


Kennametal: The story of the successful commercialisation of AM hardmetal and steel solutions
Kennametal is a particularly interesting company when it comes to the adoption of Additive Manufacturing. It is a dynamic global producer of tooling and industrial materials with sales of $2 billion in 2022, yet its roots are very much in 'old school' sinter-based PM processes. It is, therefore, no surprise that the company was an early adopter of AM, leveraging its materials and sintering expertise, as well as its broad customer base, to develop a leading position in the AM of hardmetals and steels. Bernard North, who fortuitously happens to be a past VP Industrial Technology at Kennametal, visited the company's AM operation and reports for Metal AM magazine. [First published in Metal AM Vol. 9 No. 2, Summer 2023 | 20 minute read | View on Issuu | Download PDF]

It was with great interest and anticipation that this author returned to his former workplace in Latrobe, Pennsylvania to spend a few hours speaking with the leaders of Kennametal Inc.’s Additive Manufacturing programme and seeing much of its equipment and processing areas for AM development and production. Kennametal is rightly proud of its progress in this area and its experts were happy to discuss the subject in some detail.
Staff in the discussions included Jay Verellen, General Manager, Additive Manufacturing; Colin Tilzey, Director, Global Additive and Carbide Technology; Paul Prichard PhD, Research Fellow Technology, Additive Manufacturing; Zhuqing Wang PhD, Staff Engineer Technology, Additive Manufacturing; Ed Rusnica, Vice President Engineering; Jerry Dominguez, Senior Manager, New Business Development, Additive Manufacturing; and Rebecca Garrigus, Market Portfolio Manager, Additive Manufacturing.

The story of Kennametal
In 1938, Philip McKenna left the family alloy steel business to start McKenna Metals in Latrobe, Pennsylvania. The seminal invention was to presolution titanium carbide (TiC) with tungsten carbide (WC) so that steel cutting cemented carbide grades would have improved microstructures and mechanical properties. Before long the company name was changed to that of its main brand name, Kennametal, and, after a few years, it went public as Kennametal Inc.
Over the next eighty-five years, through both organic growth and acquisitions, the company became one of the largest in the industry, with a global presence across the metalcutting, mining and construction, and engineered wear solutions markets. As such, it has a high level of vertical integration, all the way from tungsten ore processing to finish grinding, coating, and reconditioning, and a myriad of processes in between, including all the green part making, sintering, and finishing processes typically used in the industry.

While the company is best known for its broad range of cemented carbides, its product portfolio also includes those made from alloy steels, hard CoCr and related alloys, ceramics, and superhard diamond and cubic boron nitride (CBN). While clearly technically grounded, the company’s core philosophy is that of working closely with its customers to provide effective solutions to their problems.
A timeline of Kennametal’s history in Additive Manufacturing
It was natural, given its core products and technologies, that Kennametal would keep a close watch on the development of Additive Manufacturing. Prichard described how, in the late 1990s, the company formed a working partnership with the Massachusetts Institute of Technology (MIT), Boston, Massachusetts, and Extrude Hone “just down the road” in Irwin, Pennsylvania. The respective principals were Ely Sachs (subsequently a co-founder in 2015 of Desktop Metal, which in 2021 purchased ExOne, the AM company, which was formed out of Extrude Hone), and Larry Rhoades.
At that time, the technology was judged to be “not ready for prime time”, but Kennametal maintained a ‘watching brief’ with technology landscaping and market assessments of the various AM technologies being developed by different players.
In 2013, driven by a new metalcutting product development for which the steel toolholders could not realistically be made any other way, Kennametal invested in Laser Beam Powder Bed Fusion (PBF-LB) technology, and subsequently fine-tuned the additive and associated processes and incorporated them into full-scale production by 2017.

By 2014, it was clear that equipment and process developments in Binder Jetting (BJT) were proceeding rapidly, and Kennametal began investing in essential equipment for its Quentin C McKenna Technology Center (Fig. 1). Additional investments continued steadily over the following years.
In 2019, a dedicated full scale production unit was set up with end-to-end solution capabilities and resources necessary to support the growing business. Kennametal officially launched solutions to its customers in an extremely tough WC-17% Co grade (KAC89-AM-K) as well as StelliteTM 6-AM-K (CoCr-based hard alloy).
In 2021, an additional, more wear- and corrosion-resistant tungsten carbide grade with 13.5% CoNiCr metal binder (KAR85-AM-K) was commercialised [1].

In May 2022, GE Additive announced that Kennametal had become a Beta Partner for its BJT technology [2], with Kennametal investing in newly available solutions to further extend its leadership position in cemented carbide Additive Manufacturing solution capabilities.
In June 2022, Prichard presented a paper at the 20th Plansee Seminar on the team’s work to allow submicron WC-10%Co to be shaped by BJT and sintered to form high quality solid end mill blanks with subsequent good performance in an end mill metalcutting test [3]. Which brings us to the present day!

The business approach
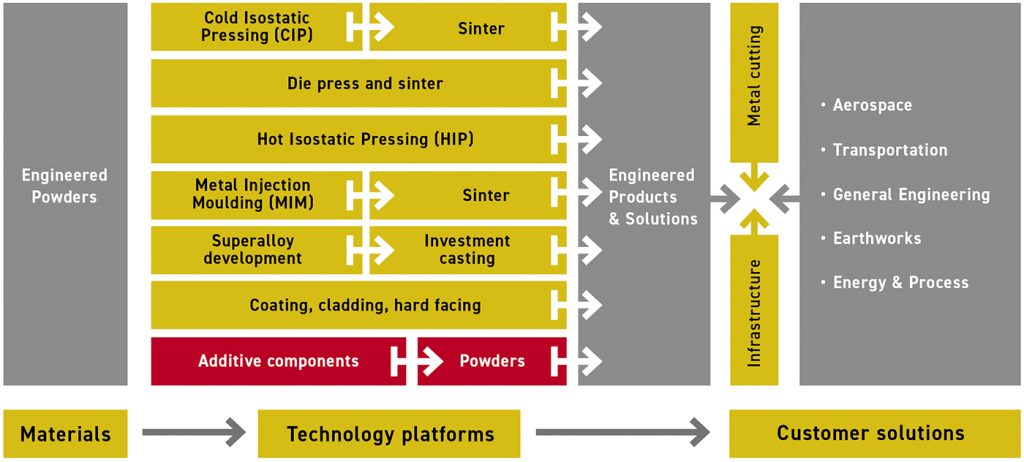
It is clear that Kennametal regards AM as an integral part of its business, as exemplified by its commitment to people, capital equipment, and organisational structure, resulting in a steadily-increasing range and volume of AM solutions to customers across different product applications and markets. A diagrammatic representation of the company’s operations is shown in Fig. 3.
Kennametal remains very pragmatic about AM. In Verellen’s words, “AM is another innovative tool in our toolbox that we can leverage to deliver complete wear solutions for our customers and transform how everyday life is built”. Usually, AM is chosen for a specific part because it is the best, and often the only, way to make the component. Sometimes, however, after experience is gained, conventionally produced parts may switch to an AM route.
Conversely, some parts initially made by AM may switch to conventional shaping processes such as uniaxial pressing or isostatic pressing/green machining. Sometimes, customers receive two quotes for a given component – one using AM and the other made by conventional shaping methods, as part of overall consultation to match their needs with the most appropriate solution.

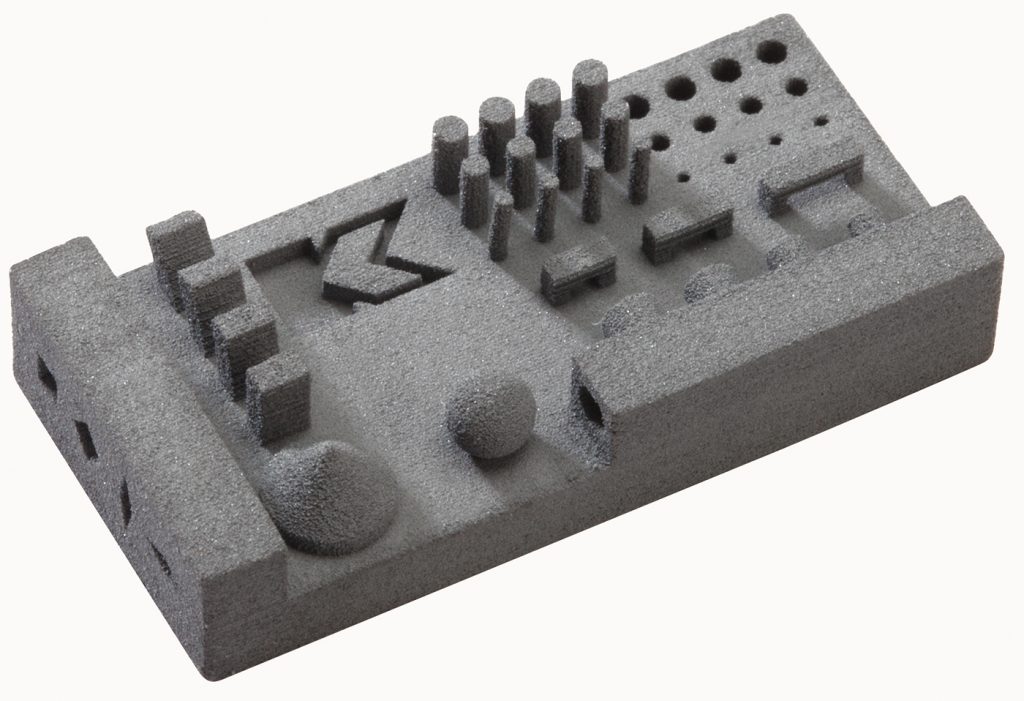
Verellen stressed Kennametal’s high level of vertical integration and experience with a broad range of processing technologies, aiding both research and development and subsequent commercialisation of AM cemented carbides and Stellites. The company’s experience in manufacturing advanced metal powders, and being able to tailor the relevant processes, were critical to optimisation of the BJT process in terms of success with a broader range of compositions, as well as as-sintered surface finish and fine features capability, such as holes or differently shaped protrusions and indents, and at different orientations with respect to the printing direction. Fig. 5 shows a standard test part, which enables qualitative and quantitative evaluation of such characteristics. In addition, the company’s experience of sintering complex, thin-walled parts made by isostatic pressing and green machining with minimal distortion has proved invaluable with similar AM products.
Garrigus explained that customers for AM solutions are initially gained in multiple ways – in particular, existing or new customers interacting with technical field sales staff, trade show contacts, and online demand generation approaches. While the most obvious benefit for customers is being able to get a complex geometry part made in a material with desirable properties that will solve their particular technical problems, there are other benefits of Additive Manufacturing. In particular, the time from enquiry to product delivery is often only a few weeks – or as much as half the time that it would take if using conventional processes. This in turn has inventory reduction benefits for both the customer and Kennametal.
Verellen mentioned something very important that may not be openly discussed much in the AM community – some customers have an inherent suspicion about Additive Manufacturing components. This is usually because they have experienced quality problems with them in the past, in particular low mechanical strength. Kennametal practices a strict phase-gate approach, which includes the rule that a material will not be offered commercially in AM form unless, or until, its AM properties match those of conventionally processed products.
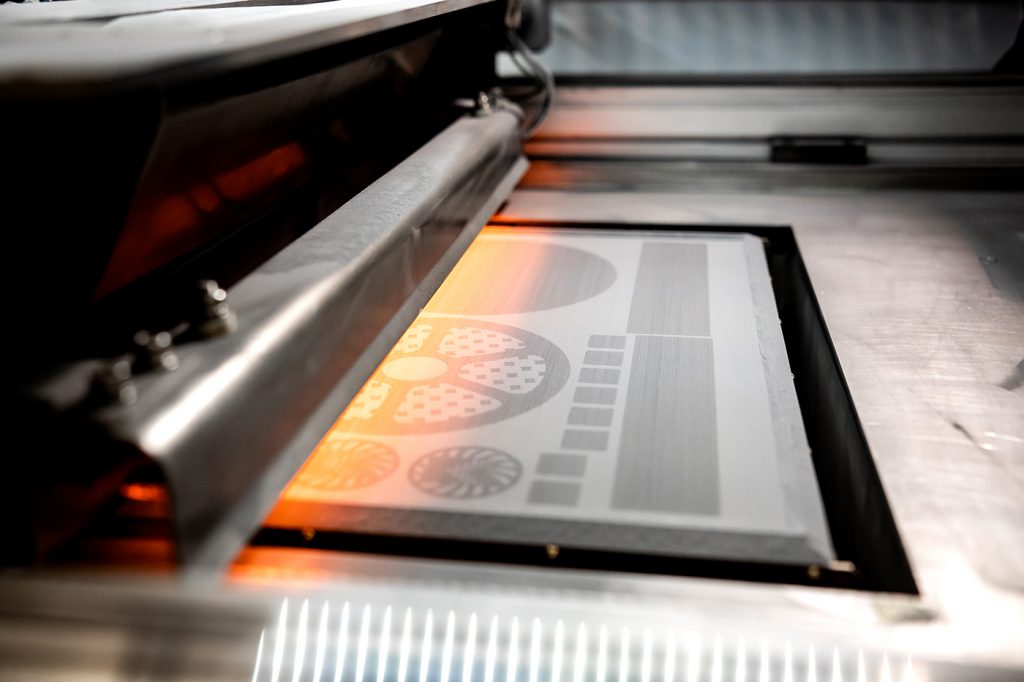
Kennametal’s Additive Manufacturing component guidelines are communicated to prospective customers specific to limits and/ or recommendations on physical size, tolerance, and other geometric limitations for Stellite and cemented carbide parts. However, Dominguez stressed that the guidelines are just that – actual capabilities may differ according to the specific part geometry and material. They are also subject to a detailed design review process, and, in many cases, can be improved upon with some optimisation. Fig. 6 shows the BJT process in action.
Kennametal has focused on PBF-LB for steels and on BJT for cemented carbides and Stellite alloys, partnering with multiple machine manufacturers. However, staff, aided by a global presence, network and communicate with a broad range of industry players to keep a close watch on developments, ensuring new capabilities can be identified and quickly integrated as they evolve.
StellitesTM
Stellite 6-AM-K, a CoCr-based alloy, has been offered in additively manufactured customer solutions, using Binder Jetting, since 2019. Stellite 6 is not as hard or wear-resistant as most cemented carbides, but has excellent corrosion resistance, and is more wear-resistant and has better high-temperature properties than the metallic alloys, often Inconel 718 or 17-4 PH stainless steel, that it commonly replaces for specific components.
Applications continue to grow in a range of industries and component geometries, many of them in flow control applications in the oil and gas field. In some cases, customers have migrated from more conventional alloy solutions to Stellite 6 and later (dependent on the operative wear mechanisms) to a cemented carbide AM solution. Fig. 7 shows a Stellite component.

Reflecting the typical product and service offerings in this sector, Kennametal also offers AM powders to customers who have their own AM (usually PBF-LB) capabilities in Stellite 21 and F75 (CoCr), NistelleTM 625 (NiCr), and DelcromeTM 316L and 17-4 (FeNiCr stainless steel) alloys.

Cemented carbides
Readers who are familiar with the technical literature on cemented carbides, and specific companies’ public announcements, will be aware that achieving good microstructures and full density using the BJT process is aided by either a coarser grain size or a higher metal binder, usually Co, level, or a combination of the two. The basic reasons for this are that coarser grain sizes aid in achieving higher green densities, and hence a more intimate initial contact of WC and Co particles for sintering, higher Co levels aid liquid phase sintering, and (if higher than normal sintering temperatures are used to aid densification) fine grain materials are more prone to oversintering, or discontinuous grain growth.

Kennametal’s progress in AM exemplifies this trend insofar as its initial commercialisation in 2019 was of the medium/coarse grain size WC-17% Co grade KAC89-AM-K, which is well towards the very tough (K1c ~18 MPam0.5), but not especially hard (Rockwell A ~86, HVN30 1060 kg/mm2) end of the cemented carbides’ grade spectrum. Nevertheless, the grade has very good thermal properties and, in many applications, superior wear and/or corrosion resistance to allow it to replace other materials used in engineered wear solution applications. It is also a good choice for the pre-form bodies (Fig. 9) used for polycrystalline diamond (PCD) brazed cutting tools; in such applications, the opportunity can also be taken to reduce material usage by hollowing out the shank end of the tool, as well as adding advanced coolant channel designs not possible with traditional manufacturing processes.

Continuing the trend, the next grade to be commercialised was the medium grain size WC-13.5% CoNiCr grade KAR85-AM-K; the grain size and composition changes raised the hardness to Rockwell A ~88.5 (HVN30 1225 kg/mm2), while the toughness dropped a little to ~16 MPam0.5. In addition, the partial substitution of Co by Ni and Cr gives greatly improved corrosion resistance, and this product is thus an excellent fit with engineered wear solution applications, especially in the oil, gas, and chemicals industries, typified by components shown in Figs. 11 and 12.


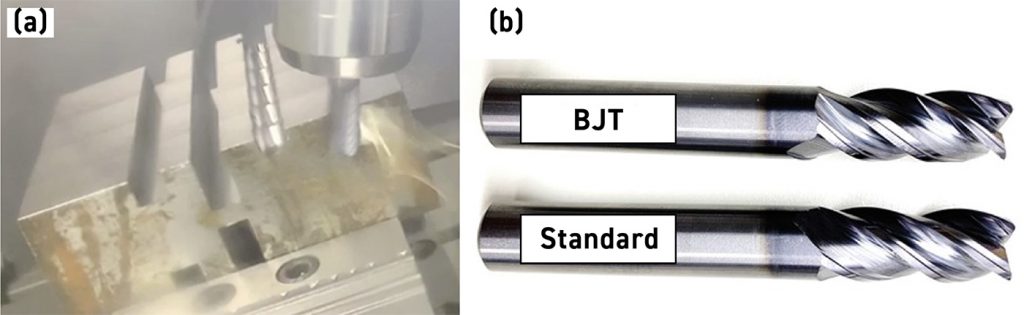
In June 2022, Prichard presented a paper at the 20th Plansee Seminar on the team’s work on process optimisation to allow submicron WC-10%Co to be shaped by BJT and sintered to form high quality solid end mill blanks which, after being processed into finished end mills, showed equivalent performance to conventionally processed materials in a very tough metalcutting test, as shown in Fig. 13. This author was fortunate to be in the Plansee Seminar audience and it is difficult to overstate the significance of this development. Grades of this type constitute the highest volume in the metalcutting field, being almost ubiquitous for solid round tools such as drills and end mills, as well as being used for some insert applications. Garrigus emphasised that such a grade also has many applications in the engineered wear solutions arena. It has already been assigned a designation: KAF82-AM-K. Its preliminary hardness is Rockwell A 91.9 (HVN30 ~ 1580 kg/mm2) and its toughness ~13 MPam0.5. Further process optimisation is underway and Verellen indicated testing with beta customers in the 2023/4 timeframe, followed by full commercialisation.
What’s next? Hardmetal industry people will know that, while there are many exceptions to this generalisation, the biggest families of grades have either 10% or 6% (by weight) Co, in each case with the hardness/toughness (and other properties) trade-offs being achieved by grain size and fine-tuned binder metal composition variation. The former group has now been demonstrated as being viable for BJT AM, so the obvious question is: what about 6% Co grades? The Kennametal people were understandably non-committal in answering this author’s enquiry, with Prichard and Wang simply indicating that 6% Co grades are “difficult”.
Reflecting Kennametal’s standard business practices, cemented carbide grade powder for AM is not offered for external sale. Components are sometimes sold as pre-forms, but most commonly as fully finished products ready for incorporation into customers’ applications.
Steels
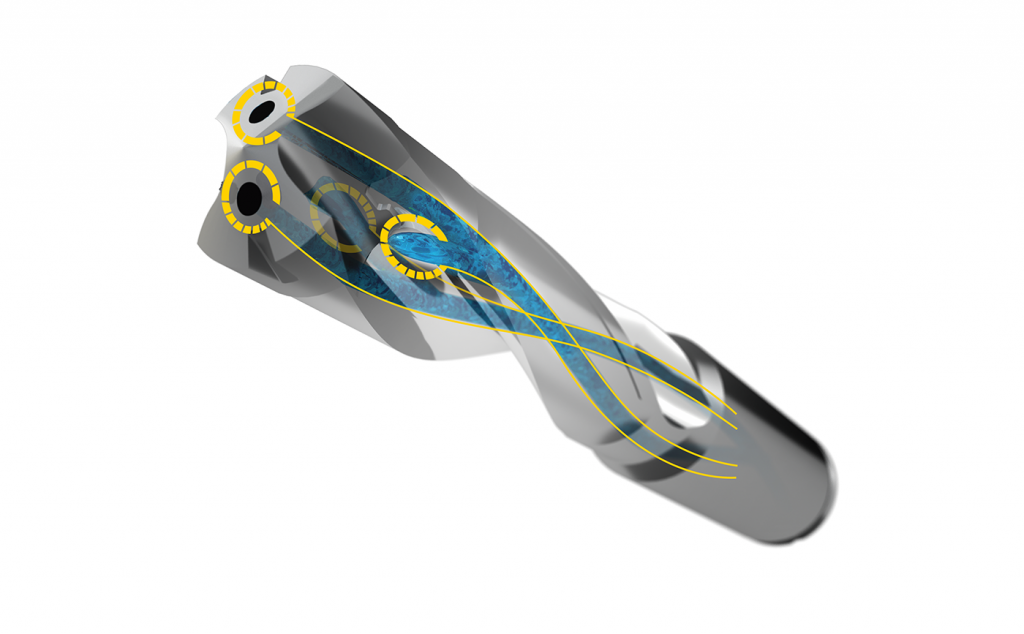
Kennametal first became closely involved with Additive Manufacturing of steels, using the PBF-LB process, in 2013, driven by the need to develop and manufacture steel toolholders for a new modular drilling system, the KenTip-FSTM, as shown in Fig. 14. This required helical coolant holes passing through the toolholders’ flutes in order to enable ‘through the insert’ cooling, which in turn reduced cutting edge temperatures and improved metal chip evacuation. The process was fully incorporated into manufacturing in 2017 and is used to make standard and customer-specific toolholders in very high volumes as required for this very broad application range, industry-leading product family. Subsequently, in 2021, this AM process was also used for the reducer sleeves for the HiPACS drilling system used to produce countersunk fastener holes in the aerospace industry.
Most recently [4, 5], Kennametal introduced customer application-specific insert toolholders, namely a stator bore tool for EV motor housings and a boring tool for transmission housings (Fig. 15), which, to an even greater degree, utilise the unique capabilities of AM. To metalcutting industry veterans like this author, these tools look like something from a science fiction movie! However, the driving force for such designs is completely practical – Rusnica explained that the major weight reductions, for example from 30 kg down to 11.5 kg in the case of the transmission housing tool, allow easier tooling changes, as well as more rapid acceleration and deceleration in use, while combining multiple operations into one. The AM route also allows multiple channels to put coolant exactly where it is most effective.

In total, these characteristics allow major cycle time and machined part cost reductions, as well as reduced maintenance and energy use for the machine tools running the operations. The dimensional stability of the AM process is such that, when combined with some finish machining of the insert pockets and the cutting inserts’ own tolerance levels, very tight machined component tolerances are achieved. For example, the transmission housing tool creates a maximum bore diameter in excess of 350 mm (~14”) with an IT7 tolerance (per ISO 286-1) i.e. ~60 µm.
The design process for such tooling is very sophisticated: this example was achieved by Kennametal engineers using various advanced approaches to modelling, optimisation, and finally, confirming overall tool performance commensurate with requirements.
AISI H13 (X40CrMoV5-1, BH13, 1.2344,SKD61) steel is used for these toolholders, because of the combination of high strength (important due to much-reduced part cross-sections in some cases), deformation resistance (for long-term insert pocket integrity), and erosion resistance, the latter to resist chip wash – abrasion by fast-moving metal chips during machining operations.
The pros and cons of different Additive Manufacturing processes
The author engaged the Kennametal development staff in a brief discussion of the respective advantages and disadvantages of different AM approaches for its materials.
For steels, it was made abundantly clear that both the sinter-based BJT process and the beam-based PBF-LB processes are practical alternatives to conventional production, and both are in use across the industry. Rusnica felt that the former approach was more suitable for high volume production, and it may also be a better fit for existing PM steel part manufacturers who already possess the requisite sintering capacity for parts made by pressing or injection moulding. For hard alloys such as Stellites, it is also clear that either approach can work, dependent somewhat on individual alloy compositions.
The most interesting discussion centred on cemented carbides. The papers presented at the 20th Plansee Seminar in 2022 [6, 7] were a good demonstration of its present capabilities. The current EPMA programme [8], summarised in [6], is aimed at further clarifying the situation. Prichard stated that BJT is the most mature and highest production process and fits the characteristics of cemented carbides best.
Its disadvantages – namely low green densities and susceptibility to subsequent oversintering, making lower Co and/or finer-grained grades more difficult to process, and de-powdering from small orifices or fine features, are steadily being overcome through equipment and process development.
The material Material Extrusion/Fused Filament Fabrication process (MEX/FFF) is more able to process a wide range of grades, but its productivity is much lower and part surface finish is poorer. The laser PBF-LB method shows little promise of working, due to the atmospheres employed and difficulty of controlling local temperatures, leading to inhomogeneous microstructures and deleterious phases [9]; these problems are not easy to overcome. However, the Electron Beam Powder Bed Fusion (PBF-EB), with higher energy inputs and a more conducive high temperature environment (near vacuum) has found application for high Co materials [10].
In closing
This author came away from the Kennametal facility extremely impressed with the combination of technical prowess, integration into manufacturing, pragmatism, and customer focus evinced by Kennametal’s AM programme. It will be fascinating to see how the efforts progress and what the timescale of further technical and commercialisation advances will be!
References
[1] Metal Additive Manufacturing (www.metal-am.com), Sept. 13 2021 “Kennametal offers its most corrosion resistant tungsten carbide grade for AM”
[2] Metal Additive Manufacturing (www.metal-am.com) May 18, 2022 “Kennametal becomes GE Additive Beta Partner to advance Binder Jetting capabilities in tungsten carbide”
[3] Microstructural Development in Binder Jet Additive Manufacturing of WC-Co, P. Prichard, Z. Wang, and H. Miyanaji. As presented at the 20th Plansee 2022 Seminar, 29 May 3 June 2022.
[4] Metal Additive Manufacturing (www.metal-am.com) March 3, 2022 “AM is key to Kennametal’s award-winning stator bore tool”
[6] Sinter-based Additive Manufacturing at the 20th Plansee Seminar on Refractory Metals and Hard Materials, B. North. PIM International Vol. 16 No. 3 September 2022.
[7] Advances in the AM of refractory metals and hard materials at the 20th Plansee Seminar, B. North. Metal AM Vol. 8 No. 3 Autumn 2022
[8] Additive Manufacturing of Hard Metals by Non-Laser Processes (AddiHM club project, EPMA) As presented at EPMA Hard Materials Group meeting June 2022 at 20th Plansee Seminar
[9] Effect of Thermal Post-treatment on microstructure of Additively Manufactured Cemented Carbides. S. Fries et. al. Presented at the 20th Plansee Seminar, 29 May-3 June, 2022
[10] Dry sliding wear behavior of additive manufactured CrC-rich WC-Co cemented carbides. E. Iakovakis et. al. Wear Vol. 486-487, 15 December 2021, 204127
Contact
Jerry Dominguez
Sr. Manager, New Business Development, Additive Manufacturing
[email protected]
www.kennametal.com
Author
Bernard North
North Technical Management, LLC
Greater Pittsburgh area
Pennsylvania, USA
[email protected]

LAST MONTH’S MOST-READ ARTICLES












