


Machine Learning and Additive Manufacturing: What does the future hold?
As industry marches toward automation, networked communication and robotics, Additive Manufacturing has a unique advantage. No other production technology has been designed, from its inception, to enable connectivity and communication; AM machines around the world are already producing more build data than any other manufacturing technology. If used properly, this data will provide the foundation for the development of Machine Learning tools that can improve and industrialise the AM process at nearly every point in the workflow. In this article, Chelsea Cummings and John Barnes, from The Barnes Global Advisors, discuss the present and future of Machine Learning in AM. [First published in Metal AM Vol. 6 No. 4, Winter 2020 | 25 minute read | View on Issuu | Download PDF]
Manufacturing is on an accelerating march towards automation, networked communication, and robotics. The internet collapses great geographical distances so that immense amounts of data created through manufacturing processes can be shared easily and quickly. This assemblage of different disciplines then feeds into what is called Industry 4.0 – the Fourth Industrial Revolution, which picks up from the Digital Revolution (Industry 3.0) that gave us the unimaginable computing power we rely on today. With Industry 4.0, anything that generates signals or data can be connected to the internet, making that item more efficient or more useful to more people. Generating data is only useful to a society if we can balance the quantity of data created with the ability to turn it into usable, actionable information.
Additive Manufacturing, having been born with the internet, has always enjoyed the connectivity and communication potential that its manufacturing brethren did not have. AM, being a digital process, can generate terabytes of data during a build. The value of AM lies in the design of performance-optimised components that can only be built with AM technology. By enabling components which would usually be made of multiple parts to be produced in one piece, AM also contributes to the minimisation of assembly and with it, touch labour. With Artificial Intelligence (AI) and Machine Learning (ML), this data or digital input can then be used to optimise the physical output. We hope this translates to increased productivity, higher yield and the ability to close the loop on quality control rather than relying on costly ‘after the fact’ inspection processes.
What is Artificial Intelligence and what’s possible?
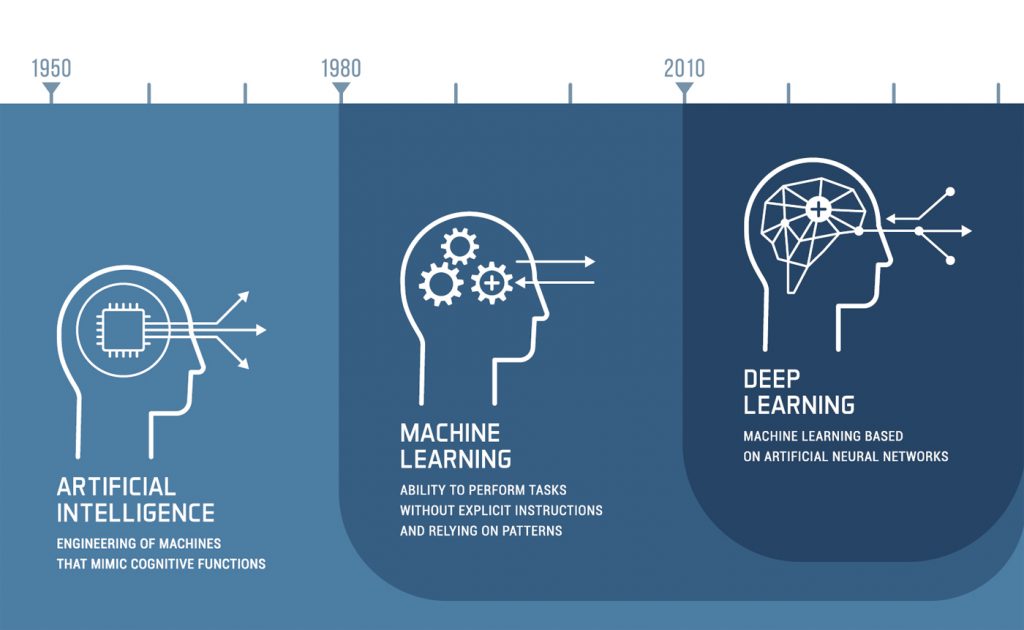
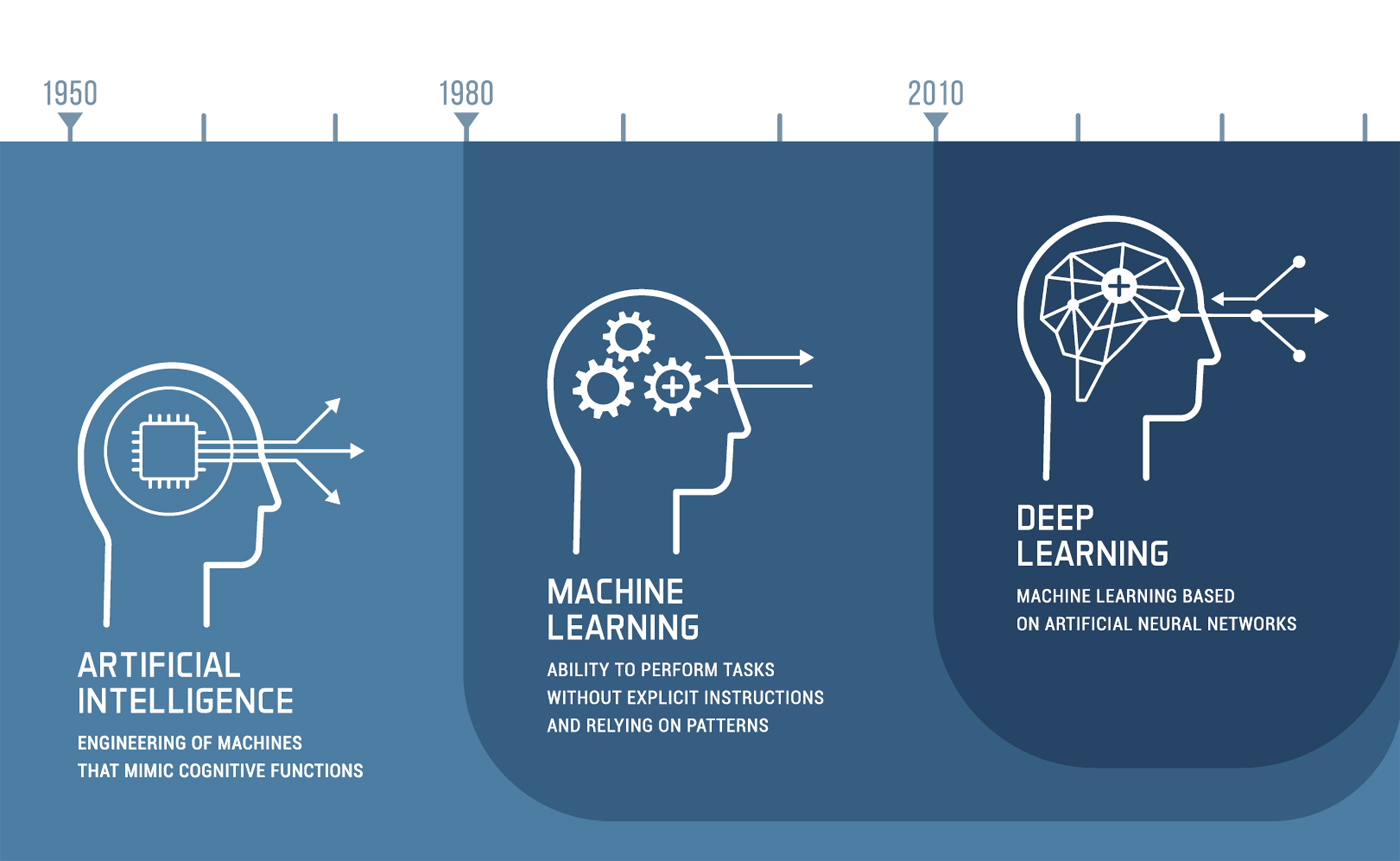
Broadly, one can think of AI as the ability to replace human intelligence in decisions or actions. AI is thought to be an aspirational target, in that the definition may change over time as we learn what is truly possible.
AI dates back to 1955, when it was founded as an academic discipline. Since its inception, it has been associated with reasoning, knowledge representation, learning, perception and natural language processing. Initially being applied to game playing techniques, like having computers beat humans at checkers, AI saw a leap in capability with the rapid improvement of semiconductors and transistors that afforded the computational power and speed to tackle large datasets. In the 1990s, AI was used for data mining, logistics, and scenarios which were complex, had a lot of data and some prescribed relationships. We’re going to review Machine Learning, which is a subset of AI.

There are many current examples of how AI has impacted both our daily lives and the field of Additive Manufacturing. Our desire is to focus on ML specifically, illustrate where ML is in use in AM and provide a perspective of where we think it could go — or, perhaps, where we wish it would go — to improve the field of AM from a user’s point of view. Today, ML is being integrated into various different facets of AM. It is employed to improve parameter development so that we get to an optimised result faster than our preferred Design of Experiments; it is being coupled with multi-spectral data to learn and predict quality outcomes so that we can improve throughput and productivity on the printers; and it is being developed into other products on the drawing board to make build-time estimations better, speed up design iterations, explore trade space for cost and weight performance and improve our ability to impact part performance by examining the powder.
What is Machine Learning in comparison to AI?
ML is a subset of AI. As described by Carnegie Mellon University Professor, Dr Manuela Veloso, Machine Learning “is a fascinating field of Artificial Intelligence research and practice where we investigate how computer agents can improve their perception, cognition, and action with experience. Machine Learning is about machines improving from data, knowledge, experience, and interaction.”
Specifically, in this article, we are going to address the concept of improving a machine’s performance from data, knowledge, experience and interaction. It is the ability to handle large amounts of data with modern computational power that enables this. When we add the ability to leverage experience and interaction between datasets or actions and consequences, is when things get really interesting. Data exists all around us today, as we have migrated from analogue systems to digital systems. This data could be health data, weather data – or in our case, build performance data, inspection data and mechanical performance data. The key is being able to turn the massive amount of data generated into useful information to improve the machine’s performance.

Dr Tom Mitchel, Professor at Carnegie Mellon University, frames the opportunity from the computer perspective: “How can we build computer systems that automatically improve with experience, and what are the fundamental laws that govern all learning processes?”
Next to the data sets involved, the ability to leverage experience to automatically improve algorithms is key to appreciating Machine Learning. Take, for example, the case of hurricane forecasting: these forecasts save millions of dollars by limiting evacuation areas, but in the early stages of predicting the track of a storm, models sometimes predict tracks that do not coincide with the actual track that the storm eventually follows. Hurricane forecasters effectively use data assimilation to constantly update their model predictions and uncertainties. As data is assimilated over time, the uncertainties decrease because the period of prediction (i.e., extrapolation) becomes shorter as a hurricane nears the region of interest (i.e., the location where it will make landfall).
There are four broad types of learning [1]:
Supervised Learning
Algorithms try to model relationship and dependencies between the target prediction output and input pairs. The labelled input (e.g., a vector) is paired with an output value (e.g., a signal). The benefit here is that we could predict an output with new data because we’ve formed a relationship that affords us the ability to predict the output for unseen situations.
Unsupervised Learning
Algorithms are trained for pattern detection and descriptive modelling. Labels are not attached to the data, so the model trains simply on the raw data. In this approach, the methods employed can be principal component and cluster analysis, which groups the unlabelled data and looks for commonality.

Semi-supervised Learning
Algorithms are a hybrid of the prior two. Sometimes, all of the data does not have labels, though some may [2]. Labelling of the data would be exhaustive, so in this form the model is built acknowledging that some relationships are known (labelled), but allows for others to be unknown. The unlabelled data still carries useful information about the group.
Reinforcement Learning
Algorithms continuously learn from the environment with iteration. By using observations from interactions with the environment, the computer gets smarter each time it is given a risk vs reward proposition. Here, the algorithm works similarly to a game, where the goal is to win but the environment causes the experience to change with time over a near-infinite possible number of combinations.
Further detailed in Fig. 2 [3], the algorithmic learning types’ applications start to take shape. With the flowchart approach, we can perhaps infer what basic method is potentially being used to achieve the ML innovations that we are seeing today, and those that are on the horizon tomorrow.
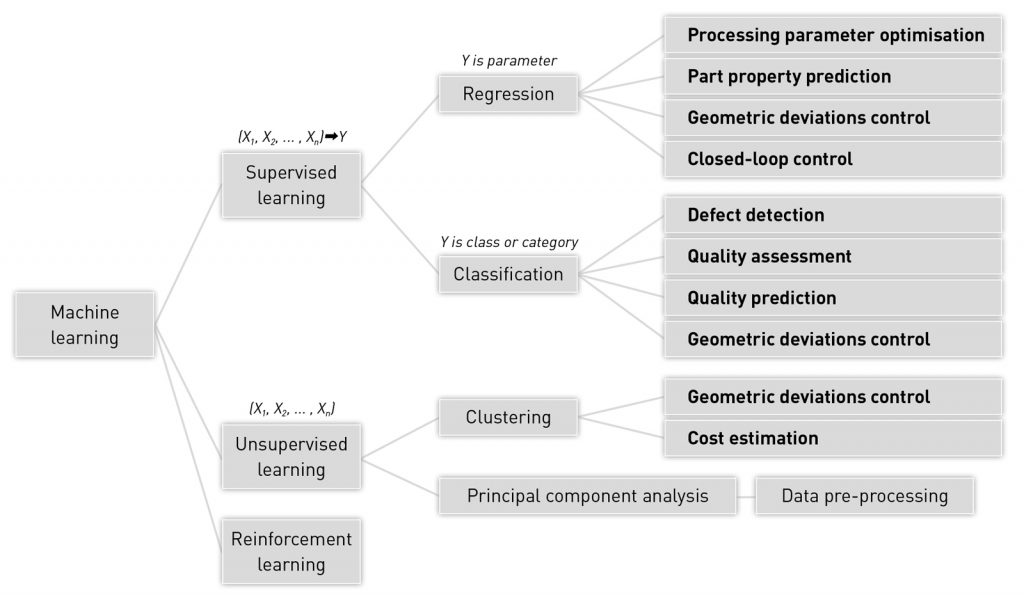
Clustering appears more than once in the following examples, perhaps indicating this as one of the most suitable approaches for ML development in AM. To further define clustering, it is considered unsupervised because it automatically groups data based on similarities that appear naturally within the data. The data is not labelled such that data point A belongs in so-called Group 1 or data point B belongs in Group 2; a cluster is formed by data points very alike each other and very unlike other data points. The label of a given cluster or group is, however, up to the user to understand, define, and assign actionable meaning to [4].
The intent here is to describe how ML is contributing to Additive Manufacturing today and suggest where it could go. Our approach is from a user’s perspective. For a more detailed, technical explanation of ML in AM, refer to the journal articles by Meng, Williams, Jarosinski et al. [5] and by Johnson, Vulmiri, Zhang, Brice et al. [6], as we intend this article to be focused on the holistic and commercial advantages of ML in AM. As ML is better understood by more people, we seek to understand what it could do from a uniquely AM-focused perspective, and how it could help the industry to further industrialise, safer and faster.

Machine Learning in AM today: The current state
ML is already present in AM product development, but the integrations have not yet been fully realised. We are seeing data, which may be from traditional sources, or multidimensional data, that advises algorithms that can notify users of improvement opportunities. From powder feedstocks, to materials design, through to the AM machine in the form of parameters and ultimately with parts, ML is now firmly a part of the growth of AM. The learning types’ data inputs could be in the form of images, chemistries, sensor data, mechanical property data and volumetric information, such as Computed Tomography (CT). Ultimately, we can combine volumetric information and characteristic descriptive data to predict an outcome. In this article, we’ll examine different facets of AM to describe ML in use today and what is on the horizon.
Machines
Inkbit is a new entrant to the AM space, having emerged out of Massachusetts Institute of Technology (MIT) in 2017. Its process is most closely related to Material Jetting, in that it forms a bonded layer by jetting resins with different properties, for example elastomers. The company uses a proprietary 3D scanning system to generate a topographical map of each layer after deposition (Fig. 3). From this data-rich map, it can observe and detect any discrepancy from the expected geometry.

Inkbit uses ML through a neural network of different image processing algorithms. The CAD file that is supplied is ‘unknown’, meaning that the company does not immediately know how the file needs to be altered so that the additively manufactured part matches requirements. Using a form of unsupervised ML, the company can correct the deviations in subsequent layers. This data then trains the ML algorithm so that the machine can learn the properties of each material and anticipate its behaviour. Given (Fig. 2), we might expect a clustering type of approach to yield a specialised type of geometric deviation control in this case.
Materials & processes
When speaking of big data, it should be made clear that it is useless unless fed into a big analysis. ML is, necessarily, the key factor in making sense of such large data sets. AM machines generate a large amount and variety of data types during each and every build. Autonomous regression modelling is needed to put data that is dynamically changing or has a kinetic component to it to use. Perhaps one of the greatest opportunities to put ML to work within the AM industry is in correlating materials with specific parameter sets to achieve a known, good material output and thereby qualify a fixed process. Working real-time data analyses for such large datasets by hand is tedious and can be subjective. Letting computers do it in the background will get the industry much farther faster, yielding more accurate results.
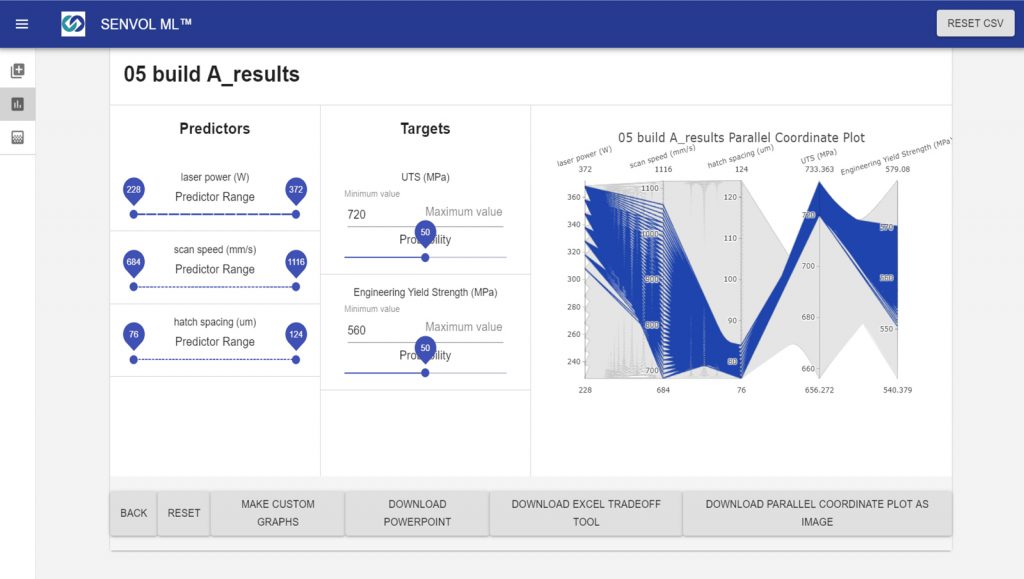
Senvol is answering the call for an autonomous characterisation workflow of AM processes and materials with its proprietary data-driven ML software. Agnostic to machine, material, and process, the software is being used to support the characterisation of AM processes and materials, optimise process parameters, predict material properties and support quality assurance. For example, utilising predictors – common parameters such as power, scan speed and hatch spacing – users can correlate the probability of meeting desired mechanical properties that are isolated from geometric effects. Fig. 4 is a visualisation of this feature. By this ML approach diagram, we might infer a number of regression vectors are being used to indicate the outputs.
Design
Once a process is established for a given material, suitable applications for AM production are chosen. A fixed parameter set may have proven that it produces good material, but yield is still highly dependent on design. Adapting or modifying a design for a given parameter set is one step, but optimising the design to leverage all of the advantages of AM is a wholly unique effort. The latest products in software development look to consider both.
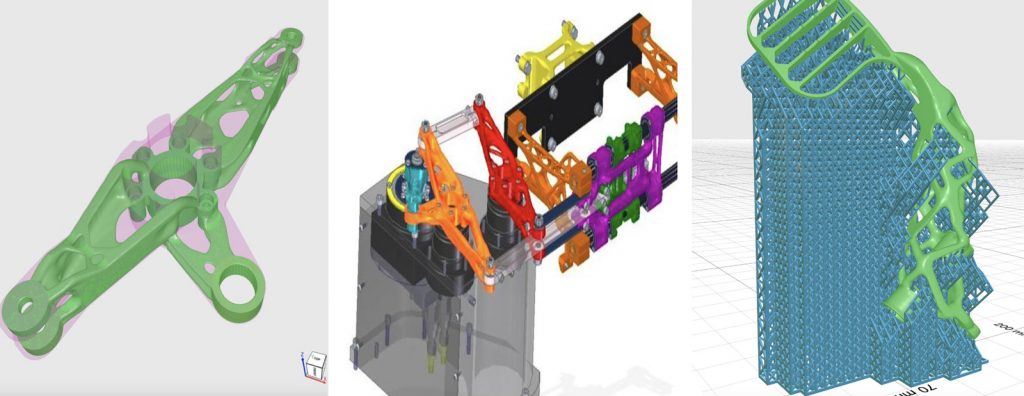
Already widely recognised as a major digital innovation in AM, generative design has changed how we explore design spaces and optimise structures. To date, generative design has mostly been used to optimise for load path where strength and stiffness dominate. It can also be used for scenarios looking to optimise for thermal or vibration. ParaMatters’ CogniCAD software, for example, can optimise and structurally analyse its own output for stress, vibration or thermal cases. Not only does it effectively produce topology-optimised structures for AM processes (Fig. 5), it can also create optimised outputs for casting and CNC applications. ParaMatters uses ML primarily in two different areas: first in the generative design process, which uses gradient-based optimisation methods that employ neural network training of the software, and second, in the design of support structures, which is optimised with unsupervised clustering algorithms.
Quality assurance
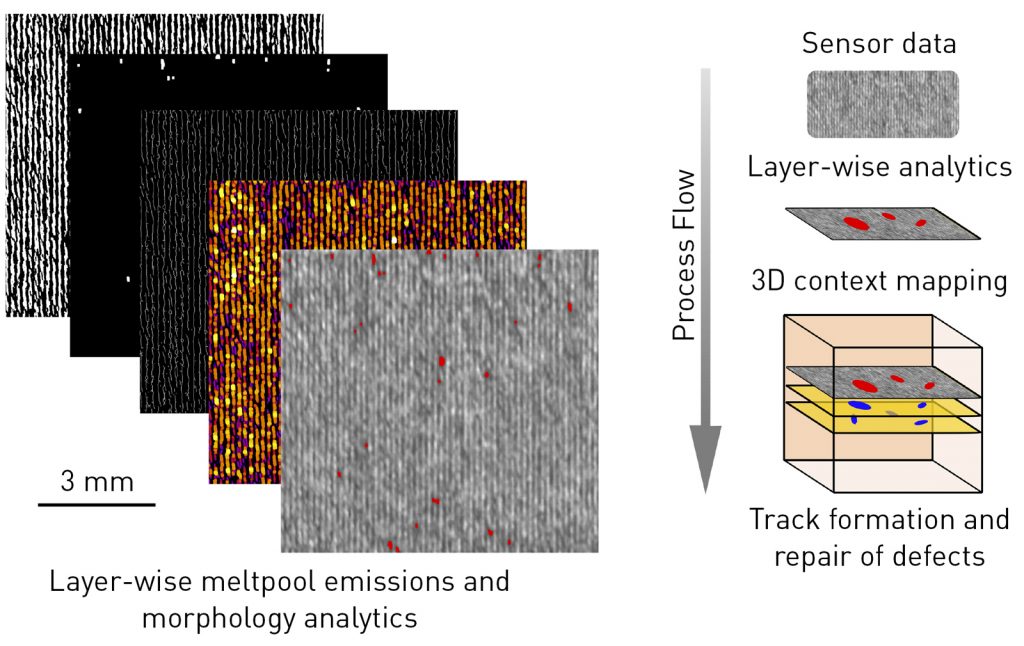
AM processes generate a lot of data, but little is truly monitored in a real-time sense. Reviewing build logs and layer camera images can assist in saving time and money by catching defects created during the build before they move downstream and more value is added. Monash University spin out Additive Assurance has taken up the challenge to make more use of the data while it is being generated, in a product it calls AMiRIS.

Additive Assurance’s patent-pending process uses a suite of optical sensors, mounted external to the powder bed Additive Manufacturing machine to gather micron-level detail. It observes the build process in near-infrared and converts that data into insight on the health of the build (Figs. 6, 7). The company employs a deep learning algorithm which has been trained to look for events that lead to problems or possibly even failed builds. When the sensors pick up an anomaly, AMiRIS assigns it to one of the following categories:
- This situation results in scrap – AMiRIS can act to terminate the build
- The anomaly is suspect – AMiRIS asks a human to intervene
- A scenario that will right itself and requires no human intervention.
As a quality assurance tool, the algorithm has been trained initially via data from a variety of parts, machines and sources, and continues to learn. It can look for laser scan errors, geometric variances, recoater errors, lack of fusion and over-melting. When allowed to connect to the internet, the sensor package will gain the benefit of ‘the wisdom of crowds’ by learning from other machines that are connected.
Even if operating remotely, the algorithm will continue to learn, just at a slower pace. The data is converted into information via 2D and 3D process maps which characterise 1) Defect Type, 2) Anomalies and 3) Machine Errors. Additive Assurance likes to render this as a simple equation: Melt pool emissions + melt pool morphology + over multiple layers + machine learning = quality assurance production.
Machine Learning for AM tomorrow
Super powder approach
Srujana Rao Yarasi is a PhD student at Carnegie Mellon University and, along with her supervisors, Prof Elizabeth Holm and Prof Tony Rollett, is working on a new method, combining input data to study what they call the ‘super powder approach’ (Fig. 8). To the layman, this means they are taking immense datasets to create a model of models. When successful, they could predict a powder’s ability to spread, for example, in various machines with any recoater system by imaging the powder. Comparing the data to a ‘standard’ powder could also mean faster qualification times and more flexibility for the AM machine user to buy feedstock materials.
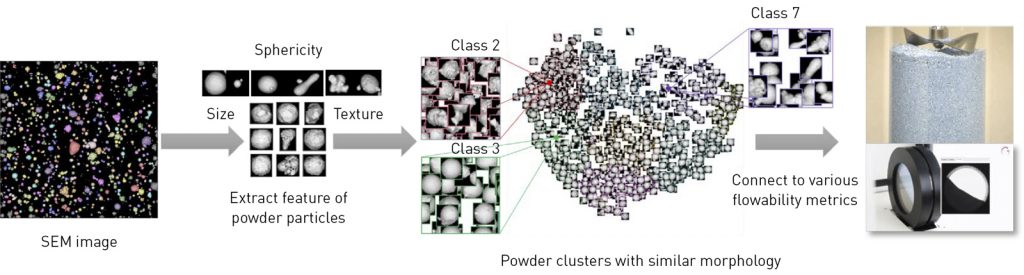
Large datasets, in this instance, are SEM images of powder particles used to quantify morphology in order to link size, sphericity, surface texture and more to the powder’s flowability properties.
Data also takes on another form that could aid powder characterisation: Computed Tomography scans of powder particles as a means of predicting porosity. This form of unsupervised learning is new, as it combines Computer Vision and ML algorithms to use vectors versus discrete points. As Yarasi put it, “With this method, we intend to get any powder to perform its best.” CT files are routinely described in terabytes, so are very data rich and thus best suited for autonomous algorithmic computing. Again, we see unsupervised learning employing clustering to employ geometric deviations control, as seen in (Fig. 8).
Simulation
Similar to CMU’s Super Powder Approach, startup Exlattice is attempting to take a hybrid approach with ML. Its goal is to speed up the process of simulating the build and associated processes, and it is doing it by coupling physics-based modelling, i.e. Finite Element Analysis (FEA) with ML. Simulating the Additive Manufacturing process has proven to be a challenge given the computing processing time required to crunch through the dynamics of the process in any kind of meaningful accuracy. Process simulation is used as a tool to avoid expensive build failures caused by overheating, large deformation, and residual stress, and it’s not unusual for a simulation-based FEA to take a day to run, or longer.
The Exlattice hybrid approach finds a particular way of integrating ML models with traditional FEA which could translate into greater simulation speed improvement potential. The consequence to model complexity and accuracy will be key. The company is developing simulation engines based on the hybrid ML + physics model for metal Powder Bed Fusion (PBF), Binder Jetting (BJT), sintering of green parts, and other AM processes.
In this approach, ML via semi-supervised learning also allows a unique interface to continuously feed in data from experiments, daily operation, and potentially in-situ monitoring. ML with these data can help improve the physics part of the model, making it increasingly more accurate and faster to set up for users, which is another advantage compared to the traditional simulation tools. While not annotated in Fig. 2, we can surmise that semi-supervised learning is perhaps combining clustering of failures to liken to labelled defect classifications.
Value proposition
Another aspiration of ML in AM would be the ability to liken process data to a given part’s value proposition. Correct application identification in AM is essential to the industrialisation of the technology. To decision-making executives in any organisation, the critical component of any project investment is its value proposition, AM being no exception. For this reason, the selection of parts to which AM should be applied must be carried out accurately and efficiently; there is only so much tolerance for force-fit endeavours.
ML developers in AM understand that the best advisor to that selection is the process itself, in terms of producibility and affordability. AM workflow software developer, 3YOURMIND, recognises this and has developed a solution that rapidly selects parts for further review by applications engineers to determine if they are suitable projects for the technology. 3YOURMIND plans to employ ML through its Machine Connectivity feature, which leverages OPC/UA’s Umati data model to achieve a digital connection between AM machines and their existing Manufacturing Execution Systems (MES). This will be the vehicle by which the company grows ML capabilities to further advance its existing products, such as the application selection solution. It can be imagined that supervised classification and unsupervised clustering could be utilised to employ geometric deviation control in conjunction with cost estimation, as per Fig. 2.
Safety
An indirect application of ML in AM is in the field of safety. Today, we employ cameras and other detection devices for safety and security monitoring, but this approach is not truly effective in preventative safety, only offering event data after the fact. Be Global Safety (BGS) has employed ML to train its algorithm to spot unsafe situations and make instant notifications for human intervention. To do this, the company employs deep learning technology, a form of supervised learning.
BGS digitises the environment, including health and safety considerations, in manufacturing. It is effectively a real-time safety solution that can be trained to assist in complying with local, national, and international safety standards. The use of ML allows digitisation of current safety operations, but in the process also creates a tool for virtual safety audits (Fig. 9).
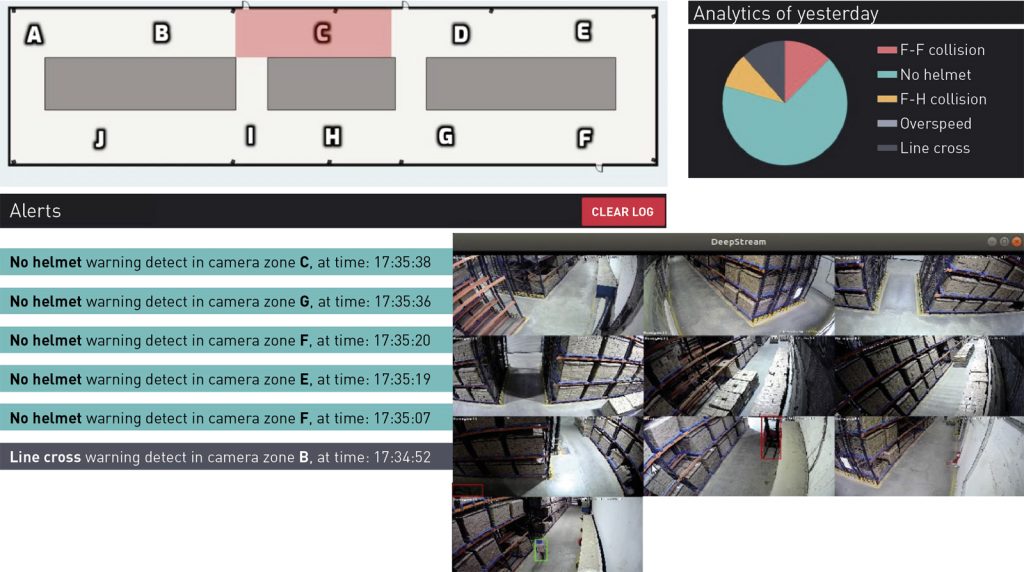
Updates can then be incorporated instantly to advise human observers as new threats emerge. In line with today’s coronavirus (COVID-19) safety measures, for example, wearing a face mask would be important, and compliance can be measured quickly. As BGS puts it, “These digital updates to safety standards, machine specifications and required training are of great importance to advanced manufacturing technologies like Additive Manufacturing, where the technologies continue to evolve at a breakneck pace.”
Design
Finally, ML can fully close the data feedback loop by influencing new designs to be fully adapted to the AM process, as well as fully leverage its benefits. With poorly-adapted design arguably being the Achilles’s Heel of this technology, it is becoming an increasingly important requirement that the manufacturing process begins not at the part build, but at part design. This will be achieved by harmonising several ML approaches’ results to feed back into step zero of manufacturing operations: Design.
Materials, process and simulation data that advise producibility, thereby value proposition, could ideally be likened to specific features that comprise a mechanical design engineer’s toolbox. Quality monitoring could mature from simple pass or fail metrics to a dynamic rating that indicates the best inputs to achieve the best outputs. Indicators sophisticated enough for design advisory will likely require all the types of output vectors, intelligently weighed to properly serve the described purpose.
Summary of benefits for tomorrow
We see the ultimate benefit of Machine Learning in AM as the reduction of guess work for more data-based decision making. The current approach for most companies is a lengthy confidence-building process with static data points, which is not only costly, but tedious and difficult. AM is complex and multi-disciplinary, and humans can have difficulty taking in many data fields coupled with time, temperature, movement, and materials kinetics. ML will utilise the copious amounts of data generated during the AM process for training the algorithm in real time. We see the main benefit of this as increased confidence, which then manifests in programme savings which will speed up the industrialisation of the technology.
As we have described, ML is used in the workflow preceding and following the build event. Before building, it is present in design and process robustness analysis. Following the build process, it is employed in the product to ensure that what was made meets the product requirements. ML is also making our industry safer in the manufacturing environment. Successfully understanding links between outputs and inputs, those links are fed back into the workflow, satisfying continuous improvement – while often still manual, there is opportunity for automation in this area forthcoming.
Continuous improvement is a tenant of Six Sigma, a popular tool used in manufacturing to reduce defects. It applies mainly to operations that are repetitive, because it needs statistically significant populations of data to feed it. Just as these data points are somewhat static, ML enables us to capture significantly more data, perhaps in multidimensional form, which gives a much richer description in order to enable algorithms to continuously improve. Continuous improvement is a key facet of manufacturing, and ML is bringing the tools to make AM improve continuously.
Conclusion
It is obvious that AI has come a lot farther than a single input achieving a single output, but it is going to take ever greater employment of ML to further AI in AM in terms of achieving entirely optimal output. We must now connect many input variables to widely variable outputs. An almost entirely digital process, AM is one of the most suitable technologies for ML to evolve. In AM exists a situation in which data can be autonomously mined and analysed in the background; humans can then have time to consider actions that require implicit understanding, which computers can only emulate.
It is interesting to see that ML is in use not only to help us make things faster, but also to help us learn things faster. The algorithm’s ability to take in so much data enables humans to explore more trade space faster – or to decide not to explore space that is unlikely to be fruitful. Once learnt, the continual introduction of new data allows the algorithm to get smarter, facilitating better and more consistent output.
As technology seems to be getting continually ‘smarter’, it is, in fact, only as smart as we tell it to be. The algorithms we write, even if unsupervised, ultimately require us to assign meaning to the results they present us. We are excited to see this is apparent today within AM machines themselves, such as in Inkbit’s neural network of topography scans; in process and material characterisations, per Senvol’s innovation; in ParaMatters’ unsupervised clustering ML that aids generative design; and in Additive Assurance’s in-situ anomaly detection.
Tomorrow’s ML solutions promise rapid powder inspection via CMU’s Super Powder Approach, intelligent value proposition analysis per 3YOURMIND’s research, an advanced outlook for ensuring safety compliance by Be Global Safety, and, ideally, the development of fully considerate designs of process constraints and performance enhancements unique only to AM technology.
Authors
Chelsea Cummings & John E Barnes
The Barnes Global Advisors
Pittsburgh, Pennsylvania, USA
Tel: +1 412 370 6822
[email protected]
www.barnesglobaladvisors.com
References
[1] https://medium.com/towards-artificial-intelligence/differences-between-ai-and-machine-learning-and-why-it-matters-1255b182fc6
[2] https://towardsdatascience.com/types-of-machine-learning-algorithms-you-should-know-953a08248861
[3] CCDC Army Research Laboratory Cooperative Research and Development Agreement 19-013-001
[4] https://hub.packtpub.com/introduction-clustering-and-unsupervised-learning/
[5] Machine Learning in Additive Manufacturing: A Review, Lingbin Meng, Brandon McWilliams, William Jarosinski, Hye-Yeong Park, Yeon-Gil Jung, Jehyun Lee, and Jing Zhang, JOM, Vol. 72, No. 6, 2020
[6] Johnson, N. S., P. S. Vulimiri, A. C. To, X. Zhang, C. A. Brice, B. B. Kappes and A. P. Stebner (2020). “Invited Review: Machine Learning for Materials Developments in Metals Additive Manufacturing.” Additive Manufacturing: 101641, https://doi.org/10.1016/j.addma.2020.101641.
LAST MONTH’S MOST-READ ARTICLES












