steel components fabricated with the SLM process exhibited comparable elongation values to those of MIM and wrought parts with the exception of 420 stainless steel. Fig. 6 shows that 316L stainless steel had the highest elongation values and H13 tool steel had the lowest elongation values. Additionally, 420 stainless steel and H-13 tool steel that are typically used in the manufacturing of injection moulding tools also showed low elongation values for SLM comparable to MIM and wrought parts.
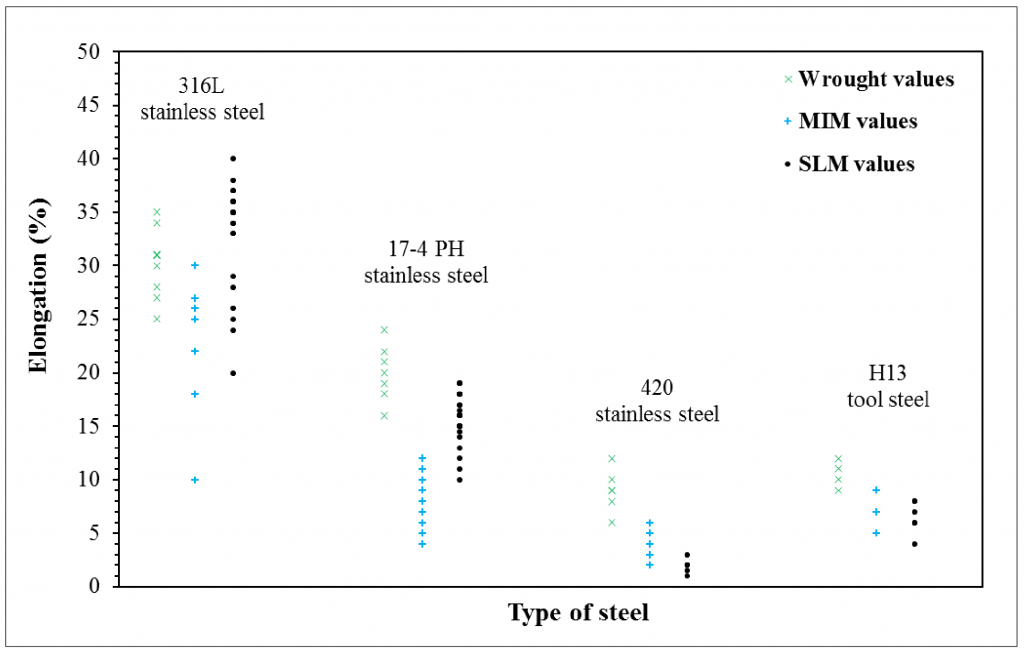
Table 7 presents the average and standard deviation of elongation (%) values for SLM, MIM and wrought parts. The elongation values of SLM fabricated 316L and 17-4 PH stainless steel samples were 20 ± 10% and 15 ± 5% respectively and were comparable to the wrought and MIM elongation values. Among stainless steels, 420 stainless steel had lowest elongation value of 2 ± 1% when processed by SLM. Among tool steels, H13 had an elongation value of 6 ± 2% when processed by SLM. However, no conclusions can be drawn for other steel samples fabricated by SLM due to a lack of data reported in literature.
Microstructures
Studies that examined the microstructures of SLM fabricated steel parts are summarised in Table 8. The purpose of the table is to show the typical microstructures observed in SLM fabricated steel parts to achieve the desired mechanical properties mentioned in Table 8.
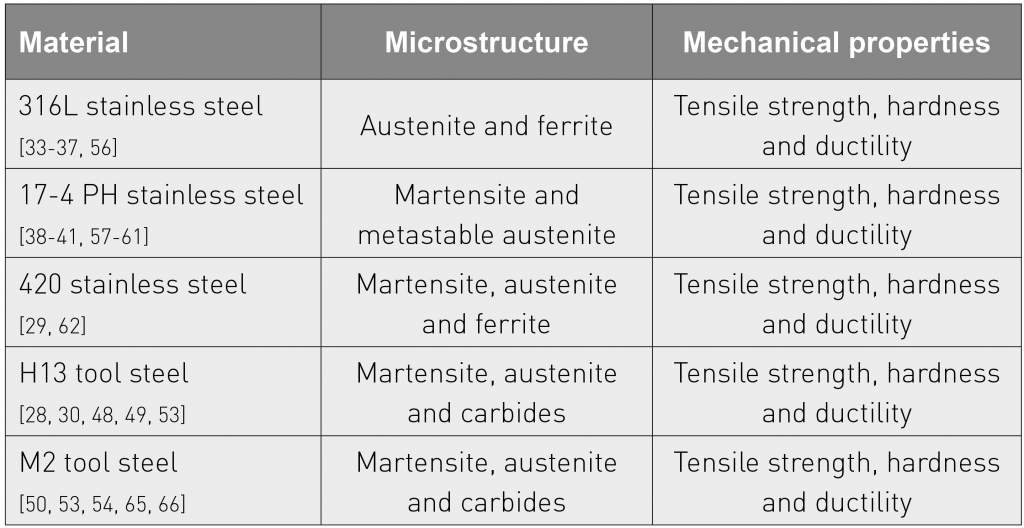
In 316L stainless steel parts fabricated by the SLM process a duplex microstructure with austenite and ferrite was typically found. This duplex microstructure resulted in parts with improved tensile strength and ductility. In SLM fabricated 17-4 PH stainless steel parts, the microstructures typically had a presence of martensite and metastable austenite that may have contributed to the tensile strength and hardness but produced parts with lower ductility. Heterogeneous martensite, austenite and ferrite phases were typically found in 420 stainless steel parts and such microstructures resulted in improved tensile strengths. In H13 and M2 tool steels, the SLM fabricated parts generally displayed both martensite and austenite phases. Additionally, carbide phases were generally found in the microstructure and resulted in the production of parts with desired properties. However, not much research has been reported on the effects of size, morphology and packing density of the powders on the microstructures and mechanical properties of steel parts.
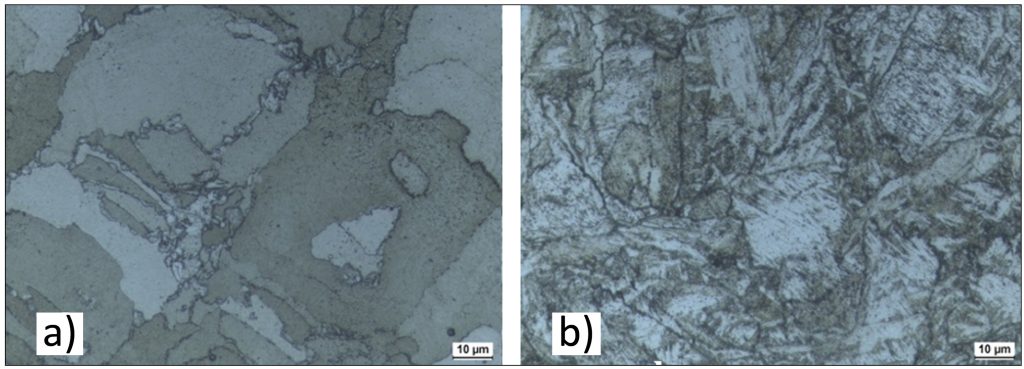
Fig. 7 shows examples of quite different microstructures obtained for parts manufactured with the SLM fabricated parts when different powder sizes and shapes were used under the same processing conditions, to illustrate the importance of the scientific gap that needs to be addressed in the future.
Process conditions
Process parameters reported for the SLM process for various steels were examined from around nearly a hundred studies in order to associate them with the obtained mechanical properties. The most common SLM process conditions that were reported were laser power, scan speed, scan spacing, layer thickness and laser beam diameter. Fig. 8 provides a comparison of laser power and scan speed that were reported for various types of steels in order to identify starting points for specifying process condition window.
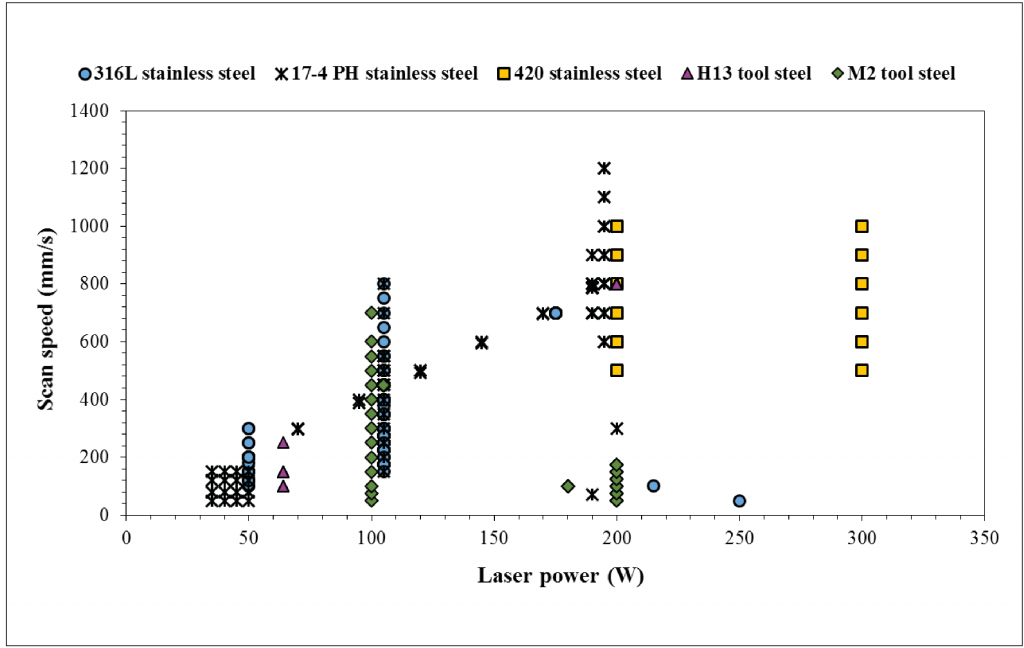
From Fig. 8, it can be seen that the reported values of typical laser power ranged from 50-200 W and scan speed values varied from 50-1200 mm/s for various types of steels. Additionally, it was observed that, for slow scan speeds (<350 mm/s), typically low laser powers (<100 W) were used and, with additional increase in laser power, a wide range of scanning speeds was used to selectively melt the steel powders. Out of all the process conditions reported for steel powders, the most broadly studied process window was observed for 17-4 PH stainless steels, while the least number of studies were for H13 tool steel. Within the dataset of reported process conditions, a relatively higher laser power was used for fabricating components from 420 stainless steel and M2 tool steel compared to 316L and 17-4 PH stainless steels.

Table 9 summarises the typical mechanical properties that can be obtained for four types of steel powders for laser power of 50, 100, 105, 195, 200 W and scan speed values between 50 mm/s and 1200 mm/s. In order to understand the evolution of mechanical properties of printed parts with process conditions, the majority of the studies focused primarily on laser power and scan speed. To standardise comparisons for process parameters used to print a part with the SLM process, beam diameter values of 30 ± 5 µm, scan spacing values of 100 ± 15 µm and layer thickness of 50 ± 20 µm were taken as a basis. It was noted that the majority of the studies failed to report powder characteristics of the steels and, hence, the influence of particle attributes on process conditions and mechanical properties could not be considered in this analysis.
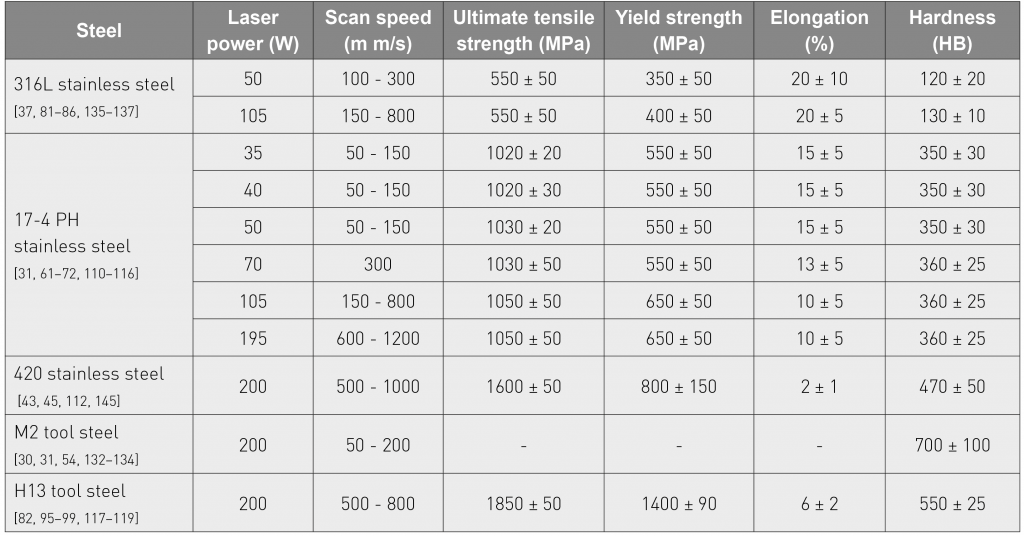
For 316L stainless steel powders, when the laser power was varied between 35-100 W and scan speed between 50-800 mm/s, the ultimate tensile strength values ranged between 500-600 MPa, the yield strength was between 300-450 MPa, and the elongation was between 10-30% . For 17-4 PH stainless steel powders, when the laser power was varied between 35-200 W and scan speed between 50 -1200 mm/s, the ultimate tensile strength values ranged between 1000-1100 MPa, the yield strength was between 550-700 MPa and the elongation was between 5-20%. For H13 tool steel powders, at a laser power of 200 W and scan speed between 500-800 mm/s, the ultimate tensile strength ranged between 1750-1900 MPa, the yield strength between 1200-1500MPa, and elongation between 4-9%. For 420 stainless steel powders, at a laser power of 200W and scan speed varied between 500-1000 mm/s, the ultimate tensile strength values ranged between 1500-1650 MPa the yield strength was between 700-900 MPa and the elongation was between 1-3%. However, for M2 tool steel powders; when the laser power was 200 W and the scan speed varied between 50-200 mm/s, the hardness was between 550-850 HB.
Conclusions
This report surveyed the use of SLM for the fabrication of components using tool steels (H13, M2, A6, P20, T15) and stainless steel (316L, 17-4 PH, 420) powders. It is evident that steel powders processed by SLM can attain mechanical properties comparable to wrought or MIM properties.
Only limited sets of processing parameters have been reported in the literature that provide a useful starting point for studying any steel alloy. However, a detailed understanding of the influence of process parameters on mechanical properties and microstructures of SLM steels is clearly lacking.
The SLM of steel gas-atomised powders has received a lot of interest. However, there have been relatively few studies reported using water-atomised powders in the SLM process. The main difference between the two types of powder is their particle shape. However, the accompanying influences of particle size distribution, surface chemistry and packing density on ensuing microstructures and mechanical properties have not received much attention. Steel powders vary widely in size and shape. As a consequence, processing conditions in the SLM process would need to be adjusted in order to obtain desired properties. Choosing the optimum parameters for a desired application can reduce the production time as it reduces the number of trial experiments. However, based on this review, the selection of process parameters depending upon variation in powder characteristics is another scientific gap that needs to be addressed in the future.
Acknowledgement
The authors thank the Walmart Foundation for funding this work.
Authors
Harish Irrinkia, Brenton Barmoreb Kunal H. Katea and Sundar V. Atrea
a Materials Innovation Guild
University of Louisville
Louisville
KY 40292
USA
b Mechanical, Industrial and Manufacturing Engineering
Oregon State University
Corvallis
OR 97330
USA
Contact: Sundar V. Atre, [email protected]
References
[1] “2015 Plastics Processing Capital Spending Report : Gardner Web.” [Online]. Available: www.gardnerweb.com/articles/2015-plastics-processing-capital-spending-report.
[2] “About Injection Moulding | Xcentric Mould & Engineering.” [Online]. Available: www.xcentricmould.com/about-injection-moulding.php.
[3] ASM Specialty Handbook: Stainless Steels – ASM International. .
[4] D. V. Rosato and M. G. Rosato, Injection Moulding Handbook. Springer Science & Business Media, 2012.
[5] D. M. Bryce, Plastic Injection Moulding: Manufacturing Process Fundamentals, First edition. Dearborn, Mich: Society of Manufacturing, 1996.
[6] D. M. Bryce, Plastic Injection Moulding: Mould Design and Construction Fundamentals. Society of Manufacturing Engineers, 1998.
[7] “Plastic Moulding Techniques – Rotational, Injection, Compression, Blow.” [Online]. Available: www.plasticmoulding.ca/techniques.htm.
[8] “Mould Design,Mould & Die Knowlege,Tool Materials,Machining,Cost,Injection moulding cycle,Injection process,Moulding trial,Moulding defects.” [Online]. Available: www.dswmould.com/injection-mould-die-tooling.html.
[9] “Tooling + Injection Moulding | Materials,” Stratasys Direct Manufacturing.
[10] R. Ivory, “Understand Common Steels Used in Injection Mould Making.” [Online]. Available: info.crescentind.com/blog/bid/66085/Understand-Common-Steels-Used-in-Injection-Mould-Making.
[11] “Advanced Alloys Alloy Selection for the Injection Molding Industry.” July 12, 2009. [Online]. Available: http://www.ibcadvancedalloys.com/clientuploads/Technical Resources/MoldWhitepaper.pdf.
[12] D. V. Rosato, Injection Moulding Handbook: The Complete Moulding Operation: Technology, Performance, Economics, 2nd edition. New York: Springer, 1994.
[13] “3D Printed Tooling Archives • I3dmfg.” I3dmfg. [Online] Available: http://www.i3dmfg.com/category/3d-printed-tooling/.
[14] D. King and T. Tansey, “Alternative materials for rapid tooling,” J. Mater. Process. Technol., vol. 121, no. 2–3, pp. 313–317, Feb. 2002.
[15] S. Bobby and S. Singamneni, “Conformal cooling through thin shell moulds produced by 3D printing,” Aust. J. Multi-Discip. Eng., vol. 9, no. 2, 2013.
[16] A. Simchi and H. Pohl, “Direct laser sintering of iron–graphite powder mixture,” Mater. Sci. Eng. A, vol. 383, no. 2, pp. 191–200, Oct. 2004.
[17] “EOS 3D Printing for Tooling – Applications and Benefits.” [Online]. Available: www.eos.info/tooling.
[18] J. C. Ferreira, A. S. Mateus, and N. F. Alves, “Rapid tooling aided by reverse engineering to manufacture EDM electrodes,” Int. J. Adv. Manuf. Technol., vol. 34, no. 11–12, pp. 1133–1143, Oct. 2007.
[19] S.S. Dimov, D.T. Pham, F. Lacan, and K.D. Dotchev, “Rapid tooling applications of the selective laser sintering process,” Assem. Autom., vol. 21, no. 4, pp. 296–302, Dec. 2001.
[20] A. Le and ri, “What Can Additive Manufacturing Do for Tooling?,” 3DPrint.com, 04-Apr-2015.
[21] M. Cotteleer, M. Neier, and J. Crane, “3D opportunity in tooling.”
[22] R. Folgado, P. Peças, and E. Henriques, “Life cycle cost for technology selection: A Case study in the manufacturing of injection moulds,” Int. J. Prod. Econ., vol. 128, no. 1, pp. 368–378, 2010.
[23] C. M. Taylor, I. P. Ilyas, K. W. Dalgarno, and J. Gosden, “Manufacture of production quality injection mould tools using SLS and HSM,” in 2007 ASME International Conference on Manufacturing Science and Engineering, January 15, 2007 – October 18, 2007, 2007, pp. 9–16.
[24] J. 23 and 2014 Lindsey Frick, “The Difference Between Machined and 3D Printed Metal Injection Moulds.” [Online]. Available: machinedesign.com/3d-printing/difference-between-machined-and-3d-printed-metal-injection-moulds.
[25] M. Somasekharappa, “Additive Manufacturing and Industrial Tooling (Part 1),” 3D Printing Industry, 04-Jul-2013. .
[26] J. P. Kruth, L. Froyen, J. Van Vaerenbergh, P. Mercelis, M. Rombouts, and B. Lauwers, “Selective laser melting of iron-based powder,” J. Mater. Process. Technol., vol. 149, no. 1–3, pp. 616–622, Jun. 2004.
[27] H. J. Niu and I. T. H. Chang, “Selective laser sintering of gas and water atomised high speed steel powders,” Scr. Mater., vol. 41, no. 1, pp. 25–30, Jun. 1999.
[28] J.-H. Lee, J.-H. Jang, B.-D. Joo, H.-S. Yim, and Y.-H. Moon, “Application of direct laser metal tooling for AISI H13 tool steel,” Trans. Nonferrous Met. Soc. China Engl. Ed., vol. 19, no. SUPPL. 1, pp. s284–s287, 2009.
[29] L. Sun, Y.-H. Kim, D. Kim, and P. Kwon, “Densification and properties of 420 stainless steel produced by three-dimensional printing with addition of Si3N4 powder,” J. Manuf. Sci. Eng. Trans. ASME, vol. 131, no. 6, pp. 0610011–0610017, 2009.
[30] C. Hauser, S. Akhtar, J. Xie, T. H. C. Childs, C. M. Taylor, M. Baddrossamay, C. S. Wright, M. Youseffi, P. Fox, and W. O’Neill, “Direct selective laser sintering of tool steel powders to high density. Part A: Effects of laser beam width and scan strategy,” Proc. 2003 Solid Free. Fabr. Symp., 2003.
[31] S. Akhtar, C. S. Wright, M. Youseffi, C. Hauser, T. H. C. Childs, C. M. Taylor, M. Baddrossamay, J. Xie, P. Fox, and W. O’Neill, “Direct selective laser sintering of tool steel powders to high density: Part B – The effect on microstructural evolution,” Proc. Solid Free. Fabr. Symp., pp. 656–667, 2003.
[32] W. Meiners, K. Wissenbach, and R. Poprawe, “Direct selective laser sintering of steel powder,” ResearchGate, pp. 615–622.
[33] S. A.B and L. G, “Comparison of density of stainless steel 316L parts produced with selective laser melting using different powder grades.”
[34] C. Kamath, B. El-dasher, G. F. Gallegos, W. E. King, and A. Sisto, “Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W,” Int. J. Adv. Manuf. Technol., vol. 74, no. 1–4, pp. 65–78, May 2014.
[35] A. Simchi, “Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features,” Mater. Sci. Eng. A, vol. 428, no. 1–2, pp. 148–158, Jul. 2006.
[36] A.B. Spierings, N. Herres, and G. Levy, “Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts,” Rapid Prototyp. J., vol. 17, no. 3, pp. 195–202, Apr. 2011.
[37] L. Bochuan, W. Ricky, T. Christopher, and A. Ian, “Investigation of the effect of particle size distribution on processing parameters.”
[38] S. A.B, W. K, and L. G, “Designing Material Properties Locally with Additive Manufacturing Technology SLM,” Dec. 2014.
[39] P. B. M. Averyanova and V. B, “Effect of initial powder properties on final microstructure and mechanical properties of parts manufactured by selective laser melting.”
[40] T. LeBrun, T. Nakamoto, K. Horikawa, and H. Kobayashi, “Effect of retained austenite on subsequent thermal processing and resultant mechanical properties of selective laser melted 17–4 PH stainless steel,” Mater. Des., vol. 81, pp. 44–53, Sep. 2015.
[41] T. Lebrun, K. Tanigaki, K. Horikawa, and H. Kobayshi, “Strain rate sensitivity and mechanical anisotropy of selective laser melted 17-4 PH stainless steel,” Mech. Eng. J., vol. 1, no. 5, pp. SMM0049–SMM0049, 2014.
[42] L. E. Murr, E. Martinez, J. Hernandez, S. Collins, K. N. Amato, S. M. Gaytan, and P. W. Shindo, “Microstructures and Properties of 17-4 PH Stainless Steel Fabricated by Selective Laser Melting,” J. Mater. Res. Technol., vol. 1, no. 3, pp. 167–177, Oct. 2012.
[43] X. Zhao, Q. Wei, B. Song, Y. Liu, X. Luo, S. Wen, and Y. Shi, “Fabrication and Characterization of AISI 420 Stainless Steel Using Selective Laser Melting,” Mater. Manuf. Process., vol. 30, no. 11, pp. 1283–1289, Nov. 2015.
[44] W.-N. Su, P. Erasenthiran, and P. M. Dickens, “Investigation of fully dense laser sintering of tool steel powder using a pulsed Nd: Yag (neodymium-doped yttrium aluminium garnet) laser,” Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci., vol. 217, no. 1, pp. 127–138, Jan. 2003.
[45] J.-Y. Chen, L. Xue, and S.-H. Wang, “Microstructure characterization of laser-consolidated AISI 420 stainless steel,” in Materials Science and Technology Conference and Exhibition, MS and T’08, October 5, 2008 – October 9, 2008, 2008, vol. 3, pp. 1388–1396.
[46] J. Y. Chen and L. Xue, “The microstructural characteristics of laser clad AISI P20 tool steel,” in Proceeding of the 1st Congress, 7-10 October 2002, Columbus, Ohio USA, 2003, pp. 198–205.
[47] A. Angelastro, S. Campanelli, G. Casalino, and A. Ludovico, “Analysis of a tool steel sample obtained by direct laser deposition,” in Annals of DAAAM for 2007 and 18th International DAAAM Symposium on Intelligent Manufacturing and Automation: Focus on Creativity, Responsibility, and Ethics of Engineers, October 24, 2007 – October 27, 2007, 2007, pp. 23–24.
[48] A. Simchi, “Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features,” Mater. Sci. Eng. A, vol. 428, no. 1–2, pp. 148–158, 2006.
[49] J. Chen and L. Xue, “Comparison study of H13 tool steel microstructures produced by laser cladding and laser consolidation,” in Materials Science and Technology 2005 Conference, September 25, 2005 – September 28, 2005, 2005, vol. 3, pp. 23–31.
[50] M. Badrossamay and T. H. C. Childs, “Further studies in selective laser melting of stainless and tool steel powders,” Int. J. Mach. Tools Manuf., vol. 47, no. 5, pp. 779–784, Apr. 2007.
[51] P. Vallabhajosyula and D. L. Bourell, “Modeling and production of fully ferrous components by indirect selective laser sintering,” Rapid Prototyp. J., vol. 17, no. 4, pp. 262–268, Jun. 2011.
[52] M. Agarwala., D. Bourell., J. Beaman., H. Marcus, and J. Barlow., 1995. Direct selective laser sintering of metals. Rapid Prototyping Journal, 1(1), pp.26-36.
[53] A. Simchi and H. Asgharzadeh, “Densification and microstructural evaluation during laser sintering of M2 high speed steel powder,” Mater. Sci. Technol., vol. 20, no. 11, pp. 1462–1468, Nov. 2004.
[54] H. Asgharzadeh and A. Simchi, “Effect of sintering atmosphere and carbon content on the densification and microstructure of laser-sintered M2 high-speed steel powder,” Mater. Sci. Eng. A, vol. 403, no. 1–2, pp. 290–298, 2005.
[55] R. Vilar, R. Sabino, and M. A. Almeida, “Laser surface melting of sintered AISI T15 high-speed steel,” in Proceedings of the Laser Materials Processing Symposium – ICALEO’91, November 3, 1991 – November 8, 1991, 1992, vol. 74, pp. 424–434.
[56] R. Morgan, C. J. Sutcliffe, and W. O’Neill, “Density analysis of direct metal laser re-melted 316L stainless steel cubic primitives,” J. Mater. Sci., vol. 39, no. 4, pp. 1195–1205, Feb. 2004.
[57] P. B. M. Averyanova, “Studying the influence of initial powder characteristics on the properties of final parts manufactured by the selective laser melting technology,” Virtual Phys. Prototyp., pp. 1–9, 2011.
[58] L. E. Murr, E. Martinez, J. Hernandez, S. Collins, K. N. Amato, S. M. Gaytan, and P. W. Shindo, “Microstructures and Properties of 17-4 PH Stainless Steel Fabricated by Selective Laser Melting,” J. Mater. Res. Technol., vol. 1, no. 3, pp. 167–177, Oct. 2012.
[59] T. Lebrun, K. Tanigaki, K. Horikawa, and H. Kobayashi, “Strain rate sensitivity and mechanical anisotropy of selective laser melted 17-4 PH stainless steel,” Mech. Eng. J., vol. 1, no. 5, pp. SMM0049–SMM0049, 2014.
[60] H. Irrinki, M. Dexter, B. Barmore, R. Enneti, S. Pasebani, S. Badwe, J. Stitzel, R. Malhotra, and S. V. Atre, “Effects of Powder Attributes and Laser Powder Bed Fusion (L-PBF) Process Conditions on the Densification and Mechanical Properties of 17-4 PH Stainless Steel,” JOM, vol. 68, no. 3, pp. 860–868, Jan. 2016.
[61] G. Hengfeng, G. Haijin, P. Deepankar, R. Khalid, S. Thomas, and S. Brent, “Influences of Energy Density on Porosity and Microstructure of Selective Laser Melted 17-4PH Stainless Steel,” Dec. 2014.
[62] X. Zhao, Q. Wei, B. Song, Y. Liu, X. Luo, S. Wen, and Y. Shi, “Fabrication and Characterization of AISI 420 Stainless Steel Using Selective Laser Melting,” Mater. Manuf. Process., vol. 30, no. 11, pp. 1283–1289, Nov. 2015.
[63] J. W. Xie, P. Fox, W. O’Neill, and C. J. Sutcliffe, “Effect of direct laser re-melting processing parameters and scanning strategies on the densification of tool steels,” J. Mater. Process. Technol., vol. 170, no. 3, pp. 516–523, 2005.
[64] J. Brooks, C. V. Robino, T. Headley, S. Goods, and M. L. Griffith, “Microstructure and property optimization of LENS deposited H13 tool steel,” presented at the Solid Freeform Fabrication Symposium, Sandia National Laboratories, 1999.
[65] A. Fedrizzi, M. Pellizzari, and M. Zadra, “Influence of particle size ratio on densification behaviour of AISI H13/AISI M3:2 powder mixture,” Powder Technol., vol. 228, pp. 435–442, 2012.
[66] H. J. Niu and I. T. H. Chang, “Liquid phase sintering of M3/2 high speed steel by selective laser sintering,” Scr. Mater., vol. 39, no. 1, pp. 67–72, 1998.
[67] P. Vallabhajosyula and D. L. Bourell, “Production of fully ferrous components using indirect selective laser sintering,” in 4th International Conference on Advanced Research in Virtual and Physical Prototyping, VRAP 2009, October 6, 2009 – October 10, 2009, 2010, pp. 251–256.
[68] M.-S. Huang and H.-C. Hsu, “Effect of backbone polymer on properties of 316L stainless steel MIM compact,” J. Mater. Process. Technol., vol. 209, no. 15–16, pp. 5527–5535, Aug. 2009.
[69] X. Miao, A. J. Ruys, and B. K. Milthorpe, “Hydroxyapatite-316L fibre composites prepared by vibration assisted slip casting,” J. Mater. Sci., vol. 36, no. 13, pp. 3323–3332, Jul. 2001.
[70] J. R. J Marcuci, E.C.D. Souza, C. C. Camilo, P. L. D Lorenzo, and J. M. D. A. Rollo, “Corrosion and microstructural characterization of martensitic stainless steels submitted to industrial thermal processes for use in surgical tools.”
[71] R. M and M.Actis Grande, “High density sintered stainless steels with improved properties.” [Online]. Available: www.journalamme.org/papers_vol21_2/1542S.pdf.
[72] M. Dewidar, “Influence of processing parameters and sintering atmosphere on the mechanical properties and microstructure of porous 316L stainless steel for possible hard-tissue applications.”
[73] R. M. German, Powder Metallurgy of Iron and Steel, 1 edition. New York: Wiley-Interscience, 1998.
[74] M. Blair and T. L. Stevens, Steel Castings Handbook, 6th Edition. ASM International, 1995.
[75] S. El-Hadad, W. Khalifa, and A. Nofal, “Surface modification of investment cast-316L implants: Microstructure effects,” Mater. Sci. Eng. C, vol. 48, pp. 320–327, Mar. 2015.
[76] ASM Specialty Handbook: Stainless Steels – ASM International. .
[77 R. M. German and A. Bose, Injection Moulding of Metals and Ceramics. Princeton, N.J., U.S.A: Metal Powder Industry, 1997.
[78] R. M. German, Metal Injection Moulding: A Comprehensive MIM Design Guide. Princeton, N.J.: MPIF, 2011.
[79] “Metal injection moulding: materials and properties.” [Online]. Available: www.pim-international.com/designing_for_PIM/materials.
[80] “MIM-316L (as sintered),” Dynacast. [Online]. Available: /mim-316l-as-sintered.
[81] A. K. Jyotsna Dutta Majumdar, “Direct laser cladding of SiC dispersed AISI 316L stainless steel,” Tribol. Int., vol. 42, no. 5, pp. 750–753, 2009.
[82] T. E. S. Tian Fu, “Evaluation of Direct Diode Laser Deposited Stainless Steel 316L on 4340 Steel Substrate for Aircraft Landing Gear Application,” p. 9, 2010.
[83] M. B. Lekala, J. W. van der Merwe, and S. L. Pityana, “Laser Surface Alloying of 316L Stainless Steel with Ru and Ni Mixtures,” Int. J. Corros., vol. 2012, p. e162425, Aug. 2012.
[84] D. Wu, X. Liang, Q. Li, and L. Jiang, “Laser Rapid Manufacturing of Stainless Steel 316L/Inconel718 Functionally Graded Materials: Microstructure Evolution and Mechanical Properties,” Int. J. Opt., vol. 2010, p. e802385, Jan. 2011.
[85] A. P. J. Dutta Majumdar, “Mechanical and electrochemical properties of multiple-layer diode laser cladding of 316L stainless steel,” Appl. Surf. Sci., pp. 373–377, 2005.
[86] M. D. Vamsi Krishna Balla, “Laser surface modification of 316 L stainless steel with bioactive hydroxyapatite,” Mater. Sci. Eng. C, vol. 33, no. 8, pp. 4594–4598, 2013.
[87] “Casting Mateiral: 17-4PH Precipitation Hardening Stainless Steel : Sand Casting, Investment Casting and Die Casting in China.” .
[88] A. Szewczyk-Nykiel,(2015). The effect of the addition of boron on the densification, microstructure and properties of sintered 17-4 PH stainless steel. Czasopismo Techniczne.
[89] “AK Steels-17-4 PH stainless steel-MIM properties.” [Online]. Available: www.aksteel.com/pdf/markets_products/stainless/precipitation/17-4_ph_data_sheet.pdf.
[90] A.R. Jeefferie, S. Nurhashima, M.Y., Yuhazri, Haeryip Sihombing, S., Mohd Shukor, N.S., Abdullah, and M.A., Omar, “Characterization of injection Moulded 17-4Ph Stainless Steel Prepared with waste rubber binder.”
[91] “Kinetics MIM 17-4PH Stainless Steel (H900 Condition).” [Online]. Available: www.matweb.com/search/datasheettext.aspx?matguid=346e4ed0aeae4a7ab69a81e62491c3f1.
[92] M.-W. Wu, Z.-K. Huang, C.-F. Tseng, and K.-S. Hwang, “Microstructures, mechanical properties, and fracture behaviors of metal-injection moulded 17-4PH stainless steel,” Met. Mater. Int., vol. 21, no. 3, pp. 531–537, May 2015.
[93] R. Schroeder, G. Hammes, C. Binder, and A. N. Klein, “Plasma debinding and sintering of metal injection moulded 17-4PH stainless steel,” Mater. Res., vol. 14, no. 4, pp. 564–568, Dec. 2011.
[94] P. G. E. Jerrard, L. Hao, and K. E. Evans, “Experimental investigation into selective laser melting of austenitic and martensitic stainless steel powder mixtures,” Proc. Inst. Mech. Eng. Part B J. Eng. Manuf., vol. 223, no. 11, pp. 1409–1416, Nov. 2009.
[95] A. B. Spierings, G. Levy “Designing material properties locally with Additive Manufacturing technology SLM, “ ETH-Zürich; 2014.
[96] M. Averyanova, E. Cicala, Ph. Bertrand, and Dominique Grevey, “Experimental design approach to optimize selective laser melting of martensitic 17/4 PH powder: part I – single laser tracks and first layer,” Rapid Prototyp. J., vol. 18, no. 1, pp. 28–37, Jan. 2012.
[97] A. Gratton, “Comparison of Mechanical, Metallurgical Properties of 17-4PH Stainless Steel between Direct Metal Laser Sintering (DMLS) and Traditional Manufacturing Methods,” 2012 NCUR, Aug. 2012.
[98] S. Kumpaty, S. Kamara, B. Tomlin, J. Yoo, H. Kumpaty, D. Anderson, M. Govindaraju, N. Kanoongo, and K. Balasubramanian, “Effect of Heat Treatment on Mechanical/Metallurgical Properties of Direct Metal Laser Sintered 17-4 Precipitate Hardened Stainless Steel,” Adv. Mater. Res., vol. 699, pp. 795–801, May 2013.
[99] L. W. Tsay, T. Y. Yang, and M. C. Young, “Embrittlement of laser surface-annealed 17-4 PH stainless steel,” Mater. Sci. Eng. A, vol. 311, no. 1–2, pp. 64–73, Jul. 2001.
[100] T. LeBrun, T. Nakamoto, K. Horikawa, and H. Kobayashi, “Effect of retained austenite on subsequent thermal processing and resultant mechanical properties of selective laser melted 17–4 PH stainless steel,” Mater. Des., vol. 81, pp. 44–53, Sep. 2015.
[101] A. Yadollahi, J. Simsiriwong, S. M. Thompson, and N. Shamsaei, “Data demonstrating the effects of build orientation and heat treatment on fatigue behavior of selective laser melted 17–4 PH stainless steel,” Data Brief, vol. 7, pp. 89–92, Feb. 2016.
[102] L. E. Murr, E. Martinez, K. N. Amato, S. M. Gaytan, J. Hernandez, D. A. Ramirez, P. W. Shindo, F. Medina, and R. B. Wicker, “Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science,” J. Mater. Res. Technol., vol. 1, no. 1, pp. 42–54, Apr. 2012.
[103] A. Yadollahi, J. Simsiriwong, S. M. Thompson, and N. Shamsaei, “Data demonstrating the effects of build orientation and heat treatment on fatigue behavior of selective laser melted 17–4 PH stainless steel,” Data Brief, vol. 7, pp. 89–92, Feb. 2016.
[104] M. Blair and T. L. Stevens, Steel Castings Handbook, 6th Edition. ASM International, 1995.
[105] “Stainless Steel – Grade 420 (UNS S42000).” [Online]. Available: www.azom.com/article.aspx?ArticleID=972.
[106] Kevin M. McHugh and Bruce R. Wickham, “Spray-Formed Tooling For Injection Moulding and Die Casting Applications.”
[107] P. Fallbo Èhmer, C.A. Rodrõ Âguez, T. O Èzel, and T. O Èzel, T. Altan, “High-speed machining of cast iron and alloy steels for die and mould manufacturing.”
[108] X. Zhao, Q. Wei, B. Song, Y. Liu, X. Luo, S. Wen, and Y. Shi, “Fabrication and Characterization of AISI 420 Stainless Steel Using Selective Laser Melting,” Mater. Manuf. Process., vol. 30, no. 11, pp. 1283–1289, Nov. 2015.
[109] John L. Johnson, Lye King Tan, Ravi Bollina, Pavan Suri, and Randall M. German, “Bi-Metal Injection Moulding of Tough/Wear-resistant Components.”
[110] “AK Steel- 420 stainless steel – MIM properties.” [Online]. Available: www.aksteel.com/pdf/markets_products/stainless/martensitic/420_data_sheet.pdf.
[111] S. Nachum and N. A. Fleck, “The microstructure and mechanical properties of ball-milled stainless steel powder: The effect of hot-pressing vs. laser sintering,” Acta Mater., vol. 59, no. 19, pp. 7300–7310, 2011.
[112] M. Soodi, S. H. Masood, and M. Brandt, “A study of laser cladding with 420 stainless steel powder on the integrity of the substrate metal,” in 2011 International Conference on Frontiers of Manufacturing Science and Measuring Technology, ICFMM 2011, June 23, 2011 – June 24, 2011, 2011, vol. 230–232, pp. 949–952.
[113] M. Soodi, M. Brandt, and S. Masood, “A study of microstructure and surface hardness of parts fabricated by laser direct metal deposition process,” in 2010 International Conference on Material and Manufacturing Technology, ICMMT 2010, September 17, 2010 – September 19, 2010, 2010, vol. 129–131, pp. 648–651.
[114] X. Zhao, B. Song, Y. Zhang, X. Zhu, Q. Wei, and Y. Shi, “Decarburization of stainless steel during selective laser melting and its influence on Young’s modulus, hardness and tensile strength,” Mater. Sci. Eng. A, vol. 647, pp. 58–61, Oct. 2015.
[115] P. Krakhmalev, I. Yadroitsava, G. Fredriksson, and I. Yadroitsev, “Microstructure of SLM manufactured 316L and 420 grades stainless steel,” ResearchGate, pp. 59–66.
[116] “Congresso Luso-Mocambicano .pdf”
[117] H. Halfa, “Characterization of Electroslag Remelted Super Hard High Speed Tool Steel Containing Niobium,” Steel Res. Int., vol. 84, no. 5, pp. 495–510, May 2013.
[118] “P20 Tool Steel – Low-Carbon Mould Steel UNS T51620.” [Online]. Available: www.azom.com/article.aspx?ArticleID=6239. [Accessed: 13-Mar-2016].
[119] “P20 Steel Plate | P20 Mould Tool Steel | 1.2311 | 3Cr2Mo – Special Steel.” [Online]. Available: www.astmsteel.com/product/p20-steel-plate-1-2311-3cr2mo-mould-tool-steel/.
[120] A. Gupta., H. Singh, and A. Aggarwal., “Taguchi-fuzzy multi output optimization (MOO) in high speed CNC turning of AISI P-20 tool steel”. Expert Systems with Applications, 38(6), pp.6822-6828, 2011.
[121] J. Y. Chen., and L. Xue. “Microstructural characteristics of laser-clad AISI P20 tool steel.” In Proceedings of 1st international surface engineering congress and 13th IFHTSE congress. Materials Park (OH): ASM International, p. 198. 2002. [122] A. Noorian, Sh. Kheirandish, and H. Saghafian, “Evaluation of the Mechanical Properties of Niobium Modified CAST AISI H 13 Hot Work Tool Steel.”
[123] M. Ramezani, T. Pasang, Z. Chen, T. Neitzert, and D. Au, “Evaluation of carbon diffusion in heat treatment of H13 tool steel under different atmospheric conditions,” J. Mater. Res. Technol., vol. 4, no. 2, pp. 114–125, Apr. 2015.
[124] “MIM Material Properties,” Dynacast. [Online]. Available: /mim-material-properties.
[125] “New Welding Procedures for Repairing H13 and P20 Tool Steels [Online]. Available: www.researchgate.net/publication/237428429_ New Welding Procedures for Repairing H13 and P20 Tool Steels.
[126] A. J. Pinkerton and L. Li, “Direct additive laser manufacturing using gas- and water-atomised H13 tool steel powders,” Int. J. Adv. Manuf. Technol., vol. 25, no. 5–6, pp. 471–479, 2005.
[127] J. Choi and Y. Chang, “Characteristics of laser aided direct metal/material deposition process for tool steel,” Int. J. Mach. Tools Manuf., vol. 45, no. 4–5, pp. 597–607, 2005.
[128] J. Mazumder, J. Choi, K. Nagarathnam, J. Koch, and D. Hetzner, “The direct metal deposition of H13 tool steel for 3-D components,” JOM, vol. 49, no. 5, pp. 55–60, May 1997.
[129] “Speedy Metals Information for A6 Tool Steel.” [Online]. Available: www.speedymetals.com/information/Material18.html.
[130] “M2 Molybdenum High Speed Tool Steel (UNS T11302).” [Online]. Available: www.azom.com/article.aspx?ArticleID=6174.
[131] C. Kim, A. R. Johnson, and W. F. Hosford, “Fracture toughness of aisi M2 high-speed steel and corresponding matrix tool steel,” Metall. Trans. A, vol. 13, no. 9, pp. 1595–1605, Sep. 1982.
[132] S. Dolinek, “Wear characteristics of laser sintered moulding tools,” 15th Int. Conf. Wear Mater., vol. 259, no. 7–12, pp. 1241–1247, 2005.
[133] H. J. Niu and I. T. H. Chang, “Selective laser sintering of gas atomised M2 high speed steel powder,” J. Mater. Sci., vol. 35, no. 1, pp. 31–38, Jan. 2000.
[134] H. J. Niu and I. T. H. Chang, “Selective laser sintering of gas and water atomised high speed steel powders,” Scr. Mater., vol. 41, no. 1, pp. 25–30, 1999.
[135] A.B. Spierings, N. Herres, and G. Levy, “Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts,” Rapid Prototyp. J., vol. 17, no. 3, pp. 195–202, Apr. 2011.
[137] D. Gu and Y. Shen, “Processing conditions and microstructural features of porous 316L stainless steel components by DMLS,” Appl. Surf. Sci., vol. 255, pp. 1880–1887, Dec. 2008.
[136] A. Mertens, S. Reginster, H. Paydas, Q. Contrepois, T. Dormal, O. Lemaire, and J. Lecomte-Beckers, “Mechanical properties of alloy Ti–6Al–4V and of stainless steel 316L processed by selective laser melting: influence of out-of-equilibrium microstructures,” Powder Metall., vol. 57, no. 3, pp. 184–189, Jul. 2014.
[138] L. E. Murr, E. Martinez, K. N. Amato, S. M. Gaytan, J. Hernandez, D. A. Ramirez, P. W. Shindo, F. Medina, and R. B. Wicker, “Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science,” J. Mater. Res. Technol., vol. 1, no. 1, pp. 42–54, Apr. 2012.
[139] C. Zhichao, K. Chi Tat, and L. Kin Ho, “Laser Surface Melting of 17-4PH stainless steel.”
[140] W. E. Luecke and J. A. Slotwinski, “Mechanical Properties of Austenitic Stainless Steel Made by Additive Manufacturing,” J. Res. Natl. Inst. Stand. Technol., vol. 119, p. 398, Oct. 2014.
[141] P. B. M. Averyanova, “Studying the influence of initial powder characteristics on the properties of final parts manufactured by the selective laser melting technology,” Virtual Phys. Prototyp., pp. 1–9, 2011.
[142] H. J. Niu and I. T. H. Chang, “Instability of scan tracks of selective laser sintering of high speed steel powder,” Scr. Mater., vol. 41, no. 11, pp. 1229–1234, Nov. 1999.
[143] L. Xue and M. U. Islam, “Free-form laser consolidation for producing metallurgically sound and functional components,” J. Laser Appl., vol. 12, no. 4, pp. 160–165, 2000.
[144] V. E. Beal, P. Erasenthiran, N. Hopkinson, P. Dickens, and C. H. Ahrens, “Scanning strategies and spacing effect on laser fusion of H13 tool steel powder using high power Nd:YAG pulsed laser,” Int. J. Prod. Res., vol. 46, no. 1, pp. 217–232, 2008.
[145] “Microstructure of SLM manufactured 316L and 420 grades stainless steel.” [Online]. Available: www.researchgate.net/publication/286022952_Microstructure_of_SLM_manufactured_316L_and_420_grades_stainless_steel.
LAST MONTH’S MOST-READ ARTICLES












